连接器组装作业书(SOP)
仪器组装sop范文

仪器组装sop范文机械装配sop方案怎么写?你好:这是我公司的:1 目的确保分析仪器的准确性。
2 范围所有分析仪器。
3 职责质量控制室负责验证方案的起草质量控制室主任负责验证方案的审核QA总监负责验证方案的批准4 定义无5 安全注意事项无6 规程6.1 验证方案的批准6.1.1方案起草6.1.2方案审核6.1.3方案批准6.2 检验仪器验证内容6.2.1 检验仪器分为:?测量仪器——只进行测量不涉及分析过程。
如计时器、温度计、天平、pH计、计量仪器——如空量瓶、移液管、滴定管分析仪器——大型分析仪器或参于分析过程,系统需要进行分离,然后才进行检测仪器。
如HPLC、GC、溶出度仪、紫外分光光度计、红外分光光度计等。
分析设备——不用于分析工作重要设备。
如人工气候箱6.2.2 检验仪器验证或校正的内容:测量仪器——只进行安装确认与校正。
计量仪器——只进行校正。
分析仪器——进行IQ、OQ、PQ。
分析设备——进行IQ、OQ、PQ。
6.3 确认的内容6.3.1安装确认(IQ)包括的内容主要包括:仪器描述资料归档备件验收检查安装具体内容:仪器描述(包括技术参数)按订货合同核对所到货物正确无误,并登记仪器代号、名称、型号、生产商名称、生产日期、公司设备登记号;说明书、保养手册、备件清单是否无误;气、电及管路连接是否符合供货方的要求;是否建立操作规程、清洗规程、维修保养规程、使用登记和维修登记表格;明确技术资料(图、手册、备件清单、说明书、保养手册存放地点);大型仪器的维修服务单位名称、、电话、传真、e—mail等)。
6.3.2 运行确认(OQ)包括的内容运行确认即为空载试验,是在不加样品的情况下确认是否达到设计的要求。
如:溶出度仪的转速、温度控制、自动控制、报警等能否达到设计的要求;紫外分光光度计的吸收度与透光率的转换、自检系统、自动控制系统、报警系统等是否否达到设计的要求;HPLC系统如泵流速的准确度(±5%)、自动进样系统(RSD≤1.0%)、注温箱(≤3.0℃ 波动应在1.0℃内)、UV 检测器(±3nm r=0.999)是否达到设计的要求;每个项目格式要求:项目、要求或限度、结果、结论。
《组装作业指导书》

《组装作业指导书》组装作业指导书引言概述:组装作业指导书是为了帮助工人正确、高效地进行组装工作而编写的指导性文件。
它包含了组装流程、注意事项、安全提示等内容,能够提高工作效率、保证产品质量,确保工人的安全。
下面将详细介绍组装作业指导书的内容。
一、组装前准备1.1 清点零部件:在开始组装之前,首先要对所有零部件进行清点,确保没有遗漏。
1.2 准备工具:根据组装所需工具清单,准备好所有需要的工具,以免中途中断。
1.3 检查工作环境:确保组装工作的环境安全整洁,避免因为杂物干扰而影响工作进度。
二、组装流程2.1 按照指导书步骤进行:严格按照组装作业指导书中的步骤进行组装,不得随意更改顺序。
2.2 注意零部件的方向和位置:在组装过程中,要注意零部件的方向和位置,确保组装正确。
2.3 注意配件的搭配:对于需要搭配使用的配件,要确保搭配正确,避免因为搭配错误导致组装失败。
三、注意事项3.1 注意安全:在组装过程中,要注意安全,避免因为疏忽导致意外发生。
3.2 注意细节:组装过程中要注意细节,确保每一个步骤都做到位,避免因为细节问题导致产品质量不达标。
3.3 注意保养:组装完成后,要对产品进行保养,延长产品的使用寿命。
四、质量检验4.1 外观检查:组装完成后,进行外观检查,确保产品外观完整无损。
4.2 功能检测:对产品进行功能检测,确保产品功能正常。
4.3 安全检查:对产品进行安全检查,确保产品符合安全标准。
五、组装后清理5.1 清理工作台:组装完成后,要清理工作台,保持工作环境整洁。
5.2 整理工具:将使用过的工具整理归位,确保下次使用时能够方便取用。
5.3 归档资料:将组装作业指导书和相关资料进行归档,以备日后查阅。
结语:组装作业指导书是组装工作中必不可少的工具,它能够指导工人正确进行组装工作,提高工作效率、保证产品质量,确保工人的安全。
因此,在进行组装工作时,一定要严格按照组装作业指导书的要求进行操作,遵循操作规程,做好每一个细节,确保组装工作顺利进行。
组装任务指导书(经典版)
组装任务指导书(经典版)
任务概述
本指导书旨在为组装任务提供详细的步骤说明,帮助组装人员高效、正确地完成任务。
前置知识
在进行组装任务之前,请确保您已了解以下知识:
- 相关组装工具的使用方法;
- 电子元件的常见种类及其特点;
- PCB(Printed Circuit Board)板的基本知识。
步骤说明
