四辊压延机
S型四辊压延机导胶边装置的改造

改 造后 的工作 原理 为 : 常生 产时 , 正 首先将 力 矩 电动 机控 制器 面板上 的开关 打 到“ ON” 置 , 位 使 导胶辊 能够 正常 运 转 , 当帘 布 经过 裁 刀 与 胶边 裁 切辊后 , 成合格 帘布 及胶 边 , 分 合格 帘 布经过 辅线
制 方法 , 由三相 网路相 位 同步控 制 , 以保证三 相输 出 自动 平衡 , 过输 出反馈 控制 , 通 可有 效地 防止 电
接驱动 不 粘胶 导 辊 方 式 代 替 之 前 的皮 带 传 动 方
式 , 实现胶 边 的顺利 导 出 。 可 2 2 改 造 要 点 .
12 3 4 5
/厂 —
() 1 针对 胶边 不能 及时 导 出现象 , 析认 为主 分
要是 由于 导胶速 度与 主机速 度不 匹配 导致胶 边受
本 次签 约合 作 , 滨公 司将 结 合 实 际把 该 公 横
司先 进 的技术 力量 和管 理经 验导入 兴达公 司 的研
度 等新 兴 国家轮 胎 投 资 有 明显 放 慢 迹 象 , 其 是 尤
印度 近期 轮胎 设备 采购 大 幅度减 少 。德 国大 陆轮 胎公 司调 低 2 1 O 2年 度 轮 胎 投 资 预 算 , 在 我 国 其 轮胎 扩 产 及 俄 罗 斯 新 建 轮 胎 项 目 目前 未按 计 划 启动 。
兴达 公 司是集 全 钢 工 程 机 械子 午 线 轮 胎 、 全
一
S型 四辊 压 延机 导 胶 边装 置 的 改造
中 图 分 类 号 : Q3 0 4 T 3 . 3 文 献 标 志码 : B
钢 丝帘 布 压 延 机 是 生 产 轮 胎 的关 键 设 备 之
四辊压延机

四辊压延机
四辊压延机
1、设计结构简洁明快、操作方便。
2、有多种速度和速比可供选择,能满足广大用户不同配方、不同工艺的要求。
3 、机架、底座全部采用焊接结构,经过退火除应力处理,外形美观大方。
4 、减速机为 6 级精度,硬齿面磨齿加工齿轮,使用寿命长,噪音低。
5 、完善的紧急停车设置,能最大限度保证人员、设备的安全使用。
6 、特殊设计密封结构,杜绝润滑油泄漏现象。
7 、压延机均采用滚动轴承。
8 、辊筒采用合金冷硬铸铁( LTG-H )制成,带有旋转接头,表面光洁度在 Ra0.8 上,可以带中高度。
中空、钻孔辊筒可选择。
9 、单出轴结构的速比齿轮采用人字齿,传动平稳,可以拔键调节速比。
10 、具有各种挠度补偿措施供用户选择,中高度、反弯曲、轴交叉。
11 、有不同层次的电控系统可供用户选择,总线控制系统、 PLC 控制系统、普通控制系统。
12 、单出轴传动结构取消了大小驱动齿轮。
13 、灵活多变的设计体系,能在最短时间内满足客户提出的特殊设计要求。
14、可以根据用户需求,配置各种辅机,组成联运生产线。
进口S 型纤维四辊压延机的应用与维修改进

主液压系统负责向主机辊筒的预负荷油 缸 、预弯曲油缸 、液压接头释放油缸 、导开储 布器油缸等分别提供各种不同压力的液压油 输出 。液压油泵为 20 L·r - 1变量叶片泵 。
Keywords four2roll calender ,maintenance ,tension system ,hydraulic system
Holroyd 计划推出新机器
英国《欧洲橡胶杂志》1998 年 180 卷 3 期 11 页报道 :
Holroyd 联合公司 ( HAS) 从事了 4 个方 面有关轮胎制造技术的工作 ,计划在 1998 年 上半年推出一种革命性的新技术 。该公司总 经理 Eric Holroyd 说 , HAS 正在积极推销上 述 4 项技术中的 3 项 ,其中包括 :
(1) 工艺条件的调整 按原先德方提供的控制数据输入微机进 行试生产 ,所加工的产品质量达不到要求 。 在测试了现场温度 、湿度 、蒸汽压力 、压缩空 气压力 、软化水压力 、供电系统电压等与生产 相关的参数后认为 ,德方提供的数据是在标 准环境及能源供应状况下执行的 ,而我厂实 际生产环境与此差别很大 。因此对工艺配方 数据进行了修改 ,经几次反馈调整后 ,产品质 量达到了设计要求 。 (2) 胶布粘冷却辊问题的处理 在生产过程中 ,遇到停机再重新开机的 情况时 ,从冷却辊向卷取储布器去的胶布常
L in Yongguo
(Qingdao Rubber Group Co. ,Ltd. 266041)
Abstract The service , maintenance and modificatoin of imported S configuration four2roll textile calender are described. The process conditions and t he equip ment are adjusted for t he do2 mestic conditions including t he addition of a guide roll to improve t he rubber fabric sticking2to2cool roll ,t he replacement of IPC by a notebook type computer as programmable cont roller and t he modification of tension system. The technical measures for t he safe production are also briefly de2 scribed.
