锥外斜面加工
mastercam2017斜面加工编程讲解

mastercam2017斜面加工编程讲解(原创实用版)目录1.Mastercam2017 斜面加工的概念和应用场景2.Mastercam2017 斜面加工的编程方法和技巧3.Mastercam2017 斜面加工的实际操作步骤和注意事项4.Mastercam2017 斜面加工的优势和局限性5.总结正文Mastercam2017 斜面加工编程讲解Mastercam2017 是一款强大的数控编程软件,广泛应用于机械加工领域。
斜面加工是其中一个重要的功能,可以有效地提高加工效率和精度。
本文将详细讲解 Mastercam2017 斜面加工的编程方法和实际操作步骤。
一、Mastercam2017 斜面加工的概念和应用场景斜面加工是指在加工过程中,切削刀具沿着斜面进行加工,以实现零件表面的倾斜或曲面形状。
在实际应用中,斜面加工常用于环状或近似环状的物体,如齿轮、螺母、锥体等。
Mastercam2017 提供了两种斜面加工方法:放射状加工和陡斜面加工。
放射状加工适用于环状或近似环状的物体,而陡斜面加工则适用于斜度较大的斜面加工。
二、Mastercam2017 斜面加工的编程方法和技巧在 Mastercam2017 中,斜面加工的编程方法和技巧主要包括以下几个方面:1.确定加工策略:根据加工零件的形状和工艺要求,选择合适的加工策略。
如放射状加工或陡斜面加工。
2.设定加工参数:设置加工速度、进给速度、刀具类型、刀具直径等加工参数。
3.编写加工程序:在编程窗口中,使用相应的指令和参数,编写加工程序。
斜面加工常用的指令包括 G01(直线插补)、G02(圆弧插补)和 G03(圆弧插补)等。
4.刀具路径模拟:在编程完成后,进行刀具路径模拟,检查刀具路径是否正确,以避免碰撞和干涉现象。
5.编写后置处理程序:根据加工机床的类型和型号,编写后置处理程序,将加工程序转换为机床可识别的控制代码。
三、Mastercam2017 斜面加工的实际操作步骤和注意事项1.导入模型:在 Mastercam2017 中,导入需要加工的零件模型,并进行必要的模型处理,如创建加工坐标系、设置加工边界等。
机械制造中的锥度与倾斜度表示

机械制中的锥度与倾斜度表示机械制造中的锥度和倾斜度是两个重要的表示方式,用于描述零件的几何形状和相对位置关系。
它们在设计和加工过程中起着十分关键的作用。
本文将介绍什么是锥度和倾斜度,它们的表示方式,以及在实际制造中的应用。
一、锥度的概念和表示方式锥度是指零件表面或孔的轴线与基准轴线之间的夹角。
它常用来表示圆锥零件的锥形度量,例如锥形销、锥度轴承等。
锥度常采用"1:α"的方式表示,其中1表示锥度的基准直径或长度,α表示夹角的正切值。
锥度的正负值表示锥度面的倾向方向,正值表示向外锥,负值表示向内锥。
