量具类产品国家标准编号
各类标准代号的含义
本文总结各类GB、GJB、JJ、DB等国家标准及ISO、ANSI、BS等国际标准代号含义,供大家参考。
国家标准类1.GB国家标准中华人民共和国国家标准,简称国标(Guóbiāo,GB,按汉语拼音发音),是包括语编码系统的国家标准码,都能由在国际标准化组织(ISO)和国际电工委员会(或称国际电工协会,IEC)代表中华人民共和国的会员机构:国家标准化管理委员会发布。
强制标准冠以“GB”。
推荐标准冠以“GB/T”。
强制性国标是保障人体健康、人身、财产安全的标准和法律及行政法规规定强制执行的国家标准。
2.GJB国家军用标准1996年发布的国家军用系列标准(GJB/Z9001-9004-96),贯彻了《条例》“一次成功,系统管理,预防为主,实行法治”的主导思想,体现了现代质量观念,适应了组织质量管理体系一体化需要,并积极采用了国际标准和国际通用准则。
经过实践证明,上述编制军用系列标准的原则是正确的,在修订军用系列标准的过程中继续贯彻了上述原则。
1、标准定义2001年发布的国军标《质量管理体系要求》(GJB9001A-2001)仍采用“A+B”的结构模式。
是以等同采用GB/T19001-2000为基础,增加军用产品的特殊要求编制的,从而包含了GB/T19001-2001的全部内容和特点,包括贯彻质量管理八项原则,增强顾客满意和持续改进,采用“过程方法”结构等。
2、标准要求为了适应当前军用产品的特殊需要,在增加特殊要求方面,GJB9001A-2001的内容突出了以下重点:兼顾设计、开发、生产、安装和服务,突出了设计和开发;兼顾硬件、软件、流程性材料和服务,突出了硬件和软件;兼顾产品形成的各个过程,突出了关键过程;兼顾相关方,突出了顾客。
“标准”是一定历史条件下的产物,每一次修订都需要满足特定历史时期的需求。
国防建设面临新的形势,急需尽快研制高质量的武器装备。
因此,GJB9001A-2001在兼顾设计、开发、生产、安装和服务的同时,突出了对设计和开发活动的控制要求。
量具编号管理制度
量具编号管理制度第一章总则第一条为规范和加强公司内部量具管理工作,保证生产质量和安全生产,特制定本制度。
第二条本制度适用于公司所有部门和各级单位内部量具的管理工作。
第三条量具管理是指对公司内部所有量具的登记、编号、保管、使用、检验、验证、维护、报废等一系列管理工作。
第四条量具管理的目的是确保量具的准确、可靠、有效使用,提高产品质量,提高生产效率,降低成本。
第五条量具管理的原则是严格按照国家法律法规、标准和公司规章制度执行,严格执行量具管理制度,切实履行量具管理职责。
第六条公司应当建立健全量具管理组织架构,明确量具管理的责任部门及相关人员,并进行专业培训和操作规程培训。
第七条本制度的颁布、实施、解释权归公司量具管理部门。
第八条公司各级领导和相关部门负责人对本制度负有领导和监督责任。
第九条具体工作由量具管理部门负责,相关部门配合,各个部门的量具管理人员应互相配合,共同维护公司的量具管理制度的权威。
第二章量具的登记和编号第十条公司应建档立卡对所有使用的量具进行登记并统一编号,编号系统应严格按照国家标准统一制定。
第十一条登记内容应包括量具的名称、型号、规格、制造商、购入日期、购入价值、使用部门等信息。
第十二条量具管理部门应对量具进行分类管理,建立各类量具的档案,确保量具信息的准确完整。
第十三条公司每年对量具档案进行一次全面审查,对涉及产品质量控制和安全生产的量具档案进行二次备份。
第十四条公司应当建立量具档案的保密制度,对外部人员禁止接触公司的量具档案信息。
第十五条公司应定期对量具进行盘点,保证量具档案的准确性和完整性。
第十六条公司应对量具进行标准化管理,确定量具的使用范围和使用部门,并建立使用登记,确保量具使用的规范和合理。
第三章量具的存放和保管第十七条公司应设立专门的量具存放室,保证量具的存放和保管条件符合国家标准和公司规定。
第十八条量具存放室应设有专门的管理员,对量具进行配备和保管。
