Design guide for injection molded part-GOOD
注塑结构件限位销结构设计
注塑结构件限位销结构设计英文回答:Injection molded structural components often require the use of locating pins to ensure proper alignment and positioning during assembly. The design of these locating pins is crucial for the overall functionality and performance of the injection molded part. In this response, I will discuss the key considerations and design principles for a successful locating pin structure.Firstly, it is important to determine the number and location of the locating pins. This depends on the complexity of the part and the required level of precision. Generally, a minimum of two locating pins is recommendedfor stability and alignment. These pins should be strategically placed to distribute the load evenly and prevent any distortion or warping of the part during the injection molding process.The size and shape of the locating pins should also be carefully considered. They should be designed to fit snugly into corresponding holes or slots in the mating parts. The diameter and length of the pins should be sufficient to provide adequate support and prevent any movement or misalignment. Additionally, chamfers or radii can be added to the pin ends to facilitate easy insertion and removal.Material selection is another important aspect of locating pin design. The pins should be made from a durable and wear-resistant material that can withstand the forces and stresses involved in the assembly process. Common materials used for locating pins include hardened steel, stainless steel, or even specialized alloys. The choice of material depends on factors such as the expected load, temperature, and environmental conditions.Furthermore, the design of the pin structure should incorporate features that allow for easy installation and removal. This can include the use of threaded pins, quick-release mechanisms, or even spring-loaded pins. These features not only enhance the ease of assembly but alsoenable efficient disassembly for maintenance or repair purposes.To illustrate these principles, let's consider the example of a plastic enclosure for an electronic device. This enclosure consists of two halves that need to be securely aligned and fastened together. To achieve this,two locating pins are designed into one half of the enclosure, while corresponding holes are incorporated into the other half. The locating pins are made of hardenedsteel to withstand the assembly forces and ensure long-term durability.During the injection molding process, the locating pins serve as a reference point to accurately position the two halves of the enclosure. The pins fit snugly into the holes, providing stability and preventing any misalignment. The chamfered ends of the pins allow for easy insertion, while the overall design of the pin structure ensures a secureand reliable connection between the two halves.中文回答:注塑结构件通常需要使用限位销来确保在装配过程中的正确对位和定位。
注塑模设计引导英文版1

Injection MoldingDesign GuideInjection Molding Design GuideInjection Molding Design GuideTable of ContentsInjection Mold Tooling Process Comparison (2)Size Limitations (3)Straight Pull Design (4)Other Geometric Considerations (5)Parting Line Limitations (5)Deep Ribs (5)Rounded Corners (5)Rib-to-Wall Thickness Ratios (6)Warp (7)Sufficient Draft (7)Gating (7)Resin Selection (8)Surface Finish Selection (9)Texturing (9)Polishing (9)Lead Time (10)Injection Mold Tooling Process ComparisonRapid Injection Molding Low-Volume InjectionMoldingProduction InjectionMoldingPart SizeLimitation20”x20”x3”36”x36”x15”36”x36”x15”Part Geometry Limitation No undercuts causing slide actionin tooling; straight pull designNo geometry limits No geometry limitsPart Material Over 30 standard materials in stockincluding ABS, PC, PP, PE, Nylon6/6, Acetal & AcrylicAny commerciallyavailable materialAny commerciallyavailable materialPart Volume36 in.3No volume limit No volume limit Parting LineGeometryNo limit No limit No limitDraft Draft required in CAD model Draft required in CADmodelDraft required in CADmodelTolerance Expectations +/- 0.005”, or per SPE standardsfor materialTighter tolerances arepossibleTighter tolerances arepossibleSurface Finish Choose from 6 standard finishesAny finish, includingacid-etched finishAny finish, includingacid-etched finishCustomerOwns Tool?No Yes YesMethod ofTool Manufacture CNC-only manufacturing,aluminum-onlyNo manufacturing limits,aluminum toolingNo manufacturing limits,tooling per customerspecsLead Time Standard: 10 Days for 10"x10"x3",20 Days for 20"x20"x3"Expedited: 5 days, depending uponyour geometryStandard: 15-20 DaysExpedited: 10 days,depending upon yourgeometryStandard: 4-6 WeeksSize LimitationsSize Limits for Rapid Injection Molding∙The XY dimensions must be less than 20” x 20”.∙Maximum part volume cannot exceed 36 cubic inches.∙Maximum part depth can be 3”, given a parting line that can pass through the middle of the part, or 1.5” if the parting line of the tool must be at one edge of the part.∙Parts that fall outside of this ‘box’ can be manufactured, but must be quoted offline by your Tooling Manager.Size Limits for Rapid Injection Moldingis 20”x 20”x 3”The Depth Limit is 1.5” for parts where the parting line is on the edge of the part, and 3” for parts where the parting line is central to the part.Size Limits for Low-Volume Injection Molding∙The XY dimensions must be less than 36” x36”.1.5”3.0”∙No volume limit.∙No geometry limits.Size Limits for Production Injection Molding∙The XY dimensions must be less than 36” x 36”.∙No volume limit.∙No geometry limits.Straight Pull DesignParts that qualify for Rapid Injection Molding must be designed as straight-pull parts.A part made with a straight-pull mold is designed such that when the two halves of the mold pull straight away from each other, there is no mold metal that wants to pass through the part plastic (an impossible, ‘die locked’ situation).Undercuts on the part require mold pieces to pull out sideways, perpendicular to the direction of pull. These are called side actions. Parts with undercuts are not available within the Rapid Injection Molding process.However, undercuts are easily produced using either Low-Volume Injection Molding or Production Injection Molding.Straight Pull DesignngUndercuts Require SideAction in the ToolAvailable only in Low-Volume and ProductionInjection MoldingOther Geometric ConsiderationsParting Line LimitationsRapid Injection Molding, Low-Volume Injection Molding and Production Injection Molding all have no limitations on the simplicity or complexity of a part’s parting line.All 3 processes can support simple, complex, and contoured parting lines.Deep RibsThe Rapid Injection Molding process uses only high-speed CNC machining centers to mill out the tooling material. No special manufacturing methods, such as EDM (electric discharge machining), wire EDM or grinding are used to manufacture the tools.As a result of the ‘CNC only’ approach, deep ribs must be designed to accommodate this limitation.Specifically,deep ribs require proper draft (at least 2 degrees per side) and clearance to allow the CNC machine tool to cut the root of the rib cavity.Rule of Thumb: The maximum rib depth is 10 times the width of the rib at its smallest width. CNC cutting tool lengths (and therefore rib depths) are limited by this.The following chart provides a rule of thumb for rib depth with 1 degree per side of draft:Rib Depth0.5mm0.75mm 1.0mm 1.5mm 2.0mmRib Width 3.5mm7.5mm15mm25mm36mmLow-Volume Injection Molding and Production Injection Molding have no restrictions on rib depth.Rounded CornersSince Rapid Injection Molding is a CNC-only process, sharp corners on the outside of parts (meaning sharp corners on the inside of the cavity-side of the tool) are not possible.The following illustrations show a part with sharp corners and a part with rounded corners. If your design has sharp outside corners, the CNC-only process will ‘round off’ those features to a radius of .030”.It is strongly advised that you ensure your design has rounded corners on every rib-to-wall or wall-to-wall intersection. This design consistency will result in a part with less internal stress -reducing the chance of warp, short shots, splay and flash.Sharp CornersIf your design requirements are so stringent that sharp corners on the outside of your part are critical to the part’s function, only Low-Volume Injection Molding or Production Injection Molding will meet that need.Low-Volume Injection Molding and Production Injection Molding can accomplish the cavity-side sharp corner using EDM machining methods to literally burn the sharp corner into the tool.Rib-to-Wall Thickness RatiosThin ribs on thicker walls may provide stiffness, but they can also result in sink.Rule-of-Thumb: Rib root thickness should equal 0.6 x Wall Thickness to prevent sink.In some cases, using a glass-filled material will help avoid sink in geometries when adhering to the rule-of-thumb is impossible.WarpThe flow of plastic in a tool is a complex phenomenon - sometimes friendly and predictable, other times evil and erratic.After the molten plastic has filled the tool cavity, the plastic solidifies in the mold and freezes in a direction from the outside of the part (near the mold surface) toward the inside.In thick sections of the part, this results in inward pulling stresses (due to the contraction of cooling),causing sink marks in the outer surfaces of the part.Because thinner areas of the part will freeze faster than thicker sections, stresses can build up between thick and thin sections. The result is a phenomenon called warp.Rule-of-Thumb, for warp: Design your parts to maintain consistent wall thickness and avoid thick areas whenever possible.Sufficient DraftThe existence of draft on vertical surfaces of your part enables the easy removal of your part from the mold.Draft is especially important in Rapid Injection Molding since the molds are straight-pull only (i.e. no side actions) and manufactured using a CNC-only process.The rules-of-thumb governing the amount of draft required (in degrees) will vary with geometry and surface texture requirements. Let’s put it this way…the more draft, the better.Rules-of-Thumb, for draft:∙Use at least 1 degree on all "vertical" faces.∙ 2 degrees works very well in most situations.∙ 3 degrees is a minimum for a shutoff (metal sliding on metal).∙ 3 degrees is required for light and medium texture.GatingRapid Injection Molding tooling is created with one of the following types of gates:∙Edge Gate∙Tab Gate∙Center Gate∙Sub GateGate vestige will be trimmed to +/-.005”.Low-Volume Injection Molding and Production Injection Molding have no restrictions on the type of gate used.Resin SelectionSelection of the proper material for your molded parts is a critical decision.One must consider the mechanical properties, molding properties and cost of the resin they select for the given application. Application-specific requirements will always drive the need for particular material properties, like tensile strength and elasticity.Successful plastic part design is based on an understanding of process-related issues during manufacturing, such as mold filling, likelihood of flash, part ejection and the potential for warp and sink.The table below lists some commonly used resins, along with their brand names, and a high-level summary of their material properties, moldability characteristics and relative costs.Standard Rapid Injection Molding ResinsResin Generic Name Resin Brand Names StrengthImpactResistanceChange toStiffnesAcetal Delrin Medium Medium Med-Low Nylon 6/6Zytel Medium High Low Nylon 6/6, glass filled Zytel High Medium High Polypropylene (PP)Marlex, Sumika Low High Low Polycarbonate (PC)Lexan Medium High Med-High Acrylonitrile ButadieneStyrene (ABS)Cycolac Med-Low High Low Polycarbonate / ABS Alloy Cycoloy Medium High Medium Polyetherimide (PEI)Ultem High Medium High Polyetherimide, fiberreinforced (PEI)Ultem Very High Medium High PolybutyleneTerephthalate (PBT)Valox Medium High Low Polystyrene Styron Med-Low Low LowThermoplastic Elastomer Thermoplastic Polyurethane,SantopreneLow High LowNotes: This list is not comprehensive, nor is it constant. There are many other resins not listed here. Ask your Tooling Manager for material selections that are currently available.In order to avoid project delays due to material availability, we limit material selection in Rapid Injection Molding to the material we have on hand at the time your quote is created. Your quote worksheet will present you with the currently available materials.When your project requires a specific engineered material, it becomes either a Low-Volume Injection Molding or Production Injection Molding project. Virtually any injection moldable material can be specified in, as we will source the material per your requirements.Surface Finish SelectionWhen designing a part for injection molding, it is important to keep in mind the relationships between surface finish, moldability, cost and lead time.Rapid Injection Molding offers the following standard surface finishes, listed in order from lowest to highest cost:∙Non-cosmetic: Finish to Rapid Injection Molding discretion∙SPI-C3: 320 Stone finish∙SPI-B3: 320 Grit Paper∙SPI-A3: Grade #15 Diamond Buff (+2 days extra on lead time)∙Light matte texture, MoldTech 11010 Equiv. (+2 days on lead time)∙Medium matte texture, MoldTech 11060 (+2 days extra on lead time)** SPI (The Society of the Plastics Industry) denotes an industry-standard finish.If the part will not be visible to the end user, a non-cosmetic finish is acceptable. But many times your design will require a cosmetic surface finish.In these cases of cosmetic finishes, there are two key limitations to be aware of:TexturingSince bead blasting is a line-of-sight method, it may not be possible to texture the sides of minimally drafted ribs on a part, as the mold surfaces may be inaccessible.Also, texturing has an adverse effect on the ability of the part to release from the mold. Drag marks may result.Therefore, we recommend that texture be specified only on areas of the part that are drafted at least 3 degrees.PolishingWe use manual mold polishing methods to apply the SPI-A3 finish.Since there is not significant automation in this process, you should expect a significant cost increase, as it is labor intensive and time consuming to polish deep, narrow slots in molds. Polishing is time intensive and may also affect the lead time for your parts.In both Low-Volume Injection Molding and Production Injection Molding, any surface finish can be produced, including acid-etched finish.Lead TimeStandard lead time for Injection Molding service is as follows:Lead times can change based on current factory load. Call your Quickparts Tooling Manager at1.877.521.8683 to discuss your specific lead time requirements.ProcessStandard Lead Time Fastest Lead Time Rapid Injection Molding10 days for 10”x 10”x 3”parts 20 days for 20”x 20”x 3”parts5 days, depending upon geometry Low-Volume InjectionMolding15 – 20 days 10 days, depending upon geometry Production InjectionMolding 4-6 weeks4 weeks。
注塑机英语DOC
专业提供塑料加工技术资料:DEMAG 德国德马格注塑机操作手册(中文)FERROMATIK MILACRON 德国RFERROMATI米拉克龙注塑机操作手册(中文或英文)MILACRON 美国米拉克龙注塑机操作手册(中文或英文)MAXIMA 500—MAXIMA1000,HUSKY加拿大赫斯基注塑机操作手册(英文)QUADLOC : Q/QL1350—Q/QL5400<<HUSKY Training Manual>>:加拿大赫斯基注塑机培训手册(英文),由HUSKY比利时工程师提供KRAUSS-MAFFEI 德国克劳斯玛菲注塑机操作手册(德文或英文)KM40C—KM650C, KM800-KM4000KM C-range: KM80-390C1,KM200-1400C2+,KM320-1900C3KM CX-series: KM35-SP180CX, KM160-SP750CXMC series: KM800-8100,KM1300-8100, KM2300-17200克劳斯玛菲工程师提供的注塑机技术培训手册:(均为英文和德文)<<Manual Controller Technology MC5 Maintenance and Fault Rectification in the MC5 System>>: 516 pages<<Manual Controller Technology MC4 Maintenance and Fault Rectification in the MC4 System>>: 326 pages<<Manual Controller Technology MC3F Maintenance and Fault Rectification in the MC3F System>>: 350 pages<<Control Technology MC3F Training Manual>>: 205 pages<<MC3F Operating and Maintenance Instruction>>: 492 pages<<KM C-Range/MC-Range/CX-Range/MX-Range Hydraulic Manual>>: 170pages/245pages/244pages/425pagesBEKUM奥地利贝克姆吹塑机操作手册(英文)BEKUM BA 62ABB机器人(英文)《ABB机器人S4P+培训手册》(英文)KUKA德国库卡机器人(中、英、德文)KUKA机器人培训教材(中英对照)REMAK德国REMAK机械手(英文)克劳斯玛菲注塑机专用机械手操作手册<<Service Manual for Robot LR-Series>>德国BRANSON必能信震动焊接机操作手册(英文)<<BRANSON Vibration Welding System>>德国KLN超声波焊接机操作手册(英文)<<KLN Ultrasonic Generator Manual>>还提供以上机器的电路图,液压图及气路图。
注塑件可靠性测试计划

