帘线钢夹杂物控制技术与实践
钢帘线用高碳钢(82B)氧化物夹杂控制热力学
产物的析出比例决定于钢液中的铝含量高低,对
高碳钢 ,当忽略固相线温度以下析出的四次
夹杂物时,计算出一、二和三次脱氧产物的比例见 图 [ ]。
图 表明,一次脱氧产物的数量决定于钢液
中的铝含量,当钢中 !([ ])
时,一次
脱氧产物量小于 ,此时的脱氧产物(合金化
时析出的脱氧产物)组成分布在具有良好变形能
,
前言
钢帘线在冷拔和捻股过程中发生断丝,最主
要的原因之一是钢中存在硬而不变形的脆性夹杂
物[ 、]。意 大 利 著 名 的 钢 帘 线 生 产 厂 家 皮 里 列
( )公 司 在 进 行 研 究 时 发 现,当 钢 丝 拉 拔 至
时,断口表面上均发现夹杂物,并处在线
材的边缘附近,夹杂物横向尺寸在
!之
间,能谱 分 析 表 明 它 们 主 要 是
热力学条件 钢铁研究学报, ,( ):
,
, ,:
(收稿日期:
)
(上接第 页)
提高溅渣层耐蚀损的措施
如何尽可能地提高溅渣层抗转炉中后期炉渣
的侵蚀能力,合理地控制转炉终渣成分和出钢温度
(终渣的温度是由出钢温度决定的),是发挥溅渣护
炉技术效果、提高转炉炉龄的关键。提高溅渣层耐
蚀损的措施,关键在于提高溅渣层的抗高温熔化和源自[ ][ ] [ ]·
()
! [ ][ ][ ][]
()
··
! 钢液温度分别在
()
、
和液相线
下计算的脱氧产物组成与钢液中强脱氧
元素钙和铝含量的关系见图 。
图 钢帘线用高碳钢 在不同温度下析出的脱氧产物组成与钢液中强脱氧元素含量的关系
从图 可以看出,随着钢液温度的下降,钙斜 ( · )析出区内。生产实践表明当高碳帘
帘线钢冶炼过程夹杂物转变的控制

要夹杂物分别为 Mn —1 3SO ( H) C O A: 3 i L ) M O A 3SO ( OA : -i2 R , a — 1 一 O ( F 和 n —1O 一i 中间包和铸坯 ) 采用 S— 脱 氧 0 OS , i Mn 和 SC扩散脱氧 , i 低碱度低 A , 1 顶渣精炼 , 制T O] 0×1 I ,A ] ≤0 0 1 % , O 控 [ ≤2 0 ¨ [ 1S .0 可有效控制钢 中夹杂物数量 3 和 尺寸 , 以及控制夹杂物中 A 1O 含量 并形 成可 塑性 夹杂。 关键词 帘线钢 T O [ 1s 夹 杂物 [ ] A] 可塑性
Co to fI cu in Tr n f r a i n i tem a i g Pr c s f n r lo n l so a so m to n S e l k n o e so
Ty e Co d S e l r r t e
C e h ho H io i J n n Wa gXn u ,H a gF x n n n nu h nS u a , eXaf , i gMi , n ih a u n ui ga dWagWa jn e a a
( 京科 技 大 学冶 金 与 生态 工 程 学 院 , 京 10 8 ) 北 北 0 03
摘
要
研究 的帘线钢的冶炼流程为 10t D R —F软吹氩 一C工艺 。通过 L 5 L —HL 一 C D出钢 时加入 S— i Mn脱氧 , 并
ቤተ መጻሕፍቲ ባይዱ
在 L 加入低碱 度顶渣进行钢渣反应控制钢 中非金属夹杂物 的塑性 。结果表 明, H—F中间包 和铸坯 阶段 , 中主 F R L一 钢
( col f tlrJ l n clg a E g er g U i r t o c neadT cnlg , e ig10 8 ) Sho o a ug a adE o i l ni e n , nv sy f i c n eho y B in 0 0 3 Me l c oc n i e i S e o j
帘线钢中夹杂物的控制技术

收稿 日期 :0 4 O 8 2 0 —1 一1
( 接第 5 上 4页 )