第十九条量具存放室应定期进行环境检测,保证存放环境符合国家标准,保证量具的使用期限和准确性。
量具类产品国家标准编号
量具类产品国家标准一、长度测量器具1. 量具类GB/T 1957-1981 光滑极限量规GB/T 6093-2001 几何量技术规范(GPS)长度标准量块GB/T 6322-1986 光滑极限量规型式与尺寸GB/T 9056-1988 钢直尺JB/T 7980-1999 半径样板(替代GB 9054-88)JB/T 8788-1998 塞尺JB/T 10313-2002 量块检验方法2. 卡尺类GB/T 1214.1-1996 游标类卡尺通用技术条件GB/T 1214.2-1996 游标类卡尺游标卡尺GB/T 1214.3-1996 游标类卡尺高度游标卡尺GB/T 1214.4-1996 游标类卡尺深度游标卡尺GB/T 6317-1993 带表卡尺GB/T 14899-1994 电子数显卡尺JB/T 5608-1991 电子数显深度卡尺JB/T 5609-1991 电子数显高度卡尺JB/T 8370-1996 游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3. 千分尺类GB/T 1216-1985 外径千分尺GB/T 1218-1987 深度千分尺GB/T 6312-1986 壁厚千分尺GB/T 6313-1986 尖头千分尺GB/T 6314-1986 三爪内径千分尺GB/T 8061-1987 杠杆千分尺GB/T 8177-1987 内径千分尺GB/T 9057-1988 单杆内径千分尺GB/T 9058-1988 奇数沟千分尺JB/T 2989-1999 板厚千分尺(替代JB 2989-1981)JB/T 4166-1999 带计数器千分尺(替代JB 4166-1985)JB/T 6079-1992 电子数显外径千分尺JB/T 10005-1999 小测头千分尺(替代ZB J42 002-1987)JB/T 10006-1999 内测千分尺(替代ZB J42 003-1987)JB/T 10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87) JB/T 10032-1999 微米千分尺JB/T 10033-1999 测微头4. 指示表类GB/T 1219-2000 几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T 4755-1984 扭簧比较仪GB/T 6311-1986 大量程百分表GB/T 6320-1997 杠杆齿轮比较仪GB/T 6321-1986 光学扭簧测微计GB/T 8122-1987 内径百分表GB/T 8123-1998 杠杆指示表GB/T 18761-2002 电子数显指示表JB/T 3237-1991 杠杆卡规JB/T 3712-1998 小扭簧比较仪JB/T 5214-1991 曲轴量表JB/T 5216-1991 硫化机测力表JB/T 6081-1992 深度百分表JB/T 7429-1994 电子塞规JB/T 8346-1996 带表卡尺指示表JB/T 8499-1996 电子柱电感测微仪JB/T 8787-1998 峰值电感测微仪JB/T 8790-1998 钢球式内径百分表JB/T 8791-1998 涨簧式内径百分表JB/T 10014-1999 数显电感测微仪JB/T 10016-1999 测厚规JB/T 10017-1999 带表卡规JB/T 10035-1999 厚度表JB/T 10036-1999 电感式测微仪二、角度测量器具GB/T 6092-1985 90°角尺GB/T 6315-1996 游标万能角度尺GB/T 10943-1989 1:4圆锥量规GB/T 11852-1989 圆锥量规公差与技术条件GB/T 11853-1989 莫氏与公制圆锥量规GB/T 11854-1989 7:24工具圆锥量规GB/T 