柔性制造系统输送及仓储单元研制毕业设计
柔性制造系统装配单元毕业设计
陕西航空职业技术学院毕业设计(论文)毕业设计(或毕业论文)题目:柔性制造系统中装配单元的设计系(部)机电工程系机电一体化技术学生姓名***班级学号*****指导教师***2012 年 4 月 2 日毕业设计任务书机电工程系机电一体化技术专业学生姓名 *** 学号 *****一、毕业设计题目:柔性制造系统中装配单元的设计二、毕业设计时间 2012 年4月2日三、毕业设计地点:陕西航空职业技术学院指导教师 *** 2012 年 4 月 2 日目录第一章装配单元简介 (1)1.1装配单元概述 (1)1.2装配单元的结构组成 (2)第二章装配单元的设计与选用 (6)2.1机械手腕部的结构设计 (6)2.2PLC的选用 (8)2.2.1可编程序控制器的选型与工作过程 (8)2.3PLC程序的实现 (11)2.4可编程序控制器的连接 (13)2.5可编程序控制器的工作过程 (14)2.6可编程序控制器的使用步骤 (14)2.7可编程序控制器的输入输出保护 (15)第三章装配单元的系统控制设计 (17)3.0装配单元机械手装置控制系统的设计方案 (17)3.0.1机械手的运动 (17)3.0.2机械手的驱动方案设计 (17)3.0.3 机械手的坐标型式与自由度 (17)3.0.4 机械手的控制方案设计 (18)3.0.5 机械手的技术参数列表 (19)3.1机械手可编程序控制器控制方案 (20)3.2可编程控制器的抗干扰措施 (23)3.3PLC应注意的问题与解决方法 (25)3.3.1工作环境 (25)3.3.2安装与布线 (25)3.3.3外部安全 (26)第四章电、气路的设计与调试 (27)4.1装配单元的气路设计与连接 (27)4.2装配单元的电路设计与接线 (29)4.3装配单元的程序编制与系统调试 (30)结论 (31)致谢 (32)参考资料 (33)第一章装配单元简介1.1 装配单元概述装配单元是将生产线中分散的两个物料进行装配的过程。
自动化柔性制造系统的研究及方案设计方法
自动化柔性制造系统的研究及方案设计方法摘要制造业是国民经济的主体,是立国之本、兴国之器、强国之基。
制造是把原材料变成有用物品的过程,它包括品设计、材料选择、加工生产、质量保证、管理和营销等一系列有内在联系的运作和活动。
在《中国制造2025》“战略任务和重点”一节中,明确提出“加快推动新一代信息技术与制造技术融合发展把智能制造作为两化深度融合的主攻方;着力发展智能装备和智能产品,推进生产过程智能化;培育新型生产方式,全面提升企业发、生产、管理和服务的智能化水平”。
柔性制造单元恰恰是智能制造系统中直接参与生产的单元,柔性制造单元的好坏直接决定了生产制造环节能否顺利运行。
柔性制造单元(Flexible Manufacturing Cell,简称FMC)是在制造单元的基础上发展起来、具有柔性制造系统部分特点的一种单元。
通常由多台带有受PLC控制的自动夹具、自动冷却、自动门等装置的加工设备同时具有与其配合自动更换零件的装置,具有适应加工多品种产品的灵活性和柔性,可以作为FMS(柔性制造系统)中的基本单元,也可将其视为一个规模最小的FMS(柔性制系统),是FMS(柔性制造系统)向廉价化及小型化方向发展的一种产物。
通常,FMC有托盘交换式和工业机器人搬运式两种不同的组成形式。
柔性制造系统主要由以下三部分组成:多工位的数控加工系统、自动化的物料储运系统和计算机控制的信息系统。
工厂中常见的自动化柔性制造系统。
桁架机械手是一种建立在直角X,Y,Z三坐标系统基础上,对工件进行工位调整,或实现工件的轨迹运动等功能的全自动工业设备,如图3-所示,桁架机械手结构的柔性制造单元。
关节机器人直接搬运的FMC。
由l~4台车削中心或其他数控机床,以及固定安装的回转式机器人和工件存储台等组成,各设备都布置在机器人周围或两侧。
工件在加工过程中的搬运都由机器人自动实现。
此类FMC的优点是设有托板及其自动交换系统,设备费用低,适用于大批量生产,可有效节约人工成本。
柔性生产线立体仓库的设计论文(DOC 41页)
柔性生产线立体仓库的设计论文(DOC 41页)毕业论文基于柔性生产线立体仓库的设计目录摘要 (I)Abstract (II)一、前言 (1)(一)目的和意义 (1)(二)研究领域 (1)二、立体仓库系统各单元结构及其工作原理 (3)(一)立体仓库系统单元结构图 (3)(二)立体仓储库 (3)(三)Z轴运动机构 (4)(四)X\Y轴运动机构 (5)三、系统硬件设计 (6)(一)总体设计 (6)(二)可编程控制器的选型 (6)2.1 S7-200 CPU的选择 (6)2.2 EM232模拟量输出模块 (8)(三)立体仓库的系统介绍MCGS组态软件应用 (9)3.1 立体仓库的简述 (9)3.2 立体仓库的优越性 (10)3.3 立体仓库一般基本组成部分 (11)四、系统的软件设计 (12)(一)系统的总体程序设计 (12)1.1 I/0地址分配表 (12)1.2 系统的程序流程图及程序编制 (12)(二)旋转编码器程序编制..........................................12(三)步进电机的控制及程序编制.. (13)3.1 指令说明 (13)3.2 PTO/PWM控制寄存器 (16)3.3主要程序的编写 (18)(四)控制器的法杖方向 (18)4.1 可编程控制器的构成及工作原理 (19)4.2 可编程控制器的特点 (20)4.3 可编程控制器的主要功能 (20)4.4 电动机的介绍与选择 (21)4.5 变频器的介绍与选择 (24)4.6 接触器的介绍与选择 (25)4.7 目标料仓号及仓位号的设置 (26)五、操作模式和过程 (27)(一)机械手操作模式和过程 (27)结论与展望 (29)参考文献 (30)附录 (31)致谢 (39)一、绪论(一)课题的目的和意义随着我国经济的迅速发展,以及经济全球化的趋势愈发明显,物流产业的发展水平直接影响到了企业自身发展状况,而货物仓储又是物流产业的一个重要环节,当前我国仓储事业发展水平良莠不齐,大部分仓库依然依靠人工管理、搬运,因此搬运效率过低,直接影响物资的流通。