s型橡胶四辊压延机的功能及作用

s型橡胶四辊压延机的功能及作用S型橡胶四辊压延机的功能及作用橡胶四辊压延机是一种常用的橡胶加工设备,用于将橡胶原料进行预处理和压延,以便后续加工和使用。
S型橡胶四辊压延机是其中一种常见的型号,具有特殊的结构和功能,下面将详细介绍它的功能及作用。
一、功能1. 橡胶热塑性加工:S型橡胶四辊压延机可以通过调整辊筒的温度和转速,将橡胶原料加热至熔化状态,以便进行热塑性加工。
通过热塑性加工,可以改变橡胶的物理性质和形状,提高其加工性能和使用寿命。
2. 压延均匀性:S型橡胶四辊压延机采用四辊结构,通过调整辊筒之间的间隙和压力,可以实现对橡胶原料的均匀压延。
辊筒的特殊形状和表面处理,能够有效提高橡胶的拉伸性能和抗疲劳性能,使得压延后的橡胶具有更好的品质和性能。
3. 增加橡胶的可塑性:S型橡胶四辊压延机能够将橡胶原料中的填充剂和增塑剂充分分散,并与橡胶基体充分混合。
通过增加橡胶的可塑性,可以改善橡胶的加工性能和使用性能,使其更适用于不同的应用领域。
4. 调节橡胶的硬度:S型橡胶四辊压延机可以通过调整辊筒的温度和压力,控制橡胶原料的硬度。
硬度是橡胶的重要指标之一,不同硬度的橡胶适用于不同的工程和产品要求。
橡胶四辊压延机能够实现对橡胶硬度的调节,满足不同领域和产品对橡胶硬度的需求。
二、作用1. 橡胶加工预处理:S型橡胶四辊压延机可以对橡胶原料进行预处理,包括烘干、除尘、破碎和混炼等工艺。
通过预处理,可以去除橡胶原料中的杂质和水分,提高橡胶的纯度和质量,为后续加工和使用提供良好的基础。
2. 橡胶制品生产:S型橡胶四辊压延机是橡胶制品生产线中的重要设备之一。
它可以将预处理好的橡胶原料进行压延,并根据需要进行切割、成型和模具加工等工艺,最终得到各种橡胶制品,如密封圈、轮胎、输送带等。
3. 橡胶工艺研究与开发:S型橡胶四辊压延机在橡胶工艺研究和开发中具有重要作用。
通过对不同橡胶原料和配方的压延试验,可以评估橡胶的加工性能和性能指标,为新产品的开发和优化提供依据。
S型四辊压延机电气传动和自控系统改造

艺要 求 。
() 2 直流传 动
① 主 机 和 辅 机 有 8 台 英 国 产 C ~ e tr2 T M no
数字 式直 流调 速器 ( 取设 备 的 2台已于 2 0 年 卷 08 改造 ) 。其 中励 磁部分 损坏 , 急采用 外挂 整流桥 应 的有 3台 ; 面板按 键损 坏 , 用 临时外接 微 动开关 采 的有 2台 ; 张力 软 件板 发 烫 、 常跳 闸和停 机 , 经 采
力 、 接头 压力 等均无 法实 现 自动控 制 , 过 达不 到工
作者 简 介 : 建 宁 ( 9 9) 男 , 夏 银 川 人 , 川 佳通 长 城 轮 洪 1 5一 , 宁 银 胎有 限公 司 工 程 师 , 要 从事 电 气设 备 管理 工 作 。 主
提高设 备 的综合 保护 水平 和符 合生产 工艺 条件 的 基础 上 , 高产 品质 量 , 低原 材 料 消耗 ; ~5年 提 降 3
前后 操作箱 进行 反馈 为各 自张 力区 内的测力轴
由 P C控制 S型 四辊压 延机 1 L O台直 流 电机
中 图分 类 号 : TQ3 0 4 3 . 4 文 献标 识 码 : B 文章 编 号 : 0 6 8 7 ( 0 0 0 — 4 50 1 0 ~ 1 1 2 1 ) 70 3 — 3
我公 司对 S型 四辊压 延机 电气 传动 和 自控 系 统进 行 了改 造 , 一 次试 车成 功 。本 次 改 造 的范 并 围为 S型 四辊压延 机 可编程 控制 器 ( L ) 8台 P C和 数字 式直 流调 速器及 相关 的其 它设 施 。 目前该 设 备 已通过验 收 , 运行 稳定 。 S型 四辊压 延机 改造 是我 公 司实 现设 备 长 周
意大利COMERIOERCOLE公司_S_形四辊钢丝压延机的自动控制原理
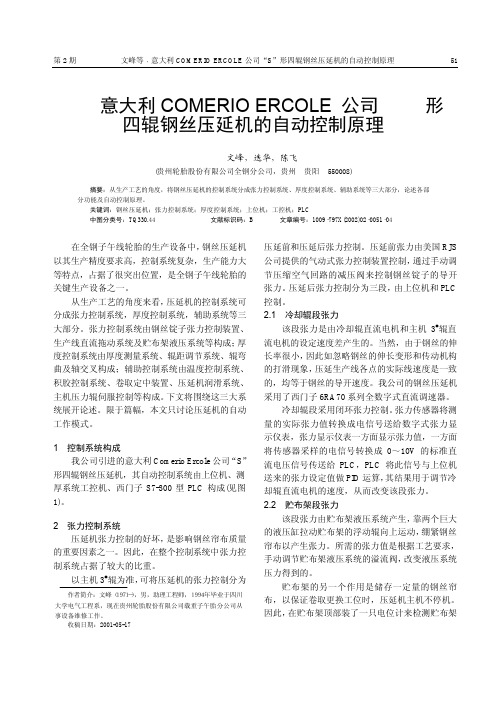
意大利COMERIO ERCOLE 公司“S”形四辊钢丝压延机的自动控制原理文峰,迭华,陈飞 (贵州轮胎股份有限公司全钢分公司,贵州贵阳 550008)摘要:从生产工艺的角度,将钢丝压延机的控制系统分成张力控制系统、厚度控制系统、辅助系统等三大部分,论述各部分功能及自动控制原理。