11855-1989 钻夹圆锥量规JB/T 3325-1999 角度量块及其附件(替代JB 3325-83)JB/T 7973-1999 正弦规(替代GB 4973-85)JB/T 8789-1998 1:24(UG)圆锥量规JB/T 10015-1999 直角尺检查仪JB/T 10018-1999 正多面棱体JB/T 10026-1999 带表万能角度尺JB/T 10027-1999 方形角尺(方箱)三、形位误差测量器具GB/T 6091-1985 刀口形直尺GB/T 16455-1996 条式和框式水平仪JB/T 3238-1999 合像水平仪(替代JB 3238-83)JB/T 7974-1999 铸铁平板(替代GB 4986-85)JB/T 7975-1999 岩石平板(替代GB 4987-85)JB/T 7977-1999 铸铁平尺(替代GB 6318-86)JB/T 7978-1999 钢平尺和岩石平尺(替代GB 6319-86)JB/T 10038-1999 电子水平仪JB/T 10028-1999 圆度仪四、表面质量测量器具GB/T 6060.1-1997 表面粗糙度比较样块铸造表面(替代GB 6060.1-85) GB/T 6060.2-1985 表面粗糙度比较样块机械加工表面GB/T 6060.3-1986 表面粗糙度比较样块电火花加工表面GB/T 6060.4-1988 表面粗糙度比较样块抛光加工表面GB/T 6060.5-1988 表面粗糙度比较样块喷砂抛丸加工表面GB/T 6062-1985 轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T 1217-1986 公法线千分尺GB/T 5106-1985 圆柱直齿渐开线花键量规GB/T 6316-1996 齿厚游标卡尺GB/T 10919-1989 矩形花键量规JB/T 6080-1992 电子数显齿厚卡尺JB/T 10008-1999 测量蜗杆JB/T 10012-1999 万能测齿仪JB/T 10013-1999 万能渐开线检查仪JB/T 10019-1999 齿轮齿距测量仪(原齿轮周节测量仪)JB/T 10020-1999 万能齿轮测量机JB/T 10021-1999 齿轮螺旋线测量仪JB/T 10022-1999 便携式齿轮齿距测量仪JB/T 10023-1999 便携式齿轮基节测量仪JB/T 10024-1999 立式滚刀测量仪JB/T 10025-1999 齿轮双面啮合综合测量仪JB/T 10029-1999 齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T 1581-1979 米制锥螺纹量规GB/T 3934-1983 普通螺纹量规GB/T 8124-1987 梯形螺纹量规技术条件GB/T 8125-1987 梯形螺纹量规型式与尺寸GB/T 10920-1989 普通螺纹量规型式与尺寸GB/T 10922-1989 非螺纹密封管螺纹量规GB/T 10932-1989 螺纹千分尺JB/T 1128-1999 间隙螺纹量规(替代JB 1128-70)JB/T 3326-1999 量针(替代JB 3326-83)JB/T 7981-1999 螺纹样板(替代GB 9055-88)JB/T 10031-1999 用螺纹密封的管螺纹量规七、其它测量器具JB/T 5213-1991 内、外圆磨加工主动测量仪技术条件JB/T 5215-1991 开关触发式三维传感系统JB/T 7982-1999 刀具预调测量仪精度(替代GB 10921-89)八、测量链JB/T 3760-1991 浮标式气动量仪JB/T 4167-1999 薄膜式气动量仪(替代JB 4167-85)JB/T 5212-1991 气动测量头技术条件JB/T 5610-1991 双频激光干涉仪JB/T 8371-1996 容栅线位移测量系统数显单元0.01mmJB/T 10037-1999 