服装制作工艺流程图 最新
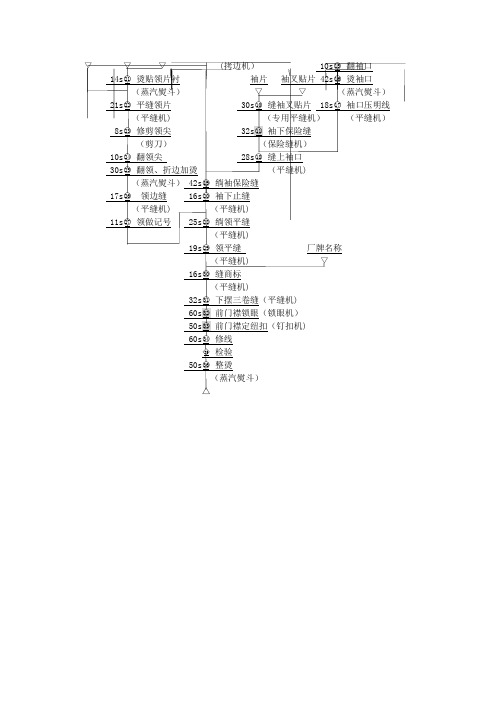
服装生产工序流程图
检验
50s整烫
(蒸汽熨斗)
△
前片前门襟衬布后片
女▽▽▽
衬24s烫贴前门襟15s缝肩褶
衫(蒸汽熨斗)(平缝机)
工30s折烫前门襟
序(蒸汽熨斗)图18s前门拷边(拷边机)16s缝胸褶
(平缝机)上袖口布袖口衬下袖口布
30s裹门襟角及下摆平缝▽▽▽
商标尺寸商标(平缝机)21s烫贴袖口衬
▽▽30s翻裹门襟角、翻下摆加烫(蒸汽熨斗)
(蒸汽熨斗)
28s缝袖口布
17s合肩拷边(平缝机)
(拷边机)10s修剪袖口布
下领片上领片领片衬21s合侧边拷边(剪刀)
▽▽▽(拷边机)10s翻袖口
14s烫贴领片衬袖片袖叉贴片42s烫袖口
(蒸汽熨斗)▽▽(蒸汽熨斗)
21s平缝领片30s缝袖叉贴片18s袖口压明线
(平缝机)(专用平缝机)(平缝机)
8s修剪领尖32s袖下保险缝
(剪刀)(保险缝机)
10s翻领尖28s缝上袖口
30s翻领、折边加烫(平缝机)
(蒸汽熨斗)42s绱袖保险缝
17s领边缝16s袖下止缝
(平缝机)(平缝机)
11s领做记号25s绱领平缝
(平缝机)
19s领平缝厂牌名称
(平缝机)▽
16s缝商标
(平缝机)
32s下摆三卷缝(平缝机)
60s前门襟锁眼(锁眼机)
50s前门襟定纽扣(钉扣机)
服装生产工艺流程 PPT
6.汇总资料,核算价格。
202回来的布放在仓库,得先经过验布。 图中是在仓库里的布
验布机验布
验布,每间厂都会有一个标准, 倘若超出这个标准,整批布都是 拒收或要布商返工
质量OK的布匹,会送去蒸气机上面过气+松布,保持布区的稳定性,一些 特殊的布料,倘若不经过72小时的松布时间,直接裁剪,做出来以后,尺 寸偏差会很大,一般的布料,是平放24小时 松布OK后,就可以裁剪了。首先进行“电脑拉布”。
电脑裁床
布匹裁完后,检查配片跟检查裁好的布 是否有问题,倘若有问题,就直接检查 出来,方便后面的工序。
检查裁片
中烫 中烫部主要是烫一些半成品, 跟一些烫朴,熨衬。
一件衣服配好片,半成品也弄好了, 就可以送去车间开始车缝了。
倘若有车花的,一般都是先送去车花,看工 序而定,有些是半成品送出去订珠,绣花, 有些是车缝回来后,再拿去订珠,绣花的
包装车间”的一部分,“挂吊牌” 和“贴合格证”等,当确保到所 有的衣服都没有质量问题,才会 进入到包装区域。 最后,外发销售。
其他注意事项
2020/5/30
关于起样板操作流程
1. 接到客人板单先对进行文字处理。 2.进行逐项检查板单。 3.根据客户板单要求,研究是否有不合理的地方,着重看一下有无特殊 要求。 4.工艺单要注明面辅料要求,洗水方式,用线要求,缝制要求,印、绣 花及其它处理,交板日期等。 5.完整的样板工艺生产通知单+齐全的面辅料交给样板房起头板 。 6.板房做好样衣后交给跟单员安排洗水,跟单员查看样衣符合各项要求 后交给联系好的洗水厂并交代清楚洗水要求。
2020/5/30
裁剪
2020/5/30
流水线制作
2020/5/30
大家有疑问的,可以询问和交流
服装生产工艺流程.演示课件

算。由裁床核算样板用量或者跟单员自己核算。
3. 跟单员要对辅料情况,要广泛寻求辅料供应商进行寻价,避免报价失误,