关键词:钢丝压延机;张力控制系统;厚度控制系统;上位机;工控机;PLC中图分类号:TQ330.44 文献标识码:B 文章编号:1009–797X(2002)02–0051–04在全钢子午线轮胎的生产设备中,钢丝压延机以其生产精度要求高,控制系统复杂,生产能力大等特点,占据了很突出位置,是全钢子午线轮胎的关键生产设备之一。
从生产工艺的角度来看,压延机的控制系统可分成张力控制系统,厚度控制系统,辅助系统等三大部分。
张力控制系统由钢丝锭子张力控制装置、生产线直流拖动系统及贮布架液压系统等构成;厚度控制系统由厚度测量系统、辊距调节系统、辊弯曲及轴交叉构成;辅助控制系统由温度控制系统、积胶控制系统、卷取定中装置、压延机润滑系统、主机压力辊伺服控制等构成。
下文将围绕这三大系统展开论述。
限于篇幅,本文只讨论压延机的自动工作模式。
1 控制系统构成我公司引进的意大利Comerio Ercole公司“S”形四辊钢丝压延机,其自动控制系统由上位机、测厚系统工控机、西门子S7-300型PLC构成(见图1)。
2 张力控制系统压延机张力控制的好坏,是影响钢丝帘布质量的重要因素之一。
因此,在整个控制系统中张力控制系统占据了较大的比重。
以主机3#辊为准,可将压延机的张力控制分为压延前和压延后张力控制。
压延前张力由美国RJS 公司提供的气动式张力控制装置控制,通过手动调节压缩空气回路的减压阀来控制钢丝锭子的导开张力。
压延后张力控制分为三段,由上位机和PLC 控制。
2.1 冷却辊段张力该段张力是由冷却辊直流电机和主机3#辊直流电机的设定速度差产生的。
当然,由于钢丝的伸长率很小,因此如忽略钢丝的伸长变形和传动机构的打滑现象,压延生产线各点的实际线速度是一致的,均等于钢丝的导开速度。
四辊橡胶压延机操作流程
四辊橡胶压延机操作流程英文回答:Operating a four-roll rubber calender involves several steps to ensure the smooth and efficient production of rubber sheets. Here is a step-by-step guide on how to operate a four-roll rubber calender:1. Preparation: Before starting the machine, I need to make sure that all the necessary materials and tools are ready. This includes the rubber compound, the fabric or steel belts, and any additives or chemicals required for the specific production run.2. Set the roll gap: The roll gap refers to the distance between the top and bottom rolls. I need to adjust the roll gap based on the desired thickness of the rubber sheet. This can be done by turning the adjusting screws or using the hydraulic system, depending on the design of the calender.3. Preheat the rolls: To ensure proper processing of the rubber compound, I need to preheat the rolls to a specific temperature. This can be done by turning on the heating elements or using steam or hot oil circulation. The temperature required may vary depending on the type of rubber being processed.4. Feed the rubber compound: Once the rolls are heated and the roll gap