柔性制造系统毕业设计
摘要柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。
它是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。
柔性制造系统的发展趋势大致有两个方面。
一方面是与计算机辅助设计扣辅助制造系统相结合,利用原有产品系列的典型工艺资料,组合设计不同模块,构成各种不同形式的具有物料流和信息流的模块化柔性系统。
另一方面是实现从产品决策、产品设计、生产到销售的整个生产过程自动化,特别是管理层次自动化的计算机集成制造系统。
在这个大系统中,柔性制造系统只是它的一个组成部分。
自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
设计以送料、加工、装配、输送、分拣等工作单元作为自动生产线的整体设计,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
所以,本设计综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
目录第一章概述 (5)第二章总体介绍 (6)一.自动化生产线的基本组成 (6)第三章上料单元 (7)一.上料单元的基本功能 (7)二.上料单元的组成 (7)三.接线端子及主令部件 (8)四.上料单元PLC运行程序 (10)五.上料单元的PLC地址分配 (15)第四章冲压单元 (16)一.冲压单元的组成原理 (16)二.面板接线说明 (18)三.冲压单元PLC运行程序 (20)四.冲压单元PLC地址分配 (26)第五单元落料单元 (27)一.落料单元的组成原理 (27)二.面板接线及说明 (28)三.落料单元的运行程序 (30)四.落料单元PLC地址分配 (35)总结 (36)致谢 (37)参考文献 (37)第一章概述二十世纪以来,为了实现自动化,人们研究和制造了成千上万种自动控制系统,极大地推动了生产劳动、社会服务、军事工程和科学研究等活动。
柔性制造教学实训系统自动化立体仓库设计与实现毕业论文
柔性制造教学实训系统自动化立体仓库设计与实现毕业论文目录摘要 (I)Abstract (II)第一章绪论 (1)1.1本课题的目的及意义 (1)1.2自动化立体仓库的历史及国内外现状 (1)1.3自动化立体仓库的优越性 (1)1.4论文的主要内容 (2)第二章自动化立体仓库系统概述 (3)2.1自动化立体仓库的硬件组成 (3)2.2自动化立体仓库的工作原理 (3)2.3自动化立体仓库的主要控制方式 (4)第三章 PLC控制系统 (6)3.1系统组成 (6)3.2PLC可编程控制器的输入输出接口 (6)第四章 MCGS5.5组态软件系统概述 (7)4.1组态软件的主要特点 (7)4.2组态软件的主要功能 (9)4.3组态软件的应用 (9)第五章用组态软件模拟升降横移式自动化立体仓库 (10)5.1组态软件中的主要组成部分 (11)5.2组态软件中模拟自动化立体仓库 (17)5.3组态软件的框架搭建 (19)5.4组态软件的程序(脚本) (20)5.5组态软件的运动说明 (21)第六章组态软件与PLC的连接 (22)6.1设备连接 (23)6.3数据库设计 (26)小结 (27)参考文献 (29)致谢 (30)附录 (31)摘要随着仓储业的发展,诸多问题随之而来,仓库占地面积太大、空间利用率不高、存取货物的不便。
在问题出现之后,人们发明了立体仓库,并逐渐形成演变为自动化立体仓库。
随着仓储水平的提高,自动仓储在仓储业中应用越来越广泛。
自动仓储的发展,在仓储业中迅速得到广泛应用,自动仓储有着很广阔的前景。
本设计主要利用组态王组态软件来模拟和实现自动仓储的工作原理以及工作流程,介绍西门子 S7-200可编程控制器在自动仓储当中的应用。
实现 PLC对自动化立体仓库进、出货的手动、自动控制,利用组态王组态软件制作人机界面,监控自动仓储控制系统的运行情况,从而实现监视与控制一体化。
自动仓储是物料搬运、仓储科学的一门综合科学技术工程。
工程应用柔性制造系统设计报告

电气工程学院专业综合实验设计报告班级:姓名:学号:设计题目:柔性制造生产线搬运安装站控制系统的设计评定成绩:评定教师:模块式柔性自动化生产线实训系统是一种最为典型的机电一体化、自动化类产品,它是为职业院校、技工学校、教育培训机构等而研制的,它适合机械制造及其自动化、机电一体化、电气工程及自动化、自动化工程、控制工程、测控技术、计算机控制、自动控制、机械电子工程、机械设计与理论、等相关专业的教学和培训。
它在接近工业生产制造现场基础上又针对教学进行了专门设计,强化了各种控制技术和工程实践能力。
柔性自动化实训系统由六个单元组成,分别为上料检测单元、搬运单元、加工与检测单元、安装单元、安装搬运单元和分类单元,每个单元由一套PLC控制器单独控制,这使得柔性自动化生产实训装置可以分成若干完全独立的工作机构。
在设计过程中,不断参阅相关电气设计规范的资料,在设备现场观摩整个系统运作的流程以及控制方式,并借鉴其控制方法和设计思路,通过现场设计和编写控制程序,并反复进行调试和运行找出更合理的控制方法。