造成不必要的损失。
4.跟单员提供板单及样衣给生产部负责人对照,进行生产量及加工费的计算
和报价。
5.有关洗水印花(绣花)问题的价格问题一定要在做板时就和各加工厂确认
谈好价格,避免落单后做货价格有出入。
服装生产工艺流程
2020/6/25 1
服装出样流程
2
2020/6/25 3
1.设计师出具设 计图,一般是款 式图
2.制版
2020/6/25 4
3.出白坯样
4.制作成品, 确定款式及 面料
5.推板
放版的固定数据 肩宽1公分,胸围4公分, 长度2公分。均码不需 要推。
2020/6/25 5
排料(唛价)
7.板房整理好样衣检查辅料齐全,尺寸无误后交给跟单员。
2020/6/25 25
关于报价操作流程
1. 跟单员收到样板同时要安排进行核价,并填写核价单,在填写核价单时
一定要认真,清晰、力求准确。
2.核实板单上客户要求的纱支、克重、幅宽或有关面料生产的生产难易度,
主要是与布厂同事沟通,落实确定后明确面料价格资料,方便用料的价格核
13
电脑裁床
布匹裁完后,检查配片跟检查裁好的布 是否有问题,倘若有问题,就直接检查 出来,方便后面的工序。
14
检查裁片
中烫 中烫部主要是烫一些半成品, 跟一些烫朴,熨衬。
15
一件衣服配好片,半成品也弄好了, 就可以送去车间开始车缝了。
倘若有车花的,一般都是先送去车花,看工 序而定,有些是半成品送出去订珠,绣花, 有些是车缝回来后,再拿去订珠,绣花的
服装制作工艺流程图完整版本
服装制作工艺流程1,原材料检查工艺2,裁剪工艺3,缝纫制作工艺4,锁钉工艺5,后整理工艺以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺A.上衣类按前后序制作所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。
服装生产工艺流程
服装生产工艺流程服装类产品工艺流程图┌——┐ ┌——┐ ┌———┐ ┌——┐ ┌——┐ ┌——┐ ┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘ └——┘ └———┘ └——┘ └——┘ └——┘ └——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装制作工艺流程图
服装制作工艺流程
1,原材料检查工艺
2,裁剪工艺
3,缝纫制作工艺
4,锁钉工艺
5,后整理工艺
以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:
(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:
(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺
得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针
不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺
料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
