CNC84软件安装步骤2
CNC84操作手册
目录1. 进入CNC84系统—-—-———-—-——----——-—---—-———-—--———-————---21。
1 启动CNC84系统——————---———---—————----—---—-——-—-—--—-——-21.2 校零—-———----———------——--—-———-——-—-----——-—-———--—-————--—--——22。
界面说明---———-—-——--——-——---———-—-—--—---——---———-—-——-——————32.1 工作界面—---—-——---—-—-——--—--———--——————---——-——-———-—----—--32。
2 系统界面—--—————--————---—-—-————--—-———--—-—--—-—-———-—--—---62.3 输入资料—-—-—-—--————-————--——-————-———-————-—---------—-—————72.4 查看资料-———--—-—-------------———-————---—-——--—-——————------—72。
5 COMM命令————-———-——-———-———---—--—--—-—----——--——---—————-92.6状态页----—--——-—-—-——-——--——-—----———-————--—-——---————----——--102.7 刀具参数-—-—--—————-————-—-———-————------—-—--——-—————--—-————142.8 补孔作业——-—-—----—-——-—-——-——-—--—--—---—-—————————--——-—---—17副1 常用F4命令——--—--—————-——-——-----——-—-------——-—-———----181.进入CNC84系统1。
cognos84服务器和客户端的安装及配置
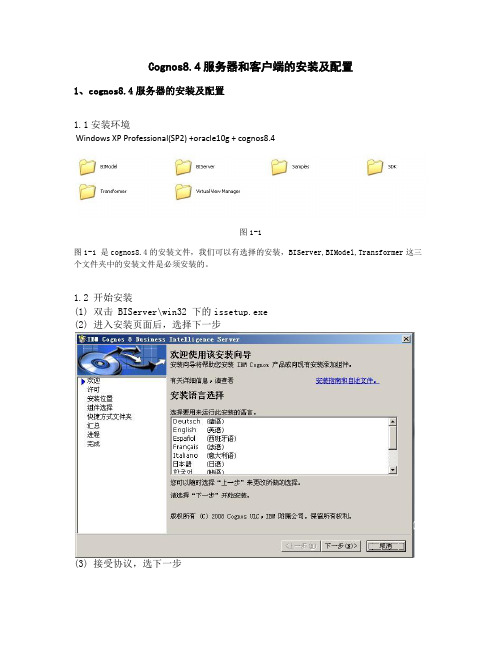
Cognos8.4服务器和客户端的安装及配置1、cognos8.4服务器的安装及配置1.1安装环境Windows XP Professional(SP2) +oracle10g + cognos8.4图1-1图1-1 是cognos8.4的安装文件,我们可以有选择的安装,BIServer,BIModel,Transformer这三个文件夹中的安装文件是必须安装的。
1.2 开始安装(1) 双击 BIServer\win32 下的issetup.exe(2) 进入安装页面后,选择下一步(3) 接受协议,选下一步(4) 选择安装目录,下一步(5) 下一步,提示目录不存在,选择Yes,创建Cognos根目录(6) 选择需要安装的组件,我们后面用Oracle作为数据库,这里不安装Cognos Content Database,选择下一步(7) 选择开始菜单位置,下一步(8) 确认安装选项,下一步(9) 开始安装,需要几分钟时间(10) 安装最后会提示,如果要安装非英文文档,需要安装文档包组件,不用管它(11) 安装完成(12) 双击 BIModel\win32 下的issetup.exe这里我们要注意两点:安装组件的路径要和上面安装的一样;在安装时会出现如下图这里我们要选择“Yes”,注意路径需要和前面安装的路径一致,上图中的路径是有问题的,这里只用来举例这里我们要选择“No”;然后我们默认安装就可以了。
1.3 创建内容存储库 (content manager)1.3.1 配置数据源(Oracle10g)注:数据库必须是以UTF-8为字符集,数据库可以是本地的,也可以是远程数据库,但帐号必须具备对数据库有建表及操作的权限。
(1)打开Cognos Configuration(2)如果存在默认Content Manager:Content Store则删除(3)新建一个oracle类型的Content Manager点右键→>New resource→>Database(4)点击OK,在文件菜单下选择保存(如果是oracle要选择 Save as UTF-8)(5)测试数据源1.3.2 把oracle 数据库连接驱动加入cognos将ORACLE_HOME/jdbc/lib目录下的classes12.jar ojdbc14.jar文件[ORACLE_HOME 指ORACLE的安装目录]复制到Cognos8/webapps/p2pd/WEB-INF/lib目录下。
CNC84系统中文说明书

C84系统中文说明书C84系统中文说明书一、系统概述:C84系统是一款用于控制数控机床的软件系统。
本系统采用先进的技术和算法,具有稳定性和高精度的特点,可广泛应用于各种数控加工领域。
