首钢中厚板厂
全国中厚板轧机生产线一览表
浙江省
宁波建龙中板厂
正在建设中
57
内蒙
包钢
4100×4
150
2008年
58
贵州
水城钢铁公司
3500×4
80
2008年
59
新疆
八一钢厂
4200×4
原浦钢厚板轧机,正在搬、建
90
50
韶钢中厚板卷厂
3500×4
100
2005年
51
湖南省
湘钢中板厂
3800×4/3800×4
150
2006年
52
重庆
重钢中板厂
2800×2/2450×4
80
1965年
53
重钢中板厂
3800×4
拟建设
54
福建省
福鼎龙安中板厂
2800×2/2350×4
120
2006年
55
三明中板厂
3000×4
80
新建,预计2006年底投产
39
沙钢宽厚板
5000×4
2009年
拟建第二条5000×4生产线
40
安徽省
马钢中板厂
2350×2/2300×4
80
1975年
41
山西省
太钢五轧厂
2300×2/2300×4
16
1966年8月
42
临钢
2300×3
24
1989年5月
43
临钢
3300×4/3300×4
120
2007年投产
44
广西省
柳钢中板厂
2400×4/2400×4
32
5
河北省
首钢秦皇岛板材公司
3454×4
首钢中厚板厂技术升级改造简介
维普资讯
廖
首 翱
接
2 2 第3 o 年 期 o
首 钢 中 厚 板 厂 技 术 升 级 改 造 简 介
李 泽武 刘天 柱
( 京首钢设计 院) 北
摘 要 首 钢 中厚板 厂将 利用 大修 期 间对设 备进 行技 术 升级改 造 , 换 四辊 轧机 , 大 冷床 冷却 能力 , 增重 更 加 新 中厚钢 板 技术 改 造 轧 制
Байду номын сангаас
型 圆盘剪 , 高产 品质 量 。 提
关键 词
TECHNo Lo GY M PRo VEM ENT I oF SH OUGANG EDI M UM PLATE RoLLI NG PLANT
LI Ze LI Ti n h wu U a z u
( e igS o g n einIsi t) B in h u a gD s nt ue j g t
日
2 改 造 后 的 生 产工 艺
2 1 原 料 和 成 品 .
首 钢 中 厚 板 厂 是 首 钢 总 公 司 主 要 轧 材 生 产
厂 。 为 适 应 中 厚 板 市 场 的 变 化 , 首 钢 总 公 司 决 定 对 中 厚 板 厂 轧 机 进 行 全 面 的技 术 升 级 改 造 。改 造 后 轧机年生 产能力 为 6 0万 t产 品 规 格 为 : 6~ , 厚
18 0 m 长 20 0~30 0mm; 大单 重 1 . 。 0 m; 0 0 最 14 t
成 品 品种 、 号 和 规格 见表 1 钢 。 2 2 生 产 工 艺 . 改 造 后 生产 工 艺 布 局 见 图 1 。
mm, 大 坯 重 1 . 。 工 程 计 划 于 2 0 最 1 4 t该 0 2年 下 半 年 在 大修 期 间 进 行 。
认识实习报告
三炼钢企业目标建设科技三炼、绿色三炼、人文三炼,实现人、技术,环境高度和谐一致的现代化炼钢厂。
企业发展战略建立以成本控制为中心的管理机制,以经济效益为中心,以开发品种、提高质量为重点,以技术进步为动力,以创名牌精品为目标,通过技术创新、管理创新、产品创新,全面完成普钢向优质钢生产的新跨越。
发展概况建厂十余年来,第三炼钢厂始终坚持以观念创新,技术创新、管理创新、机制创新为主线,通过不断推进技术进步,加速工艺结构和产品结构的调整,已先后建成完善了第三条经铁水脱硫、转炉冶炼、钢水精炼处理、品种铸机浇注的优质钢生产线。
今天的第三炼钢厂拥有三座公称容量80吨的氧气顶吹转炉、一座铁水脱硫扒渣站、两座LF刚包精炼炉和一座VD真空脱气装置,三台八流品种、高效方坯连铸机和一台四流全自动矩形坯连铸机。
生产品种由原来的品种规格单一转变为现包含制绳用硬线钢、预应力钢丝绞线用钢、冷镦钢、弹簧钢、齿轮钢、非调钢、轴承钢、碳素工具钢、优质焊线钢、软线钢及合金结构钢等百余个品种形成了连铸映现系列、优质软线系列、合金焊线系列等具有首钢品牌优势的拳头产品,成为首钢总公司优质长材用钢的生产基地。
第三炼钢厂在主要生产工艺过程中采用了计算机控制操作,在能源环保等方面采用了先进的一次、二次除尘系统,具有完备的烟尘和污水综合处理及转炉煤气、蒸汽回收能力,工业用水全部采用闭路循环方式,烟尘及污水外排达到了国家及北京市标准,环保合格率100%。
第三炼钢厂在装备优化、工艺技术改造和扩大品种、机制转换的进程中,坚持“品种、质量、效益、环境”的发展方针,弘扬“求实、创新、精品、发展”的企业精神,不断地应用新技术、新工艺、新材料,使各项技术经济指标不断提高。
转炉炉龄保持国内同行领先,居世界先进水平;生产主旨全过程严格按照ISO9000管理体系执行,实现了生产经营的市场化运作;2号矩形坯连铸机实现了自动上引锭、自动配水、自动浇注、自动切割的全自动生产工艺,达到了国内先进水平;综合成本、连浇炉数等一批主要技术经济指标连创新高。
自动探伤装置在宽厚板生产中的应用
厂长助理 ,高级工程 师。收稿/0 6 0 .0 20 .83
维普资讯
率 ,更重要 的是在 很大程度上提 高了探伤覆 盖 率 ,避免漏探 ,能够更客观地反映板材缺陷。首 钢中厚板轧钢厂 20 04年与鞍 山美斯检测技术有
限公 司共 同进 行 了多 通道 离 线 自动 探 伤 的研 究 , 成 功研制 出 MS3 n 一2 C型 14通 道 自动 探 伤 设备 , 8 探测 厚度 为 1 8 m。 0~ 0m
自动探伤装置 的情况 。MS3 n 一 C型 14通道数字式智能型超声 波宽厚钢 板 自动探 伤设备 不仅 可有效控 制产 2 8 品出厂质量 ,而且对改进炼钢 、轧钢生产工艺和不断 提高产品质量起到重要作用 。 关键词 宽厚板 超声波 自动探伤
THE AP LI P CATI ON T OF US DEVI N THE PRoDUCT oN oF CE I I
维普资讯
自动 探伤 装 置在 宽厚 板 生产 中的应 用
司智平 孙茂林 赵兰芳 李学儒
(山美斯检测 技 术有 限公 司) 鞍
摘 要 介绍 了首钢 中厚板轧钢 厂在生产压力容 器用 钢板 、高层建筑 用 z向钢 板 、管线用钢板 过程 中应用
( 比如 10M z 样 1 0 H 采 0位 A D卡 ) 就可 以 同时 / 解决 这 3项 技术 。国 内外 数字探 伤仪 的 出现 和进
步都是与高速 A D卡息息相关 ,都致力于不断 / 提 高 A D卡 的采 样 速 度 和 转 换 精 度 。从 最 初 的 / 2 H 采样 8位 A D卡到 目前 国外 已发展到 0M z /
po e s rc s ・
K Y WOR w d n e v l t ,u t o i E DS i e a d h a y p a e l a s n c,US r T
钢板Q420B

我公司长期库存大量高强度中厚板Q420B/C/D/E,Q345qD/E等,欢迎电讯!!