1. 将所需元件准备齐全,按照器材清单逐个核对;
2. 将PCB板放置在工作台上,将元件安装在PCB板上,注意方向和位置的准确性;
3. 使用钳子和电烙铁进行端子焊接,焊点应均匀、光滑、不允许有锡棒残留;
4. 连接电路,将所需元件之间连接线焊接或插入插头中;
5. 测试电路板是否正常工作。
注意事项
- 在进行组装任务时,务必佩戴防静电手环,防止静电对元器件的损害;
- 如果您在组装过程中遇到了问题,请及时查阅相关资料并进行排查;
- 组装任务完成后,将多余的元件和物料恢复到原有状态,保持工作区域的整洁和安全。
希望本指导书能够为您的组装任务提供帮助,也欢迎您提出宝贵的建议和意见!。
作业指导书-组装
检查工具是否齐全,有无破损
2
穿件
操作员
铁片,合金,铜件等金属类用铁丝拧起来
3
剪断
操作员
将链条,镀金回来的产品用剪刀,钳子等剪断
4
挂O零,九品,T品
操作员
把各个部件挂起来
5
穿(如果适用)
操作员
把各个部件用链条或线绳穿起来
6
掐(如果适用)
操作员
如果有固定球,夹帽等,用钳子掐好
7
返修
操作员
发现不良品,要进行返修,如果不能进行返修的,放入不良品处。
3、检验人员巡检时对作业员经自检合格后的首件产品进行检验并于“首检记录表”签名确认。首件不合格检验员将测量结果通知作业员重新调整,待合格后再进行首件检验。
9
生产结束
操作人员
生产材料,工具要放回原处
作业指导书-组装
编号:YH/JS12-12
(版本A)
拟制:
审核:
批准:
受控状态:
分发编号:
发布日期:2011年09月19日
生效日期:2011年09月19日
1.目的:
为确保组装作业有所遵循,提升品质及保障作业安全。
2.范围:
适用与本公司组装操作人员。
3.作业内容:
№
作业步骤
权责人员
作业内容
备注
1
产前准备
8பைடு நூலகம்
首件检查
操作员,组长
加工完第一件产品时,必须进行首件自检,合格后填写“首检记录表”,首件经班组主管确认无误后可正常生产,自检不合格时要分析查找原因,直到加工出合格产品后,再送经班组主管进行首件确认,不合格品应隔离标识。
2、首件确认后,若组长无法及时检验,允许作业员留下首件待检验员检验,然后正常生产;但当检查员检验不合格时,作业员必须逆向追踪到第一件不合格品。
《组装作业指导书》

《组装作业指导书》标题:组装作业指导书引言概述:组装作业指导书是匡助工人正确、高效地进行产品组装的重要工具。
它包含了组装步骤、注意事项、工具准备等内容,能够匡助工人顺利完成组装工作,提高生产效率和产品质量。
一、组装前准备工作1.1 清点零部件:在开始组装之前,需要清点所有零部件,确保数量齐全,避免缺漏。
1.2 准备工具:根据组装作业指导书的要求,准备好需要使用的工具,确保工作顺利进行。
1.3 确认工作区域:清理工作台面,确保工作区域整洁,避免影响组装过程。
二、组装步骤2.1 按照指导书顺序进行组装:严格按照组装作业指导书中的步骤进行组装,确保每一个步骤都正确无误。
2.2 注意细节:在组装过程中,注意细节,如螺丝的拧紧力度、零部件的摆放位置等,确保组装的准确性和稳固性。
2.3 防止损坏零部件:在组装过程中要小心操作,避免因操作不当导致零部件损坏,影响产品质量。
三、质量检验3.1 检查组装结果:完成组装后,进行质量检验,确认产品组装是否符合要求。
3.2 测试功能:对组装好的产品进行功能测试,确保产品正常运行。
3.3 记录检验结果:将质量检验结果记录下来,作为产品质量的参考依据。
四、清洁保养4.1 清洁产品:组装完成后,对产品进行清洁,保持产品外观整洁。
4.2 保养维护:定期对产品进行保养维护,延长产品使用寿命。
4.3 整理工具:清理工作区域,整理工具,确保下次使用时能够快速找到所需工具。
五、安全注意事项5.1 佩戴防护装备:在组装过程中,要佩戴所需的防护装备,确保安全。
5.2 遵守操作规程:严格遵守操作规程,避免发生意外事故。
5.3 定期培训:定期进行安全培训,提高工人的安全意识和操作技能。
结语:组装作业指导书是组装工作中不可或者缺的重要工具,正确使用指导书能够匡助工人顺利完成组装工作,提高生产效率和产品质量。
同时,工人在进行组装作业时也要注意安全和质量,确保产品的质量和生产的顺利进行。
2019年组装作业指导书-word范文 (6页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==组装作业指导书篇一:装配作业指导书(精典)编制:审核:第1页,共13页编制:审核:第2页,共13页编制:审核:第3页,共13页编制:审核:第4页,共13页编制:审核:第5页,共13页篇二:《组装作业指导书》组装作业指导书及相关奖惩条例1.总则为了确保产品质量在组装过程中的稳定和提高,必须严格加强现场管理人员和操作人员的质量意识,明确各个岗位的工作职责和范围。