二、安装与配置:1、系统硬件要求- CPU.1GHz及以上- 内存.2GB及以上- 存储空间.100GB及以上- 显卡:支持OpenGL 2:0以上版本2、系统软件要求- 操作系统:Windows 10或更高版本- 驱动程序:根据机床设备要求安装三、系统界面:1、登录界面- 用户名和密码输入框- 登录按钮2、主界面- 菜单栏,包括文件、编辑、视图等功能- 主工作区,用于显示图形界面和编辑代码 - 状态栏,显示系统运行状态和提示信息四、系统功能介绍:1、代码编辑- 支持G代码和M代码的编辑和调试- 代码自动补全和语法高亮功能- 代码错误提示和纠错功能2、加工参数设置- 设置加工速度、进给速度、刀具补偿等参数 - 支持多轴联动和轴向控制- 实时监测加工状态和速度3、仿真模拟- 对加工程序进行仿真和验证- 显示加工路径和刀具运动轨迹 - 模拟加工过程中的切削力和振动4、机床控制- 启动和停止机床运行- 控制机床轴向运动和切削动作 - 调节机床速度和进给速度五、系统使用:1、登录系统- 输入用户名和密码- 登录按钮进入系统2、新建加工项目- 文件菜单,选择新建项目- 设置项目名称和文件路径- 保存按钮3、编辑加工代码- 在主界面代码编辑区输入代码 - 保存按钮保存代码4、设置加工参数- 工具栏中的设置按钮- 输入加工速度、进给速度等参数- 确定按钮保存参数5、仿真和验证- 工具栏中的仿真按钮- 在仿真界面中查看加工路径和运动轨迹- 检查刀具运动是否符合要求6、控制机床运行- 调整机床轴向位置和速度- 工具栏中的运行按钮- 监控机床运行状态和参数六、附件:1、附件1:示例加工程序文件(示例代码)2、附件2:机床配置文件(用于配置机床参数)七、法律名词及注释:1、G代码:数控加工中使用的一种指令码2、M代码:数控加工中使用的另一种指令码3、刀具补偿:通过增加或减少刀具路径来校正加工误差的技术4、轴向控制:控制机床刀具在工件上的沿轴向移动5、仿真:通过计算机模拟实际加工过程,用于验证加工程序的正确性和效果。
cs软件的安装

Ccs软件的安装与卸载的步骤
一、安装步骤:
(1)将下载后的压缩包进行解压后,点击ccs_setup进行安装。
(2)选择“接受”后Next。
(3)选取存放文件的文件夹,如下图所示,选好后,Next。
(4)直接下一步“Next”。
(5)默认所有选项,Next。
(6)默认所有选项,Next。
(7)默认所有选项,Next。
(8)直接Next。
(9)直接Next。
(10) 进入安装后,以下类似软件都不安装。
(11)点击Finish。
完成安装。
二、卸载步骤:
(1)在控制面板里选择卸载软件5、42、01、09。
点击Yes,待下载完后Finish。
(2)在控制面板里选择卸载软件Code Composer Studio v5,点击Yes,待下载完后Finish。
(3)在控制面板里选择卸载软件Blackhawk Emulatiaon Device Drivers For Windows,点击Yes,待下载完后Finish。
cs软件的安装。
UG8.详细安装教程《2014》

UG8.0安装教程步骤1》在网上下载UG8.O2》用WinRAR解压到桌面3》打开解压后的UG8.0文件夹\打开NX-8.0025Win64-cracksq 文件夹\ 再打开UGLIcensing文件夹\ 再打开NX8’0.LIC<用记事本打开>4》将里面的“this-houst”替换为你自己电脑的名字,并保存。
5》打开安装程序“launch.exe”6>>双击第二个选项“install license server”<安装许可服务器>7》安装位置选择默认。
即是安装在C盘,然后点击下一步。
接下来选择许可证文件,点击浏览,找到刚刚改过的“NX8.0 .lic”文件,点击打开,进入下一步,点击安装9》安装好以后,打开解压后UG8.0里面”UGLicensing”文件夹并复制里面的“ugslmd exe”软件到C盘的Progrom Files<x86>/ UGS/ UGSLicensing文件夹中<替换里面的软件>10》打开Lmtools程序《就在本文件夹里》,然后找到“config server ”选项并点击,再找到“service name”选项,删除里面的“ugs license server<ugslmd>”11》再找到“start/stop/reread”选项,再在“force server shutdown”<强制停止服务器>,选项前面的方框中打“钩”. 再点击“stop server ”按钮。
12》在打开“confing services”选项,点击该界面中的第一个“Browse”按钮,然后选择“lmgrd.exe”然后打开第二个“Browse”同上打开,但是选择的为“ugs4.lic”第三个“browse”同上打开,选择里面的文件13》然后切换到“start/stop/Reread”选项,点击start serve 按钮,启动成功步骤二:安装主程序1》回到刚刚打开的“lauch.exe”程序界面2》点击第三个选项,“install NX”3》安装类型选择“典型”,点击下一步。
CNC84简易操作手册88888

徑表參數在磁蝶機位置與路經,按儲存按鈕直徑表參數就被儲存。
磁蝶機路經
儲存生產程式
儲存按鈕 儲存實際刀具參數
磁蝶機位置
儲存直徑表參數
三.F3(執行的程式)(詳見下圖)
1.在多功能選單中按F3(執行的程式):當CNC84.00載入了程式後,在當前執行的程式中可以檢
【J】每次Z軸對臺面的上升高度 【F】每次進刀速 【R】每次回刀速