联系人:马先生 电话:0372-5568033 13523725181
产地 材质 规格 重量(吨) 价格
首钢/安钢 Q420B 08×2400 53 价优
首钢/安钢 Q420B 22×2200 55 价优
首钢/安钢 Q420B 25×2200 213 价优
首钢/安钢 Q420B 28×2200 184 价优
首钢/安钢 Q420B 29×2400 5 价优
首钢/安钢 Q420B 29×2500 14 价优
首钢/安钢 Q420B 30×2200 237 价优
首钢/安钢 Q420B 10×2200 124 价优
首钢/安钢 Q420B 12×2200 63 价优
首钢/安钢 Q420B 14×2200 99 价优
首钢/安钢 Q420B 16×2200 87 价优
首钢/安钢 Q420B 18×2200 80 价优
首钢/安钢 Q420B 20×2200 62 价优
首钢/安钢 Q420B 22×2200 65 价优
首钢/安钢 Q420B 27×2200 5 价优
首钢/安钢 Q420B 29×2200 5 价优
首钢/安钢 Q420B 30×2200 33 价优
首钢/安钢 Q420B 14×2200 225 价优
首钢/安钢 Q420B 14×2500 3 价优
高强度板 Q420B 25*L 理计 首钢/安钢 正品四切
高强度板 Q420B 30*L 理计 首钢/安钢 正品四切
高强度板 Q420B 60*L 理计 首钢/安钢 正品四切
中厚板轧机生产线统计表
鞍钢宽厚板厂
5000×4
拟建设,厂址在鲅鱼圈
29
营口中板厂
2450×4
94
1972年6月
2003年4月改造
30
营口中板厂
4800×4(5000)/
4800×4(5000)
180
2008年投产
已开工建设
31
湖北省
武钢中板厂
2800×2/2800×4
57
1966年8月
32
鄂钢
4300×4/4300×4
3500×4
50
12
唐钢中板公司
3500×4/3500×4
120
2006年投产
13
唐钢中板公司
5000×4/5000×4
计划建设
14
唐钢中板公司
3500(炉卷)
计划建设
15
上海市
宝钢中厚板厂
5000×4(/5000×4)
140/180
2005年
16
原浦钢中板厂(现罗泾)
4300×4/4300×4
180
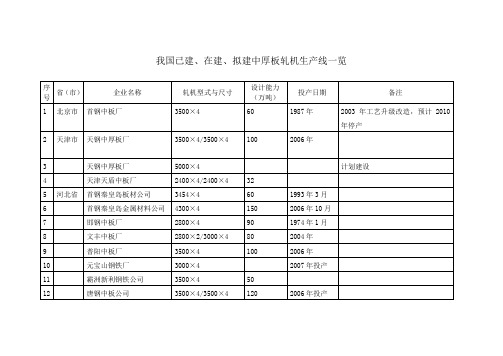
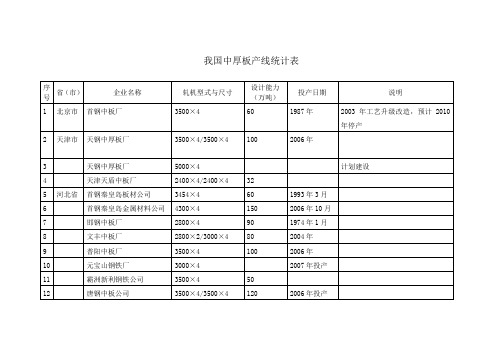
我国中厚板产线统计表
序号
省(市)
企业名称
轧机型式与尺寸
设计能力
(万吨)
投产日期
说明
1
北京市
首钢中板厂
3500×4
60
1987年
2003年工艺升级改造,预计2010年停产
2
天津市
天钢中厚板厂
3500×4/3500×4
100
2006年
3
天钢中厚板厂
5000×4
计划建设
4
天津天盾中板厂
2400×4/2400×4
2008年投产
我国主流中厚板轧机
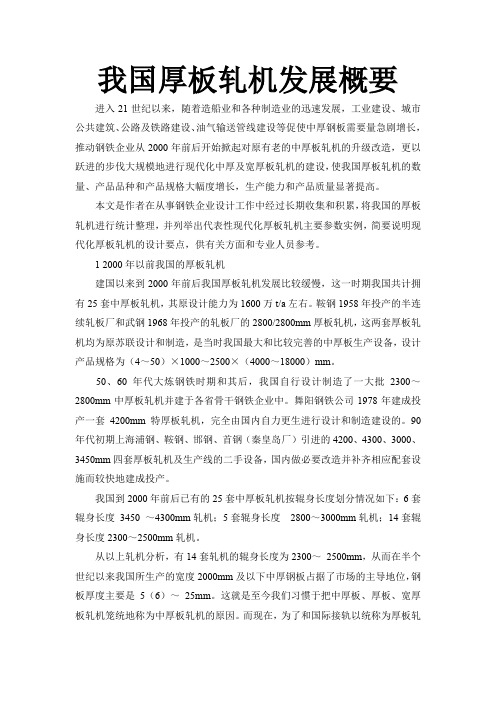
我国厚板轧机发展概要进入21世纪以来,随着造船业和各种制造业的迅速发展,工业建设、城市公共建筑、公路及铁路建设、油气输送管线建设等促使中厚钢板需要量急剧增长,推动钢铁企业从2000年前后开始掀起对原有老的中厚板轧机的升级改造,更以跃进的步伐大规模地进行现代化中厚及宽厚板轧机的建设,使我国厚板轧机的数量、产品品种和产品规格大幅度增长,生产能力和产品质量显著提高。
本文是作者在从事钢铁企业设计工作中经过长期收集和积累,将我国的厚板轧机进行统计整理,并列举出代表性现代化厚板轧机主要参数实例,简要说明现代化厚板轧机的设计要点,供有关方面和专业人员参考。
1 2000年以前我国的厚板轧机建国以来到2000年前后我国厚板轧机发展比较缓慢,这一时期我国共计拥有25套中厚板轧机,其原设计能力为1600万t/a左右。
鞍钢1958年投产的半连续轧板厂和武钢1968年投产的轧板厂的2800/2800mm厚板轧机,这两套厚板轧机均为原苏联设计和制造,是当时我国最大和比较完善的中厚板生产设备,设计产品规格为(4~50)×1000~2500×(4000~18000)mm。
50、60年代大炼钢铁时期和其后,我国自行设计制造了一大批2300~2800mm中厚板轧机并建于各省骨干钢铁企业中。
舞阳钢铁公司1978年建成投产一套4200mm特厚板轧机,完全由国内自力更生进行设计和制造建设的。
90年代初期上海浦钢、鞍钢、邯钢、首钢(秦皇岛厂)引进的4200、4300、3000、3450mm四套厚板轧机及生产线的二手设备,国内做必要改造并补齐相应配套设施而较快地建成投产。
我国到2000年前后已有的25套中厚板轧机按辊身长度划分情况如下:6套辊身长度3450 ~4300mm轧机;5套辊身长度2800~3000mm轧机;14套辊身长度2300~2500mm轧机。
从以上轧机分析,有14套轧机的辊身长度为2300~2500mm,从而在半个世纪以来我国所生产的宽度2000mm及以下中厚钢板占据了市场的主导地位,钢板厚度主要是5(6)~25mm。
首钢中厚板产品手册说明书

中厚板产品手册HEAVY PLATE PRODUCT MANUAL北京首钢股份有限公司B e i j i n g S h o u g a n gC o.,L t d.Chapter 1 Production Line Introduction第一章 产线简介首钢京唐公司中厚板产线拥有国内第一台400mm 板坯连铸机,拥有4300mm 和3500mm 两条生产线,常化炉、淬火炉、回火炉、车底炉等4座热处理炉,一条预处理产线及国内首条全流程复合板/卷自动化生产线。
产品规格覆盖厚度6~380mm、宽度1050~4050mm、钢板最大单重28.5吨。
首钢京唐公司中厚板产品涵盖12大系列+复合板、400多个品种,包括船舶及海洋工程用钢、管线钢、桥梁钢、容器板、风电钢、高建钢、工程机械用钢、耐磨钢、储罐钢、水电钢、结构用钢、模具钢。