注塑件可靠性测试计划英文回答:Reliability testing is an essential part of the injection molding process for plastic components. It helps to ensure that the products meet the required quality standards and can perform reliably under different operating conditions. In this article, I will outline a plan for conducting reliability testing for injection molded parts.Firstly, it is important to identify the specific reliability requirements for the injection molded parts. This can be done by analyzing the intended use of the parts and considering factors such as expected lifespan, environmental conditions, and performance expectations. For example, if the injection molded parts are used in automotive applications, they may need to withstand high temperatures and mechanical stress.Once the reliability requirements are defined, the next step is to design the testing procedures. This involves selecting appropriate test methods and setting up test equipment. Common reliability tests for injection molded parts include mechanical testing, thermal cycling, environmental testing, and accelerated life testing.Mechanical testing involves subjecting the parts to various mechanical stresses, such as tension, compression, and bending. This helps to evaluate the strength and durability of the parts. For example, a tensile test can be conducted to measure the maximum load a plastic component can withstand before breaking.Thermal cycling tests involve subjecting the parts to repeated cycles of temperature changes. This helps to assess the thermal stability and resistance to thermal fatigue of the parts. For example, the parts can be exposed to alternating hot and cold temperatures to simulate real-world operating conditions.Environmental testing involves exposing the parts todifferent environmental conditions, such as humidity, salt spray, and UV radiation. This helps to evaluate the resistance of the parts to corrosion, degradation, andcolor fading. For example, the parts can be placed in a humidity chamber to simulate high humidity conditions.Accelerated life testing involves subjecting the parts to accelerated aging conditions, such as high temperatures and high humidity, to simulate the effects of long-term use in a shorter period of time. This helps to predict the lifespan and reliability of the parts. For example, the parts can be placed in an oven at an elevated temperature for an extended period of time.After conducting the reliability tests, the results need to be analyzed and evaluated. This involves comparing the test data with the predefined reliability requirements and determining whether the parts meet the desiredreliability standards. Any failures or performance issues should be documented and analyzed to identify the root causes and potential improvements.Overall, a comprehensive reliability testing plan for injection molded parts should include a combination of mechanical, thermal, environmental, and accelerated life tests. By conducting these tests, manufacturers can ensure that the plastic components meet the required quality standards and can perform reliably in real-world applications.中文回答:注塑件可靠性测试是塑料制品注塑过程中的一个重要环节。
注塑控制计划英文版

注塑控制计划英文版Injection Molding Control Plan.英文回答:Injection molding control plan is a systematic approach to ensure the quality and consistency of injection molded products. It outlines the key parameters, processes, and controls that need to be implemented during the manufacturing process. The control plan serves as a roadmap for operators and quality personnel to follow, ensuringthat the desired product specifications are met.The injection molding control plan typically consists of the following elements:1. Process Parameters: This includes the optimal values for key process parameters such as temperature, pressure, and cycle time. These parameters are critical in achieving the desired part quality.2. Material Specifications: The control plan should specify the type of material to be used, along with its physical and mechanical properties. This ensures that the material meets the required standards and is suitable for the intended application.3. Tooling and Equipment: The control plan should define the specifications and maintenance requirements for the injection mold and related equipment. Regular maintenance and calibration are essential to ensure consistent part quality.4. Inspection and Testing: The control plan should outline the inspection and testing procedures to be followed during the production process. This may include visual inspection, dimensional measurement, and functional testing to verify the part's quality.5. Process Monitoring: The control plan should specify the methods and frequency of process monitoring. This may involve real-time monitoring of process parameters, such astemperature and pressure, to detect any deviations from the set values.6. Corrective Actions: The control plan should outline the steps to be taken in case of any process deviations or non-conformities. This may include adjusting process parameters, retesting the parts, or making necessary adjustments to the tooling.7. Documentation and Record Keeping: The control plan should emphasize the importance of documenting all relevant information, including process parameters, inspection results, and any corrective actions taken. This documentation serves as a reference for future production runs and helps in identifying any recurring issues.中文回答:注塑控制计划是确保注塑产品质量和一致性的系统方法。
Injection Molding Design Guidelines

Injection Molding Design GuidelinesMuch has been written regarding design guidelines for injection molding. Yet, the design guidelines can be summed up in just a few design rules.1Use uniform wall thicknesses throughout the part. This will minimize sinking, warping, residual stresses, and improve mold fill and cycle times.▪Wall Section Considerations▪Voids and Shrinkage▪Warpage2Use generous radius at all corners. The inside corner radius should be a minimum of one material thickness.▪Radius Limitations3Use the least thickness compliant with the process, material, or product design requirements. Using the least wall thickness for the process ensures rapid cooling, short cycle times, and minimum shot weight. All these result in the least possible part cost.4Design parts to facilitate easy withdrawal from the mold by providing draft (taper) in the direction of mold opening or closing.▪Draft and Texture5Use ribs or gussets to improve part stiffness in bending. This avoids the use of thick section to achieve the same, thereby saving on part weight, material costs, and cycle time costs.▪Rib DesignUniform WallsParts should be designed with a minimum wall thickness consistent with partfunction and mold filling considerations. The thinner the wall the faster the part cools, and the cycle times are short, resulting in the lowest possible part costs.Also, thinner parts weight less, which results in smaller amounts of the plastic used per part which also results in lower part costs.零件的设计应以最小壁厚符合部分功能和充填型腔的考虑。
Tooling各种浇口介绍_(chinese)

Design Alternative
(设计选择性)
5/16 7/16 5/16 3/8 1/2 3/8
Tooling Runners
Sprue Puller(拉料杆)
REVERSE TAPER BEST
Z PULLER GOOD (Z形拉料较好)
GROOVE TROUBLESOME
Q = Volumetric Flow Rate(体积流率) R = Radius(半径)
A small increase in radius dramatically increases the flow through the runner. (半径的少许增加会引起流量的迅速增大)
Tooling Runners
(一个能工作的模具 才算是最便宜的 模具)
- Anonymous
Tooling Development
Customs and Practices of the Moldmaking Industry (制模工业 守则和实习)
Classifications of Injection Molds for Thermoplastic Materials (热塑性材料用 注射模的分类)
"A" Plate "X" Plate "B" Plate
Three Plate Design (三板模设计)
Ejector Housing (脱模空档)
Support Plate (支承板) Ejector Retainer Plate (顶针固定板)
Ejector Plate(顶板)
Tooling Mold Types
COLD SPRUE BUSHING (冷流道衬套)
注塑鞋执行标准
注塑鞋执行标准一、范围本标准规定了注塑鞋的术语和定义、分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以注塑工艺生产的各类鞋类产品。
二、规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 20991-2007 鞋类帮面、衬里和内垫三、术语和定义下列术语和定义适用于本标准。
1. 注塑鞋Injection molded shoes:以注塑工艺生产的鞋类产品。
2. 鞋面Sole:鞋类产品的外表面,包括帮面和外底。
3. 鞋里Insole:鞋类产品的内表面,位于鞋垫上方,直接与脚部皮肤接触的面。
4. 鞋垫Sole pad:放在鞋内底部的垫子,用于提高鞋底的弹性,保护脚部皮肤。
5. 注塑件Injection molded part:以注塑工艺生产的部件,包括鞋底、鞋带等。
四、分类注塑鞋按用途可分为以下几类:1. 日常穿着鞋:适用于日常工作和生活中的穿着,具有舒适、耐用等特点。
2. 运动鞋:适用于各种体育运动,具有较好的弹性和稳定性,能够保护脚部免受伤害。
3. 童鞋:适用于儿童穿着,注重舒适性和安全性。
4. 其他特殊用途鞋:如工作鞋、防水鞋等,具有特殊的功能和用途。
五、要求1. 材料:注塑鞋的材料应符合相关国家和行业标准,并具有良好的耐用性和舒适性。
2. 外观质量:注塑鞋的外观应整洁,无明显缺陷和瑕疵,颜色应与设计图样一致。
3. 尺寸偏差:注塑鞋的尺寸偏差应符合相关国家和行业标准。
4. 物理性能:注塑鞋的物理性能应符合相关国家和行业标准,如拉伸强度、撕裂强度、耐磨性等。
5. 卫生性能:注塑鞋的卫生性能应符合相关国家和行业标准,不得含有对人体有害的物质。
6. 功能性能:对于具有特殊功能的注塑鞋,其功能性能应符合相关国家和行业标准,如防水性、保暖性等。
六、试验方法1. 外观质量检查:采用目视法进行检测,要求外观整洁,无明显缺陷和瑕疵,颜色与设计图样一致。
模具毕业设计英译汉(Injection_molding)
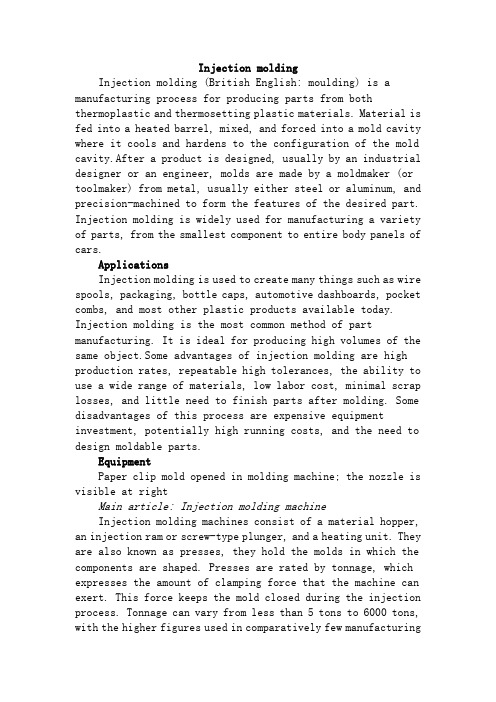
Injection moldingInjection molding (British English: moulding) is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity.After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars.ApplicationsInjection molding is used to create many things such as wire spools, packaging, bottle caps, automotive dashboards, pocket combs, and most other plastic products available today. Injection molding is the most common method of part manufacturing. It is ideal for producing high volumes of the same object.Some advantages of injection molding are high production rates, repeatable high tolerances, the ability to use a wide range of materials, low labor cost, minimal scrap losses, and little need to finish parts after molding. Some disadvantages of this process are expensive equipment investment, potentially high running costs, and the need to design moldable parts.EquipmentPaper clip mold opened in molding machine; the nozzle is visible at rightMain article: Injection molding machineInjection molding machines consist of a material hopper, an injection ram or screw-type plunger, and a heating unit. They are also known as presses, they hold the molds in which the components are shaped. Presses are rated by tonnage, which expresses the amount of clamping force that the machine can exert. This force keeps the mold closed during the injection process. Tonnage can vary from less than 5 tons to 6000 tons, with the higher figures used in comparatively few manufacturingoperations. The total clamp force needed is determined by the projected area of the part being molded. This projected area is multiplied by a clamp force of from 2 to 8 tons for each square inch of the projected areas. As a rule of thumb, 4 or 5 tons/in2 can be used for most products. If the plastic material is very stiff, it will require more injection pressure to fill the mold, thus more clamp tonnage to hold the mold closed. The required force can also be determined by the material used and the size of the part, larger parts require higher clamping force.MoldMold or die are the common terms used to describe the tooling used to produce plastic parts in molding.Since molds have been expensive to manufacture, they were usually only used in mass production where thousands of parts were being produced. Typical molds are constructed from hardened steel, pre-hardened steel, aluminum, and/or beryllium-copper alloy. The choice of material to build a mold from is primarily one of economics; in general, steel molds cost more to construct, but their longer lifespan will offset the higher initial cost over a higher number of parts made before wearing out. Pre-hardened steel molds are less wear-resistant and are used for lower volume requirements or larger components. The typical steel hardness is 38-45 on the Rockwell-C scale. Hardened steel molds are heat treated after machining. These are by far the superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC). Aluminum molds can cost substantially less, and, when designed and machined with modern computerized equipment, can be economical for molding tens or even hundreds of thousands of parts. Beryllium copper is used in areas of the mold that require fast heat removal or areas that see the most shear heat generated. The molds can be manufactured either by CNC machining or by using Electrical Discharge Machining processes.Mold DesignStandard two plates tooling –core and cavity are inserts in a mold base – "Family mold" of 5 different partsThe mold consists of two primary components, the injection mold (A plate) and the ejector mold (B plate). Plastic resin enters the mold through a sprue in the injection mold, the sprue bushing is to seal tightly against the nozzle of the injection barrel of the molding machine and to allow molten plastic to flow from the barrel into the mold, also known as cavity The sprue bushing directs the molten plastic to the cavity images through channels that are machined into the faces of the A and B plates. These channels allow plastic to run along them, so they are referred to as runners.The molten plastic flows through the runner and enters one or more specialized gates and into the cavity geometry to form the desired part.The amount of resin required to fill the sprue, runner and cavities of a mold is a shot. Trapped air in the mold can escape through air vents that are ground into the parting line of the mold. If the trapped air is not allowed to escape, it is compressed by the pressure of the incoming material and is squeezed into the corners of the cavity, where it prevents filling and causes other defects as well. The air can become so compressed that it ignites and burns the surrounding plastic material. To allow for removal of the molded part from the mold, the mold features must not overhang one another in the direction that the mold opens, unless parts of the mold are designed to move from between such overhangs when the mold opens (utilizing components called Lifters).Sides of the part that appear parallel with the direction of draw (The axis of the cored position (hole) or insert is parallel to the up and down movement of the mold as it opens and closes)are typically angled slightly with (draft) to ease release of the part from the mold. Insufficient draft can cause deformation or damage. The draft required for mold release is primarily dependent on the depth of the cavity: the deeper the cavity, the more draft necessary. Shrinkage must also be taken into account when determining the draft required.If the skin is too thin, then the molded part will tend to shrink onto the cores that form them while cooling, and cling to those cores or part may warp, twist, blister or crack when the cavity is pulled away. The mold is usually designed so that the moldedpart reliably remains on the ejector (B) side of the mold when it opens, and draws the runner and the sprue out of the (A) side along with the parts. The part then falls freely when ejected from the (B) side. Tunnel gates, also known as submarine or mold gate, is located below the parting line or mold surface. The opening is machined into the surface of the mold on the parting line. The molded part is cut (by the mold) from the runner system on ejection from the mold. Ejector pins, also known as knockout pin, is a circular pin placed in either half of the mold (usually the ejector half), which pushes the finished molded product, or runner system out of a mold.The standard method of cooling is passing a coolant (usually water) through a series of holes drilled through the mold plates and connected by hoses to form a continueous pathway. The coolant absorbs heat from the mold (which has absorbed heat from the hot plastic) and keeps the mold at a proper temperature to solidify the plastic at the most efficient rate.To ease maintenance and venting, cavities and cores are divided into pieces, called inserts, and sub-assemblies, also called inserts, blocks, or chase blocks. By substituting interchangeable inserts, one mold may make several variations of the same part.More complex parts are formed using more complex molds. These may have sections called slides, that move into a cavity perpendicular to the draw direction, to form overhanging part features. When the mold is opened, the slides are pulled away from the plastic part by using st ationary “angle pins” on the stationary mold half. These pins enter a slot in the slides and cause the slides to move backward when the moving half of the mold opens. The part is then ejected and the mold closes. The closing action of the mold causes the slides to move forward along the angle pins.Some molds allow previously molded parts to be reinserted to allow a new plastic layer to form around the first part. This is often referred to as overmolding. This system can allow for production of one-piece tires and wheels.2-shot or multi-shot molds are designed to "overmold" within a single molding cycle