【T】選擇要分段鑽的刀具序號(如:開啟分段鑽顯示 ,未開啟分段鑽顯示 。)
注意:設定分段參數時必須先確認程式已被載入,否則再次載入程式時將會分段參數歸零。
⑽.在多功能選單中按F6(刀物) 斷刀:(見下圖)
器
狀
顯
選
⑴.在多功能選單中按F5﹝診斷﹞ 狀態列表:(詳見下圖)
如:①出現機器故障時狀態列表欄變紅色,並顯示與故障有關的黃色訊息。
②還顯示刀具在刀盤上的號碼位置(如:下圖)
備註:因為F5 ﹝診斷﹞欄,都是狀態顯示至此不做簡介!!
六.F6 (刀物):
1.在多功能選單中按F6(刀物),會出現十個檔案選項對話欄:(見下圖)
刀 在多功能選單中按F6(刀物)
具
數
設
選
⑴.在多功能選單中按F6(刀物) 刀表(靜態):(見下圖)
【T】刀具號碼 【D】刀具直徑 【E】刀具類型
磁蝶機位置與路經,按儲存按鈕生產程式就被儲存。
⑵儲存ATP參數:使用多功能選單中的F2(DATA-IO)ATP DATA OUT 實際刀具資料,後選擇
儲存ATP參數在磁蝶機位置與路經,按儲存按鈕ATP參數就被儲存。
⑶儲存直徑表參數:使用多功能選單中的F2(DATA-IO) DATA OUT 直徑表,後選擇儲存直
CNC84操作手册解读

目录1. 进入CNC84系统-------------------------------------------2 1.1 启动CNC84系统-------------------------------------------21.2 校零------------------------------------------------------------22. 界面说明------------------------------------------------------3 2.1 工作界面------------------------------------------------------3 2.2 系统界面------------------------------------------------------6 2.3 输入资料------------------------------------------------------7 2.4 查看资料------------------------------------------------------7 2.5 COMM命令--------------------------------------------------9 2.6状态页----------------------------------------------------------10 2.7 刀具参数------------------------------------------------------14 2.8 补孔作业------------------------------------------------------17 副1 常用F4命令----------------------------------------------181. 进入CNC84系统1.1 启动CNC84系统点击进入CNC84系统,将弹出以下画面,输入用户名和用户密码。
扫描软件安装与使用说明

扫描软件安装与使用说明一、软件安装说明1.确认系统要求:在开始安装之前,首先要确保您的计算机系统符合扫描软件的最低要求。
通常,这些要求可以在软件官方网站或软件包装上找到。
请注意操作系统版本、处理器要求、内存和硬盘空间等。
4.阅读许可协议:在运行安装程序后,您将看到软件的许可协议。
请仔细阅读并同意许可协议,然后继续安装过程。
5. 选择安装位置:在安装过程中,您将被要求选择软件的安装位置。
通常,默认的安装位置是在“Program Files”文件夹或类似的位置。
如果您想将软件安装到另一个位置,请选择“自定义”安装并选择您需要的位置。
6.等待安装完成:安装程序将自动将软件的文件复制到您的计算机上。
请耐心等待安装过程完成。
一旦安装完成,您可以选择启动软件或在以后手动启动。
二、软件使用说明1.打开软件:双击桌面上的扫描软件图标或在开始菜单中找到扫描软件并点击打开。
2.连接设备:如果您要使用扫描仪或其他设备进行扫描,请确定设备已正确连接到计算机,并且已打开。
3.扫描设置:在软件中,您可以调整扫描设置以获得您想要的扫描结果。
一般来说,您可以选择扫描的文件类型、分辨率、颜色模式、目标文件夹等。
请根据您的需求进行调整。
4.扫描文件:确认好扫描设置后,您可以点击“扫描”按钮开始扫描文件。
一般来说,软件会显示扫描进度和预览图像。
扫描完成后,您可以选择保存文件或进行其他操作,比如打印、发送电子邮件等。
5.文件管理:扫描软件通常提供文件管理功能,使您可以对扫描的文件进行管理。
您可以选择重命名、移动、复制、删除等操作来组织您的扫描文件。
6.高级功能:除了基本的扫描功能外,一些扫描软件还提供一些高级功能,如自动文本识别(OCR)、多页文档扫描、图像修正等。
如果您有这些需求,您可以在软件中探索这些功能并学习如何使用它们。
7.帮助和支持:如果您在使用软件时遇到问题,您可以查看软件提供的帮助文档或在线支持。