is set, I can start feeding the rubber compound into the calender. This can be done manually or using an automatic feeding system. It is important to ensure a consistent and even feed to achieve uniform thickness and quality of the rubber sheet.5. Adjust the tension of the belts: The fabric or steel belts play a crucial role in the calendering process by pulling the rubber compound through the rolls. I need to adjust the tension of the belts to ensure proper feeding and prevent slippage or wrinkling of the rubber sheet.6. Monitor the process: While the calender is running,I need to closely monitor the process to ensure everything is running smoothly. This includes checking the temperature of the rolls, observing the feeding and output of the rubber sheet, and addressing any issues or abnormalities that may arise.7. Collect the rubber sheet: As the rubber sheet comes out of the calender, I need to collect it and stack it properly for further processing or packaging. This can be done using conveyor belts or other handling equipment.8. Clean and maintain the machine: After completing the production run, I need to clean the rolls and other parts of the calender to remove any residual rubber compound. Regular maintenance and lubrication of the machine are also important to ensure its longevity and optimal performance.中文回答:操作四辊橡胶压延机涉及几个步骤,以确保橡胶片的顺利和高效生产。
S型φ700×1800四辊压延机改造

我公 司 2 0 0 4年 对 S型 7 O 1 0 O × 8 0四辊 压 延机 及联 动生产 线进行 了 全面 技术 改 造 ,0 5年 20
速度 。
() 2 2 第 ~5张力 区 第 2 ~5张 力 区采 用 液 压 闭 环控 制 张 力 的方
式, 由液 压 站 、 压 站 控 制 器 与 位 移 传 感 器 、 液 各
区 牵 引 电 机 、 门子 6 西 RA7 系 列 控 制 器 及 内置 0
T0 4 0工艺控 制 板 等组 成 储 布 器 浮 动辊 位 移 闭环
维普资讯
轮
胎
T
业
2 0 年 第 2 卷 06 6
图 2 改 造 后 s型 q7 0 8 0四 辊 压 延 生 产 线 结 构  ̄ X10 0
1 导开 装 置 ; 过 接 头 装 置 ; l 驱 动 装 置 ;~ 前 储 布 器 ; - 驱 动 装 置 ; 扩 布 装 置 ; 干 燥 箱 ; 1 张 力 装 置 ; 一 2 3 4 5 2 6 7 8
控 制 系统 。
哮~
司可移 动式 加热 冷却 交换 器 。
2 4 自动 控制 系统 .