根据本公司产品的生产工艺要求,特制定《组装作业指导书》及相关奖惩条例,希望该组全体员工在遵循职业道德,加强工作责任心、端正劳动态度、树立团队精神、努力提高个人操作技能和综合素质的前提下,严格按照《组装作业指导书》进行规范操作,坚决杜绝违章违规现象和粗制滥造,保障产品质量合格。
如果上岗员工自行其事、为所欲为,不按规定操作,将受到严厉的处罚,轻则调岗,重则辞退,而因此所造成的一切经济损失和其它后果均由责任人承担。
每道工序均应严格把关,精益求精,除了保证本道工序的制作质量,还有义务检查上道遗留的问题,消除质量事故的隐患;下道工序如发现了上道工序的问题,上报后经查实可给予表彰和奖励,如发现异常而继续机械性操作把隐患流入下道工序,则应承担连带责任。
所有人为因素造成的损失,都应由责任人承担后果,如损失严重,公司保留通过法律手段向责任人追诉的权力。
1.1 组装组共分备料清洗、装配、试压、加油、跑合五个工序。
2.备料、清洗2.1 备料、清洗是组装前的准备工作,操作工从现场管理人员处接到领料单后,按先后顺序将当日当班或次日需组装的产品配件依次从半成品库或其它工序领出,清查规格型号和数量准确无误之后,逐件检查,清洗干净再移交到组装工位。
2.2 严格区分每批次生产任务的配件中如支架、侧盖、封盖和托底坐上的产品或其它特殊标记,如果配件上的标记不符合本批次生产任务的规定或者配件上应有标记而没有标记、一件配件上有两种不同的标记,均应视为异常问题品,必须上报现场管理,由现场管理查明原因,处理好后方可继续操作。
设备装配sop标准作业流程模板

设备装配sop标准作业流程模板英文回答:SOP (Standard Operating Procedure) templates for equipment assembly are essential in ensuring consistency, efficiency, and quality in the assembly process. These templates provide step-by-step instructions for workers to follow, ensuring that each task is performed correctly and in the same manner every time.One of the main benefits of using SOP templates is that they serve as a reference guide for workers. They outline the necessary tools, materials, and steps required to assemble the equipment. This helps to eliminate confusion and reduces the chances of errors or omissions during the assembly process.For example, let's say I am working in a manufacturing company that produces electronic devices. The SOP template for equipment assembly would provide a detailed list of thecomponents needed, such as circuit boards, wires, and connectors. It would also outline the specific tools required, such as screwdrivers and soldering irons.The template would then guide me through each step of the assembly process, from connecting the circuit boards to attaching the wires and securing the connectors. It would provide clear instructions, such as "tighten the screwsuntil they are snug, but not too tight" or "solder thewires together using a small amount of solder."By following the SOP template, I can ensure that each device I assemble meets the same quality standards and specifications. This consistency is crucial in maintaining customer satisfaction and preventing costly mistakes or recalls.