的软熔 带 操 作 , 缓其 向侵 蚀 最 终 阶段 过 渡 。 延 ()侵 蚀 最 终 阶段 3 在 这 个 阶 段 , 火 材 料 的 侵 蚀 在 高 炉 纵 向 和 耐 径 向都 不 均 匀 。 因此 , 须 确 切 地 了解 侵 蚀 形 状 , 必 实 施 稳 定 的 操 作 并 适 当控 制 侵 蚀 形 状 , 防止 已 以 侵 蚀 区 的进 一 步 扩展 。 体 地 说 就 是 , 须 预测 出 具 必 与 侵 蚀 形 状 相 适 应 的 铁 水 流量 , 成 一 能 够 减 缓 形 侵 蚀 区铁 水 流 动 的 死 料 柱 , 调 节 出铁 制 度 。 同 并 时 , 底 和 炉 缸 壁 各 个 部 位 必 须 采 用 密 集 冷 却 控 炉 制 形 式 。 议 针 对 炉 墙 温度 升 高 的 时 间 , 定 一 定 建 制 的操作控 制标准 , 以便 能 够 及 早 检 测 出 温 度 升 高 的情 况 、 早 采 取 相 应 的控 制 措 施 。 及
变化 , 炉 墙 附 近 铁 水 的 温 度 随 利 用 系 数 的 变 化 但
却很大 , 利用系数提高 , 则铁水 温度升 高。在 铁 口
下 方 这 种 不 同表 现 得 尤 其 显 著 。
( )开 发 了 一 种 单 向传 热 模 型 , 测 量 炉 内 2 以 铁 水一 炉 衬 耐 火 材 料一 水 冷 炉 壳 的温 度 分 布 。 当 1 5 温 线 位 于 耐 火 材 料 内 部 时 , 会 随 着 利 1 0C等 其 用 系 数 的 提 高 逐 渐 趋 近 耐 火 材 料 的 内侧 , 时 耐 此
l
3 外来 夹 杂 在拉 拔 工艺 中的破 裂行 为
帘线钢氮化钛夹杂的控制实践
./ 89:;<=">?@ABCD /"#$%&'()"*+EFGFHIJG
F"KLMNOPEQRSTUVWXJ;@YTZ.8 NOP[\]^J"K_`ab
cEQdKeXfghi jklm<="@ABCDnopqr 2!3% :;s 103$<="
tuvwxsyR
012 <="@ABCDzBz@
"17 (G?GIBJ CKGGJLBM<?@ NJB?K >O &?@B?@ CKGGJ +>7P .KQ7P &?RDB? 1105!1P .<B>?<?@P +D<?BS !7 &?RKGGJ TI>? U CKGGJ VGRGBIWD T?RK<KEGR! &?RDB? 110556P .<B>?<?@P +D<?BS
1 )<' Á6_Ç
-ÈÉÊË!ÌAÍξ¿6ÂÁÏc!Ð É Ê Ñ Ò )< 9 ' 6 z Ó Ô 8 Õ Ö É Ê Ñ Ò × 8 Ø 6 Ù Ô 8 Õ Ú ! T Û Ü Ý )1* Á )<'
*+,D -.#/012345678
! " !!"#
!"#"$!"!"#%"
9': ;("52 K<IG W>IQ RKGGJS )<' <?WJER<>?RS W>?KI>J >O K<KB?<ELS W>?KI>J >O ?<KI>@G?
帘线钢质量影响因素及控制措施
钢坯 质量 高 、盘 条 的组织 性 能均 匀 、表 面质 量 好
和产 品 质量稳 定 等 。
近 年来 。国内企 业也 陆 续进 行 了帘 线 用钢 的
帘线 钢 中有害 元 素含量 过 高 ,也 会导 致拉 拔
王 勇 :1 9 9 5年 毕业 于 鞍 山钢 铁 学 院 ,硕 士 ,现 在 技 术 研 究 院 从 事 新 品 种 开 发 工 作 .工程 师 。 收稿 / O 5O -8 2 O -6O .
工艺。其共 同特点是 生产工艺完善 。产 品化学成分 均匀 ( 如将 碳 含 量 控 制 在 ± ( .1 00 % ) 、 00 %一 .2 ) 钢 的洁净 度 高 ( To 2 如 ≤ 0×1 ,[ 1T≤ 3× r 1 0 AI
l ,夹 杂物 级 别较 低 ,无 大 尺寸 和脆 性 夹杂 ) 0 、
本 文主要 讨论 影 响帘 线钢 质量 的各种 因素 以
业 如 1本的神户制钢 、新 1铁 、住友 。以及德 国萨 及应 该 采取 的相 应控 制措 施 。 3 3 斯 特 、法 国梅 森 和韩 国浦 项 等厂 家经 过 多年 的研
制 开发 。积 累 了大量 的经 验 。形 成 了 比较 成 熟 的
偏 析 程 度 的 因素 进 行 了分 析 .提 出 了 有效 控 制夹 杂 物 形 态 和 降 低 偏 析 程 度 的 技 术措 施 。
关键词
帘线钢
夹杂物
表面质量
偏析
D LU NC N F T S oN E I G AC oR QUA I Y oF S E L T E L T T E Ⅱ【
1 影响帘线用钢质量的主要因素
1 1 成分 波动 及有 害元 素 的存在 .