通常,软件官方网站上也会提供常见问题和解决方法的知识库,您可以参考这些资源以获取帮助。
数控机床编程软件下载安装

数控机床编程软件下载安装在当今工业制造领域中,数控机床编程软件扮演着至关重要的角色。
这些软件可以帮助用户轻松进行数控机床的编程,从而实现高效、精准的加工。
今天我们将介绍如何下载和安装一款优秀的数控机床编程软件。
第一步:选择适合的数控机床编程软件在选择数控机床编程软件之前,首先需要明确自己的需求。
不同的软件可能适用于不同类型的数控机床和加工需求。
建议在选择软件前先进行一定的调研和比较,确保选择到最符合自己需求的软件。
第二步:下载软件安装包一般来说,数控机床编程软件的官方网站会提供下载链接。
通过访问官方网站,可以找到最新版本的软件安装包。
点击下载链接,将安装包下载到本地。
第三步:安装软件下载完成安装包后,双击安装包进行安装。
根据安装向导提示,选择安装路径、语言等选项,然后点击“下一步”继续安装过程。
待安装完成后,点击“完成”结束安装。
第四步:激活软件有些数控机床编程软件需要激活才能正常使用。
在安装完成后,根据软件提供的激活方式进行激活。
通常需要输入序列号或注册码等信息完成激活。
第五步:更新软件为了保持软件的稳定和安全,建议定期更新数控机床编程软件到最新版本。
通常在软件中会提供“检查更新”或“更新”等选项,通过点击这些选项可以检查是否有新的版本可供更新。
结语通过以上步骤,我们可以顺利地下载和安装一款优秀的数控机床编程软件。
在使用软件过程中,建议多加练习,熟练掌握软件的操作技巧,从而提高数控机床的编程效率。
希望这篇文章能够帮助到有需要的朋友,祝大家顺利使用数控机床编程软件,加工出更精准的产品!。
K行业仪器器材控制软件安装说明书

K行业仪器器材控制软件安装说明书一、安装前准备K行业仪器器材控制软件是一款高效、稳定的控制软件,为方便用户使用,我们依据以下步骤进行安装说明,确保软件能够正常运行。
二、系统要求在安装K行业仪器器材控制软件之前,请确保您的计算机满足以下系统要求:- 操作系统:Windows 7/8/10- 处理器:1 GHz或更高- 内存:2 GB或更高- 硬盘空间:至少1 GB可用空间三、安装步骤1. 下载K行业仪器器材控制软件安装文件。
- 访问我们的官方网站(请勿提供网址链接)。
- 在下载页面中找到K行业仪器器材控制软件,并下载安装文件。
2. 运行安装程序。
- 找到您下载的安装文件,在计算机上双击运行。
- 如果您的计算机有杀毒软件,请确保其允许安装程序正常运行。
3. 选择安装目录。
- 在安装向导中,选择您希望安装K行业仪器器材控制软件的目录。
- 推荐选择默认目录进行安装,也可根据个人需求选择其他目录。
4. 开始安装。
- 点击“下一步”按钮,开始安装过程。
- 安装过程可能需要一些时间,请您耐心等待。
5. 完成安装。
- 安装完成后,您将看到安装成功的提示信息。
- 点击“完成”按钮,关闭安装程序。
四、注册与激活1. 打开K行业仪器器材控制软件。
- 在计算机桌面上找到软件图标,双击打开软件。
2. 进行注册。
- 在首次打开软件时,系统将要求您进行注册。
- 按照提示,填写您的个人信息,并点击“注册”按钮。
3. 激活软件。
- 注册成功后,您将收到一封包含激活码的电子邮件。
- 打开邮件,复制激活码到软件的激活界面,并点击“激活”按钮。
4. 完成注册与激活。
- 如果您的信息和激活码填写正确,软件将显示注册与激活成功的提示信息。
- 现在,您可以开始享受K行业仪器器材控制软件的功能了。
五、常见问题与解决方案1. 安装过程中出现错误提示。
- 确保您的计算机满足系统要求。
- 关闭杀毒软件等第三方程序,再次尝试安装。
2. 注册或激活失败。
雕刻机软件安装说明

雕刻机软件的安装一TYPE3安装方法:首先在D盘新建一个文件夹,文件名是“TYPE3”。
把光盘中“TYPE34.rar”复制并解压。
如下图:打开“TYPE34”文件,打开“TYPE3V4200”文件,双击“SETUP.EXE”,开始安装TYPE3。
点击“Next”-----“yes”----点击“Next”,-----“Next”--- , -----“Next”--- , -----“Next”--- 进入到以下安装界面:然后,回到安装文件夹,对TYPE3进行解密。
打开“CRACK1.EXE”,点击“Apply”,解开第一把锁。
打开“CRACK2.EXE”,点击“Apply”,解开第二把锁。
返回到上级目录,同样方法,解开这里面的“CRACK1.EXE”,“CRACK2.EXE”,把该文件夹中的“数控雕刻机.MAC”文件复制,粘贴到C:\Vision\POSTPRO 文件夹里。
安装完成!双击桌面上的“TYPE3 4.2.0.0”快捷方式,加入机器,选择“数控雕刻机”,加入,并确认修改参数,如下表:点击确认。
退出设置机器。
电脑会自动进入TYPE3程序。
“TYPE3”安装完毕!!!二AatCAM7.0的安装方法首先在D盘建一个文件夹,文件名是“ArtCAM7.0”。
把光盘中“pdxdac7.0.rar”复制并解压到里面。
打开“pdxdac7”文件夹,双击“install.exe”开始安装,选择Next Next Next 出现下面界面:选择“Chinese”,点击“Next”。