中文回答:设备装配的SOP(标准操作流程)模板对于确保装配过程的一致性、效率和质量至关重要。
《组装作业指导书》
《组装作业指导书》引言概述:组装作业指导书是一份详细说明如何正确组装产品的指南。
它提供了必要的步骤和注意事项,以确保组装过程顺利进行,并最终获得高质量的成品。
本文将介绍组装作业指导书的五个主要部分,包括材料准备、工具准备、组装步骤、注意事项和质量检查。
一、材料准备:1.1 确认所需材料:在开始组装之前,仔细阅读组装作业指导书,并确保准备好所需的材料。
这包括零件、螺丝、螺母、胶水等。
1.2 检查材料质量:检查所有材料的质量,确保它们符合要求。
任何有损坏或缺陷的材料都应该被替换。
1.3 准备工作区域:清理工作区域,确保有足够的空间进行组装,并将所需材料放置在易于访问的位置。
二、工具准备:2.1 确认所需工具:根据组装作业指导书的要求,确认所需的工具。
这可能包括螺丝刀、扳手、钳子等。
2.2 检查工具质量:检查所有工具的质量,确保它们能够正常工作。
任何有损坏或不合格的工具都应该被更换。
2.3 组织工具:将所需的工具整理并放置在易于访问的位置,以便在组装过程中能够方便地使用。
三、组装步骤:3.1 仔细阅读指导书:在开始组装之前,仔细阅读组装作业指导书的所有步骤。
确保理解每个步骤的要求和顺序。
3.2 按照顺序进行组装:按照组装作业指导书的顺序,逐步进行组装。
确保每个步骤都正确完成,不要跳过或颠倒顺序。
3.3 注意细节:在组装过程中,注意细节非常重要。
确保零件的位置正确,螺丝和螺母的紧固度适当,并且胶水使用恰当。
四、注意事项:4.1 安全注意事项:在组装过程中,要始终注意安全。
确保使用工具时戴上适当的防护手套和眼镜,并避免尖锐物品的伤害。
4.2 遵循指导书要求:严格遵循组装作业指导书中的要求。
如果有任何疑问,应及时向相关人员寻求帮助。
4.3 注意维护保养:组装完成后,要注意产品的维护保养。
根据指导书的要求,定期检查和清洁产品,以确保其正常运行。
五、质量检查:5.1 检查组装质量:在组装完成后,进行质量检查。
确保每个零件都正确安装,螺丝和螺母紧固适当,并且产品没有明显的缺陷。
BETTERY端子从组装到成品各站作业指导书SOP

日期 2012.02.09
修改记录
修改说明 录入客述不良图片
图三
核准
审核
制 定 唐喜 2012/02/09
文件编号 版本(REV) 作业图示
SOP-EN-1170 A1
图二
同种产品 两种电镀 颜色 NG
全PIN都 镀金 NG
图四
仅端子功 能接触处 镀金 OK
页码 (Page)
N/A
适用机种
SAK6-04040-002
适用机种 工站名称
SAK6-04040-002 刻印 作业步骤
作 业 指 导 书 (S.O.P)
文件编号 版本(REV) 作业图示
SOP-EN-1170 A0
1.由生技人员对刻印设备进行安装和调试,并设置好刻印内容(刻印内容参照工 程蓝图),先试刻印5-10PCS,经IPQC确认OK后,方可开始作业. 2.将一整盘胶芯摆放在工作台面上,左手取装载治具,右手取胶芯,保持胶芯脚 柱朝上,端子插孔面朝向怀外摆放在装载治具的槽位内(如图一所示),依次将装 载治具的槽位内摆满胶芯(摆放的方向需一致),再扣合好装载治具,将装好胶芯 的治具摆放在刻印设备的槽位上(如图二所示,装载治具需摆放到位,与槽位挡 块接触的地方需相互贴紧,方向不可放反),确认装载治具放到位后,轻踩脚踏开 关,镭射机会自行完成刻印作业(如图三所示). 3.刻印完毕后,取出装载治具,逐一检验每PCS胶芯是否有刻印模糊、字体歪斜、 错位等不良现象,检验OK后,将良品放入良品周转盘内.
注意事项
图一
1.不可刮伤或压伤产品. 2.每隔一小时需对治具进行清洁,保持治具槽内干净无杂物. 3.每两小时对产品进行全检,以免因冲床出故障导致产品的不良. 4.端子需冲压到位.尺寸需符合蓝图要求,尺寸标准参照图四. 5.手指套脏污或破损后需及时进行更换.