产品广泛应用于能源、造船及海洋平台、机械制造、桥梁制造、交通运输、电力工程等行业。
Shougang Jingtang heavy plate production line is equipped with the domestic first 400mm continuous caster of slab, and two production lines of 3500mm and 4300mm, four heat treatment furnaces such as normalizing furnace, quenching furnace, tempering furnace and car bottom furnace, one pretreatment production line and the domestic first automatic production line of clad plate/coil. The product specifications cover the thickness of 6-380mm, the width of 1050-4050mm and the maximum unit weight of 28.5 tons.Shougang Jingtang Heavy plate category covers 12 major series and clad plate, more than 400 varieties,including shipbuilding and offshore steel, pipeline steel, bridge plate, vessel plate, wind power steel, high-risebuilding steel, high-strength steel, wear-resisitant steel, oil tank steel, hydropower steel, structure steel, and mouid steel. The products are widely applied to shipbuilding industry, energy industry (including pipeline project and petroleum chemistry industry), bridge building industry, transportation industry, manufacturing industry, power industry (including hydropower, wind power and heat power project) etc.1.1 生产流程示意图 Process Diagram1.1.1 炼钢系统Steel making system炼钢系统是一条低成本、高品质洁净钢生产线。
年产160万吨的中厚板厂车间设计
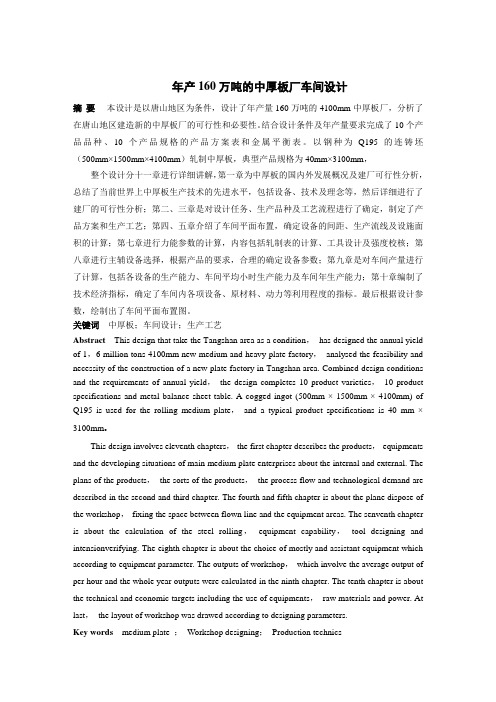
年产160万吨的中厚板厂车间设计摘要本设计是以唐山地区为条件,设计了年产量160万吨的4100mm中厚板厂,分析了在唐山地区建造新的中厚板厂的可行性和必要性。
结合设计条件及年产量要求完成了10个产品品种、10个产品规格的产品方案表和金属平衡表。
以钢种为Q195的连铸坯(500mm×1500mm×4100mm)轧制中厚板,典型产品规格为40mm×3100mm,整个设计分十一章进行详细讲解,第一章为中厚板的国内外发展概况及建厂可行性分析,总结了当前世界上中厚板生产技术的先进水平,包括设备、技术及理念等,然后详细进行了建厂的可行性分析;第二、三章是对设计任务、生产品种及工艺流程进行了确定,制定了产品方案和生产工艺;第四、五章介绍了车间平面布置,确定设备的间距、生产流线及设施面积的计算;第七章进行力能参数的计算,内容包括轧制表的计算、工具设计及强度校核;第八章进行主辅设备选择,根据产品的要求,合理的确定设备参数;第九章是对车间产量进行了计算,包括各设备的生产能力、车间平均小时生产能力及车间年生产能力;第十章编制了技术经济指标,确定了车间内各项设备、原材料、动力等利用程度的指标。
最后根据设计参数,绘制出了车间平面布置图。
关键词中厚板;车间设计;生产工艺Abstract This design that take the Tangshan area as a condition,has designed the annual yield of 1,6 million tons 4100mm new medium and heavy plate factory,analysed the feasibility and necessity of the construction of a new plate factory in Tangshan area. Combined design conditions and the requirements of annual yield,the design completes 10 product varieties,10 product specifications and metal balance sheet table. A cogged ingot (500mm × 1500mm × 4100mm) of Q195 is used for the rolling medium plate,and a typical product specifications is 40 mm ×3100mm.This design involves eleventh chapters,the first chapter describes the products,equipments and the developing situations of main medium plate enterprises about the internal and external. The plans