在实际制造中,锥度常用测量仪器如锥度规、锥度塞等进行量测。
为了满足精度要求,锥度应满足一定的公差要求。
例如,一个直径为D的零件的锥度规定为1:50,那么在长度L的范围内,两个测量值的差异应在L/50的范围内。
二、倾斜度的概念和表示方式倾斜度是指零件表面或孔中心轴线与参考面平面的夹角。
它用来描述零件在加工和装配过程中的相对位置关系,如斜平面、斜孔等。
倾斜度的表示方式有多种,常见的有直线倾斜度和余弦倾斜度。
直线倾斜度表示方式为"mm/m",表示单位长度内的倾斜量。
例如,一个1000mm长的直线,倾斜度为0.01mm/m,表示其倾斜量为0.01mm。
直线倾斜度一般用于表示较小的倾斜角度。
余弦倾斜度表示方式为"cosθ",其中θ表示夹角的余弦值。
余弦倾斜度主要用于表示较大的倾斜角度,通常以角度制表示。
倾斜度的测量一般使用角度测量仪器如倾斜仪、倾斜传感器等。
为了确保相对位置的准确性,倾斜度应满足一定的公差要求,以满足装配和使用的要求。
三、锥度和倾斜度在机械制造中的应用锥度和倾斜度广泛应用于机械制造中的各个领域,下面以两个典型的应用为例进行介绍。
1. 锥形零件的加工和装配在制造锥形零件时,锥度的准确表示和控制是非常重要的。
锥度的值决定了零件的与配合零件的连接性能、密封性能等。
斜面.斜孔的加工
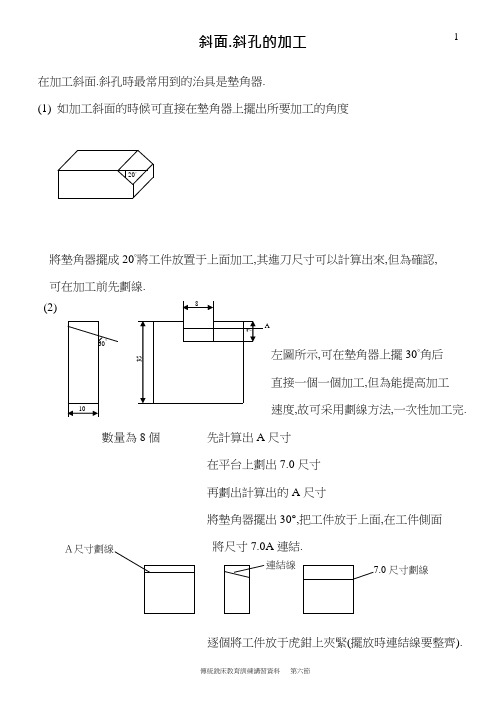
斜面.斜孔的加工在加工斜面.斜孔時最常用到的治具是墊角器.(1) 如加工斜面的時候可直接在墊角器上擺出所要加工的角度將墊角器擺成20°將工件放置于上面加工,其進刀尺寸可以計算出來,但為確認,(2),可在墊角器上擺30°角后 ,但為能提高加工,故可采用劃線方法,一次性加工完.數量為8個 ✩ 先計算出A 尺寸 在平台上劃出7.0尺寸 再劃出計算出的A 尺寸將墊角器擺出30°,把工件放于上面,在工件側面 將尺寸7.0A 連結.逐個將工件放于虎鉗上夾緊(擺放時連結線要整齊).1尋邊找到其槽的y 軸方向位置,進行加工. (3)✩ 從反面加工基準面A從反面劃線找到注入孔坐標(劃線時要在機台上劃,劃線工具沖子要在EG 或 SG 上研磨,夾與夾套內時尖點必須與主軸同心).因注入孔要求精度較高,且又小,所以不能擺與墊角器上加工所以要用正弦虎鉗. (4)模板上斜梢孔✩ 反面劃線,找到其斜孔位置用墊角器將角度擺出進行加工(如大一點不能用虎鉗夾持⑥大于300的模板⑦ 的模板可用專用治具⑥角度塊⑦壓于床台上進行加工.如用角度塊都不能加工, 模板很大很厚時,只能將模板平放于床台上,調整機頭度數來加工,但調整一2軸的角度,要對另一軸上平行度進行校正,如所加工零件精度要求不高,直接用 銑刀靠所要加工的模板來校正,如所加工零件精度要求很嚴,則需用校表校正 其平行度及角度是否正確.)(5) 當個平央上同時有兩個方向斜度時,需同時加工其兩斜度,可用正弦虎鉗擺出 個角度,再將正弦虎鉗吸于正弦磁座上擺出為一個角度進行加工.