关键字:柔性制造;PLC;人机界面;安装搬运单元。
摘要 (Ⅰ)第一章绪论 (1)1.1柔性制造概念和特点 (1)1.2柔性制造与柔性制造系统 (1)1.3 本次课题的主要内容 (2)第二章总体方案设计 (3)2.1 柔性制造系统—安装搬运站 (3)2.2柔性制造系统工作结构图 (3)2.3步进电机的选型 (4)2.4传感器的选型 (5)第三章系统硬件设计 (7)3.1主要组成与功能 (7)3.2器件参数及选型 (7)3.3硬件实物图 (8)3.4气动原理 (8)3.5可编程控制器P L C (9)3.6硬件I/O分配 (10)3.7触摸屏 (11)第四章系统软件设计 (12)4.1 工作流程图 (12)4.2 PLC控制程序SFC框图 (13)4.3 人机界面设计 (13)4.4 系统通信 (14)第五章实验步骤设计与调试 (16)5.1 硬件接线图 (16)5.2 系统仿真 (16)5.2.1 软件仿真 (17)5.2.2 调试过程 (17)5.2.3实验中可能遇到的问题和解决方法 (17)参考文献 (18)附录 (19)第一章绪论1.1柔性制造概念和特点柔性制造的模式其实广泛存在,比如定制,这种以消费者为导向的,以需定产的方式对立的是传统大规模量产的生产模式。
柔性制造系统的设计与实现
柔性制造系统的设计与实现柔性制造系统(Flexible Manufacturing System, FMS)是一种以计算机和机器人技术为基础的先进制造技术。
它注重自动化的高效率生产,旨在提高生产效益和降低成本。
本文将探讨柔性制造系统的设计与实现,包括其核心原理和具体步骤。
一、柔性制造系统的核心原理柔性制造系统的核心原理是模块化生产和自动化控制。
它由多个独立的模块组成,每个模块具有特定的功能,如加工、装配、检测等。
这些模块之间可以通过传送带、机器人等技术进行连接与协调,从而实现产品的生产和装配。
模块化生产的优势在于可以根据需要对生产线进行灵活的调整和扩展。
当需求发生变化时,可以添加或移除模块,而不需要进行大规模重建。
这样可以大大减少生产线的停机时间和成本,提高生产的灵活性和响应能力。
自动化控制是柔性制造系统的另一个核心原理。
通过计算机和机器人技术,可以实现生产过程的自动化,减少人为错误和疲劳对生产质量的影响。
同时,自动化控制还可以提高生产效率和生产线的稳定性。
二、柔性制造系统的设计与实现步骤1. 需求分析:首先需要明确生产需求和目标。
包括产品的种类、数量、质量要求等。
这些数据将为柔性制造系统的设计和实现提供基础。
2. 设计模块:基于需求分析的结果,设计各个模块的功能和规格。
模块的设计应充分考虑生产线的流程和布局,确保各个模块之间的协调和顺畅。
3. 选择设备:根据模块的设计需要,选择合适的设备和工具。
这些设备应具备高效率、稳定性和可靠性的特点,以保证生产线的顺利运行。
4. 系统集成:将各个模块和设备进行集成,建立起一个完整的柔性制造系统。
这包括软件和硬件的集成,以及相关参数的设置和调试。
5. 测试和优化:完成系统集成后,进行测试和优化。
测试包括生产效率、质量控制和系统的稳定性等方面。
根据测试结果,对系统进行优化和调整,以达到最佳的工作状态。
6. 操作培训:对操作人员进行培训,使其掌握柔性制造系统的操作和维护技术。
柔性制造系统中输送单元设计(毕业设计)【范本模板】
毕业设计柔性制造系统中输送单元设计系别: 机电工程系专业: 机电一体化姓名: 张发超学号: 0954235指导教师:王周让二零一一年十一月一日绪论.......................................... 错误!未定义书签。
第一章输送单元的概述. (5)1。
1课题的提出及主要任务................................................................ 错误!未定义书签。
1.2输送单元的概述 (5)1.3输送单元的结构组成 (6)第二章输送单元机械手手臂装置的设计方案 (13)2.1机械手的运动 (13)2。
2机械手的手臂结构方案设计 (13)2。
3机械手的主要参数 (13)2。
4手部要求 (15)2。
5机械手的技术参数列表 (17)第三章输送单元手臂伸缩气缸的尺寸设计 (19)3。
1输送单元手臂伸缩气缸方案一的尺寸设计 (19)3。
2输送单元手臂伸缩部分方案二的尺寸设计 (19)3.3.导向装置 (22)3.4平衡装置 (22)3。
5气压传动系统工作原理图 (22)第四章结论 (24)致谢 (25)参考文献 (26)绪论柔性制造系统(FMS)是集微电子技术、计算机技术、通信(略)控制技术于一体的具有高自动化程度的制造系统.柔性制造系统一般是指在批量切削加工中以先进的自动化和高水平的柔性为目标的制造系统.与旧产系统相比,柔性制造系统可适用于多品种产品的中小批量生产,它减少了劳动力成本、节约了生产成本,提高了机床的利用率,缩短了中间产品库存的时间.同时根据实际需要这种系统可以随意装拆和增加新的功能单元. 本论文所研究的柔性制造系统属于生产实训系统,本文主要对柔性制造系统的输送单元进行了系统的分析和研究。
在调研国内外研究现状基础上,探究了柔性制造系统的整体构架及原理。
论文重点研究了柔性制造系统输送单元各种传输形式的结构构成、功能及工作原理,机械手手臂装置的设计,手臂伸缩气缸的尺寸设计.。
柔性制造系统立体仓库系统的毕业设计
