冲压模具教学动态图(gif版)
【经典】一张模具动态图,揭示一个模具原理
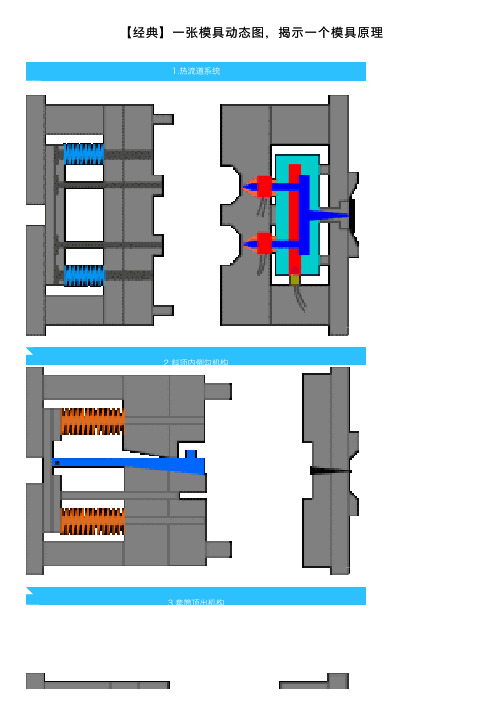
【经典】⼀张模具动态图,揭⽰⼀个模具原理
1.热流道系统
2.斜顶内倒勾机构
3.套筒顶出机构
4.滑块外倒勾机构
5.内螺纹⾃动旋出脱模机构
6.三板模具、针点进胶,套筒顶出机构
7.侧壁潜伏式进胶机构
8.埋⼊件射出机构
9.顶针潜伏式进胶机构
10.Hub倒勾机构
11.射出成形机⼯作流程
12. 卡勾机构组合图
13. 爆炸式机构
14. 滑块斜顶脱螺纹机构组合模具
15. 螺纹强脱模具图
16. 爆炸式加推板成型模具图
17. 齿条脱螺纹机构模具图
18. 马达脱螺纹模具图
19. 侧⾯螺纹,马达脱机构图
20. 利⽤开合模脱侧螺纹机构模具:
21. 哈夫式脱螺纹加推板机构顶出模具
22.其他复杂模具结构图。
冲压模具教学动态图(gif版)PPT课件

精选
16
精选
17
冲裁加工侧切送料定距过程
精选
18
冲裁加工侧切送料定距过程
精选
19
冲裁加工导料定距过程
精选
20
不对称件弯曲加工过程
精选
21
精选
22
成型磨削模块加工过程
精选
23
精选
24
曲柄滑块机构
精选
25
冲孔、落料加工过程
精选
1
冲孔、落料加工过程
精选
2
落料、拉工过程
精选
4
弯曲加工过程
精选
5
精选
6
精选
7
精选
8
精选
9
冲孔加工过程
精选
10
钩式自动送料装置工作
精选
11
精选
12
精选
13
加工方向转换机构
精选
14
冲裁加工 始用挡料销 工作过程
精选
15
冲裁加工过程及断面状况
冲压模具的基础知识42页PPT
1
0
、
倚
南
窗
以
寄
傲
,审容来自膝之易
安
。
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
55、 为 中 华 之 崛起而 读书。 ——周 恩来
冲压模具的基础知识
6
、
露
凝
无
游
氛
,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
身
后
名
,
于
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
冲压模具基础知识PPT课件
• 翻边模
翻边模是覆盖件冲压的关键工序之一&覆盖件上的翻边除焊接和 装配的要求以外;还可以增加覆盖件的刚性强度,使覆盖件边缘 光滑、整齐和美观。
翻边止推器
门外板翻边模结构局部图
• 斜楔模
斜楔模包括斜楔修边冲孔模、斜楔翻边模以及各种复合的工序&斜 楔模具的特点:
(1能够完成垂直冲压不能完成的工作。 (2)要求行位精度比较高的零件。 (3)结构比一般模具结构复杂。
淬火硬度50~55HRC。
拉延模凹模
平衡块
拉延模凸模
拉延模具图
• 修边模
一般所称的修边模包括了修边冲孔模;冲孔合并在修边中对于修 边模的结构影响不大,只是增加冲孔凸模、凹模和凸模固定 座&根据修边镶块的运动方向,修边模可分成以下三类:
1、修边镶块与压力机方向一致作垂直运动,这类修边模叫垂直 修边模。。
2、修边镶块作水平或倾斜运动的修边模称斜楔修边模。由于压 力机的上下运动经斜楔传给装有修边镶块的滑块,因此结构 较复杂,冲模工作部分的占有面积也较大。
3、一些修边镶块作垂直方向运动,而另一些修边镶块作水平或 倾斜方向运动的修边模称垂直斜楔修边模。
修边刃口
侧销
废料刀
修边刃口
退料板
D530顶盖修边冲孔模具图
导套
防护板
在汽车覆盖件生产中常用的冲压模具有拉延模、 修边冲孔模、翻边模、斜楔模&
• 拉延模
拉延模的结构;由主要的三大件或四大件组成:即凸模、凹模、压 边圈或凸模、凹模、压边圈和固定座&凸模通过固定座安装在双 动压力机的内滑块上,压边圈安装在双动压力机外滑块上,凹模 安装在双动压力机下台面上,凸模与压料圈之间、凹模与压料圈 之间都有导板导向。凸模、凹模、压料圈是由钼铬铸铁铸成,经 加工后棱线、凹模拉延圆角等处根据需要可以进行表面火焰淬火,