and must be processed onspecialized injection molding machines with two or more injection units. This process is actually an injection molding process performed twice. In the first step, the base color material is molded into a basic shape. Then the second material is injection-molded into the remaining open spaces. That space is then filled during the second injection step with a material of a different color.A mold can produce several copies of the same parts in a single "shot". The number of "impressions" in the mold of that part is often incorrectly referred to as cavitation. A tool with one impression will often be called a single impression(cavity) mold.A mold with 2 or more cavities of the same parts will likely be referred to as multiple impression (cavity) mold.Some extremely high production volume molds (like those for bottle caps) can have over 128 cavities.In some cases multiple cavity tooling will mold a series of different parts in the same tool. Some toolmakers call these molds family molds as all the parts are related.Effects on the material propertiesThe mechanical properties of a part are usually little affected. Some parts can have internal stresses in them. This is one of the reasons why it's good to have uniform wall thickness when molding. One of the physical property changes is shrinkage. A permanent chemical property change is the material thermoset, which can't be remelted to be injected again.Tool MaterialsTool steel or beryllium-copper are often used. Mild steel, aluminum, nickel or epoxy are suitable only for prototype or very short production runs.Modern hard aluminum (7075 and 2024 alloys) with proper mold design, can easily make molds capable of 100,000 or more part life.Geometrical PossibilitiesThe most commonly used plastic molding process, injection molding, is used to create a large variety of products with different shapes and sizes. Most importantly, they can create products with complex geometry that many other processes cannot. There are a few precautions when designing something that willbe made using this process to reduce the risk of weak spots. First, streamline your product or keep the thickness relatively uniform. Second, try and keep your product between 2 to20 inches.The size of a part will depend on a number of factors (material, wall thickness, shape,process etc.). The initial raw material required may be measured in the form of granules, pellets or powders. Here are some ranges of the sizes.MachiningMolds are built through two main methods: standard machining and EDM. Standard Machining, in its conventional form, has historically been the method of building injection molds. With technological development, CNC machining became the predominant means of making more complex molds with more accurate mold details in less time than traditional methods.The electrical discharge machining (EDM) or spark erosion process has become widely used in mold making. As well as allowing the formation of shapes that are difficult to machine, the process allows pre-hardened molds to be shaped so that no heat treatment is required. Changes to a hardened mold by conventional drilling and milling normally require annealing to soften the mold, followed by heat treatment to harden it again. EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mold surface (over a period of many hours), which is immersed in paraffin oil. A voltage applied between tool and mold causes spark erosion of the mold surface in the inverse shape of the electrode.CostThe cost of manufacturing molds depends on a very large set of factors ranging from number of cavities, size of the parts (and therefore the mold), complexity of the pieces, expected tool longevity, surface finishes and many others. The initial cost is great, however the piece part cost is low, so with greater quantities the overall price decreases.Injection processSmall injection molder showing hopper, nozzle and die areaWith Injection Molding, granular plastic is fed by gravity from a hopper into a heated barrel. As the granules are slowly moved forward by a screw-type plunger, the plastic is forced into a heated chamber, where it is melted. As the plunger advances, the melted plastic is forced through a nozzle that rests against the mold, allowing it to enter the mold cavity through a gate and runner system. The mold remains cold so the plastic solidifies almost as soon as the mold is filled.Injection Molding CycleThe sequence of events during the injection mold of a plastic part is called the injection molding cycle. The cycle begins when the mold closes, followed by the injection of the polymer into the mold cavity. Once the cavity is filled, a holding pressure is maintained to compensate for material shrinkage. In the next step, the screw turns, feeding the next shot to the front screw.This causes the screw to retract as the next shot is prepared. Once the part is sufficiently cool, the mold opens and the part is ejected.Molding trialWhen filling a new or unfamiliar mold for the first time, where shot size for that mold is unknown, a technician/tool setter usually starts with a small shot weight and fills gradually until the mold is 95 to 99% full. Once this is achieved a small amount of holding pressure will be applied and holding time increased until gate freeze off (solidification time) has occurred. Gate solidification time is an important as it determines cycle time, which itself is an important issue in the economics of the production process. Holding pressure is increased until the parts are free of sinks and part weight has been achieved. Once the parts are good enough and have passed any specific criteria, a setting sheet is produced for people to follow in the future. The method to setup an unknown mold the first time can be supported by installing cavity pressure sensors. Measuring the cavity pressure as a function of time can provide a good indication of the filling profile of the cavity. Once the equipment is set to successfully create the molded part, modern monitoring systems can save a reference curve of the cavity pressure. With that it is possible toreproduce the same part quality on another molding machine within a short setup time.Tolerances and SurfacesMolding tolerance is a specified allowance on the deviation in parameters such as dimensions, weights, shapes, or angles, etc. To maximize control in setting tolerances there is usually a minimum and maximum limit on thickness, based on the process used.Injection molding typically is capable of tolerances equivalent to an IT Grade of about 9–14. The possible tolerance of a thermoplastic or a thermoset is ±0.008 to ±0.002 inches. Surface finishes of two to four microinches or better are can be obtained. Rough or pebbled surfaces are also possible.Lubrication and CoolingObviously, the mold must be cooled in order for the production to take place. Because of the heat capacity, inexpensiveness, and availability of water, water is used as the primary cooling agent. To cool the mold, water can be channeled through the mold to account for quick cooling times. Usually a colder mold is more efficient because this allows for faster cycle times. However, this is not always true because crystalline materials require the opposite: a warmer mold and lengthier cycle time.InsertsMetal inserts can be also be injection molded into the workpiece. For large volume parts the inserts are placed in the mold using automated machinery. An advantage of using automated components is that the smaller size of parts allows a mobile inspection system that can be used to examine multiple parts in a decreased amount of time. In addition to mounting inspection systems on automated components, multiple axial robots are also capable of removing parts from the mold and place them in latter systems that can be used to ensure quality of multiple parameters. The ability of automated components to decrease the cycle time of the processes allows for a greater output of quality parts.Specific instances of this increased efficiency include the removal of parts from the mold immediately after the parts are created and use in conjunction with vision systems. Theremoval of parts is achieved by using robots to grip the part once it has become free from the mold after in ejector pins have been raised. The robot then moves these parts into either a holding location or directly onto an inspection system, depending on the type of product and the general layout of the rest of the manufacturer's production facility. Visions systems mounted on robots are also an advancement that has greatly changed the way that quality control is performed in insert molded parts. A mobile robot is able to more precisely determine the accuracy of the metal component and inspect more locations in the same amount of time as a human inspector.注塑成型注射制模(Injection moldin)是一种生产由热塑性塑料或热固性塑料所构成的部件的过程。
注塑工艺流程 英文

注塑工艺流程英文Injection Molding ProcessThe injection molding process is a widely used manufacturing technique in various industries, particularly in the production of plastic products. This method involves injecting molten plastic material into a mold cavity, where it solidifies and takes the desired shape. The injection molding process is known for its efficiency, precision, and versatility, making it a popular choice for a wide range of applications.The first step in the injection molding process is the preparation of the raw materials. The plastic materials, often in the form of pellets or granules, are typically stored in a hopper attached to the injection molding machine. The machine then heats the plastic material, melting it and converting it into a viscous liquid. This melted plastic is then forced, or injected, into the mold cavity under high pressure.The mold itself is a critical component of the injection molding process. It is typically made of steel or aluminum and is designed to match the desired shape of the final product. The mold is usually composed of two or more parts that fit together to create thedesired form. When the molten plastic is injected into the mold, it fills the cavity and takes on the shape of the mold.After the plastic has been injected into the mold, it is allowed to cool and solidify. This cooling process is essential to ensure that the plastic takes on the desired shape and structural integrity. The time required for cooling can vary depending on the size and complexity of the part, as well as the specific plastic material being used.Once the part has solidified, the mold is opened, and the finished product is ejected. This ejection process is often automated, with the use of ejector pins or other mechanical mechanisms to remove the part from the mold. The finished part may then undergo additional processing, such as trimming, finishing, or assembly, depending on the specific product requirements.One of the key advantages of the injection molding process is its ability to produce high-quality parts with a high degree of consistency and precision. The use of computer-controlled machinery and advanced mold design techniques allows for the creation of complex and intricate parts with tight tolerances. This consistency and precision are particularly important in industries where the quality and reliability of the final product are critical, such as in the automotive, medical, and electronics sectors.Another advantage of the injection molding process is its versatility. The process can be used to produce a wide range of plastic products, from simple household items to highly specialized industrial components. The choice of plastic material, mold design, and processing parameters can be tailored to meet the specific requirements of the application, making injection molding a highly flexible manufacturing method.In addition to its technical advantages, the injection molding process is also known for its efficiency and cost-effectiveness. The automated nature of the process, combined with the ability to produce large quantities of parts in a relatively short amount of time, makes it a highly efficient manufacturing method. This efficiency can translate into lower production costs, making injection-molded products more affordable for consumers and businesses alike.Despite its many advantages, the injection molding process is not without its challenges. One of the key challenges is the need to carefully control the processing parameters, such as temperature, pressure, and injection speed, to ensure the production of high-quality parts. Improper control of these parameters can lead to a variety of defects, such as warping, shrinkage, or flash, which can negatively impact the final product.Another challenge is the need for specialized equipment and tooling,which can represent a significant upfront investment for manufacturers. The design and fabrication of high-quality molds, in particular, can be a complex and costly process, requiring the expertise of skilled engineers and technicians.Despite these challenges, the injection molding process remains a highly valuable and widely used manufacturing technique. As technology continues to advance, it is likely that the process will become even more efficient, versatile, and cost-effective, further solidifying its position as a cornerstone of the modern manufacturing landscape.In conclusion, the injection molding process is a crucial component of the modern manufacturing industry. Its ability to produce high-quality, consistent parts at a relatively low cost has made it a popular choice for a wide range of applications. As the demand for plastic products continues to grow, the injection molding process will undoubtedly remain a vital and innovative manufacturing method for years to come.。
文献翻译原文-注塑成型指南
编号:毕业设计外文翻译(原文)题目:Injection Molding Guide 学院:机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师单位姓名:职称:2014年5月26日Injection Molding GuideINTRODUCTIONObjectiveThis document provides guidelines for part design, mold design and processing of styrenic block copolymer (SBC) TPEs. The GLS product families that include styrenic TPEs are Kraton compounds, Dynaflex TPE compounds and Versaflex TPE alloys.SBC RheologyOne major characteristic of SBCs is that they are shearing dependent. A material is shear dependent when its viscosity is higher at low shear rates (such as extrusion) and lower at high shear rates (as in injection molding). Therefore, SBC compounds will flow more easily into thin areas of the mold at high shear rates. The shear thinning behavior of SBCs should be considered when designing injection molds and also when setting mold conditions during processing.Figure 1.The effect of shear rate on the viscosity of GLSstyrenic TPE compounds (measured at 390°F (200°C)).To obtain information regarding the viscosity of an individual grade, refer to the Product Technical Data Sheet, available at or contact your GLS representative.PART DESIGNGeneral Part Design ConceptsWhen designing a TPE part, there are a few general rules to follow:•The part wall thickness should be as uniform as possible. Transitions from thick to thin areas should be gradual to prevent flow problems, back fills, and gas traps.•Thick sections should be cored out to minimize shrinkage and reduce part weight (and cycle time).•Radius / fillet all sharp corners to promote flow and minimize no-fill areas.•Deep unventable blind pockets or ribs should be avoided.•Avoid thin walls that cannot be blown off the cores by air-assist ejection.