到安装完毕。
回到安装文件夹,如下图:打开“PARADOX”文件夹复制“patch.exe”,粘贴到C:\Program Files\ArtCAMPro 7000\Exec文件夹里面,如下图:打开“patch.exe”点击“Apply”,然后选择关闭对话框。
安装完毕!三32M DSP的安装方法:首先在D盘新建一个文件夹,文件名是“DSP”。
大族CNC84故障及排除

大族CNC84系统故障及排除1.SPINDLE AIR(气压报警)检查气阀是否打开,查看气压表气压是否底于6公斤或高于8公斤。
2.COOLING UNIT(冷水机流量开关报警)检查冷水机是否打开,冷水机水箱的水是否太脏,水箱的过滤器是否堵塞。
3.POSITION STOP(红外线保护报警)检查红外线感应器是否有障碍物挡住,清除障碍物。
4.TABLE STOP(气夹开关报警)检查气夹开关是否关闭,气夹开关所连接的线路是否松动或脱落。
5.EMERGENCY STOP(急停开关报警)检查EMG STOP开关是否按下,如果STOP开关按下,请将左右STOP开关顺时针旋转,使STOP开关弹起,然后按一下ON/OFF绿色启动开关。
如果无法排除请检查线路或STOP开关。
注意!此电路是220V强电部分,须小心操作。
6.LIGHT BARRIER(机械手没有到下限位)检查所有机械手是否到下限位,下限位开关黄色指示灯是否亮。
如果指示灯不亮,请检查感应器是否松动,请试调机械手下限位,查看黄色指示灯是否变化。
如果不能排出请检查线路。
7.SPIN TEMP(主轴温度报警)检查主轴温度是否超高,如果温度正常,请检查主轴温度线相连线路是否断或接触不良。
未发现异常,请输入NOMO;MO指令清除报警。
8.SPIN SLIP(主轴转速超差报警)检查主轴是否卡死,声音是否偏大,转速线路是否有故障。
未发现异常,请输入NOMO;MO指令清除报警。
9.SFU FAULT(变频器异常)输入NOMO;MO指令清除报警。
10.LIMIT SW X+ X- Y+ Y- Z+ Z-(限位开关报警)使机床XYZ轴不要接触到限位开关。
输入NOMO;MO指令清除报警。
11.QUIK HIGHEG Z LEVEL #(起钻位H值底于快钻触发值)加大起钻位H值。
如果不能排除,请检查是否铝片不平、快钻感应器及相关线路。
12.TABLE AREA(钻孔文件超出台面)校正零位,把钻孔文件调至工作台面中。
CNC84操作手册
目录1. 进入CNC84系统-------------------------------------------2 1.1 启动CNC84系统-------------------------------------------21.2 校零------------------------------------------------------------22. 界面说明------------------------------------------------------3 2.1 工作界面------------------------------------------------------3 2.2 系统界面------------------------------------------------------6 2.3 输入资料------------------------------------------------------7 2.4 查看资料------------------------------------------------------7 2.5 COMM命令--------------------------------------------------9 2.6状态页----------------------------------------------------------10 2.7 刀具参数------------------------------------------------------14 2.8 补孔作业------------------------------------------------------17副1 常用F4命令----------------------------------------------181. 进入CNC84系统1.1启动CNC84系统点击进入CNC84系统,将弹出以下画面,输入用户名和用户密码。
CNC84系统中文说明书

! 未装有电源滤波器的产品,须使用前联的电源滤波器方可运行。 ! 关于滤波器的选择请询问销售部。 ! 对于未装有电机滤波器的伺服放大器,电机的线路必要时须穿过一个或若干个
! 注意防止机械性损伤 ( 运输,搬运,等等 )! ! 注意防止污染和潮湿! ! 存放地点必须保持干燥和良好的通风! ! 不可在室外存放! ! 库房温度应保持在 -25°C 至 +55°C (-13°F 至 +131°F) 范围之内!温度可
短时达到 +70°C (+158°F) 。 ! 防止接触电子元件 ( 静电放电 )! ! 不可改变绝缘距离!