摘要自动化立体仓库是物流中的重要组成部分,它是在不直接进行人工干预的情况下自动地存储和取出物流的系统.它是现代工业社会发展的高科技产物,对提高生产率、降低成本有着重要意义.近年来,随着企业生产与管理的不断提高,越来越多的企业认识到物流系统的改善与合理性对企业的发展非常重要.堆垛机是自动化立体仓库中最重要的起重堆垛设备,它能够在自动化立体的巷道中来回穿梭运行,将位于巷道口的货物存入货格;或者相反取出货格内的货物运送到巷道口.本文详细论述了依据在学校实验室自动化立体仓库的设计方案,对其中的货架、堆垛机和出入平台进行设计.文章的重点放在堆垛机的三个部件:升降机构、行走机构、货叉伸缩机构的设计上.首先,提出各个机构的总体设计方案;其次,对各个机构的受力情况进行了分析并计算,然后估算初取值,再进行校核,最后确定各个实际值.本次设计的有轨堆垛机性能良好、动作灵活、操作方便、故障率低、维护简单方便,满足了生产的需要.关键词:自动化立体仓库;货架;堆垛机;出入平台ABSTRACTAutomation three-dimensional storehouse is that thing flows important composition part, it is to stock and take out voluntarily under not directly carrying out the condition of artificial intervention the system that thing flows out . it is the high-tech outcome of modern industrial social development, for raise productivity and reduction cost have important meaning.In recent years, along with the unceasing raising of enterprise production and management, more and more enterprises know that thing flows out reasonability and the improvement of system, is very important for the development of enterprise . Stacker cranes is automation three-dimensional storehouse in most important take heavy crane pile up equipment, it can in the tunnel of automation cube in the shuttle operation of round trip, will locate in tunnel the goods of mouth stock goods shelf; or opposite take out the goods transit in goods shelf go to tunnel mouth.This paper describes laboratory based in the school design plan RS,in thirdly parts: elevator Gou , walk organization and fork telescoping mechanism design , design a kind of tape the cranes safe organization of flexible installation design scheme. first, put forward the overall design scheme of every organization; secondly, for every organization analyse by force condition calculate , then estimation beginning take value, check nuclear, final definite every reality again worth.The design of the crane rail works out in good condition, action and flexible, convenient operation, low failure rate, maintenance, simple and convenient to meet the production needs.Keyword :automation three-dimensional storehouse ;shelf ;stacker cranes ;Access platform目录第1章绪论 (1)1.1研究背景及内容 (1)1. 1. 