注: 在擺出角度后找點也需用劃線用的沖子用沖子去點所劃之線,以最接近所劃之線的點歸零,找到兩線寬的中點,那 麼兩線的交點也就是零零.(也就是所要找之點)(6) 加工上應注意的細節✩ 固定側之模仁上孔一般為線割孔,所以M 加工時只需鑽穿線孔與逃孔. 可動側之模仁上孔如有標注 “”或 “ EP ”那麼為頂針孔,需鉸孔 后用頂針實配,如未標注,如 “Φ2.04+0.010 ” “Φ2.54+0.0050 ”那麼只需加工 穿線孔,后序WE 加工.從后端鑽頂針孔時,鑽頭要磨利,否則會使孔偏位,且大 .兩角度同時加工3確認: 作民:王永清。
拔模斜面的多种加工方法

径形式如流线加工 、等高外形等。 (3)进行后置处理 ,生成加工代码 对于例题 ,若
幽 3
因此 ,在进行 曲面加工时 ,合理运用 程式过滤功能 是很有必要 的 ,值得推 荐使 用。对于拔 模斜 面 的加 工 , 运用程式 过滤 功能虽 然 可 以达到 缩小 加工 程 序量 的 目 的 ,但是常常会出现一段大圆弧过滤成好几段 小圆弧的 情 况 。
栏 目主持 越 宇龙 ;
拔 模 斜 面 的 多种 加 工 方 法
中国人 民解放军第 5311工厂 (江苏南京 210007) 张 明光
模具或者 零部件 的生 产 中经 常遇 到拔 模斜 面 的加 序量过于庞大 ,在数控系统存储空 间有 限的情况下 ,常
工 ,如 图 1所 示 。 拔模 斜 面 的加
常会导致 代码 传输 的失败。 在不 影 响 加 工 精 度
工属 于三维 曲面加
工 的范畴 ,依 据 编
程 习惯 ,运用 编程
软 件 先 绘 制 曲面 ,
再对 曲面采用 三维
刀路 进行 加工 ,属
图 1
于 比较传统 的解决思路 。对于有宏 程序基础 的用 户 ,也
的前 提 下,可 运 用 “程 式过 滤 ” 功 能 达 到缩 小 程序量的 目的,如 图2所 示 ,将处 于 同 一 高 度 平 面 上 的 一 系 列 的 点 位 , 根据 “公 差 设 定 ” 过 滤 成 同 一 高 度 上 的 圆 弧 ,
径  ̄30mm,高度 20mm,拔模 角 10。,分别 运用 三种 方 代码量大约仅 占用 3 000字节 。
车工教学之锥体零件加工

四、尾座偏移车圆锥体
1.加工原理:工件可采用两顶针装夹,把车床尾座体相对底座在横向向前 (里)或向后(外)偏移一定距离,使工件回转轴线与车床主轴轴线形成 等于圆锥体半角的夹角。刀架自动或手动纵向进给,即可车出所需锥面。 2. 尾座偏移量S的计算:
S为尾座偏移量;D 为圆锥大端直径;d为圆 锥小端直径;L为圆锥体 长度;L0为工件总长。 例:在两顶针间车削大端直径为100mm,小端直径 为80mm,锥形长度为600mm,工件总长Z=800mm的 锥体。求尾座的偏移量是多少?