冲压模具动静态检测方法课件
10 折叠式废料槽在作业和保存时位置好吗
PPT文档演模板
检查 静动
检查要领
检查方 法
*
一级滑槽不小 于25度
目视手 感
*
目视
*
目视
*
目视
*
目视
*
目视
*
目视
*
排出顺利,无 阻碍
目视
*
直尺目 视
*
折叠后不能超 出上模平面
目视
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
PPT文档演模板
目视 目视 目视
目视
目视 红丹 粉 目视 目视 目视
PPT文档演模板
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
检查
NO
项目
检查要领
静动
10 上料架与送料高度匹配吗
*
11 定位板焊接深度结合底部焊接好吗
*
12 圆棒形定位有加强板吗
*
13 翻边托料装置上的定位有销子定位吗
*
14 上料无干涉吧
7 模具中心表示好吗
*
按图纸规定
8 空气配管上升下降的色别对吗
*
按技术协议
检查方 法
直尺
直尺
直尺 直尺 目视 目视 目视 目视
PPT文档演模板
冲压模具动静态检测方法
•模冲具压验模收具流动程静:态检查流程:
NO
项目
9 模具快速定位键槽或定位孔位置及尺寸对吗 10 气路集成座位置,高度表示好吗
11 螺栓类与滑道的间隙好吗
*
能否顺利排出, 防止反翘
目视
PPT文档演模板
冲压模具动静态检测方法
冲压模具PPT演示课件

装配要求:在模具开启状态,卸料板应高出模具工作零件刃口
0.3~0.5mm,以便顺利卸料。 凸台部分的高度:h=H-(0.1~0.3)t
3
第二章 冲裁工艺与冲裁模设计
第九节 冲裁模零部件设计
三、卸料装置与推件装置(续)
1.卸料装置(续) (3)废料切刀
适用:冲件尺寸大,采用废料切刀将废料切开而卸料
第二章 冲裁工艺与冲裁模设计
第九节 冲裁模零部件设计
三、卸料装置与推件装置
1.卸料装置 形式:固定卸料装置、弹压卸料装置和废料切刀
(1)固定卸料板
特点: 卸料力大,卸料可靠 适用:板料较厚(大于0.5mm)、卸料力较大、平直度要求不
很高的冲裁件
当卸料板仅起卸料作用,取0.2~0.5mm
与凸模的双边间隙
第九节 冲裁模零部件设计
四、模架及组成零件(续)
1.模架(续) (2)导板模模架
特点: 作为凸模导向用的弹压导板与下模座以导柱导套为导向 构成整体结构。 凸模与固定板是间隙配合,因而凸模在固定板中有一定 的浮动量。
所以,所选弹簧是合适
的。其特性曲线如图所
示。
12
第二章 冲裁工艺与冲裁模设计
第九节 冲裁模零部件设计
四、模架及组成零件
1.模架
导柱模模架:上模座、下模座、导柱、导套
类型 导板模模架:弹压导板、下模座、导柱、导套
(1)导柱模模架 导向结构形式
I级 滑动导向模架 Ⅱ级
滚动导向模架 0I级 0Ⅱ级
13
第二章 冲裁工艺与冲裁模设计
3.弹簧和橡皮的选用 (1)弹簧的选用
1)弹簧选择原则 ① 所选弹簧必须满足预压力F预的要求
冲压模具基础知识讲解ppt课件
冲孔
准,
切口
切边
.
• 6.剖切:将半成品切开成两个或几个工件,常用于成双冲压。 • 7.拉深:将板料压制成空心工件,壁厚基本不变。 • 8字模 :是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文
字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。
剖切
拉深
字模
.• 9.令線:被压花表面源自背面并无对应于浅凹的凸起。• 調整模具平行度 • 調整模具閉合高度
• 字模磨損
• 更換字模或令線鑲塊
• 字模及零線鑲塊粗細不一
.