of the products,the sorts of the products,the process flow and technological demand are described in the second and third chapter. The fourth and fifth chapter is about the plane dispose of the workshop,fixing the space between flown line and the equipment areas. The senventh chapter is about the calculation of the steel rolling,equipment capability,tool designing and intensionverifying. The eighth chapter is about the choice of mostly and assistant equipment which according to equipment parameter. The outputs of workshop,which involve the average output of per hour and the whole year outputs were calculated in the ninth chapter. The tenth chapter is about the technical and economic targets including the use of equipments,raw materials and power. At last,the layout of workshop was drawed according to designing parameters.Key words medium plate ;Workshop designing;Production technics1 总论中厚板主要用于建筑工程、机械制造、容器制造、造船、桥梁等行业,并且随着国民经济建设其需求量非常之大,范围也十分广。
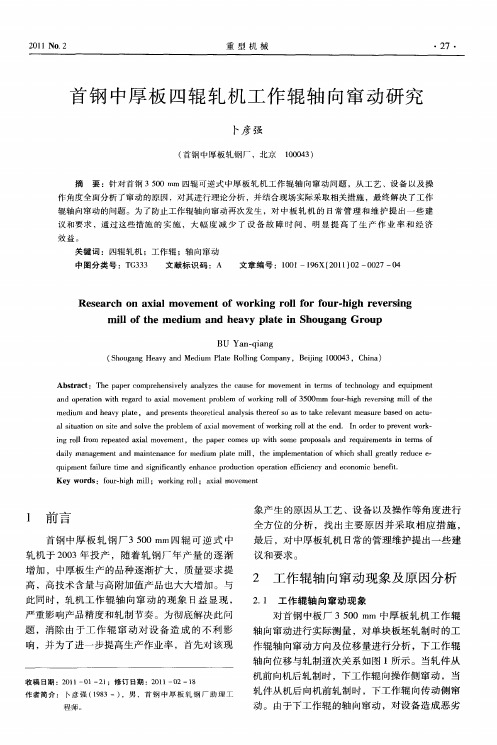
首钢中厚板四辊轧机工作辊轴向窜动研究
重 型 机 械
・ 7・ 2
首 钢 中厚 板 四辊 轧机 工 作 辊 轴 向窜 动研 究
卜 强 彦
( 钢 中 厚 板 轧 钢 厂 ,北 京 首 104 ) 00 3
摘
要 :针 对 首 钢 350mm 四辊 可 逆 式 中 厚 板 轧 机 工 作 辊 轴 向 窜 动 问题 ,从 工 艺 、设 备 以 及 操 0
ig rl fo e e td a ilmo e n , t e p p rc me p wi o r p s l a d r q i me t i e s o n ol r m r p ae xa v me t h a e o s u t s me p o o a s n e u r h e ns n tr f m
效 益。
关 键 词 :四辊 轧 机 ;工 作 辊 ;轴 向窜 动 中 图分 类 号 :T 33 G 3 文 献 标 识 码 :A 文 章 编 号 :lO —16 2 1 ) 2— 0 7— 4 O 1 9 X(0 10 0 2 0
Re e r h o x a o e e to r ng r l o o r hi h r v r i g s a c n a i lm v m n f wo ki o lf r f u — g e e sn m i ft e m e i m nd he v a e i h ug n r up l o h d u a a y pl t n S o a g G o l 量 的逐 渐 增 加 ,中厚 板生 产 的品种逐 渐扩 大 ,质量 要求 提
高 ,高 技术含 量 与高 附加值 产 品也大 大增 加 。与
2 工 作 辊 轴 向窜 动 现 象及 原 因分 析
中厚板低成本冶炼工艺实践
没有发挥其应有的脱硫作用 ,导致整体工序生产 成本升高 。为进一步降低生产成本 ,提高产品市
场 竞争力 ,对 中厚 板 品种 的冶 炼工艺 路 线进 行 优
例较低 ,导致 L F炉精炼脱硫任务重 ,整体工序 生 产成本 升 高 。因此 ,对 冶炼 过程各 工 序 的脱 硫
成本 进行 对 比 ,以便对 工艺 进行 优 化 ,进一 步 降
秦 皇 岛 首秦 金 属 材 料 有 限公 司 ( 称 首 秦 简
铸 ,即 T S O —L — R — C 。其 中 ,T S D —B F F H C D — B F F C工 艺 主 要 适 用 于 普 碳 钢 、船 板 用 O —L —C
公 司 ) 炼 钢 厂 在 中厚 板 品 种 的 冶 炼 工 艺 中 ,L F
中 厚 板 低 成 本 冶 炼 工 艺 实 践
杨荣 光 王志 刚 李 战军 刘金 刚
( 秦皇岛首秦金属材料有限公司) ( 首钢技术研 究院)
摘 要 结合首秦公司炼钢厂 中厚板工装设备 的特 点及冶炼 工艺条件进 行工艺优 化 ,对钢 中硫含量 控制进
行 重新 分配 ,实现了常规 中厚板品种低成本冶炼 ,钢 中硫含量及 钢水洁净 度均满 足各级别 钢种 需求 ,夹 杂 物控制水平与常规工艺控制水平相 当。
理一 转 炉 冶 炼一 L F炉 精 炼一 R 真 空 处 理一 连 H
杨荣光 :2 0 0 5年毕业于北京科技大学 ,硕士 ,现在秦皇岛首秦金属材料有 限公 司 炼钢部从事炉外精 炼技术管理工作 ,工程师。收稿/ 0 2O -9 2 1 一 10
关键词
中厚板
脱硫
洁净度
Pr cie o w s e l a i g Pr c s n Plt a tc fLo Co tStem k n o e so a e
首钢中厚板轧钢厂的发展历程及展望
18 9 6年 8月 首 钢 中 厚 板 轧 钢 厂 建 厂 时 ,设 计能力为年产 中厚板 2 0万 t ,成品规格为 48— .