2 立体仓库的基本组成 (1)1.2立体仓库的优越性 (2)1.3研究意义 (2)第2章货架的设计 (3)2.1立体仓库货架设计原则 (3)2.3货架的确定 (4)2.4出入平台的类型选择 (5)2.5出入平台的确定 (5)第3章堆垛机的相关知识和升降机构设计 (7)3.1堆垛机的简介 (7)3.2堆垛机的发展 (7)3.3有轨巷道式堆垛机 (7)3.3.1 有轨巷道式堆垛机的特点 (7)3.3.2 有轨巷道式堆垛机的类型 (8)3.4堆垛机的结构设计综述 (9)3.4.1 堆垛机结构的组成和形式 (9)3.5堆垛机升降机构的设计计算 (10)3.5.1 升降机构零部件的设计计算 (11)3.5.2 升降机构的电机减速器的选取 (12)3.5.3 制动器的制动容量的设计 (12)第4章堆垛机门架的结构设计计算 (13)4.1框架的弯矩和挠度 (13)4.1.1 有叉取作业产生的弯矩 (14)4.2设计数据计算校核 (14)4.2.1各部分的弯矩 (15)4.2.2 结构构件的弯曲应力 (16)第5章堆垛机伸缩货叉机构的设计 (17)5.1伸缩货叉的扰度与强度 (17)5.1.1 下叉的受力分析 (18)5.1.2 中叉的受力分析 (18)5.1.3 上叉的设计分析 (20)5.2货叉各参数的选择 (20)5.3货叉内部零件的选取与校核 (21)5.3.1 轴承的选取校核 (21)5.3.2 链轮、链条的选取校核 (22)第6章堆垛机行走机构的设计计算 (23)6.1堆垛机走行轮的设计 (24)6.2走行装置的电机、减速器的选取 (25)6.2.1验算运行速度和实际所需功率 (25)6.2.2 验算起动时间 (25)6.2.3 起动工况下校核减速器功率 (26)6.3选择制动器 (27)6.4选择联轴器 (27)第7章结论与展望 (29)7.1结论 (29)7.2不足之处与未来展望 (29)参考文献 (30)致谢 (31)第1章绪论高层货架仓库简称高架仓库.一般是指采用几层、十几层乃至几十层高的货架储存单元货物,用相应的物料搬运设备进行货物入库和出库作业的仓库.由于这类仓库能充分利用空间储存货物,故常形象地将其称为“立体仓库”.1.1 研究背景及内容自动化立体仓库是现代物流系统中迅速发展的一个重要组成部分, 它具有节约用地、减轻劳动强度、消除差错、提高仓储自动化水平及管理水平、提高管理和操作人员素质、降低储运损耗、有效地减少流动资金的积压、提高物流效率等诸多优点。
项目实训七柔性生产制造系统提升及高架仓库单元设计
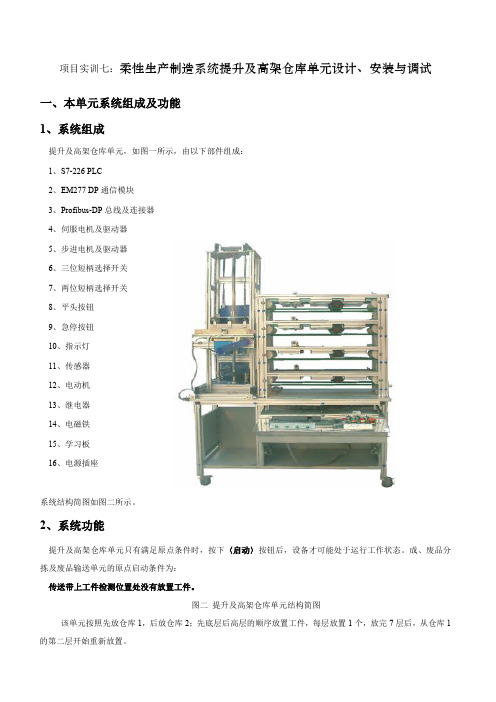
项目实训七:柔性生产制造系统提升及高架仓库单元设计、安装与调试一、本单元系统组成及功能1、系统组成提升及高架仓库单元,如图一所示,由以下部件组成:1、S7-226 PLC2、EM277 DP通信模块3、Profibus-DP总线及连接器4、伺服电机及驱动器5、步进电机及驱动器6、三位短柄选择开关7、两位短柄选择开关8、平头按钮9、急停按钮10、指示灯11、传感器12、电动机13、继电器14、电磁铁15、学习板16、电源插座图一提升及高架仓库单元系统结构简图如图二所示。
2、系统功能提升及高架仓库单元只有满足原点条件时,按下〈启动〉按钮后,设备才可能处于运行工作状态。
成、废品分拣及废品输送单元的原点启动条件为:传送带上工件检测位置处没有放置工件。
图二提升及高架仓库单元结构简图该单元按照先放仓库1,后放仓库2;先底层后高层的顺序放置工件,每层放置1个,放完7层后,从仓库1的第二层开始重新放置。
当提升单元位于运行原点时,按下启动按钮后,本站〈运行〉指示灯点亮,若该单元未碰到(7SQ2)或(7SQ5)两个限位开关时,则按照先步进后伺服的顺序发多段脉冲,先后启动步进电机和伺服电机,直至该单元碰到伺服原点和提升下限位。
然后该单元的直流减速电机(M11)及仓库1的一层传送带电机(M12)启动,带动传送带旋转。
当传感器(7SQ1)检测到工件到位时,直流减速电机(M11)停止运行。
若工件需放到仓库2,则启动伺服电机,将提升单元向后水平拖动到仓库2,否则根据工件被放置的层数发不同数量的脉冲启动步进电机,将提升单元的升降台垂直向上拖动。
当升降台移动到相应的仓库和层时,该单元的直流减速电机(M11)及相应仓库相应层的传送带电机启动,带动传送带运行。
当该层的工件检测传感器感应到工件到位时,该层的传送带延时通电0.5秒后与直流减速电机(M11)均断电。
而后,启动步进电机,使提升单元垂直向下运动,直至碰到提升下限位开关(7SQ5)。
柔性制造系统毕业设计论文
柔性制造系统毕业设计论文柔性制造系统(FMS)是一种先进的生产制造体系,被广泛应用于现代制造业。
它以柔性和自动化为特征,能够快速调整生产线,满足个性化需求,提高生产效率和产品质量。
本篇论文将介绍柔性制造系统的基本原理、特点以及设计中需要考虑的因素。
柔性制造系统的基本原理是将多个机器和设备整合在一个生产线上,通过自动化的控制系统实现自动化生产。
它可以根据不同的生产任务和需求进行快速调整,提高生产灵活性。
与传统的生产线相比,FMS具有更高的自动化程度和生产效率。
柔性制造系统可以适应各种产品的生产,包括小批量的个性化产品和大批量的标准化产品。
在生产过程中,它能够根据订单数量和种类自动调整生产线的配置和工艺流程,减少生产过程中的人为干预,提高生产的一致性和稳定性。
此外,FMS还可以减少制造成本和资源浪费,提高产品质量和工作环境的安全性。
在设计柔性制造系统时,需要考虑以下几个因素。
首先是对生产任务和需求的充分了解,包括产品种类、数量和工艺流程。
其次是对各种设备和机器的选择和配置,以满足不同产品的生产要求。
第三是系统的自动化控制和监控,包括自动化调度、工艺控制和故障诊断。
最后是系统的安全性和稳定性,包括设备的安全保护和防护措施。
本论文的研究目标是设计一个柔性制造系统,并通过实际案例进行验证。
首先,我们将对市场需求进行调查和分析,确定产品种类和数量。
然后,我们将选择适合生产任务的设备和机器,并进行配置。
接下来,我们将设计系统的自动化控制和监控系统,以实现生产线的自动化调度和故障诊断。
最后,我们将对系统进行测试和评估,验证其在生产效率和产品质量方面的优势。
预计本论文将包含以下几个部分:引言、文献综述、柔性制造系统的基本原理和特点、设计方法和过程、实施方案和实验结果、总结和展望等。