鉚合
不良問題點
產生原因
解決方法
• 松動、脫落 • 露花
• 產品鉚合底孔(過大)與被 鉚合物不相輔或被鉚合物
• 修改模具底孔或更換 被鉚合物材質
硬度過硬
• 閉合深度不夠或設計錯誤 • 調整模具閉合高度或 變更設計
沖子
.
沖凸、沖拱橋
不良問題點
產生原因
解決方法
• 尺寸不夠 • 破裂
• 原始設計折彎沖子過高或 過低
• 修改設計,更換沖凸 沖子
• 閉合深度不夠
• 調整模具閉合高度
• 材料硬度過硬 • 讓位不夠
• 更換材料 • 加大讓位槽
.
壓線、字模
不良問題點
產生原因
解決方法
• 深淺不均勻 • 斷字
• 模具不平行度 • 深度不夠
• 沖頭使用時間過長鈍化
• 沖頭過細,斷裂 • 廢料跳料
• 調整模具間隙 • 更換沖頭
• 更換沖頭
• 沖頭斷裂或漏裝 • 折彎料造成
• 更換沖頭
• 預沖孔與抽孔孔徑中心不 一致
• 上工序預沖孔過大
冲压模具结构及成型调试方法
打沙拉孔设计标准
沙拉孔的成形步骤:a.先打沙拉后冲孔 b.先冲孔后打沙拉 c.先冲孔,打沙拉,
再冲孔
沙拉孔分为两种:a.淺沙拉孔 b.深沙拉孔
1. 浅沙拉孔分为三个步骤,第一步,先沖底孔,第二步,打沙拉孔,第三
步,再沖沙拉過孔,具体尺寸见下图示意.
11
冲孔漏料结构种类
冲孔漏料结构
1)刀口全部斜线割 2)刀口保证2.mm直面线割角度 3)全部直面线割后放电保证漏废料
軟材:t<1mm t=1~3mm t=3~5mm
硬材: t<1mm t=1~3mm t=3~5mm
z=(6~8)%t z=(10~15)%t z=(15~20)%t z=(6~10)%t z=(11~17)%t z=(17~25)%t
45
五金冲压原材料介绍
1)镍白铜 NS7701和7521 硬度 H 3/4H 1/2H 1/4H 软态. 2)马口铁 BB 硬度1/2H 1/4H 软态 SPCC SPCE. 3)不锈钢 SUS 304 和301 硬度H 3/4H 1/2H 1/4H 软态 镍9 镍10 . 4)磷铜 PB 硬度 SH EH H. 5)铍铜 BC190 290 硬度TM04 TM06,BC 250软态 1/2H 1/4H(需后
生产中钻螺纹底孔公式: Dz 攻丝前钻头直径(毫米) d 螺纹公称直径(毫米) t>1mm: Dz=d-(1.04~1.06)t 式中 t 螺距(毫米)软料钻头直径可选大些,
但不可太大
43
标准画法/颜色规定
44
模具设计规范
模具间隙设计确认方法:
1.理论确定法(使用不便)
2.经验确定法: T:冲材料扭曲未碾平;折弯边高度不一致超差;模具是否拉料;产品压 不住料,成型定位要求准确,切断冲子高于成型冲子1.5倍原材料厚度,折弯要求等高度,等间隙 内R要求一致等。
史上最全的塑料模具动态图,太难找了,终于集齐了
史上最全的塑料模具动态图,太难找了,终于集齐了随着塑料工业的飞速发展和通用与工程塑料在强度等方面的不断提高,塑料制品的应用范围也在不断扩大,塑料产品的用量也正在上升。
塑料模具是一种生产塑料制品的工具.它由几组零件部分构成,这个组合内有成型模腔。
注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
一般塑料模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、调温系统、成型零件和结构零件组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。
1、注射成型在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。
单分型面▼双分型面▼带活动镶块▼侧向分型▼热流道▼侧向分型-干涉▼剪切式切断浇口▼单推板二次推出机构-弹簧式▼单板二次推出机构-摆块拉板式▼单板二次推出机构-斜导柱滑块式▼双推板二次推出机构-八字摆杆式▼定模设置推出机构的注射模▼弹簧螺钉式定距分型拉紧机构▼摆钩式二级推出机构▼温流道热固性-主流道衬套▼温流道热固性塑料-延长喷嘴▼热固性塑料的注射压制模具▼硅橡胶螺纹型芯的强行脱模▼自动卸螺纹注射模▼连杆先行复位机构▼顺序脱模机构拉钩滚轮式▼顺序脱模机构弹簧式▼顺序脱模机构拉钩压板式▼三角滑块超前二级推出机构▼2、挤出成型指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。