5 . 5 0 ~2 8 0 0 8 mm X 1 0 0 mm 0 ~ 1 0 x6 0 0 600
m 。设备是从美 国休斯顿 ・ m 阿姆科 钢铁公 司引
的不断扩 大 ,产品格局 日 完善 , 成了全 面动态的质量管 理体系 ,为企业稳 定 国内市场 、 趋 形 拓展 国际市场
奠定 了坚 实的基础。 关键 词 中厚 板 轧钢 设 备 竞争力
T HE DEVELOPM ENT AND OUTL0OK 0F THE IDI M E UM L P ATE M I LL T e Me i m P a e Mi h du l t l l A S R T T e me i m p ae mi ,b i n te y a f1 8 i o e o e man mi so h u a g B T AC h d u lt l u l i e ro 9 6, s n ft i l fS o g n l t h h l G o p n t e ls 0 y a s t a n e g n i sg e t e h oo y t n fr t n, n y e f r u .I h a t e r ,i h su d r o e 3 t 2 me r a c n l g a so mai t r o a d 4 t p so p o e sly u sa e fr d r c s a o t r o me .Asa g o e u t t o e c mp tn e i c n i u l n a c d,a d n w o d r s l ,i c r o ee c s o t a l e h n e s n y n o
2018年赵力刚、潘纪荣、张军职务侵占word版本 (3页)
2018年赵力刚、潘纪荣、张军职务侵占word版本本文部分内容来自网络,本司不为其真实性负责,如有异议或侵权请及时联系,本司将予以删除!== 本文为word格式,下载后可随意编辑修改! ==赵力刚、潘纪荣、张军职务侵占(201X)石刑初字第00222号,赵力刚、潘纪荣、张军职务侵占北京市石景山区人民法院刑事判决书(201X)石刑初字第00222号公诉机关北京市石景山区人民检察院。
被告人赵力刚,男,1956年3月30日出生,汉族,出生地北京市,大专文化,捕前系北京首钢新钢有限责任公司设备维检中心轧材维检站中板作业区白班电工,住(略)。
201X年因扰乱公共秩序被北京市公安局石景山分局行政拘留十五日。
因涉嫌犯盗窃罪于201X年10月18日被羁押,同日被刑事拘留,同年11月24日被逮捕,现羁押在北京市石景山区看守所。
被告人潘纪荣,男,1964年10月15日出生,汉族,出生地北京市,高中文化,捕前系北京首钢新钢有限责任公司中厚板轧钢厂甲作业区加热炉操作工,住(略)。
因涉嫌犯盗窃罪于201X年10月18日被羁押,同日被刑事拘留,同年11月24日被逮捕,现羁押在北京市石景山区看守所。
被告人张军,男,1970年2月1日出生,汉族,出生地北京市,中技文化,捕前系北京首钢新钢有限责任公司设备维检中心轧材维检站中板作业区三班电工班长,住(略)。
因涉嫌犯盗窃罪于201X年10月17日被羁押,同年10月18日被刑事拘留,同年11月24日被逮捕,现羁押在北京市石景山区看守所。
北京市石景山区人民检察院以京石检刑诉字[201X]第158号起诉书,指控被告人赵力刚、潘纪荣、张军犯职务侵占罪,于201X年4月24日向本院提起公诉。
本院依法组成合议庭,公开开庭审理了本案。
北京市石景山区人民检察院指派代理检察员于涛出庭支持公诉,被告人赵力刚、潘纪荣、张军均到庭参加诉讼。
现已审理终结。
经审理查明:被告人赵力刚系北京首钢新钢有限责任公司设备维检中心中板作业区白班电工,被告人潘纪荣是首钢中厚板轧钢厂甲作业区加热炉操作工,被告人张军系北京首钢新钢有限责任公司设备维检中心轧材维检站中板作业区三班电工班长。
首钢中厚板轧机轧制节奏的控制
第17卷第1期2005年2月钢铁研究学报Jour nal of Ir on and Steel ResearchV ol.17,No.1F eb.2005基金项目:国家 十五 重大装备研制项目(ZZ0113A040201)作者简介:矫志杰(1976 ),男,博士; E mail:zj jiao@ ; 修订日期:2004 04 15首钢中厚板轧机轧制节奏的控制矫志杰1, 胡贤磊1, 赵 忠1, 邱红雷1, 刘相华1, 王国栋1,李学儒2, 张庆春2(1.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;2.首钢总公司中厚板厂,北京100041)摘 要:首钢中厚板轧机在生产过程中采用多块轧件交叉轧制,根据具体工艺参数可以分别采用单坯轧制模式、双坯一待一轧模式或三坯两待一轧模式。