帘 线用 钢对 于 成分 的要 求较 为 严格 。不 同炉 次或 同炉 之 间要 求 成分 必须 保 持均 匀 。波 动 幅度 小 。否则 会造 成盘 条 的通 条性 能不 均 匀 。在加 工 过程 中断 丝 。
减少帘线钢夹杂物操作技术

减少帘线钢夹杂物操作技术与实践谢明泉刘俊(武汉钢铁集团公司条材总厂一炼钢分厂,湖北武汉430083)摘要:简要阐述帘线钢的质量要求,重点分析了帘线钢的生产工艺流程及冶炼和精炼技术现状。
从夹杂物形态、尺寸及成分等方面分析了帘线用钢夹杂物的控制技术。
生产过程中采用Si、Mn 合金进行终脱氧,结合碱度1.0 左右的精炼渣,以及冶炼过程避免采用铝等措施,夹杂物控制可以满足帘线用钢质量要求。
关键词:帘线钢;夹杂物;氧化铝中图分类号:TF703 文献标志码:A 文章编号:The Operating techniques and Practice of the Tyre Cord Steel Inclusions inWISCOXie Mingquan Liu Jun(No.1 Steel-making Plant of General Wire Rod Mill, WISCO, Wuhan 430083 China)Abstract:The quality requirement of tyre cord steel was introduced and the production process was presented, the technical status quo of smelting and refining of tyre cord steel were analyzed emphatically. Inclusion controlling technique to tire cord steel is analyzed from inclusion morphology, size and composition in this paper. In the actual production process, inclusion controlling can satisfy the quality requirement of tire cord steel by applying Si, Mn to the steelmaking final deoxidation, using refining slag with the alkalinity around 1.0 and avoiding adopting aluminum in the refining process etc.Key words: Tyre Cord Steel; Inclusions; Al2O30 引言钢丝帘线,俗称帘线钢,是橡胶制品尤其是汽车子午胎理想的骨架材料。
钢帘线用盘条夹杂物成分控制技术对比

p o u e y A,B se l a t r n J p n a d C, E se lfco n d me t r r h l g b ev d a d c mp s in rd c d b t e f co y i a a n D, t e a tr i o si wee mop oo y o s r e n o o i o y c t a ay e y S M.T e c nr lo n l so s i i o o te o d h s t o meh d T e v h 2 3i te t e nlzd b E h o t fi cu i n n w r r d frse l r a w t o s. o rmo e t eA1 O n se l, o e c h
钢 厂 生 产 的钢 帘 线 用 盘 条 的夹 杂 物 进 行 形 貌 观 察 和 成 分 分 析 。 钢 帘 线 用 盘 条 夹 杂 物 成 分 控 制 主 要 有 2种 方 式 。
去除钢 中的 A 使 夹杂物中 S 于含量较 高的范围 ; I , 0 i 处 ቤተ መጻሕፍቲ ባይዱ 采取措施使钢 帘线用 盘条的夹杂物中 A , 1O 质量分数控
CHANG i u Gu— a,G U Da y n h O —o g,GAO n Ha g,GENG i h a g , J— u n s
XUE J n, ANG n — i u W Big x ,CAO - a Ya d n
( n ags e C ,t. A sa 10 1 C ia A g n el o Ld , nh n14 0 , h ) t n
制 在 2 % 左 右 , C O)w( i: 在 0 2~10的低 熔 点 、 变 形 区 。 0 W( a / SO ) . . 易 关 键 词 钢 帘 线 ; 条 ; 杂 物 ; 谱 分 析 盘 夹 能
帘线钢钢中夹杂物塑性化控制技术

出于对钢中夹杂物塑性化控制的需要 , 帘线钢 不允许采用铝脱氧 , 钢液所含脱氧元素主要为 [ Si ] 和 [Mn ] 。但是 ,如氧势低 ,渣中 CaO 和 Al2 O3 会有少 部分被还原 ,钢液因此会含很少量 [ Ca ] 和 [Als ] 。 帘线钢钢中的内生类非金属夹杂物主要组份为 CaO 、 SiO2 、 Al2 O3 和 MnO , 其中 Al2 O3 和 MnO 含量取 决于渣 - 钢间的氧势 。如氧势高 ,则夹杂物 MnO 含 量高 。反之 ,当系统氧势低时 , 夹杂物 CaO 和 Al2 O3 含量增加 ,MnO 含量减少 。 图 1 为 CaO - SiO2 - Al2 O3 系和 MnO - SiO2 Al2 O3 系 相 图 , 图 中 标 注 区 域 为 熔 化 温 度 低 于 1350 ℃ 的成分区域 , 位于该成分区域的夹杂物被认
= 157530 + 29107[2] T (4)
3 3 4 4 γ SiO NSiO f [ %Al ] 2 2
(a) MnO - SiO2 - Al 2 O3 系
由文献中 MnO - SiO2 - Al2 O3 系和 CaO - SiO2 Al2 O3 系的等活度图数据得到夹杂物中 MnO 、 SiO2 、 Al2 O3 的活度 ,由文献得到钢液中 [ Si ] 、 [Mn ] 、 [ Al ] 的
2 % ,即可导致钢丝在拉丝和合股过程中脆性断裂 。
μ 坯中非金属夹杂物尺寸必须 < 4 m , 且必须为轧制 过程能够良好变形的塑性夹杂物 。 方坯生产的品种中 , 帘线钢被公认为最尖端的 品种之一 ,而帘线钢生产的关键技术就是不仅要尽 量减少钢中夹杂物 , 更重要的是夹杂物必须细小而 且其形态必须控制为塑性化 。
浅析XGLX82A帘线钢夹杂物的控制

采 取有 效措 施 , 制 夹 杂物 的质 量 等 级 和 大颗 粒 非 控
金 属 夹杂物 的产 生 。 2 钢 中 非 金 属 夹 杂 物 的 来 源 及 其 影 响 因 素
2 1 钢 中夹 杂 物 的 来 源 .