《组装作业指导书》简版
《组装作业指导书》组装作业指导书引言概述:组装作业指导书是一种详细说明如何正确组装产品的文档。
它提供了一系列步骤和指导,以确保组装过程的准确性和高效性。
本文将探讨组装作业指导书的重要性,并提供一个详细的结构,包括引言概述、正文内容和总结。
正文内容:1. 了解产品和工具1.1 详细了解产品的结构和组成部分,包括每个部件的名称和功能。
1.2 确定所需的工具和设备,以便正确组装产品。
这可能包括螺丝刀、扳手、电钻等。
2. 组装步骤2.1 提供一个按照正确顺序组装产品的步骤清单。
每个步骤都应该清晰明了,以确保组装的准确性。
2.2 详细描述每个步骤所需的操作和动作,以便操作人员能够轻松理解。
2.3 强调每个步骤的注意事项,例如特定部件的安装方向、紧固件的扭矩要求等。
3. 故障排除3.1 提供一份故障排除指南,以帮助操作人员解决组装过程中可能遇到的常见问题。
3.2 列出常见问题和解决方案,例如零件缺失、组装错误等。
3.3 提供详细的故障排除步骤,以便操作人员能够快速解决问题。
4. 安全注意事项4.1 强调操作人员在组装过程中应注意的安全事项,例如佩戴适当的个人防护装备、遵守操作规程等。
4.2 提供有关使用工具和设备的安全指导,以减少事故和伤害的风险。
4.3 强调操作人员应遵循公司的安全政策和规定。
5. 质量控制5.1 提供一份质量控制检查表,以确保组装产品的质量符合标准。
5.2 列出需要检查的关键指标,例如零件的完整性、连接件的紧固度等。
5.3 强调操作人员在组装完成后应进行最终的质量检查,以确保产品的质量和性能。
总结:组装作业指导书是确保产品组装过程准确性和高效性的关键文档。
通过了解产品和工具、提供详细的组装步骤、故障排除指南、安全注意事项和质量控制,操作人员能够正确地组装产品,并确保产品的质量和性能达到标准。
组装作业指导书的编写应该注重准确性、清晰性和易读性,以确保操作人员能够轻松理解并按照指导书完成组装任务。
连接器端子,检验作业指导书(SOP)

五,注意事項:
中心PIN針變形,插入插頭時會推出PIN針移動。測試2/4燈亮時PIN針鬆動。
測試中,外觀檢驗:塑膠外觀和結構異常。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰ห้องสมุดไป่ตู้
程序”(QEP0004)處理。
制定日期
修訂日期
支援文件
核准
審核
制訂
2004年11月01日
2016年10月06日
袁震峰
檢驗作業基准書
文件編號
版本次
頁次
SCN460
A2
1/2
四:检验作业步骤及流程简图:
1,插入PLUG,并且检验外观。
2,测试产品插入测试制具,2#、3#脚和PIN针正常
3,拔出PLUG时,2号和3号接触正常
( ENTER PIN:Ø1.0 )
二、作業內容:
檢驗項目
方法
標准
異常之判定
電氣性能
测试制具
插入插入及插入制具中,2#3#灯亮,2号3号2号脚正常,拔除插头,3号&3号道通正常。
插入PLUG及插入制具中時:
2#&4#等亮,PIN针异常。2#或3#不亮,2号或3号脚异常。
插不插头,1#灯不亮,则2号&3号不道通,2号与3号接触异常。
插不插头1灯不亮则混料走料痕氧化電鍍不良裝配作業性零件未裝入定位點plug超出標准或不合格時依矯正与預防措施作業程序qep0005或不合格管制作業程序qep0004處理
檢驗作業基准書
文件編號
版本次
頁次
设备装配sop标准作业流程模板
设备装配sop标准作业流程模板When it comes to assembling equipment, having a standard operating procedure (SOP) in place is crucial for ensuring efficiency and consistency in the production process. SOP is a set of step-by-step instructions compiled by an organization to help workers carry out complex routine operations. These guidelines outline the tasks, procedures, and responsibilities expected of employees. Having an SOP for equipment assembly helps ensure that every step of the process is performed accurately and consistently. This can lead to higher productivity, fewer errors, and ultimately improved product quality.在组装设备时,制定一套标准作业流程(SOP)对于确保生产过程的高效性和一致性至关重要。
SOP是由组织编制的一套逐步指导,帮助员工执行复杂的例行操作。
这些准则概述了员工预期执行的任务,程序和责任。
为设备组装制定SOP有助于确保每个步骤都准确,一致地执行。
这可以提高生产率,减少错误,从而改善产品质量。
By creating an SOP for equipment assembly, companies can streamline their operations and reduce the risk of errors and defects.Standardizing the assembly process helps eliminate variations in how tasks are performed, ensuring that all products meet the same quality standards. This consistency is essential for maintaining customer satisfaction and building a reputation for reliability in the market. Moreover, having a well-documented SOP in place makes it easier to train new employees and onboard them quickly, minimizing the time and resources required for training.通过为设备组装制定SOP,公司可以优化其运营,并减少错误和缺陷的风险。
电气装配SOP