( ) 6张 力 区 3第
第 6张 力 区 由卷取 牵 引 电机 、 门 子 6 西 RA7 0
维普资讯
第6 期
王
军等 . S型 7 o 8 0四辊压延机改造 0 ×I0
S型 47 0 8 0四辊 压 延 机 改 造 0 1 0 X
王 军 , 长伟 张
大四辊压延作业指导书

大四辊压延作业指导书一.设备:四辊压延机XY—4Γ1730B;二.工艺条件:1.室温不低于18℃;环境清洁、干净;设备功能状态良好;仪表齐全、灵敏。
2.压延方法:尼龙帘布两面一次贴胶;帆布压力贴胶。
3.压延速度(m/min):胶帘布压延不高于40;帆布压延不高于284.干燥辊温度95±5℃(蒸汽压力0.3MPa,参考),两端均匀一致,(帘布进压延机前含水率不大于1﹪)。
5.主机辊筒温度:上、中辊90~105℃,侧、下滚85~100℃。
6.冷却水温度不高于28℃,压力为0.30MPa(参考)。
卷曲温度不高于45℃,冷却辊不出汗为原则。
三、操作要点:1准备:1.1清理卫生,检查设备;备齐工具。
1.2按生产计划备料,物料与计划相符。
1.3根据生产计划顺序开包,尼龙帘布开包后停放时间不超过1小时(7,8月份不超过半小时2热炼/供胶:供胶均匀连续,压延机辊缝存胶适量,不脱辊、不缺胶。
3帘布接头:3.1平板温度160~180℃;压力8.0MPa。
3.2加压时间40~60s。
3.3接头用胶片厚0.8mm*50mm;帘布搭接50~70mm。
4递布:4.1第一匹和最后一匹帘布要用牵引布,接头通过时递布工提前通知压延、压延回铃后方可继续操作。
压延过程中要注意协调、联系.4.2联系信号:开车长鸣一声;减速长鸣二声;停车长鸣三声;故障:乱铃。
4.3递布要将帘布摆平、放正,帘线跑偏及时调整定中心装置,经常检查、调整扩布器,保持帘线幅宽达标、不劈缝。
4.4若一卷帘布压不完时,余料应卷好,按原包装包好、尤其是两端,以减轻受潮程度。
5.压延:5.1先开车后开汽,逐步升温达标后闭汽空转5分钟.使辊温均匀后再供胶。
5.2车速调正常后,从辊筒两边对称部位取样检测胶片厚度(距边部150-200mm)。
5.3调整辊距和辊筒间存胶适量,以保证压延帘布不起花、不掉皮。
5.4调整好割边刀,确保割边整齐,不划线、不跑胶边。
5.5带油或落盘胶边应返回热炼掺用。
XY—4S1800A四辊压延机机前机后张力控制改进

XY—4S1800A四辊压延机机前机后张力控制改进一概述主机前张力检测采用意大利Re公司CK.265.3000.80检测器和RE MW.80.10张力放大器,主机后采用美国蒙特福UPB10型检测器和M3200-CE张力放大器。
机前、机后张力控制均由直流装置MENTOR-Ⅱ加插MD-21控制模板完成。
由于机前、机后属大张力区,其稳定性是胶帘布质量的重要保证,其保护措施是设备、人身安全的重要保障,因此工艺要求精,安全要求高。
二问题提出现有张力控制系统1996年改造投入使用至今10余年,电子元件已进入高故障期,控制系统直流调速器时常会有Pc1、Pc2等报警,难以保证设备稳定运行;电子产品升级换代快,难以在市场上购买到控制系统所用的MDA-2、MD-21控制板,需对其进行升级改进。
系统过张力保护仅靠机前、机后单环浮动辊受过张力被拉下时,浮动辊位置检测接近开关信号传送到PLC,由PLC发出指令,主机停车。
一次主机前辊筒轴承座被拉裂,险些造成严重后果,使我们不得不重新审视张力保护,进一步对其进行完善。
三制定改进方案针对系统存在的上述问题,组织相关人员从电器控制、风路系统、PLC程序着手,对系统进行全面分析研究后,提出系统整体改进方案:1)张力控制系统MD-21升级为MD-29,对张力PID现场调试,满足生产要求;2)设计张力过大保护程序,嵌入到联动线AB PLC中,进行电器保护;3)对前、后浮动单环风路进行改进,保证单环被拉下,气缸实际压力大于设定压力时,进行泄压。
四方案实施1 张力控制系统升级,现场调试(1)组装张力控制系统硬件。
考虑够买整套MENTORII直流调速器费用高,利用现有底板,新够MDA75R功率板、MDA-1控制板、MDA-2B端子板组成一套调速装置,把MD29上的40脚插座插在MDA2B电路板的相应插针上,插针连接牢固并且MD29上的四个支柱插入MDA2B电路板的定位孔内。
若有实验平台,可以测试直流调速装置是否能正常运行。
橡胶四辊压延
橡胶四辊压延橡胶四辊压延是一种常见的加工橡胶的方法,通过四个旋转的辊子将橡胶块或片材压延成所需的形状和尺寸。
这种加工方法在橡胶制造业中广泛应用,可以用于生产橡胶板、橡胶管、橡胶带等各种橡胶制品。
本文将深入探讨橡胶四辊压延的原理、工艺以及其在橡胶制造中的应用。
首先,让我们了解橡胶四辊压延的原理。
橡胶四辊压延机由四个平行排列的辊子组成,通常有两个工作辊和两个辊的调节辊。
工作辊通过驱动装置转动,形成一个压延区域。
在这个区域内,橡胶块或片材被辊子的压力和摩擦力作用下逐渐变形,最终压延成所需的形状。
橡胶四辊压延的工艺通常可以分为几个步骤。
首先,将橡胶块或片材放置在两个工作辊之间,并确保辊子之间有适当的间隙。
然后,通过调整两个辊的位置,使其与工作辊紧密接触。
接下来,启动驱动装置,使辊子开始转动。
在转动的同时,逐渐增加辊子之间的压力,以推动橡胶块或片材进入压延区域。
同时,可以通过调整辊子的转速和间隙大小来控制橡胶的压延速度和厚度。
最后,当橡胶达到所需的尺寸和形状后,停止驱动装置,取出压延好的橡胶制品。
橡胶四辊压延在橡胶制造中有广泛的应用。
首先,它可以用于生产橡胶板。
橡胶板是一种常见的橡胶制品,广泛用于建筑、汽车、电子等领域。
通过橡胶四辊压延,可以将橡胶块或片材压延成适合生产橡胶板的尺寸和厚度。