GB T 1 5 1—2 0 / S 4 6 1 9 E) 钢 中 / 0 6 0 5 I O 9 7: 9 8( 《
夹杂 物 的主要来 源 。 ( ) 火材 料 的侵 蚀 。炼 钢用 的耐 火材 料 中有 3耐 Mg S、 a A 的氧 化物 , 冶 炼 、 炼 、 、 iC 、 1 从 精 出钢浇 铸 整 个生 产过 程 中钢 液都 要 和耐 火 材料 接触 , 钢 过 程 炼 的 高温 钢 液 、 渣 的化 学 作用 , 钢 、 的机械 冲 刷 炉 及 渣 等或 多或 少侵 蚀耐火 材料 , 入钢液 , 为夹杂 物 。 进 成 () 4 出钢 过 程 渣 钢 混 出是 经 常发 生 的 , 易 将 容
业 纷 纷 介 人 研 究 开 发 。 目前 , 内 绝 大 多 数 帘 线 钢 国
铁 合 金 中的杂 质 、 矿 石 中 的脉 石 以 及 固体 材 料 表 铁 面 的泥沙 等都有 可能 带入 钢液 , 为夹 杂物 。 成 ( ) 炼 、 炼 和 浇 铸 过 程 的反 应 。钢 液 在 炉 2冶 精
( ai nrlDe at n ,Xiga Io n te o a y,Xiga ,He e ,0 4 2 ) Qu l yCo t p rme t t o n ti rn a d Se lC mp n n ti bi 5 0 7
Absr c : e s r e o ncuson i GLX8 ta t Th ou c fi l i n S 2A c e n — wie se li n l e s re r te sa ayz d,s m e mea u e o c n r lpr — o s r st o to o
帘线钢中氧化物夹杂控制技术在生产中的应用
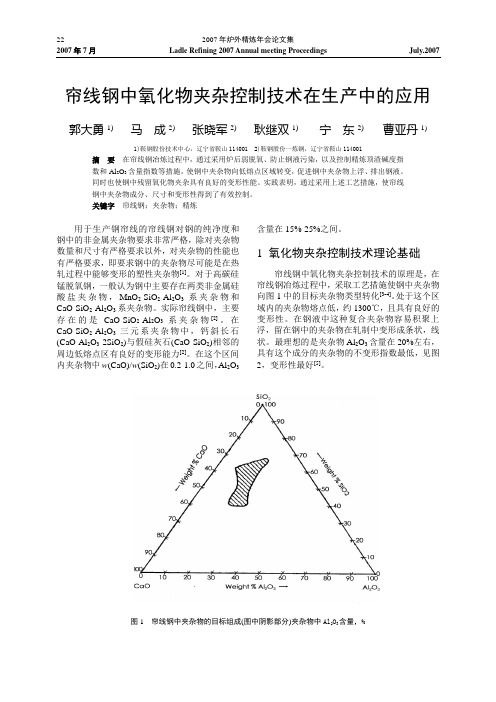
222007年炉外精炼年会论文集帘线钢中氧化物夹杂控制技术在生产中的应用郭大勇1) 马 成2) 张晓军2) 耿继双1) 宁 东2) 曹亚丹1)1)鞍钢股份技术中心,辽宁省鞍山114001 2)鞍钢股份一炼钢,辽宁省鞍山114001摘 要 在帘线钢冶炼过程中,通过采用炉后弱脱氧、防止钢液污染,以及控制精炼顶渣碱度指数和Al 2O 3含量指数等措施,使钢中夹杂物向低熔点区域转变,促进钢中夹杂物上浮、排出钢液。
同时也使钢中残留氧化物夹杂具有良好的变形性能。
实践表明,通过采用上述工艺措施,使帘线钢中夹杂物成分、尺寸和变形性得到了有效控制。
关键字 帘线钢;夹杂物;精炼用于生产钢帘线的帘线钢对钢的纯净度和钢中的非金属夹杂物要求非常严格,除对夹杂物数量和尺寸有严格要求以外,对夹杂物的性能也有严格要求,即要求钢中的夹杂物尽可能是在热轧过程中能够变形的塑性夹杂物[1]。
对于高碳硅锰脱氧钢,一般认为钢中主要存在两类非金属硅酸盐夹杂物,MnO 2-SiO 2-Al 2O 3系夹杂物和CaO-SiO 2-Al 2O 3系夹杂物。
实际帘线钢中,主要存在的是CaO-SiO 2-Al 2O 3系夹杂物[2]。
在CaO-SiO 2-Al 2O 3三元系夹杂物中,钙斜长石(CaO·Al 2O 3·2SiO 2)与假硅灰石(CaO·SiO 2)相邻的周边低熔点区有良好的变形能力[2]。
在这个区间内夹杂物中w (CaO)/w (SiO 2)在0.2-1.0之间,Al 2O 3含量在15%-25%之间。
1 氧化物夹杂控制技术理论基础帘线钢中氧化物夹杂控制技术的原理是,在帘线钢冶炼过程中,采取工艺措施使钢中夹杂物向图1中的目标夹杂物类型转化[3-4]。
处于这个区域内的夹杂物熔点低,约1300℃,且具有良好的变形性。
在钢液中这种复合夹杂物容易积聚上浮,留在钢中的夹杂物在轧制中变形成条状,线状。
最理想的是夹杂物Al 2O 3含量在20%左右,具有这个成分的夹杂物的不变形指数最低,见图2,变形性最好[5]。
帘线钢工艺最优化和非金属夹杂物检验方法的改进
帘线钢工艺最优化和非金属夹杂物检验方法的改进本文建立了基于分馏气体分析方法和定量金相学,依据非金属夹杂物数量评价帘线钢纯净度的方法。
根据定量金相学的数据以及各个生产厂家的盘条试样,分析了氧化物系非金属夹杂物的体积分数、直径大于8μm的大颗粒夹杂物密度以及Al2O3含量。
帘线钢生产用盘条要求高加工性和均匀的显微组织。
并要求最低的有色金属杂质含量,氮含量小于0.005%,氧含量小于0.0020%,氢含量小于2ppm。
按照成分、形状、尺寸及分布控制非金属夹杂物组成,钢液结晶过程中出现的偏析缺陷最小。
提高产品品种中高强、最高强度和超高强帘线的比率,是汽车外轮胎生产厂家的发展趋势。
事先设定钢液非金属夹杂物纯净度要求。