磁栅线位移测量系统JB/T 10030-1999 光栅线位移测量系统JB/T 10034-1999 光栅角位移测量系统九、通用器件及附件JB/T 8047-1999 V形架(替代GB 4972-85)JB/T 3323-2001 量块附件JB/T 10009-1999 比较仪座(替代ZB J42 007-87)JB/T 10010-1999 磁性表座(替代ZB J42 008-87)JB/T 10011-1999 万能表座(替代ZB J42 009-87)十、术语GB/T 17163-1997 几何量测量器具术语基本术语GB/T 17164-1997 几何量测量器具术语产品术语JB/T 7976-1999 轮廓法测量表面粗糙度的仪器术语(替代GB 6061-85) GB/T 8372-1996 几何量测量仪器型号编制方法十一、产品分等标准JB/T 54247.1-1996 量具量仪产品质量分等通则JB/T 54247.2-1996 量具量仪产品质量分等抽样验收细则JB/T 50047-1999 量具量仪产品质量分等电子塞规JB/T 50114-1998 量具量仪产品质量分等游标万能角度尺JB/T 50146-2000 量具量仪产品质量分等涨簧式内径百分表JB/T 50147-2000 量具量仪产品质量分等小扭簧比较仪JB/T 50148-2000 量具量仪产品质量分等钢球式内径百分表JB/T 54248-2000 量具量仪产品质量分等指示表JB/T 54250-1994 杠杆百分表产品质量分等标准(替代JB/GQ.F 5053-86) JB/T 54251-1994 杠杆千分表产品质量分等标准(替代JB/GQ.F 5054-86)JB/T 54252-1998 量具量仪产品质量分等游标卡尺JB/T 54253-1994 带表卡尺产品质量分等标准(替代JB/GQ.F 5057-86)JB/T 54254-1999 量具量仪产品质量分等外径千分尺JB/T 54255-1999 量具量仪产品质量分等杠杆千分尺JB/T 54256-1994 量块产品质量分等标准(替代JB/GQ.F 5061-86)JB/T 54257-1994 刀口尺产品质量分等标准(替代JB/GQ.F 5062-86)JB/T 54258-1994 水平仪产品质量分等标准(替代JB/GQ.F 5063-86)JB/T 54259-1999 量具量仪产品质量分等光滑极限量规JB/T 54260-1999 量具量仪产品质量分等铸铁平板JB/T 54261-1999 量具量仪产品质量分等岩石平板JB/T 54262-1999 量具量仪产品质量分等铸铁平尺JB/T 54263-1999 量具量仪产品质量分等钢平尺和岩石平尺JB/T 54265-1999 量具量仪产品质量分等浮标式气动量仪JB/T 54272-1999 量具量仪产品质量分等公法线千分尺JB/T 54273-1998 量具量仪产品质量分等齿厚游标卡尺JB/T 54274-1994 杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88) JB/T 54275-1999 量具量仪产品质量分等小测头千分尺JB/T 54276-1999 量具量仪产品质量分等奇数沟千分尺JB/T 54277-1999 量具量仪产品质量分等壁厚千分尺JB/T 54278-1998 量具量仪产品质量分等高度游标卡尺JB/T 54279-1999 量具量仪产品质量分等尖头千分尺JB/T 54280-1999 量具量仪产品质量分等深度千分尺JB/T 54281-1998 量具量仪产品质量分等深度游标卡尺JB/T 54282-1999 量具量仪产品质量分等微米千分尺JB/T 54283-1999 量具量仪产品质量分等电子数显卡尺JB/T 54285-1999 量具量仪产品质量分等测微头JB/T 54286-1994 塞尺产品质量分等标准(替代JB/GQ.F 5092-90)JB/T 54288-1999 量具量仪产品质量分等电子数显深度卡尺JB/T 