3.尾座偏移操作 (1)用尾座的刻度盘控制偏移量。尾座主要由尾座体和底座两部分组成。 底座靠压板和固定螺钉紧固在床身上,尾座体可在底座上横向调节。偏移时, 先松开尾座紧固螺钉,用内六角扳手转动两侧的螺钉,按尾座刻度把尾座上 层移动一个距离S。偏移方向由零件的锥角方向确定,当工件锥体的小端在 尾座处,尾座就要向里移动。反之,则尾座向外移动。然后拧紧尾座的紧固 螺母。 操作简便,圆锥角精度要求不高时采用。 (2)用百分表控制偏移量。在小刀架上夹持一只百分表,百分表测头在 通过工件轴线的水平面内与工件头部 外圆垂直接触后,偏移尾座,使百分 表指针转到尾座偏移量S的位置后, 将尾座固定。 圆锥角精度要求较高时,可用百 分表的读数差,控制尾座的偏移量。
练习
1. 号码为80的米制(即公制)圆锥的大端直径为( )mm。
A.160 B.120 C.80 D.40
2.CA6140车床的主轴孔前端锥度采用( )号( )圆锥。
A.6,莫氏 B.6,米制 C.5,莫氏 D.5,米制
3.车削通孔时,一般使刀尖( )于工件旋转中心;在车削盲孔时,内孔
车刀的刀尖应( )于工件旋转中心;车削圆锥表面时,车刀刀尖应
典型零件斜面的铣削加工技巧

典型零件斜面的铣削加工技巧任小萍【摘要】机械加工中的工件往往造型各异,有时会出现具有多种复杂形状和多种角度面组成的零件。
铣削加工这类带角度的形面一般应该制作专门的夹具或者利用专用虎钳等,对于斜面的铣削加工来说,一般具有装夹困难、不易校正和不易测量等特点,而且有时还要进行一些工艺路线的设定与计算;因此,斜面加工是机械加工中的重要内容。
本文就其中比较典型的加工方法进行了讲解,以机械加工中普通铣床为例介绍了几种常用加工方法。
%As machining workpiece have often different shapes,sometimes there are a variety of complex parts and parts with surfaces composed of a variety of ling the angled face of such general should make a special clamp or vise methods such as the use of special,for bevel milling workpiece clamping generally have difficulty speaking,difficult to cor-rect,and so difficult to measure,but sometimes also for some features,such as setting and calculation process route,so the slope of the machining process is also an important content.In the paper,the typical processing methods were explained to ordinary milling machining for example to resolve several common processing methods.【期刊名称】《新技术新工艺》【年(卷),期】2014(000)011【总页数】2页(P28-29)【关键词】角度铣刀;主轴转速;螺旋滚刀【作者】任小萍【作者单位】西安航空职业技术学院,陕西西安 710089【正文语种】中文【中图分类】TH162.1大量机器零件上需要加工出1个斜面或者加工出1个角度,这个角度是相对于零件上某个部分而言的,比如相对于某一个孔、某一个面,则这个孔或者这个面就是需要确定的基准,以它为基准来确定所要加工的部位或方向,角度的大小在图样上无标注。
斜面的数控加工技巧

刀)
G9 5 O XOYO M0 0 G 4G 3
#l 0 =0: 0
图
2
WHIE[ 10 E一 0 ] L #0 G 5 .
DO1;
C lX# 0 T N[ 1 O 10Z[ A 1 ]
G #1 0 F O ; O1 Z 0 l 0
斜 面 的数 控 加 工 技 巧
甘肃省有色金属高级技工学校 ( 白银
在数控机床上通过程序实现斜 面的加工有两 种技 巧 方法 :一是根据斜面的夹角构建三角 函数 ,用三 角函数 表示各对应点 的进行细化加工 ;二是利用可 编程输 入变 量 与刀具半径补偿功能进行加工。