遵守电磁兼容性 (EMV) 立法所要求的极限值属于设备或机器生产厂家的责任范围。 西伯麦亚公司的产品设计保证在遵循交与设备制造厂家的电磁兼容性资料情况下 可在工业领域中使用。
西伯麦亚公司在自己的电磁兼容性实验室中对所有产品进行了检验并以此保证其 产品在在合理安装情况下满足规范所提出的要求。
任何与说明书中装配和安装说明以及 “合乎电磁兼容性的装配方式 “说明的偏离 都意味着设备或机器制造商须重新进行测量,以满足法规的要求。
4快速启动cnc840012按规定使用由于西伯麦亚公司的所有产品均为运行电机电气负荷部件和进行设备内部安装而使用的电子装置因此应遵循欧共体机械准则9837eg的安全规定
!
Titel
CNC 84.00 操作
版本 10.06
SIEB & MEYER AG
Auf dem Schmaarkamp 21 * D-21339 L ü neburg * ( 德国 ) 电话 : +049 - 4131 - 203 - 0 * 传真 : +049 - 4131 - 38562
数控编程软件安装步骤
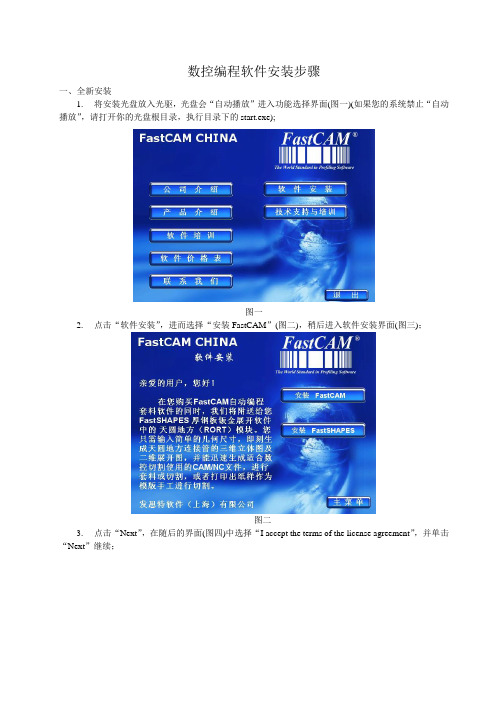
数控编程软件安装步骤一、全新安装1.将安装光盘放入光驱,光盘会“自动播放”进入功能选择界面(图一)(如果您的系统禁止“自动播放”,请打开你的光盘根目录,执行目录下的start.exe);图一2.点击“软件安装”,进而选择“安装FastCAM”(图二),稍后进入软件安装界面(图三);图二3.点击“Next”,在随后的界面(图四)中选择“I accept the terms of the license agreement”,并单击“Next”继续;图三图四4.在选择项目中确保选中的项目为“Edge EIA”,之后点击“Next”(图五);图五5.选择“Install”软件开始安装(图六);图六6.稍后系统安装完成(图七),请关掉其它已经启动的程序,选择“Finish”系统重启系统,重启完成后软件安装成功。
桌面上面添加了FastCAM、FastNEST以及FastPLOT三个图标。
图七7.接下来请修改一下程序的设置参数以更加方便使用:点击“开始”->“程序”->“附件”->“记事本”,启动后选择“文件”->“打开”,在“文件类型”中选择“所有文件”,在“查找范围”中去找到你刚才安装“FastCAM”的目录(一般情况下为“C:\Program Files\FastCAM”,你也可以用下面介绍的方法确定你的实际安装目录),打开其中一个名为“Setup.Dat”的文件,将第二行的“NEST,TOP LEFT”改为“NEST,BOTTOM LEFT”,并在最后添加一行“EXTENSION,CNC”,按“文件”->“退出”,在提示中选择“保存”。
二、重新安装如果你的软件由于某种原因需要重新安装,请遵循以下步骤:1.卸载已经安装的“FastCAM”:打开“我的电脑”->“控制面板”,打开“添加/删除程序”,找到“FastCAM 2000”或者“FastCAM5.9”,然后选择“更改/删除”,在随后的界面中选择“Remove”,并点击“Next”(图八),在接下来的提示中选择“是,稍等一会儿程序就被卸载了,按“Finish”退出。
数控激光切割编程软件安装指导

数控激光切割编程软件安装指导
然后自动进入此界面,点击退出即可.