这与在拉拔和捻线时,帘线断线频率与钢材抗断强度极限有关。
因为在帘线钢中,80%的断丝是由于有不变形的非金属夹杂物引起。
微裂纹的产生过程,取决于钢材强度和塑性及非金属夹杂物。
它与基体结合的强度取决于夹杂物与基体热膨胀系数差。
热塑性变形时,沿其边界产生疏松的夹杂物危害最大。
疏松产生在刚玉和尖晶石的不变形非金属夹杂物附近,经受夹杂物基体边界的拉应力。
因此,夹杂物表面局部塑性变形和应力区取决于其尺寸。
生产帘线钢时,拉拔时线材经受拉应力和压缩应力,形成疏松的生长速度、尺寸及相应断线频率都提高。
由于非金属夹杂物Al2O3含量在极大程度上影响其变形的趋势,因此应控制在15%~20%。
这与CaO-Al2O3和SiO2-MnO-Al2O3三元易熔共晶体区范围一致。
非金属夹杂物中Al2O3含量取决于钢液中铝溶解度。
实验表明,变形非金属夹杂物的临界Al2O3含量与钢液中铝溶解含量0.0004%~0.0006%相同。
非金属夹杂物的化学成分、尺寸及在基体中的分布特征,取决于脱氧工艺和炉外处理。
钢液中终氧浓度、非金属夹杂物成分和形态,及其尺寸分布,取决于脱氧剂成分、数量和加入脱氧剂的顺序和方法。
帘线钢中非金属夹杂物,一般可分为外来炉衬、钢包、水口等耐火材料微粒,其成分接近于炉渣CaO-SiO2-Al2O3及脱氧反应物SiO2-MnO-Al2O3。
帘线钢质量影响因素及控制措施

帘线钢质量影响因素及控制措施摘要:主要阐述了帘线钢的质量要求。
对影响钢中夹杂物的尺寸及形态、热轧线材的组织及表面质量、偏析程度的因素进行了分析,提出了有效控制夹杂物形态和降低偏析程度的技术措施。
关键词:帘线钢夹杂物表面质量偏析钢帘线主要用于轮胎子午线增强用的骨架,具有强度高、韧性好的特点,也是线材制品中要求极高、生产难度最大的产品之一。
由于帘线用盘条要被拉拔成φ0.15~0.38mm的细丝。
之后还要经过高速双捻机合股成绳,要求拉拔及合股过程中100km断丝不超过1次,因此必须使用优质的高碳低合金线材才能满足如此高的质量要求。
对于帘线钢的生产及质量控制,国外钢铁企业如日本的神户制钢、新日铁、住友。
以及德国萨斯特、法国梅森和韩国浦项等厂家经过多年的研制开发,积累了大量的经验,形成了比较成熟的工艺。
其共同特点是生产工艺完善,产品化学成分均匀(如将碳含量控制在±(0.01%~0.02%))、钢的洁净度高(如T[O]≤20×10-6,[A1]T≤3×10-6,夹杂物级别较低,无大尺寸和脆性夹杂)、钢坯质量高、盘条的组织性能均匀、表面质量好和产品质量稳定等。
近年来,国内企业也陆续进行了帘线用钢的开发与研制,经过不断地摸索及实践,产品质量不断提高。
目前,国内帘线用钢的质量已经达到批量制作φ0.20mm以上规格钢帘线的质量要求。
并已经获得著名钢帘线生产厂家的质量认证,生产规模逐年扩大。
但从质量上看,国内帘线用钢与进口产品相比仍然存在一定的质量差距,尚未达到制作φ0.20mm以下钢帘线的技术要求。
本文主要讨论影响帘线钢质量的各种因素以及应该采取的相应控制措施。
1 影响帘线用钢质量的主要因素1.1 成分波动及有害元素的存在帘线用钢对于成分的要求较为严格,不同炉次或同炉之间要求成分必须保持均匀,波动幅度小,否则会造成盘条的通条性能不均匀,在加工过程中断丝。
帘线钢中有害元素含量过高,也会导致拉拔及合股断丝的发生。
合成渣精炼法控制帘线钢中的非金属夹杂物
也差 。生 产高 碳钢 丝 时 , 径 鲫 .m 的钢 丝 中 线 2m
只要存在一个大颗粒夹杂物就会断线 , 特别是高 强度化导致硬度 提高 , 对钢丝影响更 大。帘线钢 对钢中的非金属夹杂物有着特别严 格的要求 , 因 此, 通常采用炼钢炉外精炼工艺等措施控制非金 属 夹杂 物 。
稳定性好以及弯 曲刚度高等特点 。钢帘线的单丝 直 径一 般 为 0 1 . 5—03 m 冷 拔 和捻 股 过 程 中 .8 m,
p o ris r pe t . e
Ke o d s n h t lg t e c r te n n tl c i cu in yW r s y te i s i o d se l o mea l n l so c a r i
1 前言
轮胎钢帘线作为橡胶轮胎的骨架材料 , 求 要 其具有动态 弹性率大、 强度高、 拉伸蠕变小、 尺寸
维普资讯
鞍 钢 技 术
20 0 7年第 4期
ANGANG TECHNOLOGY
总第 36期 4
合 成 渣 精 炼法 控 制 帘线 钢 中的非 金 属夹 杂 物
耿继 双 郭 大 勇 王 秉喜 张晓 军 常桂 华 曹 亚丹 宁 东
(. 1鞍钢股份有 限公 司技术中心 2 鞍钢股份有限公司第一炼钢厂) .