•Long draws with minimum draft may affect ease of ejection.Flow Length and Wall ThicknessThe maximum achievable flow length is dependent on the specific material selected, the thickness of the part, and processing conditions. Generally, GLS compounds will flow much further in thinner walls than other types of TPEs. The flow to thickness ratio should be 200 maximum; however this is dependent on the material and the part design. High flow GLS TPE compounds (such as Versalloy) have been used successfully to fill flow ratios up to 400.The measurement of spiral flow offers a comparative analysis of a material’s ability to fill a part. The spiral flow test is performed by injecting a material into a spiral mold (similar to a ribbon formed into a spiral). The distance the material flows is measured in inches. In this case, the spiral flow test was conducted using two different injection speeds (3 in/sec and 5 in/sec). The typical spiral flow lengths for the various GLS product families are summarized in Table 1. With specific compounds, flow lengths of up to 40 inches (at 5 in/sec injection speed) are possible.Table 1. Typical Spiral Flow Lengths for GLS Compounds*SeriesFlow length, in3 in/sec 5 in/secDynaflex ® D 13-15 18-20Dynaflex ® G 12-22 18-30Versaflex ® 9-16 13-26*Spiral flow tests performed using 0.0625 in thickness and 0.375 in width channel at 400°F.For spiral flow information about a specific grade or additional details about the spiral flow test procedure, please refer to the GLS Corporation TPE Tips Sheet #7, available at or by contacting your GLS representative.UndercutsThe flexibility and elastic nature of TPEs allows for the incorporation of undercuts into the part design. Because of their excellent recovery characteristics, GLS compounds are capable of being stretched and deformed, allowing them to be pulled from deep undercuts (Figure 2). If both internal and external undercuts are present on the same part, slides or core splits may be necessary. Parts with internal undercuts (e.g. bulb shaped parts) may be air ejected from the core by use of a poppet valve in the core. Minor permanent elongation (3% - 8%) due to deformation may occur during ejection.Figure 2. An example of TPE parts with large undercuts.Gate and Knit Line LocationsThe product engineer should indicate the areas of the part that are cosmetic and those that are functional and include this information on the drawing. This will help the mold designer to determine the allowable gate and knit line locations.AnisotropyThermoplastic materials that have different properties in the flow direction versus the cross-flow direction (90ºperpendicular to the flow direction) are characterized as “anisotropic” materials. Properties that may be affected are shrinkage and tensile properties. Anisotropy is caused when the polymer chains orient in the direction of flow, which leads to higher physical properties in the flow direction. Wall thickness, injection speed, melt temperature and mold temperature are a few variables that affect anisotropy. Depending on the processing conditions and mold design, most GLS styrenic TPE compounds exhibit a degree of anisotropy.ShrinkageDue to their anisotropic nature, GLS styrenic TPE compounds shrink more in the flow direction than in the cross-flow direction. Generally, SEBS compounds have higher shrinkage and are more anisotropic than SBS compounds. Typical shrinkage values for SEBS-based compounds are 1.3% - 2.5%, whereas those for SBS based compounds are 0.3% - 0.5 %. Softer SEBS compounds (below 30 Shore A) will shrink more than harder 6 materials. Some grades, such as Dynaflex G7700, G7800, and G7900 Series contain filler, which reduces their shrinkage.The shrinkage values reported by GLS are determined using a 0.125” thick plaque. It should be noted that shrinkage is not an exact number, but a range value. This range can beaffected by the part wall thickness, melt temperature, mold temperature, injection speed, hold/pack pressures and also the time between molding and measuring. As a result, prototyping is strongly recommended for parts with close tolerances to better quantify the realistic shrinkage of a specific grade of material in a specific application.For shrinkage values for specific grades, please refer to the product Technical Data Sheet, available at or by contacting your GLS representative.MOLD DESIGNTypes of MoldsGLS SBC compounds can be molded in two- and three-plate molds. Both conventional and hot runner tool designs have been used with GLS compounds. Self-insulating hot runner tool designs are not recommended due to the potential for material degradation in the stagnation zones. Two-shot molds and insert molds can also be used. If a family mold is required, the cavity volumes should be similar, otherwise over packing and flashing of the smaller cavity may occur.Steel SelectionGLS styrenic TPEs are generally non-abrasive and non-corrosive. The selection of tool steel will depend on the quantity and quality of parts to be produced. For high volume production, the initial expense of quality tooling is a sound investment.A wide variety of tool steels are available for injection mold construction. Table 2 lists the properties of common tool steels and the typical mold components for which they are used. Soft metals, such as aluminum and beryllium copper, can be used for prototype parts or short production runs up to 10,000 parts.Table 2. Typical Tool Steel for Injection Mold ConstructionSteelTypeSteel Properties Mold ComponentP-20 Pre-hardened, machines well, highcarbon, general-purpose steel.Disadvantage: May rust ifimproperly stored.Mold bases, ejector plates, and somecavities (if nickel or chrome plated toprevent rust).H-13 Good general purpose tool steel. Canbe polished or heat-treated. Bettercorrosion resistance.Cavity plates and core plates.S-7 Good high hardness, improvedtoughness, general-purpose toolsteel.Machines well, shock resistant,polishes well. Disadvantage: Highercost.Cavity plates, core plates and laminates,as well as thin wall sections.A-2 Good high toughness tool steel.Heat-treats and polishes well.Ejector pins, ejector sleeves, and ejectorblades.D-2 Very hard, high wear characteristics,high vanadium content, somewhatbrittle. Disadvantage: Difficult tomachine.Gate blocks, gibe plates to preventgalling, gate blocks to prevent wear.420 SS Tough corrosion resistant material.Heat-treats and polishes well.Disadvantage: High cost.Cavity blocks, ejector pins, sleeves, etc.Some part designs may benefit from the use of higher thermal conductivity materials such as beryllium copper. This material is less durable than steel and may hob or wear faster than steel if used at the parting-line. Beryllium copper can be used for inserts, slides or cores to increase heat transfer rates and reduce cycle times. In cases where there is a long draw core, a fountain-type bubbler may be beneficial.Mold Surface Treatment, Finishing and TexturingMost GLS materials replicate the mold surface fairly well. To produce a glossy surface, a polished mold is required and an unfilled grade should be used. A highly polished tool and a transparent material are required to produce a part with good clarity. If a matte finish similar to that of a thermoset rubber is required, a rougher mold texture should be used (or a GLS product such as GLS Versalloy TPV alloys, which naturally produce a matte surface). In general, an EDM surface will produce a good texture and may improve release from the tool during part ejection. Matte surfaces can also help to hide any flow marks or other surface defects. Vapor honing, sand or bead blasting and chemical etching are also used to produce textured surfaces with varying degrees of gloss and appearance. To aid in release, the cavity or core may be coated with a release coating such as PTFE impregnated nickel after it has been given a sandblast or EDM finish.Sprue and Sprue Puller DesignThe sprue should have sufficient draft, from 1º to 3º to minimize drag and sprue sticking. Longer sprues may require more taper (3°- 5°), as shown in Figure 3. Typically, the sprue diameter should be slightly larger than the nozzle diameter. An EDM finish is acceptable for most styrenic TPE materials. Permanent surface lubricant treatments have also been used successfully.Sprue puller designs vary with the hardness of the material. The different sprue designs possible and their relative dimensions are shown in Figures 4 through 7. In addition, Table 3 shows the typical hardness range for which a particular sprue design is applicable.Table 3. Typical Sprue Designs for Various Hardness ValuesTypical TPE HardnessRangeMost Common Sprue Puller Types Figure >50 Shore A Tapered, Pin, Z-Type 3, 4 and 640-70 Shore A Undercut 55-40 Shore A Pine Tree 7Hot sprue bushings and extended nozzles may also be used with GLS compounds. In many molds, the sprue is the thickest wall section in the mold and will control the minimum cooling time. The use of a hot sprue, which may be viewed as an extension of the machinenozzle, can sometimes reduce cycle time. Extended machine nozzles may also be used to reduce sprue length and size. When hot sprues are used, the machine nozzle tip should be a free-flow nozzle rather than a reverse tip.Figure 3. Tapered Sprue Puller Figure 4. Z-Pin Sprue PullerFigure 5. Undercut Sprue PullerFigure 6. Sucker Pin Sprue PullerFigure 7. Pine Tree Sprue PullerConventional Runner Configuration and DesignA balanced runner configuration is critical to achieve uniform part quality from cavity to cavity. In a balanced runner system, the melt flows into each cavity at equal times and pressure. The runner balance can be designed by using computer mold-flow analysis programs and verified by performing short-shot studies.An unbalanced runner may result in inconsistent part weights and dimensional variability. The cavity closest to the sprue may be over packed and flashing may occur. As a result of over packing, parts may also develop high molded-in stresses, which lead to warpage. Examples of balanced runner systems are shown in Figures 8 and 9.Figure 8. Example of Balanced Spider Runner Figure9. Example of Balanced Cross-RunnerFigure 10 shows different runner cross-sections and their associated efficiency. Full round runners have the least resistance to flow and surface area, allowing the material to stay molten longer. The second most efficient runner cross-section is the modified trapezoid. This runner geometry most closely simulates a full round runner but only requires machining in only one plate. Figure 11 shows typical ball cutter dimensions and the corresponding modified trapezoid runner sizes. Figure 12 illustrates typical runner dimensions.Figure 10. Typical Runner Cross-SectionsFigure 11. Modified Trapezoid Runner SizesFigure 12. Runner Design and DimensionsCold slug wells should be used at each runner transition (turn). Cold slug wells serve to remove the leading edge of the melt. The slug well associated with the sprue should be large enough to trap the cold material formed in the machine nozzle during the mold-open cycle. Typical slug well dimensions are approximately 1.5 to 2.0 times the diameter or width of the feed runner.Runner KeepersRunner keepers or sucker pins provide undercuts to keep the runner on the desired plate but should not restrict material flow through the runner. Figures 8 and 9 show typical locations for runner keepers and sucker pins. Figure 13 illustrates an example design of a runner keeper.Figure 13. Runner Keeper designGate Design and LocationMost conventional gating types are suitable for processing GLS styrenic TPE compounds.The type of gate and the location, relative to the part, may affect the following: •Part packing•Gate removal or vestige•Part cosmetic appearance•Part dimensions (including warpage)The type of gate selected is dependent on both part and tool design. The gate location is equally important. To prevent the chances of jetting, locate the gate entrance in an area where the flow will impinge on a cavity wall. For automatically degating tools, the highly elastic nature of softer TPEs makes submarine gate designs or three plate tools with selfdegating drops more difficult. Higher hardness and filled grades usually have lower ultimate elongation and therefore are more easily degated. To assure the gates will break at a specific location, they should have a short land length to create a high stress concentration.Tab/Edge GatesTab or edge gates (Figure 14) most commonly utilize a conventional sprue and cold runner system. They are located along the tool parting line. A small undercut can be placed where the gate meets the part to minimize gate vestige caused by degating. Advantages of edge gates are ease of fabrication, modification and maintenance. The 14 gate depth (D) should be 15% - 30% of the wall thickness at the gate entrance. Common practice is to start “steel safe”. A good starting point for the gate width should be 1.0 - 1.5 times the gate depth. The gate land should be equal to or slightly longer than gate depth. The gate size may also depend on the part volume. The gate area may be inserted to facilitate gate maintenance or modification.Figure 14. Tab or edge gate Figure 15. Submarine Gate Submarine or tunnel gates are self-degating. During part ejection, the tool steel separates the part and the runner. Figure 15 shows a typical design of a submarine gate. Cashew type submarine gates should not be used for medium to soft hardness compounds due to their high coefficient of friction and high elongation.Fan GatesA fan gate is a streamlined variation of a tab gate (Figure 16). The fan gate distributes material into the cavity more evenly; thus it is normally used in parts that require a high degree of flatness and absence of flow lines. It also minimizes the possibility of gate pucker or part warpage.Figure 16. Fan gateSprue or Direct GateThe sprue or direct gate is often used on prototype parts because it is inexpensive. This type of gating is not recommended for GLS styrenic compounds because of their high elongation. In addition, the sprue will need to be trimmed thus appearance quality of the part is usually poor. If sprue gating is selected, care should be taken to keep both the sprue length and diameter as short and small as possible.Diaphragm GateThe diaphragm gate is used to maintain the concentricity of round parts. It allows even flow into the cavity and minimizes the potential for knit lines. Due to anisotropic shrinkage, flat round parts using center or diaphragm gating may not lay flat. A ring gate may also be used on the outside of a circular part.Table 4 compares the advantages and disadvantages of the various gate types discussed in this section. Table 4. Advantages and Disadvantages of Various Gate TypesGate Type Advantage DisadvantageEdge/Tab/Fan Gate • Appropriate for flat parts • Easy to modify • Post-mold gate/runnerremoval is difficult• Poor gate vestigeSubmarine Gate • Automatic gate removal• Minimal gate vestige• More difficult to machine Diaphragm Gate • Concentricity• Appropriate for round parts• No knit lines• Scrap • Post-molding gate removalPin gate (3-plate) •Automatic gate removal•Minimal gate vestige•Localized cooling •Requires floater plate •More scrap •Higher tool costValve gate (Hot runner systems) •Minimal gate vestige•Positive shut-off•Minimizes post pack•Higher tool cost•Higher maintenance•Only for hot runner systemsGate LocationStyrenic TPE compounds are anisotropic, thus they have different physical properties in the flow direction versus the cross-flow direction. Depending on the product's intended usage, these property differences could be critical to the performance of the final part. As a result, the anisotropic nature of the styrenic TPE needs to be taken into consideration when determining the gate location on the part.The material flow may be estimated by eye or by using flow analysis programs. For higher shrinkage grades, the part m ay shrink near the gate, which causes “gate pucker” if there is a high molded-in stress at the gate. Parts shaped like a handle grip may warp toward the gate side of the part. Locating the gate at the top of the part minimizes this problem. Using two gates on opposite sides of the part can also address the issue, but it will result in two knit lines. If filling problems exist in thin walled parts, adding flow channels or minor changes in wall thickness can alter the flow. In some cases, it may be necessary to add a second gate to properly fill the parts.The gate should be placed so that the flow path is as short as possible. Locating the gate at the heaviest cross section of the part can improve packing and minimize voids or sinks. If possible, the gate should be positioned so as to avoid obstructions (flowing around cores or pins) in the flow path.The flow path of the material should minimize the possibility of formation of knit lines and flow marks. Upon injection, the material should impinge off the cavity wall to reduce the possibility of jetting. To minimize the effect of molded-in stress (at the gate) on part performance, the gate should be located in noncritical areas of the part. Also, the gate location should allow for easy manual or automatic degating.Mold VentingMold venting is critical to the quality and consistency of the finished part. Venting is required to allow the air in the sprue, runner and cavity to leave the tool as the melt flows into the cavity. Inadequate