电气装配作业指导书SOP目录1焊接规范1.12 电气安装板安装 31.1线槽安装 31.2导轨安装 41.3 PLC安装及接线 41.4 滤波器安装及接线 41.5电线电缆选型 51.6接线端子接线 5 3 机架电气装配规范 52.1机架接地 52.2码仔扎线 52.3气管走线及电磁阀安装 52.4标识粘贴 62.5机器总源线及总气管长度 62.6传感器安装 62.7 拖链安装 6 4 触摸屏电箱电气装配规范 71 电气安装板安装规范电气安装板电气安装的通用规范,适应吉阳自动化有限公司所有机型的生产安装.1.1线槽安装及走线图一图二图三图四1.1.1 线槽的大小选择要适当,线缆所占容量不能超过线槽的60%。
1.1.2 线槽及线槽盖转角处须切成45度角,切面处须手感光滑不扎手,如图二。
1.1.3线槽内开孔要光滑无毛刺,线槽盖无翘角。
如图一,图三。
1.1.4 线槽内走线平行整齐,严禁相互缠绕。
同一工序的同一种线束尽量在线槽内扎好。
如图四。
1.2导轨安装1.2.1导轨的切割须使用专用导轨切割器切割。
切割完后用锉刀去毛刺。
图五导轨1.2.2 导轨的固定点一般为两点,长度大于0.5米的须三点固定。
采用M4的大圆头螺丝固定。
1.3 PLC安装及接线图六 PLC安装1.3.1 PLC采用导轨安装,主PLC之间及离扩展模块的距离必须大于10毫米,PLC离线槽的距离为20毫米。
在PLC及模块的两端须用固定端子固定好,使之左右不能移动。
1.3.2 PLC进出线所用线耳必须用Y型线耳(型号为22-16。
),1.3.3PLC的线号管统一采用直径为1.0长度为16毫米的线号管,字高为3mm,线号文字的方向须一致,穿线管时,左手拿线号管,右手拿电线,方字阅读方向为从左到右。
1.3.4 PLC接线端子紧固时尽量使用力矩板手。
力矩大小:M4,1.2N.m;M3,0.5N.m;1.4 滤波器安装及接线1.4.1 滤波器的采用M4×8的圆头螺钉固定。
三芯2代弯头组装式连接器安装说明说明书

键位X 键Y 键KeyXY高压互锁0:无1:有HVIL0:NO1:WITH线缆大小Cable Sizemm25070线缆类型5:HS cableG2 ConnectorPL283(X)-30(X)-XX-2-5Document No: 8P1093Rev.04三芯2代弯头组装式连接器安装说明The Assembly manualFor 3POS PowerLok G2 90D Plug Connector第一部分:包装清单Part 1: Package contents①摇杆Latch ×1③外铜环Outer Copper ring ×3 ⑤外壳 Shell ×3⑦金属垫片 Metal gasket ×3 ⑧尾壳组件 Tail shell assembly ×1⑨ R4端子组件 R4 and terminal assembly ×3 ⑩一套绝缘套 A set of Insulation sleeve ×3⑪W 锁块(带凸台)Clamp W (With convex platform ) ×1 ⑫W/O 锁块Clamp W/O ×1 ⑬ M6平垫圈 M6 flat washer ×2 ⑭ M6弹簧垫圈 M6 spring washer ×2 ⑮ M6×18螺丝 M6×18 Screw ×2②螺旋弹簧Coil spring ×3 ④内铜环Inside Copper ring ×3 ⑥密封圈Sealing ×3①② ③ ④ ⑤ ⑥ ⑦ ⑧⑨⑩⑫⑬ ⑭ ⑮⑪1-2 取各1pcs 的⑦金属垫片,⑥密封圈, ⑤外壳和④内铜环, 从右边依次穿过线缆1-2 Take each 1pcs of ⑦ Metal gasket, ⑥ Sealing, ⑤shell and ④ Inside Copper ring have cable insert through their holes from right in sequence第二部分:插头组装 Part 2: Plug assembly连接器 Connector 线缆尺寸 Cable size 外套剥线长度 A Stripping jacket (mm)绝缘皮剥线长 B Stripping insulation (mm)保留屏蔽长度 C leave over shielding(mm)300系列 300 Series50mm² 32±1 17±1 7±1 70mm²32±117±17±1连接器 Connector 线缆尺寸 Cable size 线缆外径Accepted cable OD (mm)屏蔽线缆 Shield Cable300系列 300 Series50mm² 14.9±0.3 HS 84096257 70mm²17.0±0.3HS 84100298注意 : 剥皮完成之后,裁剪屏蔽保留Cmm(看上方表2),并将屏蔽线向后翻180°Note : After wire stripping, cutting shielded leave over Cmm(see table) ,and fold back the shielding braid步骤1:穿配件Step1:Assemble the accessories1-1 线缆准备:按生产需求从表1选择合适尺寸的线缆,并裁剪1-1 Cable preparation : take right-sized cable and cut the cable according to production plan from the table 1表1:线材规格 Table 1:Cable size步骤2:剥线皮,按表2尺寸剥离线缆绝缘皮和外被Step 2: Stripping, Strip off cable insulation and jacket as following size from the table 2z表2:剥线长度 Table 2:Strip length④Inside Copping Ring 内铜环⑤Shell 外壳⑥Sealing 密封圈⑦Metal gasket 垫片The chamfer faces right in the graphic 在图示中有倒角的面朝右侧方向步骤3:压接铜环Step 3: Crimping Copper Ring3-1 将④内铜环从右端移动到屏蔽线下方,屏蔽线覆盖在铜环表面3-1 Move the ④ inside copper ring from the right side to the side below the shield. The shield line is covered on the surface of the copper ring3-2 取1pcs ③外铜环,铜环从左端安装到屏蔽线上,铜环从屏蔽线的左端开始完全覆盖,并压接在其上(规格参照表3)3-2 Take 1pcs ③ Outer Copper ring, load it to the cable end on the left, copper ring cover the shielded fully from the shielded