耿 继 双 , 程 师 ,9 4年 毕 业 于 天 津 大 学 材 料 系 , 工 19 现在 鞍 钢股
2 帘线钢 中非金属 夹杂物 的控制
夹杂物的控制是帘线钢生产 中至关重要 的环 节。只有严格控制钢 中夹杂物 的数量 、 尺寸及形 态, 才能减少钢帘线拉拔及合股过程 中断丝金属夹杂物 的控制方法 。根据帘线钢对 非金属夹 杂物 的要
求和夹杂 物对 帘线钢性能的影响 , 用 C O—SO 一A : , 利 a i: 10 三元 相图确定 合成 精炼渣 的成分 , 优化设计 帘线 钢的冶炼 工艺 , 使钢 中夹杂物的尺寸变小 , 满足 了帘线钢性 能的要求 。 关键词 合成 渣 帘线钢 非金属夹杂物
帘线钢C72DA生产工艺与夹杂物控制

106帘线钢C72DA 生产工艺与夹杂物控制皮鹏飞(天津荣程联合钢铁集团有限公司轧钢厂,天津 300000)摘 要:本文通过对“荣钢”高线帘线钢C72DA 工艺的各项标准生产流程进行了分析和记录,确定了转炉、精炼、连铸各冶金环节工艺对热轧盘条洁净度的影响。
因此,本文通过几点对帘线钢C72DA 夹杂物指标展开讨论和研究,对帘线钢C72DA 生产工艺中的夹杂物进行有效的控制。
关键词:帘线钢;C72DA 生产工艺;夹杂物;控制中图分类号:TG142.1 文献标识码:A 文章编号:11-5004(2019)06-0106-2收稿日期:2019-06作者简介:皮鹏飞,男,生于1984年,汉族,内蒙古通辽人,本科,中级工程师,研究方向:材料工程在生产中的应用。
首先,钢帘线是生产汽车等相配套的一些必不可少的金属骨架材料。
要求通过轧材经过干湿等多次特殊处理工艺最终生产出直径为0.15mm~0.2mm 的成品钢材,在制作过程中各个环节的制作工艺复杂,同时对钢水的洁净度要求十分高,对于生产钢材的洁净度来说,每一个生产环节和操作工艺都将决定生产结果,从整个的流程来看,首先控制的洁净度显得尤为重要。
对帘线钢72A 钢中非金属夹杂物通过电镜扫描和光谱分析等手段,找出夹杂物的来源。
结合自身工艺特点,对转炉、LF 精炼、连铸等工序提出详细的夹杂物控制措施,并应用于生产实践,通过采取措施,夹杂物控制水平有大幅度提升,大颗粒夹杂物得到有效控制。
1 帘线钢生产流程及主要化学成分1.1 帘线钢主要化学成分介绍帘线钢C72DA 的主要化学成分包括:C,Si,Mn,P,S,Cr,Ni,Mo,Cu,Al,N 等,具体含量如下表所示:表1 C72DA 化学成分钢种化学成分(%)≤ppmC Si Mn P S Cr Ni Mo Cu Al N C72DA 0.69-0.750.15-0.300.40-0.600.0250.0200.100.100.050.100.0150C72DA(内控)0.700.180.450.0150.0100.060.060.050.080.01-注:对于Ni,Cr,Cu 残余元素在0.1%~0.15%之间的批注,暂时按照待定判断处理。
帘线钢中夹杂物控制ppt课件
1 研究背景及意义
目前研究者们对帘线钢中CaO-SiO2-Al2O3-(MgO)夹杂的特征达成 了共识: (1)CaO-SiO2-Al2O3-(MgO)尺寸比MnO-SiO2-Al2O3小; (2)MgO总是“选择性”地存在于CaO-SiO2-Al2O3-(MgO)系夹杂中, MnO-SiO2-Al2O3系夹杂中不含MgO; (3) CaO-SiO2-Al2O3-(MgO)系夹杂中的Al2O3含量明显高于精炼渣中 的Al2O3含量。
