标准工时表跟人力配置表
标准工时库(例表)
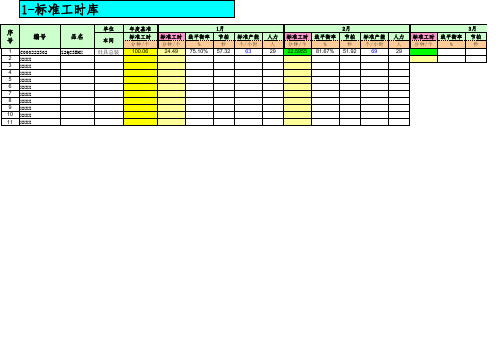
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
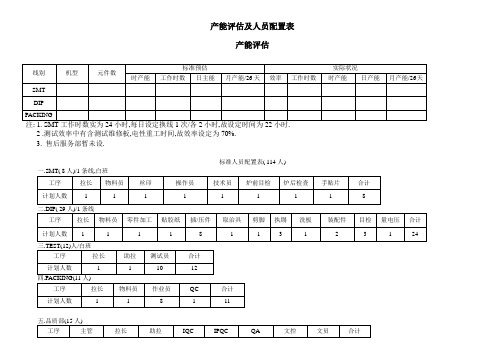
产能评估及人员配置表
报关员
合计
计划人数
1
1
十二.工程部(4人)
工程部
主管
设备技术员
工艺技术员
电工
合计
计划人数
1
1
1
1
4
后件仓
所材
成品\半成品
搬运
合计
计划人数
1
2
1
2
1
7
七.财务部(2人)
财务
会计
出纳
合计
计划人数
1
1
2
八.维修组(5人)
维修组
三修
二修
BKA
物料
合计
计划人数
1
2
1
1
5
九.计划部(2人)
计划部
PMC
合计
计划人数
1
1
十.行政部(6人)
行政部门
办公室主主任
人事
保安
司机
清洁
合计
计划人数
1
1
2
2
1
6
十一.报关(1人)
1
24
三.TEST(12)人/白班
工序
拉长
助拉
测试员
合计
计划人数
1
1
10
12
四.PACKING(11人)
工序
拉长
物料员
作业员
QC
合计
计划人数
1
1
8
1
11
五.品质部(15人)
工序
主管
拉长
助拉
IQC
IPQC
QA
文控
文员
合计
计划人数
1
1
1
标准产能和标准人力配置表与工时测量

10.94 5.66 6.85 9.73
155.5 28.16 8.81 22.93 76.22 24.17 343.17
12.03 5.62 6.50 10.43
131.63 32.16 8.72 24.95 73.64 15.19 313.69
12.56 4.72 6.75 10.57
124.94 27.28 10.03 31.40 71.28 16.35 343.22
产品名称:
序号 工序名称
步骤
治 工 具 名 称
工站 人数 (人) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
加工数量 (PCS) 1 32 32 32 32 32 64 32 32 8 32 8 8 8 8 8 8 32 32 32 32 32 1 3952 1920 1920 494 494 19.1 0 0 248 20.8 52 0 1324 11.7 39.97 0 131 11.7 0 0 131 14.9 0 64.4 81 20.9 5.69 2 20.1 0 0 245 17.6 74 0 1381 13.5 37.97 0 136 13.5 0 0 136 15.1 0 48.9 85 20.7 4.36
操作人员工时汇总及工资分配表

操作人员工时汇总及工资分配表
概述
此文档旨在展示操作人员工时汇总及工资分配表。
该表格包含
了操作人员的工时情况以及工资分配细节。
工时汇总表
工资分配表
备注
- 工时汇总表中记录了操作人员的姓名、工作日期和工作时长。
- 工资分配表中记录了操作人员的姓名、工作日期、基本工资、加班工资和总工资。
- 基本工资根据操作人员的职位和工作时长确定。
- 加班工资根据操作人员在工作时间外加班时长确定。
- 总工资为基本工资加上加班工资。
该文档用于管理和监督操作人员的工时和工资情况,有助于提
升工作效率和公平分配资源。
标准工时统一表格(模板)
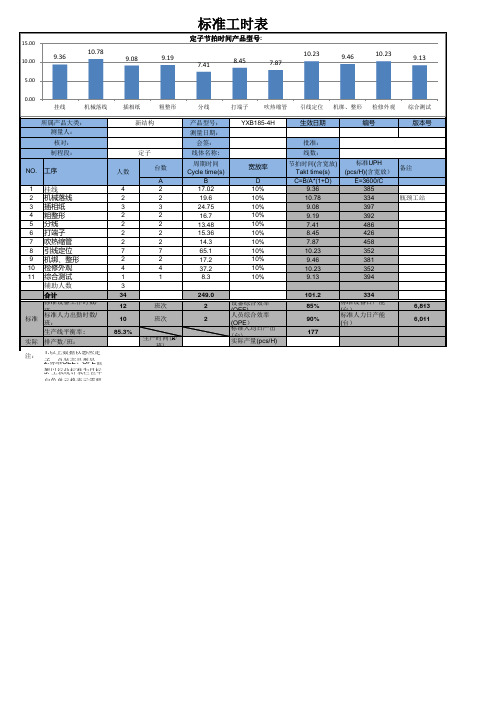
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
工时分配表模板
工时分配表模板
项目名称:____________________
项目负责人:____________________
开始日期:____________________
结束日期:____________________
工时分配表是一种用于记录和跟踪员工工作时间的工具,通常包括任务、开始时间、结束时间、持续时间等信息。
以下是一个基本的工时分配表模板:
注意:
1. 开始日期和开始时间字段用于记录员工开始执行任务的日期和时间。
2. 结束日期和结束时间字段用于记录员工完成任务的日期和时间。
3. 总工时(小时)字段用于计算员工完成任务所需的总工时,可以通过结束时间和开始时间的差值来计算。
标准工时及产能计算表