left end, then crimp(refer to table 3) 表3:铜环与线缆屏蔽编织层压接规格&拉拔力要求Table 3: Copper Ring and Cable braids Crimping spec & retention force requirement连接器 Connector 线缆尺寸 Cable size线缆外径 (1)Accepted cable OD (mm)压接高度(2)Crimping height (mm)参考抗拉拔力 (2) Retention Force300系列 300 Series50mm² 14.9±0.3 18.0±0.25 150N 70mm²17.0±0.320.3±0.25150N压接工具:油压机Crimping tool : Hydraulic press 50mm²压模: 195195150D50 50mm²Die: 195195150D50 70mm²压模: 220220150D70 70mm²Die: 220220150D70⑴ 建议使用安费诺H+S 线材(H+S 线材型号详见步骤1-1),如果客户选用其它电缆,请联系安费诺业务,协商订制零配件。
连接器安装说明说明书
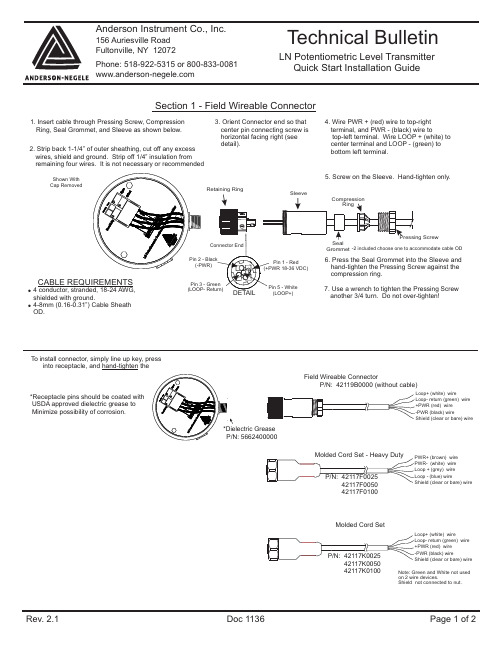
2. Strip back 1-1/4” of outer sheathing, cut off any excess wires, shield and ground. Strip off 1/4” insulation from remaining four wires. It is not necessary or recommended1. Insert cable through Pressing Screw, Compression Ring, Seal Grommet, and Sleeve as shown below. CABLE REQUIREMENTS4 conductor, stranded, 18-24 AWG, shielded with ground.4-8mm (0.16-0.31”) Cable Sheath OD.Shown With Cap Removed3. Orient Connector end so that center pin connecting screw is horizontal facing right (see detail).4. Wire PWR + (red) wire to top-right terminal, and PWR - (black) wire totop-left terminal. Wire LOOP + (white) to center terminal and LOOP - (green) to bottom left terminal.5. Screw on the Sleeve. Hand-tighten only.another 3/4 turn. Do not over-tighten!Section 1 - Field Wireable ConnectorLN Potentiometric Level Transmitter Quick Start Installation GuideTechnical BulletinAnderson Instrument Co., Inc.156 Auriesville Road Fultonville, NY 12072Phone: 518-922-5315 or 800-833-0081 To install connector, simply line up key, pressinto receptacle, and hand-tighten the*Receptacle pins should be coated with USDA approved dielectric grease to Minimize possibility of corrosion.Field Wireable Connector+PWR (red) wire-PWR (black) wireShield (clear or bare) wireP/N: 42119B0000 (without cable)Retaining RingLoop- return (green) wire Loop+ (white) wire42117F0100Molded Cord SetNote: Green and White not used on 2 wire devices.Shield not connected to nut.42117K0100Figure 2Figure 1M12< 20”Section 4 - Installation / Calibration VerificationOperation • Probe may not be cut! Trimming the probe length will disable the sensor and VOID warranty.• The process connection must have electrical contact with the tank, therefore LN’s must be clamped on fitting for proper operation.• Single probe LN's are suitable for installation in linear metallic tanks with probe parallel to tank wall. Non-parallel installation will increase reading error.• Dual probe LN's are suitable for installation in nonmetallic and/or non-linear tanks. • Sensor probe must not touch tank wall.• For accuracy and proper operation, measured media should be homogeneous with respect to temperature and conductivity. Media must have a conductivity of at least 1 µS/cm.• The LN is shipped calibrated to the bottom of the Teflon® coating. Normally at installation, additional adjustments are not required.