结果与讨论帘线钢精炼过程夹杂物中cao和mgo含量的关系总计4933氧化物夹杂结果与讨论帘线钢精炼过程夹杂物中cao和mgo含量的关系1398721979总计4933氧化物夹杂结果与讨论21979总计4933氧化物夹杂结果与讨论21979总计4933氧化物夹杂结果与讨论21979总计4933氧化物夹杂结果与讨论帘线钢精炼过程夹杂物分类结果与讨论mnosiomgo夹杂由caosio结果与讨论sio2mnocaoal2o3al2o3mgosio2caomnocaosio2mnomgo夹杂转变caosio2al2o3mnomgo并且caosio2mnomgo夹杂在lf进站阶段就已经形成
SiO2
CaO-SiO2-MnO-(MgO)夹杂转变CaO-SiO2-Al2O3-MnO-(MgO),并且 CaO-
SiO2-MnO-(MgO)夹杂在LF进站阶段就已经形成。
SiO2
只要确定MCnaOO-SiO2-MnO-(MgO)夹杂的来源就能厘清CaO-SiO2-AAll22OO33-MnO-
(MgO)夹杂的来源。
Mn脱氧,顶渣精炼并严格控制钢中Als等措施实现钢中夹杂物为低熔点 无害夹杂。
➢ 当前冶炼工艺条件下钢中存在两类夹杂,一类为MnO-SiO2-Al2O3夹杂,
帘线钢氧化物塑性控制
i 2 Ln 2 Log s 3 Lnh 3 Logh
这伸里长,,bi , Lan分 别Ln ba是表夹示杂夹物杂纵物截的面真上实的 长轴和短轴。
s
3 2
Lnh
3 2
Ln
Ao A1
表示钢的真实伸长,
Ao是钢锭的原始截面积,A1是钢锭
变形后的截面积。
温度,℃
硅酸盐夹杂物的成 最低可塑 固相线 液相线 平均熔化
14
21.33
58.66
16.51
/
3.50
15
32.26
48.34
19.41
/
/
首钢盘条中夹杂物在三元相图中的位置
帘线钢氧化物塑性化的理论及工艺研究
武钢钢帘线盘条中夹杂物分析
武钢钢帘线盘条中夹杂物分析 横断面夹杂物
纵断面夹杂物
编号
CaO
SiO2
Al2O3
MnS
1
/
/
/
100
2
31.43
48.28
钢丝表面质量不好,由缺陷处开始产生裂纹,引起 断裂。
帘线钢氧化物塑性化的理论及工艺研究
3. 72A盘条成分及洁净度的对比
通过前面对断丝断口的分析发现夹杂物是引起钢 丝拉拔过程中断裂的主要因素,因此对钢丝拉拔 的原料-盘条的质量提出了更严格的要求。钢帘 线盘条的化学成分、夹杂物的类型、尺寸和成分 以及洁净度直接影响了其拉拔性能。
20.29
/
3
15.94
55.34
28.72
/
编号
断丝断面分类
帘线钢氧化物塑性化的理论及工艺研究
第一种断面形状:杯锥状
➢ 断口外貌呈杯锥形,杯锥底垂直于主应力,锥形面平行于最 大切应力,与主应力成45°角;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚动阻力比普通斜线胎低15~20%; 可提高行驶速度; 可降低油耗5%-12%。
比斜线轮胎承载能力高10%以上。 胎体径向(垂直于地面方向)变形大, 可以缓和不平路面的冲击; 降低车辆受冲击损坏的可能性,有助于 延长车辆的使用寿命。
2
承载能力大:
减震性能好:
子午线轮胎用帘线钢是钢材中“极品”,生产难度非常大。
相对变形率=ε1/ ε2 ε1—夹杂物变形量 ε2—基体变形量
S. Rudnik, et al, JISI, 1966, 204(4); p374-376.
4
钢材延伸方向
=0.5~1.0
=0.03~0.5
= 0
S. Rudnik, et al, JISI, 1966, 204(4); p374-376.
18
铸坯中观察到的非金属夹杂物
19
帘线钢盘条试样中观察到的非金属夹杂物
20
衷心感谢!
敬请指正!