数控激光切割编程软件安装指导
然后右键单击DNC CAM A1,插入虚拟光区即可.
数控激光切割编程软件安装指导
然后自动进入此界面,双击DNC CAM A1即可.
数控激光切割编程软件安装指导
然后自动进入此界面,双击CLM3015即可.
数控激光切割编程软件安装指导
然后自动进入此界面,双击WINDNC SETUP即可.
数控激光切割编程软件安装指导
然后自动进入此界面,双击WinDNC_V04_00即可.
数控激光切割编程软件安装指导
然后自动进入此界面,点击lnstall即可.
数控激光切割编程软件安装指导
然后自动进入此界面,点击OK即可.
然后自动进入此界面,右键点击WinDNC_V04_00将其发送到桌面上即可.
数控激光切割编程软件安装指导
然后返回此界面,右键点击FastCAM即可.
数控激光切割编程软件安装指导
然后进入此界面,左键双击吉林PLC调试进入即可.
数控激光切割编程软件安装指导
然后进入此界面,将这两个文件复制.
数控激光切割编程软件安装指导
数控激光切割编程软件安装指导
先将FastCAM软件插入虚拟光驱或VCD/DVD的光驱
数控激光切割编程软件安装指导
然后自动进入此界面,点击安装软件即可.
数控激光切割编程软件安装指导
然后自动进入此界面,点击安装FastCAM即可.
数控激光切割编程软件安装指导
然后自动进入此界面,点击Next>即可.
数控激光切割编程软件安装指导
然后自动进入此界面,点击Next>即可.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11、按住 键 盘“ Shift” 键并 点 击
此处 重 启 CNC84 软 件。
10、按住键盘“Shift” 键并点 击 此处 并 点击 此这保 存机 床 参数。 显示 Ready 按 “ 是 ” 即可。
9、按此处检 查机床参 数 正确性。 如 显 示 NO error(s) fund! 按“ 是” 即 可。
或用鼠标点击 。
2、输入确认后此 处显示“4205”。
3、提示:如不显示 2 点所说的“此处显示 4205” 状态请用鼠标点击此处切换显示。
14、加载启动文件 (STARTUP.TXT)(如图 13)。CNC 界面下点击“1”调出多功能菜单--按 F1 或 点击“2”显示左菜单--点击“3”显示下级菜单——点击“4”——点击“5” 显示“STARTUP” 文件路径选择对话框,按图示操作找到并选取 STARTUP.TXT 文件后双击或点击“是”导入文件启动 路径,按“执行”按钮执行“STERTUP”文件。(参考图片 13.1、13.2、13.3、13.4) ▼图 13.1
7、安装完成,按“Finish”重启计算机。(如图 7) ▼图 7
选择 点击
8、A、计算机重启,CNC84 软件自动启动后提示输入用户时选择“中断”不进入 CNC84 系统。 B、删除 C 盘目录下 SM_WCNC、SMWDATA 两个文件夹。 C、将步骤 1 备份的两个参数文件夹(SM_WCNC 、SMWDATA)复制到 C 盘目录下。
2、删除 C 盘下之前的安装 CNC84 软件时安装的文件、文件夹。(CNC84、SMWDATA、SM_WCNC 、 Installations、CncVersionManager)。(如 图 2) ▼图 2
3、安装 CNC84 软件。双击安装文件图标
。
4、进入欢迎安装界面,按“Next”。(如图 3)
KJ-PCB 钻孔机维修手 册之CNC84软件安装 (重装) 操作:
一、概念界限:该说明用于重新安装 Windows 操作系统后或需要重新安装 CNC84 软件时。 1、备份(复制)C 盘根目录下 SM_WCNC、SMWDATA 两个参数文件夹,保存到硬盘其它分区内以 防文件丢失(如图 1)。提示:A、如无法进入 Windows 时需将硬盘并到其它可以正常运行的计算机上 或用 Windows PE 光盘进入虚拟操作系统备份文件。B、如需重新安装 Windows 操作系统的,执行步 骤 1 后并安装好 WIN 操作系统直接执行步骤 3,否则按顺序执行。(Windows 操作系统安装方法参考 相关文件)。 ▼图 1
▼图 3
点击
5、选择“中文”,按“Next”。(按 图 示 选 取 选 项 )。(如 图 4) ▼图 4
中文 英文
点击
6、勾选两项,按“Next”(如图 5)。 ▼图 5
在桌面显示快捷方式图标 电脑启动后自动启动 CNC84
7、安装进程中。(如图 6) ▼图 6
点击
软件安装进程中,请勿执行其它操作!!