7 00 ) 万 国银 390
一
公共变量 ( 选用#0 )表 10
G 5 d 43 Z1 0 IOl;
X5 .; 5 7 .; _ 50 7 - 5.;
示每一份的宽度 ,则 A点的
雪 一一尬 ; ∞ 一川~一 一 一 一 一 ; ; 一
Y ;
;
;
坐标就是 #0 ,Z坐 标值 为 10 “ 10}T N [ ” #0 A ] 。变量 的 取值越小 ,斜面的表面质量就 越好。加工实例如图2 所示。
DO1 ;
G o .: O Z2 o
M3 0;
幽
星 !堡箜曼 塑
wwI.  ̄ met wof i g1 0 c al k n 95 , om
参磊 工冷 工 加
#1 0 =# 0 0 1 0+0 2: . G4 x4 8 5 l 0. 2 Yl . 0l 5 D
X 10Z T N[ 1 #0 [ A 1 ]
一
内外圆锥面的加工

2012.6.8
6
项目六 内外圆锥面的加工
二:实训任务及要求 (1)锥度心轴零件车削加工参考步骤:
3)精车右端。 ①调头,两顶尖装夹工件。 ②精车外圆φ24+0.10mm全部。 ③粗、精车外圆φ18.6,长13。 ④倒角C1。 ⑤利用尾座偏移法,计算尾座偏移量 S=L×C/2=125×0.0251=3.1375,调整尾座,车莫氏3号长外圆锥。 4)用标准莫氏套规检查工件,合格后取下工件
3)用标准莫氏塞规检查工件,合格后取下工件
2012.6.8
9
项目六 内外圆锥面的加工
三:实训注意事项
●严格遵守实训室各项规章制度,安全文明生产。 ●在实训教师指导下进行操作。
2012.6.8
10
2012.6.8
2012.6.8
2012.6.8
2012.6.8
2012.6.8
2012.6.8
莫氏3号
1.6
C1
1.6
5
13
22
98
125
2012.6.8
3
(a)锥度心轴
3.2
其余
45钢
项目六 内外圆锥面的加工
二:实训任务及要求
? 28 ? 31.267 ? 44.732
C3
5
莫氏5号 3.2
0.03 A
C2
C1
莫氏4号
3.2
A
6.3
其余
45钢
106
2012.6.8
4
(b)变径套
项目六 内外圆锥面的加工 二:实训任务及要求
机械零件切削加工实训
机电信息工程系
2021/6/19
1
项目六 内外圆锥面的加工
ug斜面加工最简单方法

ug斜面加工最简单方法
UG斜面加工是一种常见的机械加工方法,它可以通过将工件倾斜
一定角度,来加工出斜面形状。
实际上,UG斜面加工的操作技巧非常
熟练,需要掌握合适的加工工艺,才能达到最佳的加工效果。
在UG斜面加工中,最简单的方法是使用平面铣削工具进行加工,
首先设置坐标轴、坐标平面、插入加工轮廓,然后调整工件与加工轮
廓的相对位置,进行切削处理。
这种方法适用于简单的斜面加工,加
工效率高、成本低。
如果想要加工复杂的斜面形状,可以采用其他加工方式,如倾斜
式铣削、斜向钻孔等。
无论选择何种加工方式,都需要精确控制加工
过程中各项参数,包括速度、温度、压力等,确保加工质量和效率。
总之,UG斜面加工是一种非常实用的加工方法,适用于各种工件
形状和加工材料。
熟练掌握UG斜面加工技术,并选择合适的加工方式,可以大大提高生产效率和加工质量。
斜面加工循环工作原理

斜面加工循环工作原理
嘿,朋友们!今天咱就来讲讲这斜面加工循环工作原理,这可超级有意思哦!
你看啊,想象一下有个小球在一个斜面上骨碌碌地滚下来。
就跟那个小球一样,在斜面加工中,工件就好比是那个小球,要沿着特定的斜面路线来走呢!比如说,在制造汽车零件的时候,那些零件就得通过一系列的斜面加工步骤,才能变成我们需要的形状呀。
哎呀呀,这斜面加工循环工作原理就像是一场精心编排的舞蹈!机器是舞者,而斜面就是它们的舞台。
工件被放上这个舞台后,就随着机器的节奏开始了它们的旅程啦。
这一路下来,各种工艺操作就好比是舞蹈中的各种动作,旋转、跳跃、伸展,一环扣一环。
这不就像我们走路一样嘛,一步一步地向前走。
这里切一刀,那里磨一下,每一步都有它的意义和作用呢。
再举个例子,就像我们做蛋糕,得先把材料准备好,然后一步步地搅拌、烤制,最后才能做出美味的蛋糕呀!斜面加工不也是这样嘛,得经过好多道工序才能完成呢。
而且啊,这个原理可重要了!如果没有它,我们好多东西都没办法制造出来呢。
它就像一个神奇的魔法,能把普通的材料变成各种各样有用的东西。
哇塞,是不是很厉害?