服装厂生产工艺流程图

服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
服装制版的流程图
服装制作工艺与实验(二)姓名:班级:学号:授课老师:目录一、款式说明1、款式说明-----------12、款式图------------13、面料小样-----------1二、纸样设计1、净样设计-----------22、毛样设计-----------3三、裁剪工艺1、排料---------------4四、缝制工艺1、工艺流程-----------52、工艺说明-----------63、图示说明-----------6五、成本核算--------------8六、成品展示--------------9一、款式说明1、款式说明:衬衫:本款衬衫为棉绸面料企领长袖衬衫,采用片状式的层状碎褶设计,衬衫颜色为紫灰格子,使这款衬衫充休闲风格,年轻潮流.西裤:本款西裤为棉麻混纺布料西裤,简约直挺,为西裤经典款式,正装多搭配衬衫西服。
2、款式图:3、面料小样:二、纸样设计1、净样设计:尺寸规格表:单位:CM2、毛样设计:三、裁剪工艺1、排料:比例 1:5四、缝制工艺1、工艺流程:确定款式↓制作纸样↓排料、裁剪↓锁边↓烫褶裥↓褶裥上端固定↓缝合褶裥↓缝合侧缝↓烫腰头↓上松紧带↓缝底摆↓整烫2、工艺说明:1)由于布料的特性,缝制之前要进行锁边。
2)缝制衣片时,先用针线把第一层的下摆和第二层上摆的褶裥固定好,然后再用缝纫机缝制。
3)缝合侧缝时,先缝标记,然后对准标记缝合。
4)装拉链走线时,线要靠近拉链边缘缝制。
五、成本核算六、成品展示。
服装生产工艺流程.ppt课件

6.汇总资料,核算价格。
.
2020/4/16
.
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!Βιβλιοθήκη 2020/4/16.
.
从布厂运回来的布放在仓库,得先经过验布。
图中是在仓库里的布
.
验布机验布
验布,每间厂都会有一个标准, 倘若超出这个标准,整批布都是 拒收或要布商返工
.
质量OK的布匹,会送去蒸气机上面过气+松布,保持布区的稳定性,一些 特殊的布料,倘若不经过72小时的松布时间,直接裁剪,做出来以后,尺 寸偏差会很大,一般的布料,是平放24小时 松布OK后,就可以裁剪了。首先进行“电脑拉布”。
服装生产工艺流程
2020/4/16
.
服装出样流程
.
2020/4/16
.
1.设计师出具设 计图,一般是款 式图
2.制版
2020/4/16
.
3.出白坯样
4.制作成品, 确定款式及 面料
5.推板
放版的固定数据 肩宽1公分,胸围4公分, 长度2公分。均码不需 要推。
2020/4/16
.
排料(唛价)
.
成品绣
.
“拉捆条”,像现在多数的圆领 T恤,都是直接拉捆条上去的
.
“平车”要求距离跟针数。
.
“中查”,每个组都得有一个专 门负责查衫的人员,倘若有质量 问题,能直接得到改善。
.
“吹线机”,查完衣服,没有问 题的衫,剪好线头后,送去吹线 机,将线头吹掉。
.
烫衣,将衣服烫平整,并且还得 符合客人的尺寸要求,所以一般 烫好衫后,得查衫,度尺。
.