venting may cause short-shots, poor surface appearance, or weak weld-lines. Potential air traps in the part design can be predicted by flow simulation software. Once the tool has been built, short-shot studies can be used to find the critical venting areas.Vents should be placed at the last place to fill and in areas where weld lines occur. The typical vent size for GLS compounds is 0.0005” - 0.0010” (0.012 mm - 0.025 mm) with a 0.040” - 0.060” (10 mm – 15 mm) land. Past the land, the vent depth should be increased to 0.005” - 0.010” (0.12 mm - 0.25 mm) to provide a clear passage for the air to exit the tool (Figure 17). Venting in areas below the parting line can be accomplished by allowing the ejector pin to be 0,001 loose on each side (Figure 18). Venting of ribs or pockets can be achieved by venting down an ejector pin, or with the use of porous mold steels. Ejector pinvents are self-cleaning, but they should be wiped once a day to remove buildup. Porous plug vents need to be replaced, or dismantled and cleaned when they become clogged.Figure 17. Mold vent design Figure 18. Venting through an ejector pinPart EjectionPart ejection is more difficult in long draw areas. A 3° - 5° draft per side on all long draw areas is recommended. Ejector pins should be located at runner transitions and in areas of the part where appearance is not critical. The diameter of ejector pins should be as large as possible to minimize push-through marks. Larger pins also allow for easier ejection of warmer parts, which can reduce cycle time. Ejector blades, ejector sleeves and stripper rings can be used for part ejection. Air ejection and the use of poppet can help strip large undercuts, providing the material has room to deform when the air is applied. Mold surface texturing and special mold surface treatments can also help to pull the parts from the “A” half. Advancing cores are used usually when ejecting large internal undercuts.Mold CoolingThe mold should have adequate cooling to optimize cycle time. The use of mold materials with high heat transfer, such as beryllium copper, can be used to cool slides or inserts. Commercially available fountain-type bubblers may also help to cool long cores. Separate chillers for the movable and stationary sides are suggested. This allows the processor to use differential cooling to help retain the parts on the movable (“B”) plate. Connecting cooling lines from the A to the B plate should be avoided. Special cooling for cores and slides is also an option to improve cooling efficiency.HOT RUNNER SYSTEMSThe differences between hot runner systems; cold runners and hot sprues are summarized in Table 5. GLS SEBS compounds are quite heat stable and are used successfully in hot runner tools today.Selecting a particular type of hot runner system is influenced by the product design and production requirements. There are many hot runner component and tool manufacturers available. If possible, utilize a system or component supplier with experience in styrenic TPEs. SBS compounds can crosslink (forming gels) if they are held at high temperatures for too long a period of time, therefore hot runner tools are not recommended for these materials.Manifold DesignTable 5. Comparative Assessment of Hot Runner SystemsSystem Type Advantage DisadvantageCold runner ·Lower tool cost·Easily modified·Enables use of robotics ·Typically governs cycle time ·Potential for cold slugs ·Potential for sprue sticking ·Scrap (though regrindable)Hot Sprue or Extended Nozzle ·Faster cycle·Minimizes scrap·Easily maintained·Better temperature control·Higher tool cost·Potential heat degradation for SBScompoundsHot Runner ·No runner scrap·Faster cycle time·Precise temperature control ·Highest tool cost ·Purging·Material degradation ·MaintenanceExternally heated systems are best. Internally heated manifolds are not suitable for TPEs. These systems typically have hot spots and stagnation zones that cause partially solidified material to cling to the cooler manifold walls. For maximum flexibility, the design should be naturally or geometrically balanced. Rheological balancing is possible, but only for a specific grade or rheometric curve. Internally heated manifolds are not suitable for TPEs –these systems typically have hot spots and stagnation zones that cause partially solidified material to cling to the cooler manifold walls. All passages should be highly polished circular cross sections with gentle bends to minimize the possibility of stagnation zones. In order to maintain high shear, minimize residence times and promote flow, the passages should have a diameter of 0.250” to 0.375”. Individualized zone controls for the hot runners are recommended and allow the operator to adjust the balance slightly to make the parts more uniform.Hot Runner System GatesValve GatesValve gates offer the best solution for high production parts where surface quality is critical, such as medical and cosmetic products. Since valve gates leave only a slight ring on the part, gate vestige is minimized. Further improvement can be obtained by positioning the valve recessed below the part surface or concealing the gate in the part detail for aesthetic products. An example of a hot runner system with a valve gate is shown in Figure 19.Image provided by Mold-Masters Limited, Dura is a registered trade-mark of Mold-Masters Limited.Figure 19. Hot Runner System using valve gateThe gate diameter of a valve gate should be approximately 0.030” to 0.125”, depending on the size and thickness of the part. Valve gates do not require the material in the part to freeze before the valve is closed and hold pressure is released. Therefore, the screw recovery for the next cycle can start earlier and the total cycle time may be decreased. For very thick wall parts with the potential for sinks or shrink voids, valve gates can be held open for an extended time to supply make-up material and eliminate voids and sinks.Valve gate elements need to be insulated from the mold plates to maintain proper temperature control. Only valve gates can be used for multi-cavity foam molding or cascade molding to fill long thin flows without knit lines. Due to the low viscosity of some GLS grades, properly maintained tight valve gates are required to prevent leakage or hair flash. Valve gates may be pneumatically or hydraulically activated. Individual heater controls at each gate will allow fine control of the melt viscosity and filling.Hot Tip GatesHot tip gates are suitable for SBC compounds but will leave some gate vestige (which can be as high as 50% to 75% of the gate diameter). Vestige can be minimized by slightly recessing the gate below the part surface. The land length of the hot tip should be less than the diameter of the gate.The elements of the hot tip should be properly insulated from the mold plates and cavity.In order to achieve this, the land length of the gate may need to be lengthened and a portion of the land should be part of the cavity. All passages within the tip should be 20 highly polished and streamlined to minimize stagnation and degradation zones. The efficiency of the design may be verified by recording the time it takes to make a complete color change while producing parts. This demonstrates whether there is any residual dead zone material that continues to enter the melt stream.For hot tip gate systems, there should be a delay long enough for the part to set up completely before mastication is initiated for the next cycle. Without a delay, the parts may become over packed. This is particularly important for low hardness, high flow materials. To reduce over packing for thick-walled parts with large gates, use minimal back pressure during mastication.Since TPE compounds are slightly compressible in the molten state, larger runner volumes can cause hot tip gates to drool after the mold is opened. To prevent drool, the runner system should be minimized and the melt decompressed before the mold opens.Hot tips may be used to fill a secondary cold runner to supply material to multiple parts. Each hot tip gate should use an individual temperature controller. If the hot tip manufacturer selected does not have prior SBC compound experience, it may be necessary to experimentally determine the best gate type and geometry through prototyping. OVERMOLDINGOne of the largest areas of growth for TPEs is overmolding. Many product designers are utilizing TPEs to add a “soft touch” to a rigid material. GLS compounds can be overmolded onto many different substrates to alter the surface feel, improve aesthetics, and cushion against vibration – the possibilities are limitless.Most Dynaflex®and Kraton®compounds (and Versalloy®TPV Alloys) are suitable for two-shot or insert molding onto a PP (and in some cases, PE) substrate. The Versaflex® OM grades have been specially formulated to bond PC, ABS, nylon 6/6, PC/ABS, and PPO. The new Versollan® OM series, based on BASF high performance polyurethane (TPU), are TPU alloys specifically designed for thin-wall overmolding (both insert and two-shot molding) o nto PC, ABS, and PC/ABS substrates.With new innovative technologies, GLS continues to develop TPEs that bond to a variety of substrates. For additional information about the standard Versaflex OM series and the development of new TPEs that bond to unusual substrates, please contact your GLS Representative.For more information about overmolding part design, mold design and processing, please refer to the GLS publication “Overmolding Guide”, available at or by contacting your GLS representative.MACHINE SELECTIONMachine Types。
注塑的主要工艺流程及关键控制点

注塑的主要工艺流程及关键控制点英文回答:Injection molding is a widely used manufacturingprocess in which molten material is injected into a mold cavity, where it solidifies and takes the shape of the mold. This process is commonly used to produce plastic parts and products with high precision and complexity. The main steps involved in the injection molding process are as follows:1. Mold preparation: The mold, typically made of steelor aluminum, is prepared by polishing and cleaning toensure a smooth surface finish. The mold is then coatedwith a release agent to prevent the molded part fromsticking to the mold.2. Material preparation: The raw material, usually in the form of pellets or granules, is fed into a hopper and then heated to a molten state in the injection molding machine. The temperature and pressure of the moltenmaterial are carefully controlled to achieve optimal flow and viscosity.3. Injection: The molten material is injected into the mold cavity through a nozzle and runner system. The injection speed and pressure are controlled to ensure proper filling of the mold and to avoid defects such as voids or incomplete filling.4. Cooling: After the mold cavity is filled, the molten material is allowed to cool and solidify. Cooling time is an important factor in the process, as it affects the cycle time and the quality of the molded part. Cooling can be accelerated by using cooling channels or by applying external cooling methods such as air or water.5. Ejection: Once the molded part has cooled and solidified, the mold is opened and the part is ejected from the mold cavity. Ejection pins or plates are used to push the part out of the mold. Proper ejection is crucial to avoid damage to the part or the mold.6. Post-processing: After ejection, the molded part may require additional processing such as trimming, deburring, or surface finishing. These steps are performed to remove any excess material or imperfections and to achieve the desired final appearance and functionality.Key control points in the injection molding process include:1. Temperature and pressure control: Proper control of the temperature and pressure of the molten material is essential to ensure optimal flow, fill, and solidification of the part. Deviations in temperature or pressure can result in defects such as warping, sink marks, or voids.2. Mold design and maintenance: The design of the mold, including the gate location, runner system, and cooling channels, plays a critical role in the quality of the molded part. Regular maintenance of the mold is necessary to prevent wear, damage, or contamination that can affect the part quality.3. Injection speed and pressure: The injection speed and pressure need to be carefully controlled to achieve proper filling of the mold cavity without causing excessive shear or stress on the material. Improper control can lead to defects such as flow marks, flash, or short shots.4. Cooling time and uniformity: The cooling time should be optimized to ensure complete solidification of the part without causing excessive cycle time. Uniform cooling is important to avoid differential shrinkage and warping of the part.5. Ejection mechanism: The ejection system should be designed and maintained properly to ensure smooth and reliable ejection of the part without causing any damage. Improper ejection can result in part deformation orsticking to the mold.中文回答:注塑是一种广泛应用的制造工艺,其中熔融材料被注入模具腔中,然后凝固并成型。
注塑件飞边解决方法

注塑件飞边解决方法英文回答:Injection molding is a widely used manufacturingprocess for producing plastic parts. However, one common issue that can occur during the injection molding processis the occurrence of flash, also known as burrs or flying edges. Flash refers to the excess material that escapesfrom the mold cavity and forms thin, unwanted edges or protrusions on the final plastic part. Flash can negatively affect the appearance, functionality, and quality of the injection molded parts.There are several methods to address the issue of flash in injection molded parts. One effective approach is to optimize the design of the mold. By carefully designing the mold, engineers can minimize the occurrence of flash. This can be achieved by ensuring proper venting and gating, as well as optimizing the parting line and mold surface finish.A well-designed mold can help control the flow of themolten plastic and prevent excess material from escaping.Another method to address flash is through process optimization. By adjusting the injection molding process parameters, such as the injection speed, pressure, and temperature, engineers can minimize the occurrence of flash. It is important to find the right balance between filling the mold cavity completely and avoiding excessive pressure that can lead to flash. Process optimization requirescareful monitoring and adjustment of the injection molding machine settings.Furthermore, using high-quality materials can also help reduce flash in injection molded parts. Choosing materials with good flow properties and low shrinkage can minimizethe occurrence of flash. Additionally, using additives,such as mold release agents or anti-flash agents, can help prevent flash formation during the injection molding process.Regular maintenance and inspection of the injection molding equipment is also crucial in preventing flash. Anyworn or damaged components, such as the mold, nozzle, or screws, should be promptly repaired or replaced to ensure proper functioning of the machine. Proper maintenance can help prevent material leakage and reduce the occurrence of flash.In conclusion, flash in injection molded parts can be effectively addressed through various methods. These include optimizing the mold design, adjusting the injection molding process parameters, using high-quality materials, and regular equipment maintenance. By implementing these strategies, manufacturers can minimize the occurrence of flash and produce high-quality injection molded parts.中文回答:注塑是一种广泛应用于生产塑料零件的制造工艺。
injection molding analysis中文 -回复
injection molding analysis中文-回复“注塑成型分析”的中文意思是指对注塑成型工艺的分析。
注塑成型是一种常见的塑料加工方法,通过将熔化的塑料注入模具中,并在模具中冷却和固化,最终形成所需的产品形状。
在进行注塑成型之前,进行注塑成型分析可以帮助企业优化工艺、降低成本、提高生产效率和产品质量。
注塑成型分析可以分为以下几个步骤:第一步:确定产品设计要求在进行注塑成型分析之前,首先要确定产品的设计要求。
这包括产品的尺寸、形状、材料、外观要求等等。
产品设计要求的明确和准确是进行注塑成型分析的基础。
第二步:进行模具设计模具是进行注塑成型的关键设备,其设计直接决定了产品的质量和生产效率。
在进行模具设计时,需要考虑到产品的形状、尺寸、材料特性以及注塑成型工艺的要求。
通过合理设计模具结构,可以避免产生瑕疵和缺陷,提高产品质量。
第三步:分析注塑成型工艺参数注塑成型分析的核心是分析注塑成型工艺参数。
这包括注塑温度、注塑压力、注塑速度、保压时间等等。
通过合理的工艺参数设置,可以提高产品成形质量,减少产品瑕疵。
同时,注塑成型分析还要考虑到注塑机的性能和供应材料的特性,以确保注塑过程的稳定和可靠。
第四步:进行模流分析模流分析是注塑成型分析中的重要环节。
它可以通过计算机模拟注塑成型过程中的流动、冷却和固化过程,预测和优化产品的瑕疵缺陷。
通过模流分析,可以减少试模次数,缩短周期时间,降低生产成本。
第五步:评价产品质量和优化改进通过注塑成型分析得到的结果,可以对产品质量进行评价,并进行优化改进。
如果发现产品存在瑕疵和缺陷,可以通过改变工艺参数、调整模具结构、改进模具冷却系统等手段来解决问题。
通过优化改进,可以提高产品的质量和生产效率。
综上所述,“注塑成型分析”是对注塑成型工艺进行全面分析和优化改进的过程。
通过注塑成型分析,可以帮助企业提高产品质量、降低生产成本、提高生产效率,从而提升企业的竞争力。
在注塑成型过程中,注塑成型分析是一项重要的技术手段和工程方法,对于塑料制品的设计和生产具有重要的参考价值。
关于金属嵌件模具你了解多少?