通过对轧制节奏的控制,提高了轧机的生产率。
从设计的轧机时位图可以清楚地看出轧制节奏的控制情况。
关键词:中厚板轧机;交叉轧制;轧制节奏中图分类号:T G335 5 文献标识码:B 文章编号:1001 0963(2005)01 0072 05Mill Pacing Control on Plate Mill at ShougangJIAO Zhi jie 1, H U Xian lei 1, ZH AO Zhong 1, QIU H ong lei 1, LIU Xiang hua 1,WANG Guo dong 1, LI Xue ru 2, ZH ANG Qing chun 2(1.N o rtheastern U niversity,Shenyang 110004,China; 2.Sho ug ang Co,Beijing 100041,China)Abstract:T he multiple plat e rolling method is used o n plate mill at Shougang Co,including single plate ro lling mode,tw o plate one ho lding o ne r olling mode and three plate two holding one ro lling mode.By mill pacing con tro l,the pr oductiv ity of mill can be incr eased,the time locatio n mat rix for mill is desig ned to sho w the mill pacing contro l.Key words:plate mill;multiple plate ro lling;mill pacing当前,中厚板生产多采用控制轧制生产工艺。
国内中厚板(4米以上)产线情况概述
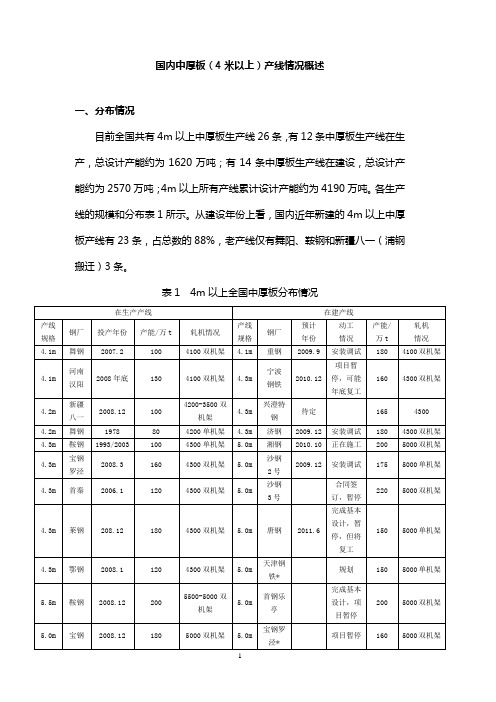
国内中厚板(4米以上)产线情况概述一、分布情况目前全国共有4m以上中厚板生产线26条,有12条中厚板生产线在生产,总设计产能约为1620万吨;有14条中厚板生产线在建设,总设计产能约为2570万吨;4m以上所有产线累计设计产能约为4190万吨。
各生产线的规模和分布表1所示。
从建设年份上看,国内近年新建的4m以上中厚板产线有23条,占总数的88%,老产线仅有舞阳、鞍钢和新疆八一(浦钢搬迁)3条。
表1 4m以上全国中厚板分布情况二、装备水平国内4m以上中厚板产线装备水平居世界先进水平,即使是3条老产线,也进行了相关技术装备改造。
轧机的平均轧制力在8000吨以上,无论是前面的精炼手段、连铸机类型还是轧机能力、精整装备的匹配上,都做到了世界一流。
目前国内26条产线中,有4条单机架产线,22条双机架产线。
这里仅从连铸开始,以有代表性的产线为例,介绍4m以上中厚板产线的装备水平。
表2 4m以上产线典型连铸机装备概况表3 国内外典型4m以上宽厚板轧机装备概况此外,所有新建产线都建设或预留了热处理产线,类型涵盖常化炉、正火炉和淬火炉;精整区部分产线预留了ACC前的热矫直机和后续的强力冷矫直机;ACC大多数带有DQ功能。
三、生产情况为更直观的反应4m以上中厚板厂的生产情况,这里仅选取在2008年已投产的沙钢(5m)和首钢抚宁(4.3m)的生产情况进行统计。
各条产线产量和品种情况见表2所示。
从表2中看,沙钢(5m)和首钢抚宁(4.3m)主要品种为造船板和管线钢,品种钢比例分别达到80.10%和71.29%。
表2 2008年中厚板生产情况根据4m以上产线的分布情况和08年中厚板生产情况,有一点需要关注。
4m以上在生产产线产能为1620万吨,占目前中厚板总产能的39.4%;在建设产线产能为2570万吨,总产能为4190万吨,一旦全部投产,将超过现有的中厚板总产量,因此,未来4m以上轧机将会成为中厚板行业的主流轧机。
四、产品开发凭借良好的硬件条件,新建4m以上中厚板产线的产品研发也是居于行业领先水平,其品种主要集中在高级别管线钢、船板钢、低温压力容器钢和高强钢上面。
23327335
1 在线监测系统简介
1 1 系统 结构 与功 能 .
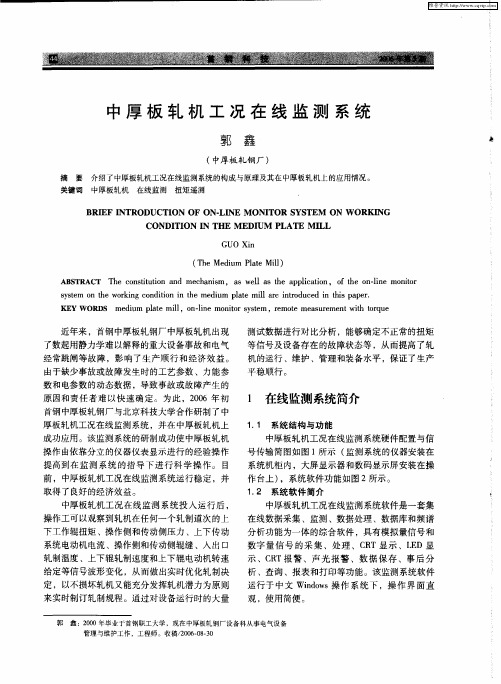
中厚板轧机工况在线监测系统硬件配置与信
号 传输 简 图如 图 1所示 ( 测 系统 的仪器安 装 在 监
系统机柜内,大屏显示器和数码显示屏安装在操 作 台上 ) ,系统软件功能如图 2 所示。
1 2 系统 软件 简 介 .