54289-1999 量具量仪产品质量分等电子数显高度卡尺JB/T 54819-1992 电子数显外径千分尺产品质量分等标准JB/T 54820-1992 万能渐开线检查仪产品质量分等标准JB/T 54821-1992 万能齿轮测量机产品质量分等标准JB/T 54822-1992 齿轮螺旋线测量仪产品质量分等标准JB/T 54823-1992 齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB 001-95 英制指示表LB 002-98 带标尺的直角钢尺ZB J42 031 89 游标卡尺(测量上限为1500mm和2000mm)JB 5608-91 电子数显深度卡尺JB 5609-91 电子数显高度卡尺JB 5680-92 电子数显齿厚卡尺GB 1218-87 深度千分尺GB 9057-88 单杆式内径千分尺GB 9058-88 奇数沟千分尺ZB J42 038-90 微米千分尺ZB J42 039-90 测微头JB 6079-92 电子数显外径千分尺ZB J42 021-88 涨簧式内径百分表ZB J42 041-90 厚度表JB 3237-91 杠杆卡规JB 5214-91 曲轴量表JB 5216-91 硫化机测力表JB 6081-92 深度百分表ZB J42 007-87 比较仪座ZB J42 008-87 磁性表座ZB J42 009-87 万能表座ZB J42 016-87 正多面棱体ZB J42 028-88 方形角尺GB 9056-88 钢直尺GB 6060.4-88 表面粗糙度比较样块抛光加工表面GB 6060.5-88 表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB 9054-88 半径样板GB 9055-88 螺纹样板GB 11852-89 圆锥量规公差与技术条件GB 11853-89 莫氏与公制圆锥量规GB 11854-89 7:24工具圆锥量规GB 11855-89 钻夹圆锥量规GB 10919-89 矩形花键量规GB 10920-89 普通螺纹量规型式与尺寸GB 10922-89 非螺纹密封的管螺纹量规ZB J42 037-89 用螺纹密封的管螺纹量规ZB J42 013-87 直角尺检查仪ZB J42 012-87 数显电感测微仪ZB J42 018-88 齿轮周节测量仪ZB J42 019-88 万能齿轮测量仪ZB J42 020-88 齿轮螺旋线测量仪ZB J42 022-88 便携式齿轮周节测量仪ZB J42 023-88 便携式齿轮基节测量仪ZB J42 024-88 立式滚刀测量仪ZB J42 025-88 齿轮双面啮合综合周节测量仪GB 10921-89 刀具预调测量仪精度ZB J42 027-88 电子水平仪ZB J42 030-88 圆度仪ZB J42 032-89 齿轮单面啮合整体误差测量仪ZB J42 033-89 瓷栅线位移测量系统ZB J42 034-89 瓷栅线位移传感器技术条件ZB J42 036-89 光栅线位移测量系统ZB J42 040-90 光栅角位移测量系统ZB J42 042-90 电感式测微仪JB 3760-91 浮标式气动量仪JB 5212-91 气动测量头技术条件JB 5213-91 内、外圆磨加工主动测量仪技术条件JB/T 6082-92 触发传感器系统系列型谱JB 5215-91 开关触发式三维传感器系统JB 5610-91 双频激光干涉仪。
常见的量具检验标准
常见的量具检验标准展开全文随着科技的日新月异,电子器械与传统量具结合的趋势越发明显,给我们带来了便捷实用的新时代量具。
可是电子产品自身所具有的易损性也让更为不稳定的量具在安全性能上令人担忧。
所以国际上对于产品的要求也鳞次栉比的出现了,今天我们就简单的对几个常用的国际标准做简单的介绍。
(一)CE标志CE原为欧洲共同体的法语缩写,20世纪中成为欧洲共同体就以它为名,在新世纪成为了一种检验电子产品在欧洲出售与否的标准。