关于金属嵌件模具你了解多少?金属嵌件模具是一种将金属嵌件预先固定在注塑模具中适当的位置,然后再注入塑料成型,开模后嵌件被冷却固化的塑料包紧埋在制品内得到带金属嵌件的制品的塑胶模具。
那么关于金属嵌件模具,你还需要了解什么呢?Molding is the process of turning raw plastic into a shape or form that is the desired finished product. Every kind of product demands a different molding technique, and among them, overmolding process and insert molding design types are considered the best molding techniques in the market.The conventional plastic manufacturing process involves melting or softening the plastic at considerably high temperatures and then using different techniques to mold them into shapes that make them a useful finished product.Molding is used in making virtually any molded component out of plastic following design considerations for plastic overmolding. A plastic chair or anything made out of plastic is basically made using molding techniques.In this blog post, we will discuss insert molding various design aspects related to the technique in detail. The aim of this post is to discuss the most common and encouraged molding technique in the world (insert molding), its working methodology, design considerations, benefits and applications in various sectors.什么金属嵌件注塑模具?Insert molding works on similar basic principles as plastic injection molding. Molten resins are injected into a plastic mold that is designed to suit the geometric requirements of the part. The plastic resins are injected into the mold and allowed to solidify. They are then removed/ejected from the insert mold.The only difference here is that the metal is inserted into the molten resin before the mold closes. This way, the plastic covers the product completely and the entire main product is engulfed in the plastic with no cracks and even wall thickness.The inserted product can be simple such as a blade or a tube or it can be very complex like a metal insert for a complex machine.The reason insert molding is preferred is that it is not an attachment of many plastic parts through screws to develop a cover for the product. The product is completely inside the covering and the cover is naturally formed around the product by a mechanical bond. It provides a soft grip and good quality product design by using CNC machining.Various plastic injection molding companies make the use of vertical injection molding presses for the process. This allows them to use gravity to position and maintain the insert while the mold is closed.Additionally, vertical insert molding machines have multiple bottom mold halves within a single cavity half. Different bottom halves can be loaded at different times. Hence when one bottom half is in the process of molding with the cavity half, the other bottom can be loaded with resins.In a screw-based assortment with threaded insert, which happens in other kinds of molding, there is a high risk of wear and tear.This plastic injection molding process is used because it has a more reliable structure and it increases the strength of the product by many folds. It is also preferred because the process is cheaper and is easy for 3D modeling.Any other form of molding alternative to inserting costs more because the other processes require many sub-processes such as soldering, adhesives, connectors, threaded insert, and screws.Insert molding does not require any of these processes and the product comes out stronger and more reliable due to sound design for manufacturability.设计准则:Insert molding design guideline is beneficial for product manufacturing in many ways. The design guidelines for insert moulding are similar to those of conventionally molded parts. Maintaining consistency in wall thickness, adding draft for ejecting the part, etc are the regularly used guidelines.However, certain unique considerations need to be accounted for when thinking about insert moulding. Since injection moulding inserts are placed within the mold, it is important to carefully consider the position of the insert. Keeping them in place while the molding is in the process is also important. Additional features like designing the undercut can improve the insert strength.Here we have listed a few ways in which molding design needs to be executed in a specific manner.The Machinery:The process requires advanced molding machines for product development.These vertical machines are designed for doing the plastic molding process through insertinjection molding and have a set of design guidelines that need to be followed by the engineering team.The machines have an exceptionally tight tolerance as that makes sure that the information of the plastic arts is accurate in plastic injection molding. Even a small misalignment in millimeters can end up causing failure for the product.The Inserts:There are different types of inserts used in the design engineering of molded component. The metal insert in the plastic molding is usually made of brass, stainless steel or usual steel.These molds have threaded surfaces so that they will have improved adhesion to the product.The molds are placed in the machine vertically either by hand or through the CNC machining. The vertical position is to make sure that the mold stays in place during over molding and insert molding with the help of gravity.Now the molten plastic is poured into the mold and the mold is closed.Inserts are used for various types of processes like Injection Moulding, Compression molding, GRP molding, SMC/DMC molding, Extrusion Blow Molding, Structural foam, Rotational molding, etc.Thread Options:Different thread options are available for the insert mold production.Thread options are ways for the manufacturer to place pipes, screws or anything else into the mold at the specified location. It could also mean a mold for the screw to be inserted into.The aim is to ensure that the mold does not make the product insert. As the product needs to be connected to external conduits in many ways, the mold will allow the product to stay functional and useful.Insert Molding Materials:There are many kinds of materials used in an insert molding operation.The molding material or the plastic resin is chosen based on the mold, the material of the product and other factors like chemical bonding, additive manufacturing, mechanical bond, and the wall thickness of the finished 3D print product.The main focus is to ensure that the mold will be viable and sustainable through the process of molding.1. Thermoplastics:These are plastic molding process materials that are considered eco-friendly because they can be used multiple times.They are resistant to chemicals and are a good option for ensuring variance and sheen in the molding process.These are the main types of thermoplastic materials available in the market:a. Polyethylene:This thermoplastic polymer is chemical resistant and also has high toughness, dielectric and impermeability characteristics.The usual polyethylene thermoplastics in the market are HDPE, MDPE, and LDPE.They are considered lightweight thermoplastic materials.b. Polystyrene:These are lightweight and clear plastics that have a low melting point.They are acid and base resistant and are commonly used for everyday mainstream products like consumer products and medical devices etc.c. Nylon:This is a strong and sturdy plastic type that can resist chemicals as well as abrasions.It has such a high melting point that it can even replace metal in various applications.That makes it a highly desired material in heavy products that are used in manufacturing and extraction.2. Thermosets:Thermosets have a close resemblance to thermoplastics but they cannot be recycled in any way and are not too eco-friendly.Here are a few kinds of thermosets that can be used in product manufacturing like medical devices that are made with stainless steel.a. Phenolic:The plastic has high chemical resistance to halogenated solvents and is usually IL 94V 0 approved.They are used in highly specialized operations when certain restrictions apply.b. Epoxy:They become permanently hard after processing and have no melting point. This makes them very suitable for challenging uses.They have the best adhesion as well as high resistance to heat and chemicals.3. Elastomers:The synthetic and natural polymers like rubber are included in the elastomer category.These polymers are of significance due to their elasticity and recyclability.They are very eco-friendly materials and are ideal for home appliances and automotive product manufacturing.a. Natural Rubber:Natural rubber is durable and highly flexible.It is used in tire making and various other household appliance manufacturing.b. Polyurethane:Polyurethane has exceptional abrasion resistance, and wear and tear tolerance.This plastic is highly elastic and it is also impact resistant. The material is long lasting and has a high-temperature tolerance.Insert Molding vs Conventional Plastic Injection MoldingOne of the most needed features during the process of plastic injection moulding is to fasten two parts together. It is hence required to add more than one metal insert into the plastic part.However, most plastic materials that we know often lack the mechanical properties to fasten the two parts effectively. Threads within the plastic part can wear and tear very fast and will not create effective fastening of the two parts. This often results in failed/poor quality parts.Metal inserts, however, enhance the properties of plastics and ensure efficient fastening of the two parts.Injection molding is hence the process of injecting one or more plastic resins (molten state) to create a finished part.Coming down to the next process, what is overmolding?Overmolding, on the other hand, is a process that involves molding a plastic layer over a previously molded part. Overmolded plastics are hence produced in a two-step process.Insert molding technology brings forth the advantage of joining two separate parts to form a single product in a single step.Benefits of the Insert molding processAs stated earlier, the insert molding process is used in developing parts that are stronger and sturdier than the other options. Here is how this plastic molding process (insert molding) is a better and more efficient option for your molding needs:The materials in the insert molding design are chosen specifically for the product application. This ensures that the material is going to be suited for all types of products, commercial or domestic. The process of insert molding is cheaper and cost-efficient as compared to other processes of molding. Since insert molding is a one step process, there is an overall reduction in the assembly and labor costs.Insert molded components are free from failures, misalignment, loose halves, etc. This makes the process is also considered much more reliable and trusted than other methods because it does not require any assembly processes.Insert molding offers design flexibility and the ability to create uniquely shaped parts that are used in various commercial and industrial applications.The entire product is made of one sheet of plastic.Insert molding design is also used to manufacture domestic appliances that are found in homes. The insert mold allows the product to develop shape and have a good exterior finish.The insert mold products can be developed decoratively and can be used to manufacture products that are used for semi-decorative purposes.Insert molding applicationsAs mentioned in the earlier sections, insert molding is a highly advanced technology in the field of plastic injection molding. Additionally, it is considered more efficient as compared to conventional processes.Insert moulding process is not just favored for the reduced assembly and labor costs but also improves the functionality of the parts by reducing the weight and size, and enhancing the strength and structure.This is perhaps the reason why insert molding finds its utility in a wide range of industries like the automotive sector, consumer goods, medical industry, electronics, aerospace, etc.From medical instruments like tube valves, needle hubs to knobs for electrical appliances, controls, electrical components, assemblies, etc, insert molding is an in-demand technology.Insert molding technology is also used to develop compact products because it is developed in comparatively smaller machinery. So the final product is compact in size. The products inovermolding are much larger in size and manufacturing through overmolding requires longer periods of time.Injection molding types are best used for smaller products that are focused on commercial uses that require soft grip, additive manufacturing, and laser sintering.The products that are used in heavy machinery are conventionally developed through overmolding as this process of mold tooling makes the product highly strong and sturdy.Insert molding also keeps the product long-lasting and of high quality, but not on an industrial level, as this requires a certain design for manufacturability.Plastic insert molding is also conducted at home and small garages but the overmold process requires proper manufacturing location like a plastics manufacturing company for product development and design engineering.Final words:In conclusion, insert molding design as a process is better than other forms of molding.Mainly because other forms of molding are older technology and insert molding design is the latest technology available.When it came out, it was considered a breakthrough and it has been around for a while.Insert molding design is the best way to ensure that the product that is manufactured is lightweight.Most manufacturers and designers agree that insert molding is one of the most efficient plastic injection molding technologies. It offers the ability to work with a wide range of materials and create complex part geometries.The cost savings and the improved designs lead to efficient manufacturability and customer satisfaction too.。
Autodesk Simulation Moldflow 塑料注射模具注射模拟软件说明书
Plastics made perfect.Autodesk®Simulation Moldflow®Plastic injection moldingsimulation of a concept consumer printer. Designed in Autodesk ® Inventor ® software. Simulated in Autodesk ® Simulation Moldflow ® software. Rendered in Autodesk ® 3ds Max ® software.11Autodesk ® Simulation Moldflow ® plastic injection molding software, part of the Autodesk Simulation solution for Digital Prototyping, provides tools that help manufacturers predict, optimize, and validate the design of plastic parts, injection molds, and e xtrusion dies. Companies worldwide use Autodesk ® Simulation Moldflow ® Adviser and Autodesk ® Simulation Moldflow ® Insight software to help reduce the need for costly physical proto-types, reduce potential manufacturing defects, and get innovative products to market faster.Autodesk Simulation Moldflow Product Line Autodesk is dedicated to providing a wide range of injection molding simulation tools to help CAE analysts, designers, engineers, mold makers, and molding professionals create more accurate digital prototypes and bring better products to market at less cost.Validation and Optimization of Plastic PartsInnovative plastic resins and functional plastic part designs are on the rise in almost every industry. Plastics and fiber-filled composites answer growing pressures to reduce costs and cut time to market. The need for simulation tools that provide deep insight into the plastic injection molding process hasnever been greater.2Hot Runner SystemsModel hot runner system components and set up sequential valve gates to help eliminate weld lines and control the packing phase.Plastic Flow SimulationSimulate the flow of melted plastic to help optimize plastic part and injection mold designs, reduce potential part defects, and improve the molding process.Part DefectsDetermine potential part defects such as weld lines, air traps, and sink marks, then rework designs to help avoid these problems.Thermoplastic FillingSimulate the filling phase of the thermoplasticinjection molding process to help predict the flow of melted plastic and fill mold cavities uniformly; avoid short shots; and eliminate, minimize, or reposition weld lines and air traps.Thermoplastic PackingOptimize packing profiles and visualize magnitude and distribution of volumetric shrinkage to help minimize plastic part warpage and reduce defectssuch as sink marks.Part Layout SimulationValidate and optimize plastic parts, injection molds, resinselection, and the injection molding process.Feed System SimulationModel and optimize hot and cold runner systems and gating configurations. Improve part surfaces, minimize part warpage, and reduce cycle times.Gate LocationIdentify up to 10 gate locations simultaneously. Minimize injection pressure and exclude specific areas when determining gate location.Runner Design WizardCreate feed systems based on inputs for layout, size, and type of components, such as sprues, runners, and gates.Balancing RunnersBalance runner systems of single-cavity, multicavity, and family mold layouts so parts fill simultaneously,reducing stress levels and volume of material.3Mold Cooling SimulationImprove cooling system efficiency, minimize part warpage, achieve smooth surfaces, and reduce cycle times.Cooling Component ModelingAnalyze a mold’s cooling system efficiency.Model cooling circuits, baffles, bubblers, and mold inserts and bases.Cooling System AnalysisOptimize mold and cooling circuit designs to help achieve uniform part cooling, minimize cycle times, reduce part warpage, and decrease manufacturing costs.WarpagePredict warpage resulting from process-induced stresses. Identify where warpage might occur and optimize part and mold