来实 时制订 轧制 规程 。通过对 设 备运行 时 的大 量
郭
盎 : 00 2 0 年毕业于首钢职工大学 ,现在中厚板轧钢厂设备科从事 电气设备 管理与维 护工作 , 工程师 。收稿/0 6 0 - 2 0 -83 0
维普资讯
卜 上 作 辊 扭 矩 信 号 下 工 作 辊 扭 矩 信 号
操作工可以观察到轧机在任何一个轧制道次的上 下工作辊扭矩 、 操作侧和传动侧压力 、上下传动 系统电动机电流 、操作侧和传动侧辊缝 、入 出口
轧制温 度 、上下 辊轧制 速度 和上 下辊 电动 机转速
给定等信号波形变化 ,从而做出实时优化轧制决 定,以不损坏轧机又能充分发挥轧机潜力为原则
_ 监
一 一
一 一
一
一_ _ = 1
轧 制 后 的 温 度 信 号
左
辊
缝 缝
信 信
号 号
、 辊 ;
图 1 中厚 板轧机 工 况在 线监测 系统硬 件 配置与 信号 传输 简 图 监 { 。扭 矩遥 测 系统工作 原 理如 图 3所示 。 9 = 1 0
2 全数字扭矩遥测 系统
B E NTRODUCTI RI F I ON OF ON. NE M ONI LI TOR YS EM S T ON ORlI W 【NG
全国中厚板轧机生产线一览表
11
霸洲新利钢铁公司
3500×4
50
12
唐钢中板公司
3500×4/3500×4
120
2006年投产
13
唐钢中板公司
5000×4/5000×4
计划建设
14
唐钢中板公司
3500(炉卷)
计划建设
15
上海市
宝钢中厚板厂
5000×4(/5000×4)
140/180
2005年
16
原浦钢中板厂(现罗泾)
2400×4/2400×4
32
5
河北省
首钢秦皇岛板材公司
3454×4
60
1993年3月
6
首钢秦皇岛金属材料公司
4300×4
150
2006年10月
7
邯钢中板厂
2800×4
90
1974年1月
8
文丰中板厂
2800×2/3000×4
80
2004年
9
普阳中板厂
3500×4
100
2006年
10
元宝山钢铁厂
3000×4
4300×4/4300×4
180
2008年投产
搬迁新建
17
山东省
济钢中板厂
2350×3/2350×4
60
1960年7月
1989年、2005年技术改造
18
济钢厚板厂
3300×4/3500×4
115
1998年2月
19
淄博中板厂
3400×4
100
2005年
20
莱芜中板厂
4300×4
2007年投产
21
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 首都劳动奖状先进集体:首钢中厚板轧钢厂轧钢班2005年,该班组结合厂党委提出的“苦干三年,进入全国前三名的行列”的目标,充分发扬首钢人和中板人敢于拼搏、勇于奉献、不断创新、不断发展的精神,使经营生产不断上台阶,生产记录不断刷新。
该班组曾荣获2004年度首钢总公司先进班组、2005年首钢总公司安全生产先进班组称号、2006年推荐为北京市经济技术创新优秀班组。
丁作业区轧钢班全年共轧出277286吨,平均机时产达到140吨,轧机作业率完成86.79%,试轧新产品完成59301吨。
其中:8mm274吨、出口现代船板4272吨、高强板21722吨、Z向板2872吨。
实现了6个第一即:轧制量第一、作业率第一、机时产量第一、性能第一、负差第一、故障停机率最低、各项生产指标均居四班之首。
为适应新首钢、新中板的需要,该班组结合厂“苦干三年,进入国内前三强”、“学习水钢对比分析找差距”、“日上三千,月上八万”等目标,积极组织职工学习探索实践,带头转变观念、努力提高自身素质,主动出击、自觉加压,一年来,该班组参加公司和厂开展的技术培训、技术比武、技能比赛活动21人次,被厂评为厂级种类先进3人次。
尤其是在该厂开展“保先教育活动”中,该班组生产再创佳绩。
11月份创出轧制第一、性能第一、负差第一、作业率第一、带出品第一、机时产量高达171吨/小时,创出了历史最好水平。
在2005年的安全生产工作中,该班组认真落实安全生产责任制和三规一制,深入贯彻《安全生产法》和《北京市安全生产条例》,积极探索新的安全管理班组模式,适应新的安全形势的需要,把生产管理和安全管理工作落到了实处,全年实现安全事故为“零”,并荣获公司“安全生产先进班组”称号。
2. 首钢3340mm中板精轧机过程模型设定系统Process model setup system of 3340mm plate of Shougang Group Co为了提高板厚控制精度,首钢3340mm四辊精轧机在实现了液压AGC后,又开发出过程模型设定系统,文中介绍了该系统的预计算、动态修正、自适应3个主要部分的作用及调用关系.该系统应用后,产品各项指标达到设计要求.3. 弘扬板材文化打造精品企业——中板厂代表孙建民访谈“4天的开放式学习,始终被一种情绪感染着,矿业公司和迁钢公司的典型经验及做法,让我们耳目一新,首钢在创新、创优、创业之路上迈出的矫健步伐令我们激动、感慨和兴奋,心中迸发出无限的创业激情。
”三创经验交流会期间,中板厂党委副书记孙建民告诉记者。
孙建民说,中厚板厂今年提出产量110万吨,船板产量达到35万吨以上的目标,上半年各项经营指标超额完成了计划任务,特别是船板产量和质量实现了历史新突破。
但是,和矿业、迁钢等先进单位比,我们看到了自身的差距,也看到了努力的方向和目标。
孙建民说,下一步,中厚板厂要加快适应首钢产业结构优化升级的大形势,培育适应企业发展的板材文化理念和管理体系。
以高标准、高要求、高效率开展各项工作。
具体说,就是要加强生产组织的科学性、超前性,重视客户需求,完善服务机制,抓好设备管理,为生产保驾护航,生产岗位提高精准操作、精准控制能力,把“七种文化”和总公司提出的板材生产经营的“八个转变”结合起来,真正贯彻落实到中厚板厂的生产经营全过程中,形成中板厂特有的“服务、精确、科学、创新”的板材文化理念,通过文化建设形成共同的价值愿景,用文化做支撑来推动各项工作步上新台阶,以强烈的责任感和使命感落实朱继民书记提出的“首钢中厚板厂不仅要出产品更要出精品,出人才,出精神,成为首钢发展板材事业的摇篮”的要求。
通过实施品牌战略,打造企业竞争优势,努力实现中厚板厂“打造精品基地,成就板材伟业”的宏伟目标。
4. 首钢中厚板厂20年实现精彩跨越10月27日,首钢中厚板厂厂内一片喜庆气氛。
首钢总公司领导王青海、霍光来、郑章石、刘水洋和曾在中厚板厂工作奉献过的老领导、老劳模与中板厂干部职工欢聚一堂,共庆中厚板轧钢厂20周岁生日。
历经几代人的追求,首钢中厚板厂走过了不平凡的20年。
中厚板厂于1987年9月28日竣工投产,结束了首钢有材无板的历史,成为首钢板材事业发展的摇篮。