班次:
产线:
产品型号:
日期:
目标效率:
90%
人均产能(pcs/hr):
7
平均工时(s):
15
不平衡损失(sec):
336
目标良率:
85%
工序最小工时(s):
10
瓶颈工时(s):
37
产线平衡率:
30%
工序(N o.)
作业内容
实测作业时间(sec/pc)
平均工时 宽放率
标准工时 人力配置 工位平衡时间 最大产能(p
15
9
尺寸检验+边缘检验
10
11
9
9
9
10
10
1.0
11
2
5
10
鐳刻
10
10
10
10 10
10
10
1.1
12
1
12
11
涂黑
10
9
10
9
10
10
10
1.1
12
1
12
12
背贴
25
22
24
23 24
24
10
1.1
29
3
10
13
成检
30
33
29
26 35
31
10
1.1
37
3
12
直接人力 (人)
班长
间接人力(人) 包装
和;8.各工序最高允许工时=标准产能/直接人力。最大产能=单位标准时间/瓶颈工序标准时间
整修
工作时间 (Hrs)
节拍
标准时间
预定效率 直通率 标准产能
2021年标准工时参照表

标准工时参照表
标准工时参照表是一种用于评估和制定工作时间的工具,通常根据行业、职位和工作性质等因素制定。
以下是一个标准工时参照表的示例,供您参考:
请注意,这只是一个示例表格,具体的标准工时根据实际情况和法律法规的要求而定。
此外,加班、假期和特殊情况下的工作时间安排也应根据相关法律法规和公司政策进行制定。
除了上述标准工时参照表之外,还有一些其他的标准或规定可以作为制定工时的参考:1.国家法律法规:国家法律法规对工作时间有明确的规定,企业应遵守相关法律法规,制
定合理的工作时间。
2.行业标准:不同行业的工作时间标准可能有所不同,企业应参照行业标准制定工时。
3.公司政策:公司可以根据自身实际情况和员工需求,制定符合公司文化和价值观的工作
时间政策。
4.员工意见:在制定工作时间时,应充分考虑员工的意见和建议,尊重员工的权益和需求。
5.工作效率和工作质量:合理的工作时间可以提高员工的工作效率。
6.建筑业:建筑工人通常每天工作8小时,但可能需要加班或轮班制。
7.零售业:零售店员工通常每天工作8小时,但可能需要在周末、节假日等时间工作。
8.物流业:物流员工通常需要按照运输和配送的时间表进行工作,可能需要进行轮班制或
加班。
9.科技业:科技员工通常有固定的上下班时间,但可能需要加班或处理紧急问题。
10.金融业:金融员工通常有固定的上下班时间,但可能需要加班或处理紧急事务。
需要注意的是,不同行业和职位的工作时间和要求可能有所不同,因此需要根据实际情况制定标准工时参照表。
此外,在制定标准工时参照表时,还需要考虑相关法律法规和公司政策的要求。
标准工时及产能计算表

#DIV/0!
20
#DIV/0!
1
10% #DIV/0!
#DIV/0!
21
#DIV/0!
1
10% #DIV/0!
#DIV/0!
22
#DIV/0!
1
10% #DIV/0!
#DIV/0!
23
#DIV/0!
1
10% #DIV/0!
#DIV/0!
24
#DIV/0!
1
10% #DIV/0!
#DIV/0!
25
#DIV/0!
工序 1
作业内容
实测作业时间(s/pcs)
实测1 实测2 实测3 实测4 实测5 实测6 实测7 实测8 实测9
实测 10
平均工时 (s)
#DIV/0!
评定系 数
宽放率
标准工时 (s)
1
10% #DIV/0!人力配置 (人)工源自标准工 时(s)#DIV/0!
2
#DIV/0!
1
10% #DIV/0!
#DIV/0!
#DIV/0!
9
#DIV/0!
1
10% #DIV/0!
#DIV/0!
10
#DIV/0!
1
10% #DIV/0!
#DIV/0!
11
#DIV/0!
1
10% #DIV/0!
#DIV/0!
12
#DIV/0!
1
10% #DIV/0!
#DIV/0!
13
#DIV/0!
1
10% #DIV/0!
#DIV/0!
14
#DIV/0!
3
#DIV/0!
1
综合工时制及标准工时制考勤计算表