通过对柔性制造系统的设计和验证,我们希望能够提高生产效率和产品质量,为现代制造业的发展做出贡献。
总之,柔性制造系统是现代制造业的重要组成部分,具有高度的自动化和灵活性。
小型模具柔性制造系统立体仓库及巷式起重机的设计

第一章概述本次毕业设计的题目为小型模具柔性制造系统——立体仓库及巷式起重机的设计。
立体仓库及巷式起重机是这个小型模具柔性制造系统的一部分,首先要了解柔性制造系统,理解它的工作原理,进而详细研究巷式起重机的结构,组成,工作原理。
1.1柔性制造系统以及起重机1.1.1柔性制造系统简介随着社会进步和和生活水平的提高,市场更加需要具有特色、符合客户要求样式和功能千差万别的个性化产品。
激烈的市场竞争迫使传统的大规模的生产方式发生改变,要求对传统的零部件生产工艺加以改进。
传统的制造系统不能满足市场对多品种小批量产品的需求,因此生产制造系统的柔性对系统的生存越来越重要。
随着批量生产时代正逐渐被适应市场动态变化的生产所替换,一个制造自动化系统的生存能力和竞争能力在很大成都上取决于它是否能在很短的开发周期内,生产出较低成本、较高质量的不同品种产品的能力。
柔性已占有相当重要的位置。
“柔性”是相对于“刚性”而言的,传统的“刚性”自动化生产线旨在实现单一品种的大批量生产,其优点是神产率高,由于设备是固定的,所以设备利用率也很高,单件产品的成本低,但价格相当昂贵,且只能加工一个或几个相类似的零件。
如果想要获得其他品种的产品,则必须对其结构进行大调整,重新配置系统内各要素,其工作量和经费投入与构造一个新的生产线往往不相上下,刚性的大批量制造自动化生产线只适合生产少数几个品种的产品,难以应付多品种中小批量的生产。
柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统FMS。
FMS目前尚无统一的定义,一般认为柔性制造技术是一种能迅速相应调整生产品种的制造技术;柔性制造系统是由若干台数控设备、物料运储装置和计算机控制系统组成的,并能根据制造任务和生产品种变化而迅速进行调整的自动化制造系统。
一般定义可以用以下三个方面来概括:(1)FMS是一个计算机控制的生产系统;(2)系统采用半独立的NC机床;(3)这些机床通过物料输送系统连成一体。
项目实训七柔性生产制造系统提升及高架仓库单元设计
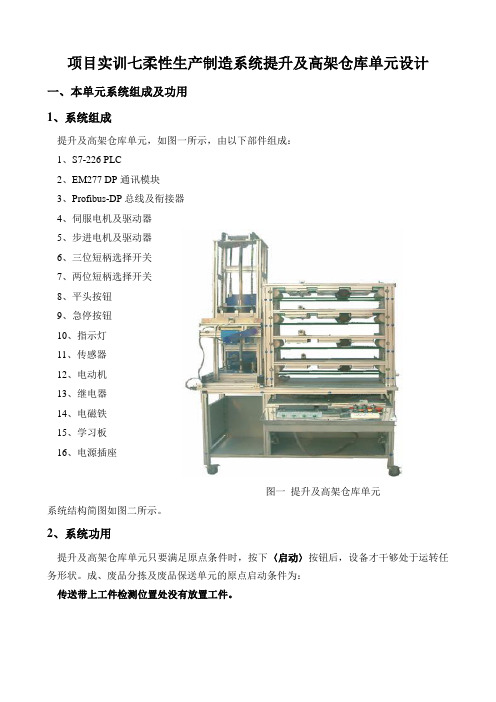
项目实训七柔性生产制造系统提升及高架仓库单元设计一、本单元系统组成及功用1、系统组成提升及高架仓库单元,如图一所示,由以下部件组成:1、S7-226 PLC2、EM277 DP通讯模块3、Profibus-DP总线及衔接器4、伺服电机及驱动器5、步进电机及驱动器6、三位短柄选择开关7、两位短柄选择开关8、平头按钮9、急停按钮10、指示灯11、传感器12、电动机13、继电器14、电磁铁15、学习板16、电源插座图一提升及高架仓库单元系统结构简图如图二所示。
2、系统功用提升及高架仓库单元只要满足原点条件时,按下〈启动〉按钮后,设备才干够处于运转任务形状。
成、废品分拣及废品保送单元的原点启动条件为:传送带上工件检测位置处没有放置工件。
图二提升及高架仓库单元结构简图该单元依照先放仓库1,后放仓库2;先底层后高层的顺序放置工件,每层放置1个,放完7层后,从仓库1的第二层末尾重新放置。
当提升单元位于运转原点时,按下启动按钮后,本站〈运转〉指示灯点亮,假定该单元未碰到〔7SQ2〕或〔7SQ5〕两个限位开关时,那么依照先步进后伺服的顺序发多段脉冲,先后启动步进电机和伺服电机,直至该单元碰到伺服原点和提升下限位。
然后该单元的直流减速电机〔M11〕及仓库1的一层传送带电机〔M12〕启动,带动传送带旋转。
当传感器〔7SQ1〕检测到工件到位时,直流减速电机〔M11〕中止运转。
假定工件需放到仓库2,那么启动伺服电机,将提升单元向后水平拖动到仓库2,否那么依据工件被放置的层数发不同数量的脉冲启动步进电机,将提升单元的升降台垂直向上拖动。
当升降台移动到相应的仓库和层时,该单元的直流减速电机〔M11〕及相应仓库相应层的传送带电机启动,带动传送带运转。
当该层的工件检测传感器感应到工件到位时,该层的传送带延时通电0.5秒后与直流减速电机〔M11〕均断电。
然后,启动步进电机,使提升单元垂直向下运动,直至碰到提升下限位开关〔7SQ5〕。
柔性生产线立体仓库的设计论文

毕业论文基于柔性生产线立体仓库的设计目录摘要 (I)Abstract (II)一、前言 (1)(一)目的和意义 (1)(二)研究领域 (1)二、立体仓库系统各单元结构及其工作原理 (3)(一)立体仓库系统单元结构图 (3)(二)立体仓储库 (3)(三)Z轴运动机构 (4)(四)X\Y轴运动机构 (5)三、系统硬件设计 (6)(一)总体设计 (6)(二)可编程控制器的选型 (6)2.1S7-200 CPU的选择 (6)2.2 EM232模拟量输出模块 (8)(三)立体仓库的系统介绍MCGS组态软件应用 (9)3.1 立体仓库的简述 (9)3.2 立体仓库的优越性 (10)3.3 立体仓库一般基本组成部分 (11)四、系统的软件设计 (12)(一)系统的总体程序设计 (12)1.1 I/0地址分配表 (12)1.2 系统的程序流程图及程序编制 (12)(二)旋转编码器程序编制 (12)(三)步进电机的控制及程序编制 (13)3.1 指令说明 (13)3.2 PTO/PWM控制寄存器 (16)3.3主要程序的编写 (18)(四)控制器的法杖方向 (18)4.1 可编程控制器的构成及工作原理 (19)4.2 可编程控制器的特点 (20)4.3 可编程控制器的主要功能 (20)4.4 电动机的介绍与选择 (21)4.5变频器的介绍与选择 (24)4.6接触器的介绍与选择 (25)4.7目标料仓号及仓位号的设置 (26)五、操作模式和过程 (27)(一)机械手操作模式和过程 (27)结论与展望 (29)参考文献 (30)附录 (31)致谢 (39)一、绪论(一)课题的目的和意义随着我国经济的迅速发展,以及经济全球化的趋势愈发明显,物流产业的发展水平直接影响到了企业自身发展状况,而货物仓储又是物流产业的一个重要环节,当前我国仓储事业发展水平良莠不齐,大部分仓库依然依靠人工管理、搬运,因此搬运效率过低,直接影响物资的流通。