春去秋来,几代中厚板人辛勤耕耘,努力实践,在创新发展的路上实现了一次又一次的精彩跨越。
一路走来,他们内求团结,外求发展,不断优化管理,培养和造就了一大批优秀人才,为中厚板厂奠定了持续发展的坚实基础,赢得了市场和社会的认可与赞扬。
2003年到2005年,首钢中厚板厂三年迈出了三大步,实现了跨越式的大发展。
迄今为止,中厚板厂共为国家生产优质板材950万吨,形成了以“专、强、宽、厚”板为拳头产品的市场竞争优势,品种钢比例在全国同行业名列前茅,充分显示出首钢人敢创一流的胸怀和抱负。
5. 首钢中厚板厂工艺升级改造稳步推进首钢中厚板厂打响工艺升级改造战役以来,在该厂与施工单位的密切协作下,施工取得快速进展,进入2002年以来,该厂施工改造初步完成了新磨辊间、35KV站的建设。
目前一主电室的拆迁、主电室58号柱的拆除、主电机基础的施工、老磨辊间的拆除、新成品跨施工、老成品跨4个大跨度钢梁的更换等非停产期施工的主要项目正在紧锣密鼓地进行。
中厚板厂工艺升级改造工程量大,涉及到全部轧制工艺线机电设备施工的更新改造、原料跨精整跨成品跨及磨辊间等大部分工业厂房及建筑的改造与建设,新增建筑14283平方米、标准设备668吨、非标设备6648吨、利旧设备1249吨、钢结构4571吨、钢筋混凝土40329立方米。
全部工程施工分为非停产期和停产期两部分,共计九个标段。
如何保证非停产期施工项目高速、安全、高质量推进的同时实现生产的顺稳,是做好工艺升级改造工作的关键。
为此,该厂针对施工组织上可能给生产带来的一些间接影响,未雨绸缪,根据施工组织整体安排和特点,及早研究制订了非停产期施工配合生产组织措施方案,并针对高温暑季的特点,提前动手做好防汛工作,对施工区防汛工作进行核查确认,使其经受住了入夏以来几场大雨的考验,做到了万无一失。
施工过程中,中厚板厂与施工单位加强组织协调,与涉及拆迁改造的三炼钢、修理厂、园林绿化服务中心等相关单位统筹规划、周密安排。
由于准备工作周到细致,保证了生产和施工有条不紊同步推进。
目前,该厂原料跨磨辊间、35KV站的10KV系统已经顺利投入使用。
新成品库和浊环水系统改造等改造项目正在进行中。
该厂还充分发挥业主单位的作用,结合边施工、边生产的特点,强化对施工现场的安全、消防管理,及时制定出《中板厂、基建单位共创中板改造安全工程方案》。
由该厂牵头成立了“中板工程安全保卫执法检查组”,每天对施工现场进行联合检查,仅二季度,就检查治理安全、消防隐患47起,对责任单位罚款11200元,把各类隐患消灭在萌芽状态,实现了安全事故零目标。
7.首钢中厚板厂经营和工艺齐头并进今年,首钢中厚板厂既要完成生产经营任务,又要进行工艺升级改造,该厂干部职工团结协作、顽强拼搏,各项经济技术指标再攀新高。
上半年主要技术经济指标实现了新的突破,增收节支计划330万元,实际完成482万元,比计划增加152万元;钢材产量计划27.1万吨,实际完成29.47万吨,超计划2.37万吨;双高产品计划18.32万吨,实际完成20.51万吨,超计划2.19万吨,双高产品占上半年总产量的69.6%。
上半年,中厚板厂克服合同订货量小、品种杂、规格多的难题,超额完成了低合金,薄板,C、D级板和桥梁板在内的双高产品和新产品轧制任务,创下了双高产品和新产品占上半年总产量69.6%的好成绩,机时产量由79吨提高到83吨。
该厂利用现有条件,将Q460强度以下的C、D级板、桥梁板、锅炉板、容器板、保性能厚板和优碳钢的工艺进行了初步优化,为改造后的品种生产奠定了基础。
在超额完成上半年各项技术经济指标的基础上,中厚板厂工艺升级改造工作也取得了新的进展。
初步完成了新磨辊间、35KV站的建设,2号轧辊磨床、10KV系统已经顺利投入。
目前一主电室的拆迁、主电室58号柱的拆除、主电机基础的施工、老磨辊间的拆除、新成品跨施工、老成品跨4个大跨度钢梁的更换等非停产期施工的主要项目正在紧锣密鼓地进行。
8. 首钢中厚板厂精品文化推进精品板材战略首钢总公司干部大会后,首钢中厚板厂党委班子认真传达学习大会精神,结合自身实际明目标、定措施,号召全体职工要以干部大会精神为动力,强力推进精品板材文化,为总公司精品板材战略的实施做出新贡献。
今年上半年,中厚板厂紧紧围绕结构调整战略,立志打精品,树品牌,以精品文化推进精品战略。
从年初开始,该厂党委深入开展以“打造精品基地,成就板材伟业”为主题的形势任务教育,围绕“三高三创两持续”目标引导全厂干部职工进一步解放思想,转变观念,确定了服务、质量、品种、效益生产经营方针,制订了以船板生产为突破口,以拳头产品生产为重点的生产组织方案,全面完成了总公司下达的品种板生产经营计划,实现了时间过半、完成任务过半的目标。
面对下半年生产经营形势和搬迁调整任务,中厚板厂提出,以“中厚板厂不仅要出产品,更要出精品、出人才、出精神”为指针,围绕一个中心、两个目标、三项重点工作,创新创优创业。
一个中心:全面推进精品战略,打造精品基地。
两个目标:超额完成全年35万吨船板任务目标,实现全年产量突破110万吨任务目标。
三项重点:进一步抓好精品文化建设,夯实持续发展基础;抓好船板生产,提升精品生产质量;抓好人才队伍建设,为打造新基地、建设新首钢打好人才基础。
目前,该厂干部职工精神振奋,决心以只争朝夕的精神,抓住总公司结构调整的难得机遇,全力以赴,以可能达到的最高标准,为把首钢中厚板厂建设成为国内一流的中厚板生产基地而努力。
9. 首钢中厚板厂年产突破百万吨12月22日,一块滚烫的钢板走过中厚板厂轧辊辊道,计数器上一个耀眼的数字跳了出来——1001600吨!首钢中板产品胜利突破了100万吨,超全年90万吨计划101600吨,超100万吨奋斗目标1600吨。
这是首钢产品结构调整,“苦干三年,打好四个基础”的又一丰硕成果。
它凝聚了首钢技术、销售、生产等协同作战单位及人员的辛勤汗水和智慧结晶。
这个耀眼的数字是中厚板厂干部职工向首钢党委扩大会奉献的一份厚礼。
从2003年到2005年,在“苦干三年,打好四个基础”进程中,历经起步年、关键年、决胜年的首钢中厚板厂,认真贯彻首钢总公司“专、强、宽、厚”的产品战略,与总公司各单位积极研究市场、开发市场,不断挑战自我,追求卓越,三年来,中板产品不仅在产能上连续跃上三个台阶,实现了从56万吨到80万吨再到100万吨的直线攀升,而且取得了一系列新突破。
今年前11个月,中厚板厂双高产品累计完成910671.17吨 占总产量的99.1%,拳头产品产量完成601042.97吨,拳头产品占高附加值产品产量的66%,品种钢比例列全国同行业第一;综合成材率达到91.05%,创出了历史最好水平;前11个月实现增收节支1.62亿元,创出了历史最好水平;综合技术经济指标进入全国同类型中厚板厂第四名。