其次,橡胶四辊压延也可以用于生产橡胶管。
橡胶管是一种用于输送液体或气体的管道,橡胶四辊压延可以将橡胶块或片材压延成所需的内径和壁厚,以适应不同的应用需求。
此外,橡胶四辊压延还可以用于生产橡胶带、橡胶垫片等各种橡胶制品。
对于我个人来说,橡胶四辊压延作为一种橡胶加工方法,具有很高的效率和灵活性。
通过调整辊子的转速、间隙和压力,可以实现对橡胶的精确控制,以满足不同产品的要求。
此外,橡胶四辊压延还可以处理较大尺寸和较厚的橡胶块,适用于各种规模和类型的橡胶制造企业。
总结起来,橡胶四辊压延是一种常用的橡胶加工方法,通过四个旋转的辊子将橡胶块或片材压延成所需的形状和尺寸。
橡胶四辊压延
橡胶四辊压延橡胶四辊压延是一种常见的橡胶加工工艺,主要用于制造橡胶制品。
本文将从以下几个方面进行介绍:橡胶四辊压延的基本原理、设备组成、操作流程、注意事项以及应用领域。
一、橡胶四辊压延的基本原理橡胶四辊压延是利用四根平行排列的辊子对橡胶进行挤压和拉伸,使其达到所需的形状和尺寸。
其中,两个大直径的辊子称为工作辊,两个小直径的辊子称为支撑辊。
通过调整工作辊之间的距离和转速,可以控制橡胶在挤出时受到的压力和拉伸程度。
二、设备组成橡胶四辊压延机主要由下列部分组成:1. 机架:支撑整个设备。
2. 电动机:提供动力驱动设备运转。
3. 减速器:将电动机输出的高速旋转转换为低速高扭矩输出。
4. 传动轴:将减速器输出轴与主轴连接起来。
5. 工作辊:用于挤压和拉伸橡胶。
6. 支撑辊:用于支撑工作辊和橡胶。
7. 调节机构:用于调整工作辊之间的距离和转速。
三、操作流程橡胶四辊压延的操作流程如下:1. 将要加工的橡胶放置在两个支撑辊之间,使其平整。
2. 调整工作辊之间的距离,使其与橡胶接触。
3. 开始电机,使主轴旋转。
4. 逐渐调整工作辊之间的距离,控制橡胶受到的压力和拉伸程度。
5. 持续挤出和拉伸,直至橡胶达到所需形状和尺寸为止。
6. 停止电机,并将加工好的橡胶取出。
四、注意事项在进行橡胶四辊压延时,需要注意以下几点:1. 操作人员必须经过专业培训,并严格遵守操作规程,以确保安全生产。
2. 在操作前应检查设备各部分是否正常运转,并进行必要的维护保养。
3. 在加工过程中应定期检查设备各部分的运行情况,如有异常应及时处理。
4. 在加工不同种类的橡胶时,应根据其特性和要求进行相应的调整。
5. 加工完毕后,应及时清理设备和工作场地,并做好设备维护保养工作。
五、应用领域橡胶四辊压延广泛应用于制造各种橡胶制品,如轮胎、密封件、管道等。
其中,轮胎是最主要的应用领域之一。
通过橡胶四辊压延,可以使轮胎具有良好的耐磨性、抗老化性和抗拉伸性能,从而提高其使用寿命和安全性能。
四辊橡胶压延机操作流程
四辊橡胶压延机操作流程The operation of a four-roll rubber calender machine involves several steps and requires careful attention to ensure a smooth and efficient process. This machine is commonly used in the rubber industry for variousapplications such as manufacturing rubber sheets, films,and coatings. In this discussion, we will explore the operation of a four-roll rubber calender machine from multiple perspectives, including the machine operator, maintenance personnel, and quality control personnel.From the machine operator's perspective, the operationof a four-roll rubber calender machine begins with the preparation of the machine for production. This includes checking the machine's oil levels, ensuring the rolls are clean and properly aligned, and verifying that all safety features are in place. Once these preparations are complete, the operator can start the machine by turning on the power and adjusting the speed and temperature settings accordingto the specific requirements of the rubber material beingprocessed.As the machine starts running, the operator feeds the rubber material into the nip between the rolls. It is crucial for the operator to maintain a constant and even feed rate to ensure uniform thickness and quality