所以啊,斜面加工循环工作原理真的超级重要,是现代制造业中不可或缺的一部分呀!我们得好好了解它、掌握它,才能让我们的生活变得更加美好呢!。
特形表面的加工 (2)
用与被切齿轮的齿槽形 状相同或非常近似的刀 具切出齿形的方法。如 铣齿、成形法磨齿等。
(2) 展成法(范成法)
利用齿轮的啮合原理 加工齿轮。常用的展 成法齿轮刀具:滚齿 刀、插齿刀、剃齿刀 等
1、铣齿
铣齿(gear milling)是用成形铣刀 在万能卧式铣床上进行的。
m≤20时,用盘状铣刀;m>20时,用指状铣刀
2.车螺纹
工件每转 一转,车 刀在进给 方向上移 动一个导 程的距离。
车削螺纹(thread turning)可在各类卧式车床或专门 的螺纹车床上进行,由于刀具简单,故广泛用于各种 精度的未淬硬工件的螺纹加工。
单齿螺纹车刀:结构简单,适应性广,可 加工各种形状、尺寸及精度的未淬硬工件 的内、外螺纹,但生产率低,适用于单件 小批生产。
2.多线砂轮磨削
选用缓慢的工件转速和 较大的横向进给,经过 一次或数次行程即可完 成加工。
生产效率高,但加工精 度低,砂轮修整复杂。
适用于成批生产牙形简 单、精度较低、刚性好 的短螺纹。
5. 滚压螺纹
在室温下,用压力使工件表面产 生塑性变形而形成螺纹的一种无 切屑加工方法。
1).搓板滚压
加工时,工件每转一转, 铣刀除旋转外,还沿轴向 移动一个导程,工件转 1.25转,便能切出全部螺 纹(最后的四分之一转主 要是修光螺纹)。
生产率高,螺距精度可达
9~8级,表面粗糙度Ra值
为3.2~0.63μm。
适合成批加工一般精度并 且长度短而螺距不大的三 角形内、外螺纹和圆锥螺 纹。
3).旋风铣刀铣螺纹
(1)宽刀法
宽刀法就是利用主切削刃横向直接车出 圆锥面
切削刃的长度要略长于圆锥母线长度, 切削刃与工件回转中心线成半锥角。
4.各类斜面加工
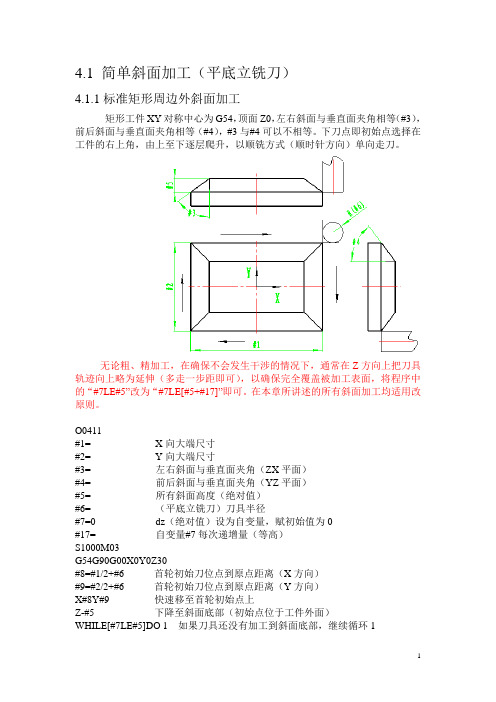
4.1 简单斜面加工(平底立铣刀)4.1.1标准矩形周边外斜面加工矩形工件XY对称中心为G54,顶面Z0,左右斜面与垂直面夹角相等(#3),前后斜面与垂直面夹角相等(#4),#3与#4可以不相等。
下刀点即初始点选择在工件的右上角,由上至下逐层爬升,以顺铣方式(顺时针方向)单向走刀。
无论粗、精加工,在确保不会发生干涉的情况下,通常在Z方向上把刀具轨迹向上略为延伸(多走一步距即可),以确保完全覆盖被加工表面,将程序中的“#7LE#5”改为“#7LE[#5+#17]”即可。
在本章所讲述的所有斜面加工均适用改原则。
O0411#1= X向大端尺寸#2= Y向大端尺寸#3= 左右斜面与垂直面夹角(ZX平面)#4= 前后斜面与垂直面夹角(YZ平面)#5= 所有斜面高度(绝对值)#6= (平底立铣刀)刀具半径#7=0 dz(绝对值)设为自变量,赋初始值为0#17= 自变量#7每次递增量(等高)S1000M03G54G90G00X0Y0Z30#8=#1/2+#6 首轮初始刀位点到原点距离(X方向)#9=#2/2+#6 首轮初始刀位点到原点距离(Y方向)X#8Y#9 快速移至首轮初始点上Z-#5 下降至斜面底部(初始点位于工件外面)WHILE[#7LE#5]DO 1 如果刀具还没有加工到斜面底部,继续循环1#11=#8-#7*TAN[#3] 次轮初始刀位点到原点距离(X方向)#22=#9-#7*TAN[#3] 次轮初始刀位点到原点距离(Y方向)G01X#11Y#22Z[-#5+#7]F300 G01爬升至次轮初始刀位点(X、Y、Z三轴联动)Y-#22F1000X-#11Y#22X#11#7=#7+#17 自变量#7每次递增#17(等高)END 1G00Z30M304.1.2 前侧斜面X0→X-单向推进加工以矩形工件右下角为XY原点,顶面Z0,由下向上逐层爬升,采用顺铣。
O0412#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X#2Y-#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dz值所对应的dy值(绝对值)G01Y[-#2+#6]Z[-#3+#4]F300 爬升至当前刀具初始点(Y、Z联动,Y坐标减小)X-#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面X#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.3 后侧斜面X0→X+单向推进加工O0413#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X-#2Y#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dz值所对应的dy值(绝对值)G01Y[#2-#6]Z[-#3+#4]F300 