• A turndown of up to 30% below top of probe is possible if 20mA output is desired at less than full rod height.Follow SPAN ADJUST for this feature.CalibrationZero Adjust 1. Connect power supply as shown in Section 1. 2. Connect Digital MultiMeter to output. With empty vessel (uncovered probe) signal output is 2.4mA. 3. Fill vessel until level contacts probe. Adjust OFFSET until signal output is 4.0mA (see Fig. 1).Span Adjust 1. Connect power supply as shown in Section 1.2. Connect Digital MultiMeter to output.3. Fill vessel until maximum level desired. Adjust SPAN until signal output is 20.0mA (see Fig. 1).Note:• Probe will not measure in Teflon® coated zone. Maximum level must be below the Teflon® zone.• Max turn down is 30% of full probe length (including Teflon® coated area) from the top e.g. 30” rod length with 4” Teflon® coating may adjusted from 26” down to 21”.• Span and Zero are normally non interactive however significant turndown adjustment may require an additional Re-Zero step.SensitivityTypically adjustment is not required. If calibration is needed, perform the following with the least conductive media: 1. Connect power supply as shown in Section 1.2. Fill vessel until media level contacts probe.3. Observe red LED labeled SENSITIVITY (see Fig. 2 LNSensitivity Table). • If the LED remains off or only blinks on briefly, turnSENSITIVITY clockwise. • If the LED remains on continuously, turnSENSITIVITY counterclockwise.Note:The objective is to achieve state 3 on the LNSensitivity Table. The red LED should be lit with a brief off blink.Single ProbeDual ProbeState1234LN Sensitivity Table。
006 连接器外壳组装作业指导书

注意将电线整理在空隙 内,防止压电线
用治具整理突出的 电线
注
图2
意 1.金属类的上壳,必须戴上手套。
2.上壳子时,不得夹线。
3.螺丝不得打滑。 4.注意上不同壳子时,需要螺丝刀的扭力不同(具体 见加工
图纸螺丝刀头。
6.注意检查有无夹套管或电线。
图3
向下用力
图4
连接器外壳组装作业指导书初版发行201525客户名发行no责任部门生产部第1版页1of1检证担当201525新规作成日期改版理由及内容承认作业前先确认壳子型号要与加工图纸要求一样方可作业
客户名
责任部门 生产部 版 日期
1 2015/2/5 2 3 4
连接器外壳组装 作业指导书
改版理由及内容 新规作成
4. 上紧内部螺丝,零部件不得缺少。
5.
放上面的壳子时,不得夹住套管。(套管过松时用钳 子夹紧,
再用热风枪收缩套管后,壳上另一半壳子)。
6.
另一半壳子壳上后,将螺丝放入,然后如图4用力向下 上螺紧丝。(上螺丝时应两边交替上紧,不可先把一边的
螺丝上
紧后,再上另一边)。
7.
壳子上好后,检查如图1上的①号零件能正常的左右移 动。
承认
初版发行 发行NO
第1版 检证
2015/2/5
页 1 of 1 担当
1
图1 注意垫片不能在盖子
作 业
1. 2. 3.
作业前先确认壳子型号要与加工图纸要求一样方可作 业拆。分上壳零部件,放入指定的盒子中。(不得有遗漏 零确部认件壳)子方向,将电线放入壳子凹槽。(注意电线不 超出壳
子凹槽,如超出,用治具整理放入)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所示,将焊片前端对准塑料本体上的
时拔出,重新装入新
焊ቤተ መጻሕፍቲ ባይዱ插槽,右手轻轻用力将焊片压入
的焊片;
插槽内,使之到位并用一根料带串连
起来;
2.2.2 焊片无变形、损伤、
电镀层脱落、氧化、
发黑、发黄、发白等
2.3 将主体调一边,摆放在治具内,重复
不良;
2.2步骤,完成另一边的装配动作。
2.2.3 无装错、漏装,偏
特殊特性: ◆
文件名称 GHR-nAB SOP 文件编号
版次
A/0 页次
1/6
生效日期
所需材料
焊片
所需治工具
作业流程图 上焊片 压焊片及折料带 插端子 1、准备工作:
1.1 检查工作台表面清洁,有无遗留其它孔位产品; 1.2 检查领取物料是否与随工单一致; 1.3 将塑料主体及已裁切好的焊片条分类摆放好; 1.4 作业员需佩戴手指套作业.; 2、作业内容:
斜、未装到位等不
2.4 取出插好的产品,将不良品放入不良
良情形;
盒中,良品流入下一工站.
NO. 版本号 1 A/0
条文 全
修订内容 新增
修订日期 2014/10/13
制订部 门:IE课
编制:
审批:
压端子及折料带
简图
作业描述
上焊片治具 初检 装管与检验
品质要求及注意事项
2.1.1 作业过程中如有产品
2.1 将塑料件主体和已裁切好的焊片条取 少量摆放在工作台面上;
掉落或有油污时,应 及时检起放入不良品 盒内;
2.1.2 不要把焊脚碰歪;
2.2 左手拿握主体,右手取焊片条,如图 2.2.1 如焊片装错位,应及