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要科学技术的飞速发展,正在把人类推向信息时代。
但是,面对着加工业70%—80%的中小批量生产的经济结构,如何达到自动化的目的,一直是工业界探索的课题。
数控机床问世虽为这部分工厂自动化创造了条件,但实践证明,独立、分散的单机自动化解决不了传统批量生产所固有的生产率同生产柔性、加工批量同制造成本、生产同市场变化之间的矛盾,必须寻找更完善的自动生产体系。
FMS就是在这种追求下诞生的。
其优势在于把生产率同生产柔性、加工批量同制造成本、先进技术同科学管理高度统一起来。
从而提高产品制造柔性,提高效率缩短生产周期,降低能耗及成本,节约设备占地面积。
在柔性制造系统中采用全自动化生产,减少了认为的因素一次也提高了产品的精度。
以上可见,柔性制造系统以上优点是如今制造业中非常需要的。
关键词:柔性制造;立体库;码垛机;流水线AbstractThe rapid development of science and technology, human to the information age. But,Processing industry 70% -80% of the face of the economic structure of the small and medium volume, how to achieve the purpose of automation has been the industry to explore the subject.Although the advent of CNC machine tools to create the conditions for this part of the factory automation,but practice has proved that independent, decentralized stand-alone automation can not solve the productivity inherent in traditional mass production with the production of flexible processing the same batch manufacturing costs, the contradiction between production and market changes, we must find better automatic production system.FMS is born in this pursuit.The advantage of the productivity with flexible production, processing and batch manufacturing costs, with advanced technology with scientific management of highly unified.Thereby increasing manufacturing flexibility, improve efficiency, shorten the production cycle, reduce energy consumption and cost saving equipment footprint.Fully automated production, reducing the human factors and therefore improve the accuracy of the product in a flexible manufacturing system.Above that, the advantages of flexible manufacturing systems is much needed in the manufacturing industry today.Key words: Flexible manufacturing; stereo storage; palletizer; pipeline目录摘要Abstract第一章绪论 (1)1.1柔性制造背景 (1)1.2柔性制造的工作流程 (1)第二章立体库的设计 (3)2.1立体库优点及功能 (3)2.2国内立体库发展趋势 (3)2.3立体库的外形 (3)2.4立体库各部分材料选择 (4)2.4.1 底座材料选择与外形设计 (4)2.4.2 立体库主体设计 (6)2.4.3 托盘设计 (8)2.5立体库储存能力及主要设备 (9)2.5.1 立体库储存能力计算 (9)2.5.2 主要设备 (9)第三章流水线的设计 (10)3.1流水线的工作原理 (10)3.1.1 流水线的工作原理及流程图 (10)3.2电路中主要元器件的介绍 (11)3.2.1 对射开关的原理及应用 (11)3.2.2 CCD颜色尺寸检测单元工作原理及应用 (11)3.2.3 PLC及其扩展单元 (12)3.3流水线系统控制 (13)3.3.1 流水线电机正反转控制 (13)3.3.2 流水线电机启动/停止控制 (13)3.4流水线设计 (13)3.4.1 流水线技术参数 (13)3.4.2 CCD检测单元支架设计 (14)3.4.3 对射开关 (16)第四章四自由度码垛机 (21)4.1码垛机简介 (21)4.1.1 码垛机性能参数 (21)4.1.2 四自由度的实现 (21)4.1.3 线性滑台简介 (22)4.2码垛机各部分设计安装 (23)4.2.1 底座设计 (23)4.2.2 底座高度尺寸计算 (24)4.2.3 底座设计方案与材料选择 (25)4.3码垛机控制箱的设计 (28)4.3.1 码垛机控制箱位置摆放 (28)4.3.2 控制箱内电器元件 (28)4.3.3 控制箱外形设计及材料选择 (29)4.4机械爪的设计 (29)4.4主要电器元件介绍 (35)第五章外部控制系统 (35)第六章结束语 (38)参考文献 (39)致谢 (40)第一章绪论1.1 柔性制造系统的背景随着科学技术的迅速发展,新产品不断涌现,产品的复杂程度也随之增加,而产品的市场寿命日益缩短,更新换代加速,中、小批量生产占有越来越重要的地位。
面临这—新的局面,必须大幅度提高制造柔性和生产效率,缩短生产周期,保证产品质量,降低能耗,从而降低生产成本,以获得更好的经济效益。
柔性制造系统正是在这FMS能完成钣金加工、锻造、焊接、装配、铸造和激光、电火花等特种加工以及喷漆、热处理、注塑和橡胶模制等工作。
FMS相对于传统加工有以下优点:1)缩短生产线且变得简洁。
2)减少设备投资、减少库存。
3)提高利用率,降低成本。
所以,研究FMS是一个很有意义的项目。
1.2 柔性制造系统的工作流程如今较普遍的柔性制造系统流程是工件或毛坯由四自由度码垛机器人从自动化立体仓库单元的毛坯库中取出,送到自动化输送系统单元输送线上。
皮带运输机将工件或毛坯送至CCD形状识别单元处停止,由高速CCD工业相机对工件进行形状识别。
形状识别结束,工件向下运送至横向输送机气推处,气推装置将工件送至暂存区,再由上下料搬运机器人抓取工件,送入相应的柔性加工单元(并联加工中心或数控车床)进行加工。
加工完成后,由上下料搬运机器人取出工件,将工件放回到输送线上。
工件被运送到CCD尺寸检测单元,对已加工的工件进行尺寸及位置偏差检测。
检测结束,工件被运送到分拣单元,不合格的产品由气推装置送到废品存放处。
合格的产品将继续传送至条码打印及粘贴处,由人工贴上条码再放回到输送线上。
工件经条码扫描后,码垛机根据条码及工件的形状、尺寸将工件从输送机上取下并送至自动化立体仓库单元的成品库,完成一个工作流程。
流程图如图1-1所示:图1-1 柔性加工系统流程图本设计中的柔性制造系统中,主要包括三大块:立体库、码垛机、流水线。
立体库主要是用来存放毛胚和加工后的产品。
码垛机有4个自由度分别是X、Y、Z及机械爪的转动。
流水线主要是运送毛胚到数控加工中心加工以及加工完成后在运送回去,其间完成CCD尺寸检测系统完成对加工好的零件进行检测。
大致的工作流程如下:4自由度码垛机将毛胚从立体库上取下运送到流水线上,流水线上的第1对对射开关检测到信号通过PLC控制电机转动,将毛胚运送到第一个CCD检测单元,此处的第2对射开关将电机停下。
CCD检测单元检测完成之后,发出信号电机继续转动将毛胚运送到流水线第4对射开关处,对射开关再次发出信号,电机停止转动,机械手抓取毛胚运送到加工中心。
加工完成后机械手将零件放在流水线上,此时第4对对射开关检测到信号,通过PLC控制电机反转将零件运送到第3个对射开关处,电机停下。
CCD检测单元完成对零件的检测后发出信号,电机继续转动将零件运送到第一对对射开关处,电机停下。
码垛机将零件从流水线上取下,尺寸比合格品小的报废处理,合格品运送到立体库中去。
如此重复工作。
第二章立体库的设计2.1立体库的优点及功能立体库的优点:1)多层储存,节约占地面积,提高空间利用率。
2)自动存取,运行和处理速度快,同时能方便的纳入物料管理系统。
3)计算机控制,便于清点和盘库,减少库存。
立体库的功能:1)收货,仓库从供应商或生产车间接收各种材料半成品或成品,供生产、加工、装备配之用。
2)存货,将写下的货物放到自动化系统规定的位置。
3)取货,根据需求情况从库房取得所需的货物。
2.2 国内立体库发展目前,在国内多家企业中立体仓库已经得到了广泛的运用。
立体库以其节约空间,便于管理等优势得到众多企业的青睐。
但是与国外相比,在国内大多企业当中所用的立体仓库还存在很大的差距。
首先是硬件设备达不到要求,这样就造成了效率慢,对于物流行业来说,仓储作为重要组成部分之一,已经越来越多的运用到物流中心。
效率慢直接导致物流成本提高。
立体库在国内普及率与国外还有差距,首先是因为立体仓库一次性投入较大,其运行所需的设备有叉车、电脑集成、信息控制系统等都需要很高的成本:其次,制造企业很多都存在搬迁难的问题。
随着我国制造业和物流业的迅速发展,自动化立体仓库必将会收到厂商的更多关注,我国的自动化仓库技术必将会有很大的发展,向发达国家靠拢。
2.3立体库的外形立体库技术要求:仓位尺寸:220mm×280mm×220mm;仓位数量:5列3层15个;外形尺寸:1500mm×280mm×800mm;立体库主要是用来存放毛胚和加工好的零件的,因此立体库设计成仓位格的样子。
每个单元格中放置一个货物支撑板,板上设计一个托盘用以盛放毛胚及零件。