= 216 18
216
是 120 8
72 28
4
0.0
(4.0)
4
18 * 12 + 0 = 216 18 216 是 120 8 72 36
6
范老兄 乙
0.0
(6.0)
5
12 * 12 + 47 = 191 16 191 是 120 7 63 24
41
田小弟 丙
0.0
(41.0)
6
20 * 12 + 0 = 240 20 240 是 120 9 81 8
(12.0)
2
马小弟
17 * 8 大
+0
= 136 17
ห้องสมุดไป่ตู้
136
是 100 0
0
8
6
2.0
0.0
3
17 * 8 + 0 = 136 17 136 是 120 0 0
高老兄 大
1
3 16 12
(8.0)
(16.0)
4
17 * 8 + 0 = 136 17 136 是 120 0 0 11
1
13
倪老兄 大
某某(上海)有限公司
2024/10/19 员 工 考 勤 月 报 表 ( 设 备 )
三班二倒
加
缺
序 号
姓 名
总
班 次
标准工时
非标 工时
工 时 统
计
实 实际
际 出 勤 天
出勤 是 不含 否 双休 满 计费 勤
高 温 费
数 加班
晚 班 个 数
晚 班
班延 节时
双 休
勤
补 日 加计
标准工时表及人力配置表

22
扎线
3
3.63
993
23
贴袋子标贴
2
3.54
1017
贴PE袋标贴治具
1个
24
装袋封袋
25
PE查抄
1
3.10
1161
26
包装
1
3.66
984
电子称
1台
合计:
44
3.54
: 工程开始,终结: 操作作业:质的查验: 量的查验
工 位时间平 衡图
平衡率
93.3%
Note:平衡率=工序平均时间÷节拍时间
核准:
1
3.75
960
8681测试
2台
16
电气测试〔1〕
2
3.74
964
成型机
1台
17
成型MICRO内模
1
3.709ຫໍສະໝຸດ 3成型机1台18
成型MICRO外模
1
3.79
950
美工刀
2把
19
修边
2
3.63
993
F-350测试机
1台
20
电气测试〔2〕
2
3.50
1029
美工刀
2把
21
外不雅查抄
2
3.45
1045
量测治具
工位平衡时间(秒)
工序尺度产量 PCS/H
投入设备/ 治东西
作业代号
工序序号
名称
数量
1
绕线
3
3.33
1083
2
分线
4.63
毛刷
2把
3
去铝箔
2
3.49
1032
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品名
USB 4PA/M-MICRO USB/M
投入人力(人)
44
总工时(秒)
154.04
制订日期
2010-9-11
表单编号:
030011
客户
料号:
SGDY0014301
操作
工序
26
节拍工时(秒)
3.79
投入产量PCS / H
950
REV:
01
生产流程图
工序名称
单件流标准时间PCS/(秒)
3.10
1161
26
包装
3.66
1
3.66
984
电子称
1台
合计:
154.04
44
3.54
:工程开始,终结:操作作业:质的检验:量的检验
工位时间平衡图
平衡率
93.3%
Note:平衡率=工序平均时间÷节拍时间
核准:
审核:
制订:
13
压铁壳
3.66
1
3.66
984
斜口钳
1把
14
剪地线
3.61
1
3.61
997
成型机
1台
15
成型MICRO内模
3.75
1
3.75
960
8681测试
2台
16
电气测试(1)
7.47
2
3.74
964
成型机
1台
17
成型MICRO内模
3.70
1
3.70
973
成型机
1台
18
成型MICRO外模
3.79
1
3.79
950
美工刀
2把
19
修边
7.25
2
3.63
993
F-350测试机
1台
20
电气测试(2)
7.00
2
3.50
1029
美工刀
2把
21
外观检查
6.89
2
3.45
1045
量测治具
个
22
扎线
10.88
3
3.63
993
23
贴袋子标贴
3.12
2
3.54
1017
贴PE袋标贴治具
1个
24
装袋封袋
3.96
25
PE检查
3.10
1
人力配备
工位平衡时间(秒)
工序标准产量PCS/H
投入设备/治工具
作业代号
工序序号
名称
数量
1
绕线
5.35
3
3.33
1083
2
分线
4.63
毛刷
2把
3
去铝箔
6.98
2
3.49
1032
剪刀
1把
4
扭地线
6.85
2
3.43
1051
挑针
2把
5
脱皮预焊
6.85
2
3.43
1051
6
焊接
12.69
4
3.17
1135
脱内皮机&锡炉
各2台
7
锡点检查
3.50
1
3.50
1029
自动送锡机
5台
8
组装MICRO铁壳
7.15
2
3.58
1007
指甲钳
1把
9
冲压MICRO铁壳
3.68
1
3.68
978
端子机
2台
10
打端子
6.96
2
3.48
1034
挑针
2把
11
穿胶芯
10.33
3
3.44
1045
12
组装A/M铁壳
7.23
2
3.62
996
电动冲床
1台