of the final product. The operator also needs to monitor the tension of the material throughout the process to prevent any wrinkles or defects from occurring. Additionally, the operator should regularly inspect the material for any foreign particles or impurities that could affect the quality of the final product.From the perspective of maintenance personnel, regular maintenance and inspection of the four-roll rubber calender machine are vital to its optimal performance and longevity. This includes daily checks of the machine's lubrication system, ensuring that all moving parts are properly greased and that there are no leaks or abnormal noises. The rolls should be inspected for any signs of wear or damage, and any necessary adjustments or replacements should be made promptly. It is also essential to clean the machineregularly to prevent the accumulation of rubber residue, which can affect its operation and result in poor product quality.Quality control personnel play a critical role in ensuring that the final product meets the required specifications. They need to regularly sample and test the rubber material being processed on the four-roll calender machine. This involves measuring the thickness, hardness, and other physical properties of the material to ensure it meets the desired standards. Any deviations from the specifications should be reported to the machine operator and maintenance personnel for corrective action. Quality control personnel should also inspect the final product for any defects or imperfections before it is approved for further processing or shipment.In conclusion, the operation of a four-roll rubber calender machine requires careful attention and coordination from various perspectives. The machine operator needs to ensure proper machine setup, consistent material feed, and regular inspection for quality control.Maintenance personnel play a crucial role in maintaining the machine's optimal performance through regular maintenance and cleaning. Quality control personnel are responsible for testing and inspecting the final product to ensure it meets the required specifications. By working together, these different perspectives contribute to a successful and efficient operation of the four-roll rubber calender machine.。
四辊压延机的前辊(开卷机)直流调速系统设计.