只要获得CE标志,此商品就可以在欧盟国家一同销售。
CE标志必须添加在显著位置,可清晰辨认,不易被涂抹下去。
在通常情况下标识应贴在产品本身上,但如有情况不能将标志贴到产品上,应注明原因并另寻明显的位置。
(二)IP标志现代量具在极端条件下使用情况大大增加,粉尘和液体在厂房中出现频率也增高,对于量具的极端耐受性也有了要求,所以IP防护等级也应运而生。
在2004年IP等级被采用位美国国家标准。
IP为Ingress Protection的缩写,由IP和两位数字构成,前一位数字代表防尘等级,细分7个阶段,后一数字代表防水等级,细分9个阶段。
下图可以清晰的为我们展现每个阶段的具体防护能力。
(三)Absolute线性编码器传统量具在每次测量之后都要重新调零,但是电子和量具结合后,在关闭系统后再重新打开时不必再将系统重新调零。
每次都可以读取刻度上所记录下的位置信息。
这些编码器被广泛的应用在长度测量系统等多种测量仪器中,可以生成具有极高可靠性的测量数据。
三丰的570 227系高度尺就具有此功能。
它具有传统量具不具备的优势,如在快速移动游标和新轴时也不会计算错误,不必重新调零,所需能量小可以增加电池寿命。
如果您有任何测量相关的问题或者需要仪器检定服务购买测量仪器留言或拨打以下电话即可************。
34120标准

34120标准
34120标准是我国科学实验仪器设备的一个编号方法标准,它规定了科学实验仪器设备的编号方法和编制规则。
该标准的目的是为了方便对科学实验仪器设备进行统一管理和跟踪维护,同时也有利于提高仪器设备的使用效率和实验结果的可靠性。
根据34120标准,科学实验仪器设备的编号由三部分组成:类别代码、顺序号和校验位。
其中,类别代码表示仪器设备的类型和用途,顺序号表示仪器设备的生产顺序,校验位用于保证仪器设备编号的正确性和唯一性。
此外,34120标准还规定了仪器设备编号的编制规则,包括编码长度、字符格式、数字和字母的组合方式等。
同时,为了方便使用和记忆,标准还规定了一些常用的仪器设备类别代码和编制规则示例,例如光学仪器、电学仪器、力学仪器等。
总之,34120标准是我国科学实验仪器设备管理的重要标准之一,它的实施有助于提高仪器设备的管理效率和使用效益,同时也有利于推动我国科学实验领域的发展。
计量标准名称及代码

计量标准名称及代码计量标准名称及代码是指对各种计量标准进行统一编码,以便在实际应用中进行标识和识别。
计量标准名称及代码的编制是为了规范计量标准的命名和编号,便于管理和应用。
下面我们将介绍一些常见的计量标准名称及代码。
1. 长度计量标准。
长度计量标准是用来衡量物体长度的标准。
常见的长度计量标准包括米、厘米、毫米等。
在国际上,长度计量标准的代码是“Length”。
2. 重量计量标准。
重量计量标准是用来衡量物体重量的标准。
常见的重量计量标准包括千克、克等。
在国际上,重量计量标准的代码是“Weight”。
3. 时间计量标准。
时间计量标准是用来衡量时间的标准。
常见的时间计量标准包括秒、分钟、小时等。
在国际上,时间计量标准的代码是“Time”。
4. 温度计量标准。
温度计量标准是用来衡量温度的标准。
常见的温度计量标准包括摄氏度、华氏度等。
在国际上,温度计量标准的代码是“Temperature”。
5. 电流计量标准。
电流计量标准是用来衡量电流的标准。
常见的电流计量标准包括安培、毫安等。
在国际上,电流计量标准的代码是“Current”。
6. 光强度计量标准。
光强度计量标准是用来衡量光强度的标准。
常见的光强度计量标准包括流明、勒克斯等。
在国际上,光强度计量标准的代码是“Illuminance”。
7. 物质计量标准。
物质计量标准是用来衡量物质的标准。
常见的物质计量标准包括摩尔、克等。
在国际上,物质计量标准的代码是“Amount of substance”。
以上是一些常见的计量标准名称及代码,它们在各个领域的应用非常广泛。