21
5
不变形夹杂物
高熔点夹杂物
Al2O3;
SiO2;
尖晶石类(MgOAl2O3); TiN;
稀土氧、硫化物
高CaO或Al2O3含量的硅酸盐、钙铝酸盐等。
6
帘线钢中夹杂物控制范围(塑性夹杂物)
Al2O3:12-25%; CaO/SiO2=0.5—1.0; 钙斜长石(CaOAl2O3 2SiO2)与磷石 英和假硅灰 石(CaO SiO2)周边区。
7
帘线钢中夹杂物控制范围(塑性夹杂物)
Al2O3:0-30%; CaO/SiO2=1左右; 锰铝榴石(3MnOAl2O3 3SiO2)周边区。
8
帘线钢对夹杂物控制的要求
钢中不能有Al2O3、Ti(C,N)等脆性夹杂物,要求塑性夹 杂物数量少且分布均匀。不允许有>30μm的夹杂物存在, 一般夹杂物尺寸应≤15μm。 国际上对帘线钢洁净度要求常用的是意大利的皮拉利标, 该标准对夹杂物的要求如下: (1)夹杂物总量一般要求T.O<30×10-4%; (2)要求夹杂物的数量小于1000个/cm2; (3)一般夹杂物的尺寸应< 15μm,高强度钢帘线钢要 求夹杂物直径小于钢丝直径的2%。实际控制得更低。 (4)不允许有纯Al2O3夹杂物存在,复合夹杂物中 Al2O3≤50%,因铝酸钙类夹杂物无可塑性,也不允许 存在。
帘线直径仅为0.15~0.38mm,由5mm圆钢冷拉至而成,在冷 拉和绞线合股过程极易发生断丝; 为了防止断丝,钢中非金属夹杂物必须为钢热轧过程能够良好变形的 塑性夹杂物,且径向尺寸须小于4m; 与汽车板、DI罐薄板等,同属于生产难度大、技术含量高、附加值 大的典型代表钢种。
3
塑性夹杂物和脆性夹杂物
9
帘线钢对夹杂物控制的要求
由于帘线钢要求铸坯中的夹杂物的直径不能大于钢丝直径 的2%,否则容易拉断,为此要想降低断丝率或是拉拔更 细(极细钢丝直径0.08mm)的钢丝,必须降低夹杂物 的直径,同时避免生成Al2O3脆性夹杂物和铝酸钙夹杂物。 国内外帘线钢主要采用LF+VD或LF+RH法进行精炼, 通过采用Si-Mn合金脱氧以及改变精炼渣系,达到控制钢 中酸溶铝含量,进而使钢中的夹杂物转变为塑性 CaOSiO2-Al2O3-MnO夹杂物的目的。
16
连铸:全过程保护浇注
Al2O3质量分数/%
各种覆盖剂Al2O3含量的变化
酸性和中性覆盖剂吸收Al2O3夹杂的能力远小于碱性覆 盖剂
17
连铸:中间包控流和吹气
具有足够深度和合理高宽比的大中间包. 通过坝、挡渣墙带孔夹板等控流装置控制钢液的流动和停留时间. 中间包气幕挡墙:底部吹入惰性气体可以均匀钢水,促进夹杂物的碰撞和 去除.与不加气幕挡墙比较可减少氧化物夹杂25%.
10
技术路线
高炉→铁水脱硫(或脱磷)→转炉吹炼→挡渣出钢→吹氩 →LF炉精炼→VD/RH炉真空处理→软吹→方坯连铸(全 程保护浇注、中间包控流、结晶器液面自动控制)→方坯 检查→方坯加热→高线轧制→空冷及集卷→检验→包装→ 入库。
11
铁水预理
采用单颗粒镁、复合喷吹、KR 法脱硫,[S]<0.010%,降 低转炉冶炼的硫负荷和二次精 炼脱硫压力。 控制进站铁水渣量<80mm, 出站扒渣干净,减少转炉入炉 渣量。 使用低磷铁水(P<0.050%) 或者铁水预脱磷,利于转炉提 高终点C。
帘线钢夹杂物控制技术与生 产实践
李聿军(B20140140)
2015年6月
1
子午线轮胎
安全性高,使用寿命长:
轮胎在路面上滚动时,周向变形小,相 对滑移小; 轮胎接地面积增大,胎面耐磨性强,行 驶里程可比普通斜交轮胎多30%; 使无内胎成为可能,减少爆胎。
节能(滚动阻力小,耗油低):
13
炉后脱氧和LF精炼
选用Si-Mn脱氧,并用Ca-Si辅助脱 氧,而不用铝脱氧,Als<6ppm. 为防止转炉炉后增碳过程帘线钢增氮、 炉后以及精炼过程钢液增钛,采用帘线 钢专用低氮低钛增碳剂和合金. 在LF 精炼过程微正压操作,造泡沫 渣, 减少电弧区发生氮气分解反应, 减 少钢液吸氮. LF精炼低碱度造渣,精炼钢渣 R=0.8~1.1,Al2O3=12~25%。 使夹杂物形成低熔点塑性夹杂物 3MnO.3SiO2.Al2O3(锰铝榴石).
14
RH精炼
进一步降低钢中[N]、[O]、[H], 从而降低钢中非金属夹杂物. RH精炼后软吹时间大于20min,促 使非金属夹杂物碰撞聚集长大上浮去 除.
15
连铸:全过程保护浇注
大包长水口氩封、中间包浸入式水口密封垫或者板间氩封或者一体式浸入 式水口,防止吸氧吸氮. 中间包钢水液面高碱度覆盖剂,吸附上浮夹杂。 结晶器钢水液面保护渣覆盖保护吸渣.
12
转炉冶炼
入炉铁水经过铁水预处理, S<0.010%,P<0.050%。废 钢使用自产中包残钢、头尾坯、 轧废等,不使用外购生铁和废钢、 渣钢和渣铁等。 石灰使用活性石灰,有效 CaO>=90%,活性度 >=360ml/4N-HCl。 转炉终点控制采用高拉碳一次出 钢法,出钢碳>=0.40%。