包装车间”的一部分,“挂吊牌” 和“贴合格证”等,当确保到所 有的衣服都没有质量问题,才会 进入到包装区域。 最后,外发销售。
服装生产工艺流程图(精)

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
通用制衣厂生产工艺流程图
粘衬
印、绣花
印、绣花检验
对包
部门发料
缝制 巡检 剪线头
组检
验针
打箱
入仓
尾检 出库
产品出库
业务部 顾客
试样
试样 下单 订单确认
面料采购
面料检验
合格入库
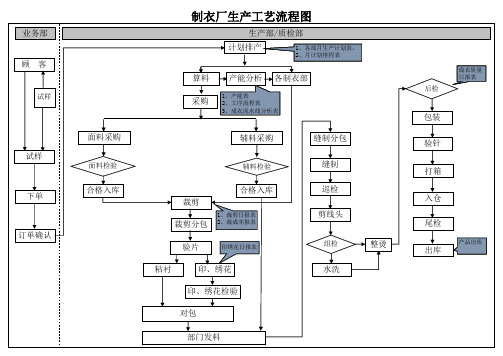
制衣厂生产工艺流程图
生产部/质检部
计划排产
1、各部月生产计划表。 2、月计划排程表
算料 产能分析 各制衣部
采购
1、产能表 2、工序流程表 3、成衣流水线分析表
辅料采购
缝制分包
辅料检验
裁剪 裁剪分包
合格入库
1、裁剪日报表 2、裁成率报表
验片
印绣花日报表
制衣厂生产工艺流程图顾客试样订单确认算料辅料采购部门发料合格入库面料检验试样下单面料采购辅料检验裁剪裁剪分包验片粘衬印绣花对包缝制分包缝制巡检整烫组检后检水洗包装验针打箱尾检出库计划排产产能分析合格入库1裁剪日报表2裁成率报表1产能表2工序流程表3成衣流水线分析表印绣花日报表成衣质量日报表产品出库业务部生产部质检部1各部月生产计划表
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
服装工序流程图
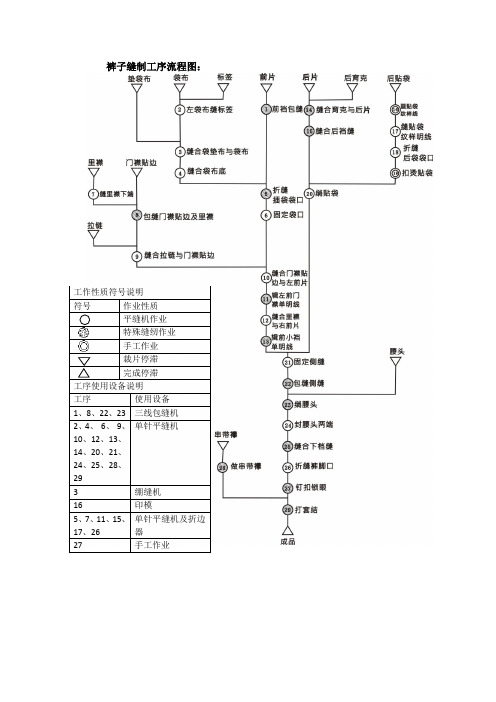
裤子缝制工序流程图:
工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
手工作业
裁片停滞
完成停滞
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业
衬衫缝份工序流程图:
工序使用设备说明
工序使用设备
1、8、2
2、23 三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29、30、31、
32、35、37
单针平缝机
3 绷缝机
16 印模
5、7、11、15、17、26 单针平缝机及折边器
27 手工作业工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
检验作业
裁片停滞
完成停滞
*为手工作业,就不编工序。
服装厂生产工艺流程图
服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
服装制作工艺流程
1,原材料检查工艺
2,裁剪工艺
3,缝纫制作工艺
4,锁钉工艺
5,后整理工艺
以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。
原材料检查工艺:
(1)验色差——检查原辅料色泽级差归类。
(2)查疵点,查污渍——检查辅料的疵点,污渍等。
(3)分幅宽——原辅料门幅按宽窄归类。
(4)查纬斜——检查原料纬纱斜度。
(5)复米——复查每匹原辅料的长度。
(6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。
裁剪工艺:
(1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。
(2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。
(3)排料时必须按丝道线排版,排出用料定额。
(4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意
纱向,不要一次铺得太厚,容易出现上下层不准等现象,需
挂针定位铺料的挂针尖要锋利,挂针不宜过粗,对格对条的
务必挂针,针定位时要在裁片线外0.2cm,针织面料铺料时
更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。
(6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸
现象及时更换,会导致跑刀,刀口不准等。
(7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常用打线钉解决这一块,打线钉
时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽
费时不容易造成残次。
(8)打号——打号要清晰,不要漏号,错号,丢号等。
(9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更
换,注意整洁,无色差,然后分包打捆待发生产线。
缝纫制作工艺
A.上衣类按前后序制作
所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示。