通过对这些计量标准的统一编码,可以更好地进行标识和识别,为各种计量工作提供便利。
希望本文能够对大家有所帮助,谢谢阅读。
全国工农业产品(商品、物资)分类与代码

《全国工农业产品(商品、物资)分类与代码》是国家标准GB 7635,于1987年经国务院批准实施。
在国内用于国民经济核算制度和各类管理信息系统,是各地区和各部门在计划、统计、会计、各类业务等工作中必需使用的一项基础标准。
使用时可根据实际,在该标准的基础上作细化、延拓与补充,但在分类体系与代码结构上必需与本标准兼容。
A、农、林、牧、渔业产品农业产品营林产品人工饲养动物和捕猎的野生动物及其产品渔业产品观赏植物其他农、林、牧、渔业产品B、矿产品及竹、木采伐产品煤、石油和天然气黑色金属矿采选产品有色金属矿采选产品非金属矿采选产品木、竹采伐产品C、电力、蒸汽供热量、煤气(天然气除外)和水电力、蒸汽供热量、煤气(天然气除外)和水D、加工食品、饮料、烟草加工品和饲料加工食品饮料烟草加工品饲料E、纺织品、针织品、服装及其缝纫品,鞋帽、皮革、毛皮及其制品纺织用纤维加工品纺织品针织品服装及其缝纫品鞋帽皮革、毛皮及其制品F、木材、竹、藤、棕、草制品及家具木材、竹、藤、棕、草制品家具G、纸浆、纸和纸制品,印刷品,文教体育用品纸浆、纸和纸制品印刷品文教体育用品H、石油制品、焦炭及煤制品石油制品焦炭及煤制品J、化工产品无机化学品化学肥料化学农药有机化学品及涂、颜、染料,催化剂、助剂、添加剂和黏合剂高分子聚合物信息用化学品化学试剂日用化工品其他化工品K、医药化学原料药化学制药剂中药材中成药畜用药生物制品L、橡胶制品和塑料制品橡胶制品塑料制品M、建筑材料及其它非金属矿物制品建筑材料及其它非金属矿物制品N、黑色金属冶炼及其压延产品钢铁冶炼产品钢材其它黑色金属冶炼及其压延P、有色金属冶炼及其压延产品有色金属冶炼产品有色金属压延加工产品Q、金属制品金属结构及其构件工具金属丝及其制品建筑用金属制品搪瓷制品及日用金属制品其它金属制品R、普通机械锅炉及原动机金属加工机械通用设备铸锻件及通用零部件工业专用设备农、林、牧、渔业机械建筑工程机械和钻探机械医疗器械其它机械产品S、交通运输设备铁路运输设备公路运输设备及工矿车辆船舶及其辅机、飞行器T、电器机械及器械电机输变电设备电工器材家用电器其它电器装置和设备U、电子产品及通信设备雷达和无线电导航设备通信设备广播电视设备电子计算机及其外部设备电子元件电子器件V、仪器仪表、计量标准器具及量具、衡器仪器仪表计量标准器具及量具、衡器W、工艺美术品、古玩及珍藏品工艺美术品古玩及珍藏品X、废旧物资废旧物资Z、其它产品(商品、物资)其它产品(商品、物资)end。
标准物质的国家标准号
标准物质的国家标准号
国家标准号由一定的编码规则组成,通常包括字母和数字的组合。
其中,字母部分代表了标准物质所属的国家或地区,数字部分则表示了该标准物质在国家标准体系中的唯一编号。
通过国家标准号,可以快速准确地识别和定位标准物质,方便进行溯源和比对。
标准物质的国家标准号具有以下重要作用:
首先,国家标准号是标准物质的唯一标识,能够确保标准物质的唯一性和可识别性。
在标准物质的生产、流通和使用过程中,国家标准号可以帮助人们准确地识别和区分不同的标准物质,避免混淆和错误使用。
其次,国家标准号是标准物质质量认证的重要依据。
通过国家标准号,可以查询和了解标准物质的生产厂家、生产日期、有效期限、质量认证证书等信息,从而验证标准物质的质量和可靠性。
再次,国家标准号是标准物质可追溯性的重要保障。
在标准物质的生产和使用过程中,国家标准号可以帮助人们追溯标准物质的来源和历史,确保标准物质的质量和可追溯性。
最后,国家标准号是标准物质信息管理和交流的重要桥梁。
通过国家标准号,可以建立标准物质的信息数据库,实现标准物质信息的统一管理和共享,方便用户查询和获取相关信息。
总之,标准物质的国家标准号是标准物质的重要标识和管理依据,对于确保标准物质的质量和可追溯性具有重要意义。