design, materialchoice, and processing parameters to help control part deformation.Core Shift ControlMinimize the movement of mold cores by deter-mining ideal processing conditions for injection pressure, packing profile, and gate locations.Fiber Orientation and BreakageControl fiber orientation within plastics to help reduce part shrinkage and warpage across the molded part.CAE Data ExchangeValidate and optimize plastic part designs using tools to exchange data with mechanical simulation software. CAE data exchange is available with Autodesk ® Simulation, ANSYS ®, and Abaqus ®software to predict the real-life behavior of plasticparts by using as-manufactured material properties.Rapid Heat Cycle MoldingSet up variable mold surface temperature profiles to maintain warmer temperatures during filling to achieve smooth surfaces; reduce temperatures in the packing and cooling phases to help freeze parts and decrease cycle times.Shrinkage and Warpage SimulationEvaluate plastic part and injection mold designs to help control shrinkage and warpage.ShrinkageMeet part tolerances by predicting part shrinkage based on processing parameters and grade-specificmaterial data.4Thermoset Flow SimulationSimulate thermoset injection molding, RIM/SRIM, resin transfer molding, and rubber compound injection molding.Reactive Injection MoldingPredict how molds will fill with or without fiber-reinforced preforms. Help avoid short shots due to pregelation of resin, and identify air traps and problematic weld lines. Balance runner systems, select molding machine size, and evaluate thermoset materials.Microchip EncapsulationSimulate encapsulation of semiconductor chips with reactive resins and the interconnectivity of electrical chips. Predict bonding wire deformation within the cavity and shifting of the lead frame due to pressure imbalances.Underfill EncapsulationSimulate flip-chip encapsulation to predictmaterial flow in the cavity between the chip andthe substrate.Specialized Simulation ToolsSolve design challenges with simulation.Insert OvermoldingRun an insert overmolding simulation to helpdetermine the impact of mold inserts on melt flow, cooling rate, and part warpage.Two-Shot Sequential OvermoldingSimulate the two-shot sequential overmolding process: one part is filled; the tool opens and indexes to a new position; and a second part is molded over the first.BirefringencePredict optical performance of an injection-molded plastic part by evaluating refractive index changes that result from process-induced stresses. Evaluate multiple materials, processing conditions, and gate and runner designs to help control birefringence in the part.MuCell ®MuCell ® (from Trexel, Inc.) simulation results include filling pattern, injection pressure, and cell size. These are all critical factors in optimizing a given part for the process, as well as theprocess itself.Specialized Molding ProcessesSimulate a wide range of plastic injection molding processes and specialized process applications.Gas-Assisted Injection MoldingDetermine where to position polymer and gas entrances, how much plastic to inject prior to gas injection, and how to optimize size and placement of gas channels.Co-Injection MoldingVisualize the advancement of skin and core materials in the cavity and view the dynamic relationship between the two materials as filling progresses. Optimize material combinations while maximizing the product's cost-performance ratio.Injection-Compression MoldingSimulate simultaneous or sequential polymer injection and mold compression. Evaluate material candidates, part and mold design,and processing conditions.5CAD Interoperability and MeshingUse tools for native CAD model translation and optimization. Autodesk Simulation Moldflow provides geometry support for thin-walled parts and thick and solid applications. Select meshtype based on desired simulation accuracy and solution time.CAD Solid ModelsImport and mesh solid geometry from Parasolid ®-based CAD systems, Autodesk ® Inventor ® software, CATIA ® V%, Pro/ENGINEER ®, Creo ® Elements/Pro, Autodesk ® Alias ®, Siemens ® NX ®, Rhino ®, and SolidWorks ®, as well as ACIS®, IGES, and STEP universal files.Error Checking and RepairScan imported geometry and automatically fix defects that can occur when translating a model from CAD software.Centerline Import/ExportImport and export feed system and coolingchannel centerlines from and to CAD software, to help decrease modeling time and avoid runner and cooling channel modeling errors.Autodesk Simulation Moldflow CAD Doctor Check, correct, heal, and simplify solid models imported from 3D CAD systems to prepare for simulation.3D SimulationsPerform 3D simulations on complex geometry using a solid, tetrahedral, finite element mesh technique. This approach is ideal for electrical connectors, thick structural components, and geometries with thickness variations.Dual Domain TechnologySimulate solid models of thin-walled parts using Dual Domain™ technology. Work directly from 3D solid CAD models, leading to easier simulation of design iterations.Midplane MeshesGenerate 2D planar surface meshes with assignedthicknesses for thin-walled parts.6Results Interpretation and PresentationUse a wide range of tools for model visualization, results evaluation, and presentation.Results AdviserQuery regions of a model to identify primary causes of short shots and poor part or cooling quality. Get suggestions on how to correct the part, mold, or process.Photorealistic Defect VisualizationIntegration with Autodesk ® Showcase ® software enhances quality assessments of plastic parts by examining near-photorealistic renderings of digital prototypes.Automatic Reporting ToolsUse the Report Generation wizard to create web-based reports. Prepare and share simulation results more quickly and easily with customers, vendors, and team members.Microsoft Office Export CapabilityExport results and images for use in Microsoft ® Word reports and PowerPoint ® presentations.Autodesk Simulation Moldflow Communicator Collaborate with manufacturing personnel, procurement engineers, suppliers, and external customers using Autodesk ® Simulation Moldflow ® Communicator software. Use the Autodesk Simulation Moldflow Communicator resultsviewer to export results from Autodesk Simulation Moldflow software so stakeholders can more easily visualize, quantify, and compare simulation results.Material DataImprove simulation accuracy with precise material data.Material DatabaseUse the built-in material database of grade- specific information on more than 8,500 plastic materials characterized for use in plastic injection molding simulation.Autodesk Simulation Moldflow Plastics Labs Get plastic material testing services, expert data-fitting services, and extensive material databases with the Autodesk ® Simulation Moldflow ® Plastics Labs.Productivity ToolsUse advisers and extensive help to boost productivity.Cost AdviserLearn what drives part costs to help minimize those costs. Estimate product costs based on material choice, cycle time, post-molding operations, and fixed costs.Design AdviserQuickly identify areas of plastic parts that violate design guidelines related to the injection molding process.HelpGet help on a results plot, including information on what to look for and how to correct typical problems. Learn more about solver theory, interpreting simulation results, and designing better plastic parts and injection molds.Results Evaluation and Productivity ToolsVisualize and evaluate simulation results, and use automatic reporting tools to share the results with stakeholders. Take advantage of features such as a material database and advisersto further boost productivity.Automation and CustomizationAutomate common tasks and customize Autodesk Simulation Moldflow software for your organization.API ToolsApplication programming interface (API) tools enable you to automate common tasks, customize the user interface, work with third-party applications, and help implement corporatestandards and best practices.Feature ComparisonCompare the features of Autodesk Simulation Moldflow products to learn how Autodesk Simulation Moldflow Adviser and Autodesk Simulation Moldflow Insight software can help meet the needs of your organization.78。
Mold Design Guide
Mold Design GuidelineChapter 1 Summarize1. Desire of an excellent mold design:(1)Good quality of molding part(2)longer life of tool(3)facility for manufacture(4)convenience for mold repairing and maintenance(5)safety for molding(6)less circle time of moldingChapter 2 Important information that should be collected when begins to design:1. Essential information for design is from the 3D and 2D part file or the sample of model. Analyze the model first, and check the issues listed follow:(1)Dimensions of product(a)remarkable dimensions and tolerance(b)volumes(c)project area(d)wall thickness(2) Enough daft(3) Specification of resin(a)shrinkage(b)percentage of glass fiber(c)causticity(d)Max. length of plastic flow(4) Surface treatment(a)visible surface and invisible surface(b)cosmetic surface and grade of texture(5) Color of product or transparency(6) Post-treatment(a)auxiliary runner to fix when plating and painting(b)deformation and secondary shrinkage after heat treatment3. Quantity of a batch of order4. Specification of injection machine(1) Volumes of product and max. injection volumes of inject machine(2) Tone of inject machine(3) Sphere radius, inner radius, and length of nozzle(4) Position of mounting hole of back plate(5) Distance between bar(6) Mold allowed thickness(7) Position and diameter of eject barChapter 3 Routing of mold design1, check drawing and sample(1)wall thickness(a)shrink mark at too thick area(b)too thin area cause plastic flow difficulty(2)draft(a)adequate daft at core side and cavity side(b)2, inject machine(1)Enough clamp force(2)Enough injection volume(3)Enough place for mold mounting, opening, ejection(4)Enough length of nozzle to reach sprue of mold3, cavities and layout(1)Amount of cavity conclude from these follow issues:(a)Volumes of part and max. volumes of inject machine(b)Mold size(c)Accuracy of product(2) Make sure that all cavities in a mold are same resin and same color4, Parting surface(1)Make sure that parting line is not on unallowable surface(2)Try to make parting surface is tangent each other(3)Make sure that radius is a little larger than mill tool when you add a round to make partingsurface tangent(4)Make sure total area of parting surface is large enough to keep cavity strong from collapse ordeformation5, Under cut, slider, lifter, cavity, core, insert(1)Make sure all part of mold do not interfere when mold open, eject, close(2)Make sure all of this kind of part are convenient for manufacture and assembly(3)Material and Hardness(a) Cavity and core: S136 Hardness: HRC 50±2(b) Slider, lifter, insert: S136 Hardness: HRC 50±2(4) Changeable insert should be installed by screw and uninstall without disassembling mold6, Runner system design(1)it is a important require of the mold which gate should be auto-cut and runner fall down freely(2)For pin point mold, the runner must auto fall down(3)Be sure the plastic flow balance(4)Be sure gate is at the wide and thick wall of product(5)Avoid flow front striking the cavity or insert(6)Avoid gate mark appear on any visible surface7, Vent(1)8, Water line(1) Nipple on the opposite side of operator9, eject system design(1)Make sure the product and runner can fall down freely when molding by mini machine10, Mold open guide system design(1)Interlock should be add on cavity to prevent product being unmatched(a)Interlock must be equipped on cavity when design mold of “fan” or “motor support” part(2) Interlock should be add on mold base to prevent product being unmatched(a) Straight side interlock must be equipped when angle of contact taped surface of cavity andcore is small11, Mold base(1)At least 1mm distance between A and B plate(2)“H” type mold base should be chosen when mold base width is larger than 350mm(3)Material and Hardness(a) Heel, wear plate: DF-2 Hardness: HRC 60 2(b) Important part of mold: P20(c) Unimportant part of mold such as support pillar, mount plate: S50C(d) Tool for molding PVC sample must be made of stainless steel. Part of mold base useLKM 2316H. Cavity and core use S13612, Mold assembly drawing(1)mold assembly drawing is for showing how mold assembly together and for ordering moldbase standard part, material of nonstandard part(2)mold size, mold cavity size, offset datum, upward, sprue size, locating ring, runner size, gatesize must be dimension(3)Screw is unnecessary to list in the BOM(bill of material)13, Mold part drawing(1)it is unnecessary to dim shape manufactured by NC, wire cut, EDM(2)material size, hole size, any dimension which made by traditional manufacture need be shown 14 Mold design checks and approveChapter 3 Items for audit mold design1,Standard part(A), Mold base*(1), Mold base supplier should be LKM or Ming Lee except other inform*(2), Mold base should be made by stainless steel if molding resin is PVC or other causticity resin *(3), “H” type mold base should be chosen when the width of the mold base is mor e than 350mm *(4), Distance between “A” plate and “B” plate is at least 1mm.Especialy,it is 2mm if mold base is larger than 500mm*(5), Prying slot on “A” plate for every mold base is 5mm of thickness*(6), A mount of STP on eject plate is at least 4 .It should be more if the length is more than350mm/(7), Design for eject guide, tapped hole for eyebolt, dimensions of clamping slot should refer to the technical information from mold base vendor/(8), Two eject holes is necessary when sprue center offset from the center of the mold base(B), Other part*(1), Mold of WIK is metric except other informs/(2), Stepped eject pin should be chosen if the diameter of it is less than 2mm/(3), Mold lock should be added/(4), Chamfer on the corner of the plate2,Nonstandard part(A), Cavity/(1), Steel of lifter, internal slider is 8407(2), Slider insert tape at the surface of slide direction(3), When you split a new mold, first try to make the parting surface flat, If can not be flat, then try to make it straight which can be wire_cut, If can not be straight also, please try to make it smooth which can be CNC milling directly, and the minimum radius is more than R3.0(4), If the parting surface split the visible surface on the part, please make sure there are interlock on the parting surface.surface(5). If the slides move in a slot, try to make the slider taper where tough the core or cavity.Draft(6). If there are 2 long and thin insert pin tough or 1 insert pin tough core or cavity on the end side, please make a guide for them.Guide for insertseasy and venting better.Guide for slider pin(8). If there are inserts or sliders insert core or cavity, then there must be draft on the side surface of the inserts or sliders.(9). If the parting surface are along a smooth surface, the parting surface should be extend a distance then make it flat.*(10), Insert should be designed to make sure the mechanician could not have failed to mount the insert correctly/(11), Note should be punch on the surface of part, which contain the hardness and part number/(12), The distance between every SHC screw, which mounts the cavity, is 100mm at most /(13), Chamfer at the corner of cavity should be designed to indicate the datum(B), Other part/(1), Angle pin should be design to make sure the slider will move when the mold opening *(2), Heel should be designed to sustain the internal slider to bear the pressure of injectionHeel to sustaininternal slider*(3), Switch should be used to confirm the eject returning back*(4), Steel that grinds with slider should be hardened*(5), PU washer should be added to puller bolts*(6), Wire outside of mold base should be protected and fixed on the surface of the mold baseSome of the item is the special requires of WIK’s mold for it s mold vendor and mold design department. Every item must be obeyed strictly. The item will be mark with “*”Some of the item is the normal requires for mold design and good for molding and manufacture. It is best for mold designer to follow these good instruments. The item will be mark with “/”Daft:Check:Approve:Update date: 6-Jan, 05。
注塑件镶嵌螺母工艺流程