1、按 1 次键盘空格键或用鼠标点击此处进 行并等待机床归复(回零),显示“起动电 机+执行归复;系统复位补偿准备中 ”, XYZ 三轴动作。此时请勿执行任何操作!!
13、归复完成后(如图 12)按键盘“F4”并在命令栏输入“FP4205”更改文件格式为公制(小数前后 三 位数 )。 ▼图 12
1、按键盘“F4”键并在此 处输入 “FP4205”按确认
9、A、加载主软件。提示:该步骤也可不用执行,一般安装好 CNC84 软件后已经默认主软件,跳到B 步骤继续。如需加载必须确认后缀名为 A 格式的参数文件。注意:有部分钻孔资料文件后缀名也为 A 格式的,但一般按照下述路径加载即可。
双击桌面 图标启动软件,输入默认用户名:MM 默认密码:COMPANY 启动 PE 操作界面, 点击“Data -IO”——“Load File”——“Main Software”。参数路径为 C:\ CNC84 \ sm_mot \ *** . A。
5、用鼠标点击此处显示路径 选择对话框。
1、用鼠标点 击此 处 切 换 到“ 多功能 菜单”模式。
6、用鼠标双击此 处,打开 C 盘 。
2、用鼠标点 击此 处 显 示 下级菜单。
7、用鼠标双击 此 处显 示 上级 路 径。(如图 9)
4、用鼠标点击“起 动文件信息”
3、用鼠标点 击“ 文件与 目录 设 置 ” 显示 下 级 菜 单。
10、A、按图 8.3 步骤 11 重新启动 CNC84 软件后并按图 8.1“提示”关闭 PE 操作界面。 B、在弹出的对话框内输入默认用户名:MM 密码:COMPANY (如图 9)。 C、系统询问是否进入测试模式时选择“否”(如图 9)。
▼图 9
1、输入 MM,并 点击“是”。
2 、输入
COMPANY 并 点 击“是”。
件后点 。执行 下 一步操作(如图 11)。
▼图 13.4
11、检查路径正确后点击 此处执行“STARTUP”文 件。
12、提示:加载“START UP” 文件进程中,请勿进行其它操 作。等待 加载 完成 后便 可进 行钻孔作业。
15、操作完成。
3、询问是 否进入 测 试模式 时 选 择“否”。
11、选择“否”后系统自动加载软件信息(如图 10),此时请勿进行任何操作。 ▼图 10
1、正在启动 CNC84 软件,请勿进行任 何 操 作 !!
12、CNC84 软件启动完毕后按 1 次键盘空格键进行并等待机床归复(回零),此时请勿进行其它操作(如 图 11)。 提示:如机床 XYZ 三轴长时间仍不动作时按键盘“ESC”键退出。再按键盘“F4”键后输入 “MO”,再重新执行该步骤。 ▼图 11
▼图 8.2
3、点击选取 C 盘
1、点击 显示下 一级菜单
2、点击此项
提示:点击 此
X 处关闭 PE 界面。
4、双 击此 处
5、双击 打开 SM_WCNC 文件夹
6、双击打开 SOFTC 文件 夹
7、双击打开 SM_MOT 文 件夹
▼图 8.3
8、双击此处加载机床参数。(此处为六头机参数, 具体参考步骤 9.B 点机床参数一般命名)
B、加载机床参数(如图 8):点 击 “D aTa-IO”——“Load File”——“Parameters”——选取参 数文件双击进行加载。(默认参数路径为 C:\ SM_WCNC \ SOFTC1 \ SM_MOT \ **** . PAR)。提示: 出厂时机床参数一般命名,六头机:JIA-6SP-KB9(***).PAR 两头机:2HEADSMACHINE(***).PAR 操作参考图片(8. 1、8. 2、8.3 ): ▼图 8.1
▼图 13.2
8、用鼠标下拉 ,找 到 SM_WCNC 文件 夹并双击打开。
9 、用 鼠 标 下 拉 , 找到 SOFTC 文件夹并 双击打 开到下级目录找到并打开 SM_MOT 文件夹。弹出新 对话 框 选 择 “STARTUP.TXT”文 件 。
▼图 13.3
10、用鼠标下拉,找 到并 双 击 或 选 取 “S TART UP.TX T”文