爬升至当前刀具初始点(Y、Z联动,Y坐标增大) X#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面X-#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.4 左侧斜面Y0→Y+单向推进加工O0414#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X-#2Y-#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1 #6=#4*TAN[#1] 每次爬高dz值所对应的dx值(绝对值)G01X[-#2+#6]Z[-#3+#4]F300 爬升至当前刀具初始点(X、Z联动,X坐标增大) Y#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面Y-#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.5 右侧斜面Y0→Y+单向推进加工#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X#2Y#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1 #6=#4*TAN[#1] 每次爬高dz值所对应的dx值(绝对值)G01X[#2-#6]Z[-#3+#4]F300 爬升至当前刀具初始点(X、Z联动,X坐标减小) Y-#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面Y#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.2 简单斜面加工(球头铣刀)4.2.1 标准矩形周边外系外面加工#1= X向大端尺寸#2= Y向大端尺寸#3= 左右斜面与垂直面夹角(ZX平面)#4= 前后斜面与垂直面夹角(YZ平面)#5= 所有斜面高度(绝对值)#6= (球头铣刀)刀具半径#7=0 dz(绝对值)设为自变量,赋初始值为0#17= 自变量#7每次递增量(等高)S1000M03G54G90G00X0Y0Z30#8=#1/2+#6 首轮初始刀位点到原点距离(X方向)#9=#2/2+#6 首轮初始刀位点到原点距离(Y方向)X#8Y#9 快速移至首轮初始点上#23=[1-COS[#3]]/SIN[#3]/COS[#3] 参表4-1#25=#6*[TAN[#3]-#23] 表4-1中的CH长度#27=#25-#6-#5 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#5+#6*[1-COS[#3]]/TAN[#3] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#7LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#11=#8-#7*TAN[#3] 次轮初始刀位点到原点距离(X方向)#22=#9-#7*TAN[#3] 次轮初始刀位点到原点距离(Y方向)G01X#11Y#22Z[#27+#7]F300 G01爬升至次轮初始刀位点(X\Y\Z三轴联动)Y-#22F1000X-#11Y#22X#11#7=#7+#17 自变量#7每次递增#17(等高)END 1G00Z30M304.2.2前侧斜面X0→X-单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0422#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X#2Y-#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01Y[-#2+#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(Y、Z联动,Y坐标增大)X-#15F1000 进给至斜面左侧G00Z1X#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.3后侧斜面X0→X+单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0423#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X-#2Y#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01Y[#2-#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(Y、Z联动,Y坐标减小)X#15F1000 