注塑件镶嵌螺母工艺流程The process of embedding nuts in injection molded parts is an essential technique used in various industries. This process involves securely attaching nuts to plastic components during the injection molding process, providinga reliable and efficient solution for joining parts together. In this discussion, we will explore the different aspects of the injection molding process for embedding nuts, including the materials used, the equipment required, the steps involved, the advantages and limitations, and the industries that commonly utilize this technique.To begin with, let's delve into the materials used in the injection molding process for embedding nuts. Theplastic material chosen for the part should have suitable properties, such as high strength, good dimensional stability, and compatibility with the nut material. Commonly used plastics include ABS, nylon, polycarbonate, and polypropylene. The nut itself is typically made from metal, such as steel or brass, to provide the necessarystrength and durability.Moving on to the equipment required for the process, specialized injection molding machines equipped with insert molding capabilities are utilized. These machines have the ability to hold the nut securely in place while injecting molten plastic around it. Additionally, molds with specific features, such as an undercut or cavity, are designed to accommodate the nut during the molding process.Now let's discuss the steps involved in embedding nuts in injection molded parts. The process begins with the preparation of the mold, which includes placing the nuts in their designated positions within the mold cavities. The mold is then closed, and the injection molding machine starts the cycle. Molten plastic material is injected into the mold under high pressure, surrounding and encapsulating the nuts. After the plastic has cooled and solidified, the mold opens, and the finished part, with the nuts securely embedded, is ejected.One of the significant advantages of embedding nuts ininjection molded parts is the enhanced strength anddurability of the assembly. By integrating the nutsdirectly into the plastic component, a more robust and reliable connection is achieved compared to traditional methods, such as post-molding fastening. This techniquealso allows for more design flexibility, as the nuts can be positioned precisely in complex geometries, enablingefficient assembly and reducing the need for additional fasteners.However, it is important to consider the limitations of this process. The size of the nut and the complexity of the part design can impact the feasibility of embedding nuts. Smaller nuts may be challenging to handle during themolding process, while intricate part geometries mayrequire careful mold design to ensure proper nut placement and adequate plastic flow. Additionally, the cost of the equipment and tooling required for insert molding can be higher compared to conventional injection molding processes.The technique of embedding nuts in injection moldedparts finds applications in various industries. Automotive,electronics, and consumer goods sectors commonly utilize this process to manufacture components such as housing enclosures, brackets, and handles. These industries benefit from the improved strength and assembly efficiency provided by the embedded nuts, resulting in cost-effective and high-quality products.In conclusion, the process of embedding nuts in injection molded parts is a crucial technique that offers numerous advantages in terms of strength, designflexibility, and assembly efficiency. By utilizing suitable materials, specialized equipment, and careful mold design, manufacturers can achieve reliable and durable connections between plastic components and nuts. Despite some limitations, this technique finds widespread use in industries where strong and efficient assembly is required, contributing to the production of high-quality products.。
Designfax 1 - Design Considerations for Injection Molded Parts
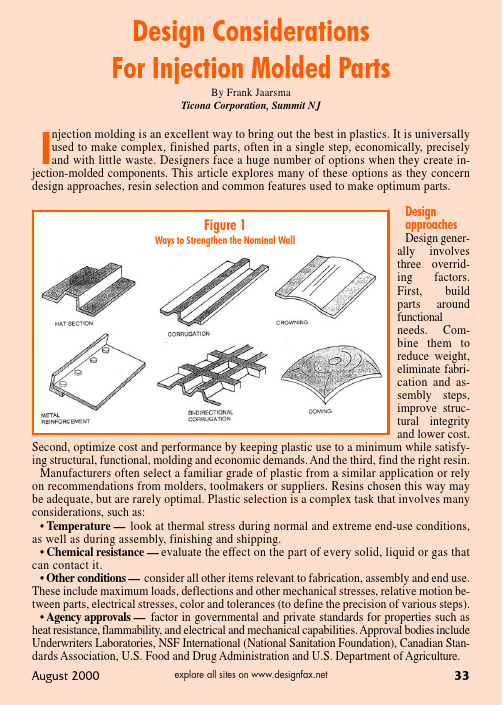
Injection molding is an excellent way to bring out the best in plastics. It is universally used to make complex, finished parts, often in a single step, economically, precisely and with little waste. Designers face a huge number of options when they create in-jection-molded components. This article explores many of these options as they concern design approaches, resin selection and common features used to make optimum parts.Design approachesDesign gener-ally involves three overrid-ing factors.First, build parts around functionalneeds. Com-bine them to reduce weight,eliminate fabri-cation and as-sembly steps,improve struc-tural integrity and lower cost.Second, optimize cost and performance by keeping plastic use to a minimum while satisfy-ing structural, functional, molding and economic demands. And the third, find the right resin.Manufacturers often select a familiar grade of plastic from a similar application or rely on recommendations from molders, toolmakers or suppliers. Resins chosen this way may be adequate, but are rarely optimal. Plastic selection is a complex task that involves many considerations, such as:• Temperature —look at thermal stress during normal and extreme end-use conditions,as well as during assembly, finishing and shipping.• Chemical resistance — evaluate the effect on the part of every solid, liquid or gas that can contact it.• Other conditions —consider all other items relevant to fabrication, assembly and end use.These include maximum loads, deflections and other mechanical stresses, relative motion be-tween parts, electrical stresses, color and tolerances (to define the precision of various steps).• Agency approvals —factor in governmental and private standards for properties such as heat resistance, flammability, and electrical and mechanical capabilities. Approval bodies include Underwriters Laboratories, NSF International (National Sanitation Foundation), Canadian Stan-dards Association, U.S. Food and Drug Administration and U.S. Department of Agriculture.Design Considerations For Injection Molded PartsBy Frank JaarsmaTicona Corporation,Summit NJFigure 1Ways to Strengthen the Nominal Wall• Assembly —ensure the proposed plastic works with all assembly steps, such as sol-vent bonding, mechanical fasteners or ultra-sonic welding.• Finish —also ensure the plastic can pro-vide the desired gloss, smoothness and other appearance values as it comes from the mold or that it can be finished economically.• Cost —use total finished-part cost to guide design. In addition to resin pricing,factor in manufacturing, maintenance, as-sembly and disassembly to reduce labor,tooling, finishing and other costs.• Availability —make sure the resin is available in the amount needed for production.Part elementsInjection-molded plastic parts tend to have similar elements. They all have walls of a certain thickness (the nominal wall) and usually have one or more of the following:ribs to add strength; bosses as points of at-tachment; radii where surfaces intersect;and open internal spaces.Walls should be as thin as possible with-out sacrificing mechanical integrity. Depend-ing on the plastic used, wall thickness in in-jection-molded plastic parts usually is 0.03to 0.19 in. For instance, typical thicknesses with acetal fall between 0.03 and 0.12 in.,while with polyester they are 0.025 to 0.125in. (Table 1) If walls are too thin, parts can fail under load. If they are too thick, prod-ucts can be unattractive, overweight or expensive, and take too long to mold.Wall thick-ness should not vary more than 10 to 25 per-cent. If greater variations are unavoidable,transitions should be grad-ual and the polymer should flow toward the thin sections, so thick areas fill well and stress is minimized.Designers in-crease part strength and stiffness in sev-eral ways. One option is toswitch to a different plastic or a glass-rein-forced version of the same resin. Anotherpossibility is to thicken the nominal wall,but this can add cost and molding time. A third way is to beef up the part with ribs,gussets (small triangular ribs), corrugations,crowning and other features.Ribs are most commonly used to add strength. They are varied in height and number according to load and available space. Multiple, evenly spaced ribs usually distribute loads better than one large rib.The thickness of a rib at its base is usually half that of the adjacent wall, but can equalthat of the wall if structural integrity mat-ters more than appearance or if the resin Table 1 — Typical Nominal Thickness for Various ThermoplasticsAcrilonitrile-butadiene-styrene (ABS)0.045-0.140Acetal 0.030-0.120Acrylic 0.025-0.150Liquid crystal polymer 0.008-0.120Long-fiber reinforced plastics 0.075-1.000Nylon 0.010-0.115Polycarbonate 0.040-0.150Polyester 0.025-0.125Polyethylene 0.030-0.200Polyphenylene sulfide 0.020-0.180Polypropylene 0.025-0.150Polystyrene 0.035-0.150Polyurethane 0.080-0.750Polyvinyl chloride 0.040-0.150Table 1 Typical Nominal Thickness for Various Thermoplasticshas little shrinkage. Rib height is typically 2.5 to three times wall thickness.When attachment points and points of alignment are needed, bosses are added. They too should be no thicker than the nominal wall and can be strengthened by gussets to counter lateral forces. In bosses for self-tapping screws, configure inside diameter and wall thick-ness to avoid excessive hoop stress. When molding-in a tapered pipe thread, avoid a wedging action on the boss and, if possible, use the male rather than female thread. Stress that accumulates in sharp corners as a plastic shrinks after molding can cause fail-ure under high load or impact. To avoid this, use generous radii on corners where ribs, bosses, sidewalls and other features connect. Inside corner radii (fillets) vary with stress. In stress-free areas, radii can be as small as 0.005 in., while those where loads are high should have radii of over 0.02 in. The radius of an outside corner should equal that of theinside corner plus the wall thickness. Cores add openings in parts to reduce weight or provide mounting points. They are created by pins that project into the mold cavity. The minimum core size depends on how well its pin can withstand the force of flowing plastic. Pins for blind holes are sup-ported at one side of the mold. Their depth should be less than three times their diameter or minimum cross-section (or less than 2 times, if the minimal dimension is under 0.25in.). Cores that extend to other parts of the mold can be twice as long as blind cores, because they are supported at both ends. Mold releaseParts should be designed so mold tools open and eject the part easily. This is most often done by tapering ribs, bosses and other elements. Taper (or draft) should be at least 0.5 deg. per side, although 1.5 to 3 deg. per side is more common. Draft alsoFigure 2 Design of Bossesdepends on mold surface finish, and increases at least 1 deg. per side for each 0.001-in.depth of texture. A1 deg. draft yields a 0.017-in. taper per inch of length.Design parts to keep the mold as simple as possible, because complex parts may need expensive tooling with involved mechanical movements, such as side action, cams, pullers and collapsing cores, to enable release. This means considering where parting lines, un-dercuts and other features fall in the mold. In some cases, special mold surface treatments or a mold release spray may be needed.In general, approach the design of plastic parts from a system standpoint. Choices made in the material selected, design of the overall part and its elements and the assembly meth-ods chosen influence each other. As the design process progresses from concept to pro-duction, these choices should be reevaluated repeatedly.This article is the first in a four-part series that reviews basic concepts for designing and fab-ricating plastic parts. The next installments will look at major plastic families and make sense of the properties used to describe them.Circle 425 - Ticona or connect directly to their website via the Online Reader Service Program at /004df-425An additional illustration, “Rib Design for Reinforcing Thermoplastic Parts,” accompanies the version of this article posted to our website .。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
General design guide for injection molded part1. Design Process [after Robert A. Malloy, Plastic Part Design for Injection Molding, Hanser Gardner, 1994]There are a number if different approaches that can be taken when developing a new product. Historically, new parts or products were developed using a Sequential Engineering approach to design, which begins with a new product idea generated by marketing groups and ends up with the manufacturing stage. The problem with this approach is that it may not result in an optimum design, and will no doubt take more time and money than would be required using a more Concurrent Engineering approach. The concept of concurrent engineering can be illustrated by the following figure. This "Parallel" or "Concurrent Engineering" approach to product design reduces development time, improves quality, and minimizes the potential for unanticipated production or performance problems.Concurrent Design Process for Plastic Injection Molded Parts (after Malloy)2. General Guidelines for injection molding[Douglas M. Bryce](a). Determine required clamp forceclamp force=projected area * injection pressureThe projected area of the part can be found based on the geometry of the part. The thickness is important only if it is more than 1 inch. For every inch of thickness over 1 inch, the total clamp force must be increased by 10 percent.The injection pressure must vary with the flow ability of the material. The typical value for injection pressure is between 2 to 8 tons per square inch (or28,000~110,000 KPa). As a rule of thumb, 4 or 5 tons/inch^2 (55,000~69,000 KPa) can be used for most products. For example, if polycarbonate has been selected, then the injection pressure could be 5 tons per square inch.Too low a clamping force can lead to flash, or non-filled parts; too high a clamping force can lead to mold damage.(b). Determine the injection molding cost for a specific productFor calculating actual manufacturing cost, the following information is needed:1. Material cost.The material cost can be determined using the following three-step formula:(1). Determine the total volume of the part (inch3).total volume =volume of the runner system +volume of the part.(2). Determine the weight per unit volume (lb/inch3).(3). Determine the cost per unit weight.cost= (cost / lb) * (lb / inch3) * (inch3)2. Machine cost.The total machine cost is determined by the machine hourly rate(the hourly cost of machine and operator) and overall cycle time (so-called gate-to-gate cycle time).The dominant effect in determining cycle time is the time it takes to cool the part, and cooling time depends on wall thickness. The cooling time for a plate-like part of thickness, h, can be estimated using this formula: [Tim .A. Osswald]T m-melt temperatureT w-mold(wall) temperatureT d-average part temperature at ejection-thermal diffusivityThe following table provides some information about the wall thickness and corresponding overall cycle time.Wall thikness, the melt temperature, and mold wall temperature as well as the final part temperature when it is ejected all have effects on the cooling time. The melt temperature is usually available from the manufacturer. The suggested melt temperature and mold wall temperature are listed in the tables below.(c). Estimate the gate-to-gate cycle timeThe following table shows the typical time estimates. The actual cycle time is less than the sum of these values, because there are overlaps between some operations. As shown, the cooling time is the most important part.(d). Determine the wall thickness(1). Design guidelines:•All walls should be equal thickness if possible.•If a thicker wall is needed, a gentle transition should bespecified.•To avoid sink marks, ribs should be 2/3 the wall thickness, gussets should be 1/2 the wall thickness.•Sharp corners should be eliminated by using radii.(2). The wall thickness is mainly determined by the flow ability of the plastic. The ability to flow also determines how far a plastic can be injected for a specific wall thickness of product.The approximate maximum flow-path-to-thickness ratio of some common thermoplastics are listed here:The following table is a listing of common materials and the wall thickness they can flow through.This table shows that an easy-flow material (such as crystalline nylon) allows thinner wall.(e). Determine the runner system(1). General guidelines for runner and gate design:- The runner cross section diameter also depends upon the type of plastic being molded. High-viscosity(very stiff) materials require larger-diameter runners than low-viscosity materials.- The longer the flow path the plastic must travel along, the larger the runner diameter must be at the start.- Right-angled turn in a runner system requires an additional 20% increase in the diameter to compensate for pressure drops.- A part should be gated into its thickest section, from thick to thin, never the reverse.- Cavity sets should be located as close to the sprue as possible to minimize travel time and distance.(2). Runner diameters for some common materials(3).Hot runnersThe purpose for hot runner system is to reduce the overall cycle times. The advantage of the hot runner system is that the runner does not have to be included in the calculation of cycle times. The cooling portion of the molding cycle only applies to the molded part and the overall cycle can be much shorter than if runners were included.3. Parameter Change versus Property Effect [Douglas M. Bryce]What is the best setting for the injection pressure, back pressure, melt temperature and mold temperature, etc.?-It all depends on the material being molded and the type of mold being used, as well as the status of the injection machine and environmental conditions. Generally, the effect of parameters on the product properties would be:References•C-MOLD Reference Manual,CAE, Ithaca, New York.•Tim A. Osswald, Polymer Processing Fundamentals, Hanser, Munich, 1998.•Robert A. Malloy, Plastic Part Design for Injection Molding, Hanser, Munich, 1994.•Douglas M. Bryce, Plastic Injection Molding: Manufacturing Process Fundamentals, Society of Manufacturing Engineers, Dearborn, 1996. •Douglas M. Bryce, Plastic Injection Molding: Material Selection And Product Design Fundamentals, Society of Manufacturing Engineers,Dearborn, 1997.•Douglas M. Bryce, Plastic Injection Molding: Mold Design and Construction Fundamentals, Society of Manufacturing Engineers,Dearborn, 1998.•Dominick V. Rosato, Donald V. Rosato and M. G. Rosato, Injection Molding Handbook, Kluwer Academic Publishers, Amsterdam, 2000。