中南大学运动控制课程设计与综合实验报告设计题目:四辊压延机的前辊(开卷机)直流调速系统设计专业班级:自动化1106 班学生姓名:刘帅伟指导教师:周成训目录第一章:绪论 (1)1.1 四辊压延机的前辊(开卷机)直流调速系统生产流程以及控制设计要求1 1.2 四辊压延机及开卷机的技术特点和发展现状 (2)第二章:四辊开卷机直流调速系统方案选择 (3)2.1 直流调速原理 (3)2.2 开环直流调速系统 (3)2.3 转速负反馈直流调速系统 (4)2.4 带电流截止负反馈的直流调速系统 (6)2.5 双闭环直流调速系统 (7)第三章:双闭环直流调速系统结构及各功能模块概述 (10)3.1双闭环直流可逆电力拖动系统概述 (10)3.2 各功能模块概述 (12)3.2.1 速度调节单元 (12)3.2.2 电流调节器 (13)3.2.3 电流反馈与过流保护 (13)3.2.4 速度反馈与 系数整定 (15)3.2.5 逻辑控制单元 (16)3.2.6 零速封锁单元 (18)3.2.7 给定积分单元 (18)第四章:恒张力控制系统的设计 (19)4.1 卷曲开卷冲动张力控制系统 (19)4.1.1 张力控制系统的一般工作原理 (19)4.1.2 间接张力控制和直接张力控制 (22)4.1.3 轧机卷取机张力控制系统的应用实例 (22)第五章:双闭环调速系统的常规工程设计 (26)5.1设计准备 (26)5.2电流调节器的设计 (27)5.3转速调节器的设计 (29)第六章:逻辑无环流直流调速系统的调试 (33)6.1系统实验调试概述 (33)6.2触发器的整定 (34)6.3系统开环运行及特性测试 (35)6.4系统各单元的调试与参数整定 (37)6.5小结 (42)第七章:设计心得与总结 (43)参考文献 (44)第一章:绪论1.1 四辊压延机的前辊(开卷机)直流调速系统生产流程以及控制设计要求四辊压延机的前辊(开卷机)直流调速系统的设计压延生产线主要是生产飞机轮胎生产线,四辊压延机是飞机轮胎生产家最关键的生产设(一)生产工艺流程及控制要求1、生产工艺流程:帘布放布机-接头硫化机-前三辊电机-贮步架-前四辊电机-干燥机-辊辊压延主机-(主机1和主机2)-后四辊电机-2台卷取机-仓库2、控制要求:(1)在压延前,必须给干燥辊加热60°~80°(使帘布烘干水分),给主辊加热至70°左右(不至于橡胶冷却硬化)。
四辊钢丝压延机工作原理

四辊钢丝压延机工作原理下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!在现代工业生产中,四辊钢丝压延机作为一种重要的加工设备,在钢铁、金属加工等领域发挥着至关重要的作用。
四辊压延机设备安全技术措施

四辊压延机设备安全技术措施四辊压延机是一种常用的金属加工设备,在钢铁、有色金属和金属材料加工领域中得到广泛应用。
然而,四辊压延机设备在使用过程中也存在安全隐患,如果不采取适当的安全技术措施,可能导致人身伤害和生产事故发生。
本文将介绍四辊压延机设备的安全技术措施,以帮助使用该设备的人员更好地保障安全。
设备操作人员安全意识培训安全是第一位的原则。
设备操作人员需要接受专业的安全培训,了解四辊压延机的工作原理、设备结构和操作规程,掌握设备操作必要的安全技术和紧急处置措施。
不得将未受过培训的人员擅自操作设备。
操作设备前的安全检查在每次使用四辊压延机前,设备操作人员必须进行检查和调整。
检查内容应包括以下方面:•检查设备是否处于正常工作状态。
•检查各运动部分的润滑是否良好,有无异响或过热现象。
•检查设备电源线路、气路和液压管路接头是否牢固,有无漏油、漏气或漏电。
•检查设备四根辊轮是否平整,并且能够正常转动。
设备安全保护装置设置四辊压延机应配备相应的安全保护装置,保障设备操作人员的安全。
常见的安全保护装置有以下几类:•安全门、安全防护网和光电保护装置,防止操作人员在设备运行过程中接触到运动部分。
•锁定装置和急停按钮,保障操作人员能够迅速关闭设备。
•压力保护装置和千斤顶式应急顶开装置,防止过载或异常情况下设备工作。
操作注意事项正确的操作方法对于保障设备操作人员的安全十分重要。
注意事项如下:•严禁操作人员将物品放在设备辊轮上,避免物品卡住辊轮引发危险。
•禁止多人同时操作设备,以免造成混乱,引发事故。
•禁止在设备运行时进行设备改装,以免影响设备的正常运行。
•在设备工作过程中,禁止操作人员将手臂、手指等身体部位伸入辊缝中。
•当设备出现异常声响或其他异常情况时,应立即停机检查,排除故障后方可继续使用。
归档记录和安全生产管理设备操作人员使用设备时应按照安全规程执行,同时要及时进行记录,建立台帐和归档管理,以便日后调查和查证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四辊压延机
四辊压延机
1、设计结构简洁明快、操作方便。
2、有多种速度和速比可供选择,能满足广大用户不同配方、不同工艺的要求。
3 、机架、底座全部采用焊接结构,经过退火除应力处理,外形美观大方。
4 、减速机为 6 级精度,硬齿面磨齿加工齿轮,使用寿命长,噪音低。
5 、完善的紧急停车设置,能最大限度保证人员、设备的安全使用。
6 、特殊设计密封结构,杜绝润滑油泄漏现象。
7 、压延机均采用滚动轴承。
8 、辊筒采用合金冷硬铸铁( LTG-H )制成,带有旋转接头,表面光洁度在 Ra0.8 上,可以带中高度。
中空、钻孔辊筒可选择。
9 、单出轴结构的速比齿轮采用人字齿,传动平稳,可以拔键调节速比。
10 、具有各种挠度补偿措施供用户选择,中高度、反弯曲、轴交叉。
11 、有不同层次的电控系统可供用户选择,总线控制系统、 PLC 控制系统、普通控制系统。
12 、单出轴传动结构取消了大小驱动齿轮。
13 、灵活多变的设计体系,能在最短时间内满足客户提出的特殊设计要求。
14、可以根据用户需求,配置各种辅机,组成联运生产线。