进给至斜面左侧G00Z1X-#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.4左侧斜面Y0→Y+单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0424#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X-#2Y-#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01X[-#2+#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(X、Z联动,Y坐标增大)Y#15F1000 进给至斜面左侧G00Z1Y-#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.5 右侧斜面Y0→Y-单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0425#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X#2Y#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01X[#2-#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(X、Z联动,Y坐标增大)Y-#15F1000 进给至斜面左侧G00Z1Y#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.3 四角圆角过渡(上下等半径)矩形周边斜面加工4.3.1四角圆角过渡矩形周边外斜面加工(平底立铣刀)矩形工件XY对称中心为G54,顶面Z0,左右斜面与垂直面夹角相等(#3),前后斜面与垂直面夹角相等(#4),#3与#4可以不相等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
请问圆锥外斜面是怎么加工的?比如φ300的圆柱,要加工1:10的锥面,通过什么机床,什么方法做啊?
普通车床车锥度的方法是:
1.将小拖板扳动一个角度,这个角度是斜度,是锥度的1/2;
2.刀具刀头要半圆形的(见图);
3.加工圆锥长度时,有时长度超出小拖板摇动的最大长度(c-620的小拖板最大行程好像是113mm),就得接刀,不能一次车出;
4.车削时,要将小拖板塞铁松紧调整好,摇动小拖板时不能停顿,要连贯,左右手轮换着摇,尤其是精车的时候,
就你问题的具体情况而言1:10的锥度是5°43´29" ,斜度是2°51´45",
第一步:将小拖板沿锥度方向扳动2°51´45",在车毛坯时就要将角度测量好(用万能角尺)不断调整小拖板角度,直至角度符合图纸要求,固定小拖板。
第二步:不知工件的锥度部分长度是多少,车毛坯的时候可以一段段的车,因为毛坯时的车削余量不同,如果圆锥长小于110mm,精车时,可以一次把锥面车出,(小拖板摇动距离参考,见图)到精车时一定要一次车削,避免接刀,除非长度大于113mm。
小拖板摇动时要均匀(即出来的切削粗细均匀)
如果锥面要求高的话刀具还得改进。
或许能帮助你解决问题。
向左转|向右转
需要用车床加工,斜度和锥度的各部分名称请见下图。
计算公式:
斜度=tgα=(D-d)/(2×L)=锥度/2
锥度=2tgα=(D-d)/L
加工前首先算出你要加工的斜度(锥度)的度数,然后用小拖板按所算出的度数扳好角度,移动小拖板进行车削,也有的是用车锥度的专用车床,使用专用靠模走大拖板加工。
具体应用你的实例我演算如下:
斜度=tgα=(D-d)/(2×L)
=1/(2×10)
=0.05
查三角函数表(或按函数计算器)得arc tg0.05=2.86°
这个角度就是你小拖板要扳转的角度。
这里要理解一个问题,锥度1:10是什么意思?,所谓锥度1:10的意思就是:在直径方向增加1毫米长度方向就增加10毫米,理解这个意思后就知道我在计算中公式中为什么代入“1/(2×10)”了。
还有,如果有条件用数控车床加工也是比较好的方法,数控机床加工的原理和普通车床加工的原理不一样,它是同时移动两条坐标轴来实现加工锥度的。
怎么加工,其实在我的答案上已经写得非常清楚了,只要会一点车床操作的人,一看就懂。
如果你还看不懂,那么说明你的车床操作知识基本没有,所以建议你自己不要去操作,让会操作的人去做,以免发生人生事故。
向左转|向右转。