在标准物质的生产、流通和使用过程中,需要充分重视国家标准号的作用,加强标准物质信息管理和使用规范,确保标准物质的准确性、可靠性和安全性。
量具类产品国家标准

JB/T 10313-2002 量块检验方法
2. 卡尺类
GB/T 1214.1-1996 游标类卡尺 通用技术条件
GB/T 1214.2-1996 游标类卡尺 游标卡尺
GB/T 1214.3-1996 游标类卡尺 高度游标卡尺
GB/T 1214.4-1996 游标类卡尺 深度游标卡尺
JB/T 10006-1999 内测千分尺 (替代ZB J42 003-1987)
JB/T 10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87)
JB/T 10032-1999 微米千分尺
JB/T 10033-1999 测微头
4. 指示表类
JB/T 54275-1999 量具量仪产品质量分等 小测头千分尺
JB/T 54276-1999 量具量仪产品质量分等 奇数沟千分尺
JB/T 54277-1999 量具量仪产品质量分等 壁厚千分尺
JB/T 54278-1998 量具量仪产品质量分等 高度游标卡尺
JB/T 10013-1999 万能渐开线检查仪
JB/T 10019-1999 齿轮齿距测量仪(原齿轮周节测量仪)
JB/T 10020-1999 万能齿轮测量机
JB/T 10021-1999 齿轮螺旋线测量仪
JB/T 10022-1999 便携式齿轮齿距测量仪
JB/T 10023-1999 便携式齿轮基节测量仪
JB/T 50146-2000 量具量仪产品质量分等 涨簧式内径百分表
JB/T 50147-2000 量具量仪产品质量分等 小扭簧比较仪
JB/T 50148-2000 量具量仪产品质量分等 钢球式内径百分表
全国工农业产品分类
全国工农业产品(商品、物资)分类与代码(国家标准GB7635-87)文号:发文单位:全国人民代表大会颁布日期:2010-03-25 执行日期:2010-03-25全国工农业产品(商品、物资)分类与代码(国家标准GB7635-87)1 目的和适用范围1.1 目的为提高我国经济管理水平,建立统一的、科学的国民经济核算制度和实现国家经济信息的自动化管理,特制订本标准。
1.2 适用范围1.2.1 本标准是国民经济统一核算的重要基础标准,供计划、统计、会计、业务等工作使用。
1.2.2 本标准是国家经济信息系统的重要基础标准,是全国各经济信息系统进行信息交换的共同语言。
2 分类原则2.1 本标准的分类对象是我国生产的工农业产品(商品、物资)。
进口的商品(物资),除少数原材料外,均不包括在本标准范围之内。
2.2 以科学分类为主,按工农业产品(商品、物资)的基本属性分类,适当兼顾部门管理的需要。
2.3 分类首先满足现代化管理的需要,适当照顾当前管理水平。
2.4 为统一全国工农业产品、商品、物资的分类,兼顾生产领域和流通领域的要求。
2.5 本标准与相关标准兼容。
3 编码方法3.1 本标准为层次代码结构,共分四层(不包括门类),每层均以两位阿拉伯数字表示。
为便于检索,设置了门类,用英文字母表示其顺序。
3.2 每层的代码一般从“01”开始,按升序排列,最多编至“99”。
但第三层代码的编写另有特殊规定,见3.6。
3.3 各层中数字为“99”的代码均表示收容类目。
同一层内分成若干区间时,每个区间的收容类目一般用末位数字为“9”的代码表示。
3.4 第一、二、三层的类目不再细分时,在它们的代码后面补“0”直至第八位。
3.5 各层均留有适当空码,以备增加或调整类目用。
3.6 第三层设有“开列区”,其类目用“01”至“09”表示。
不设开列类目时,主分类区第三层类目的代码一般从“10”开始编写。
开列区类目在代码前均标有“※”号。
4 有关“开列区”的规定4.1 “开列区”类目的设置为满足管理上的特殊需要,本标准在第三层设有“开弄区”。
量规标准正文

量规手册1 范围本标准规定了量规的主要技术内容、光滑极限量规极限偏差的计算公式、螺纹量规参数计算公式及数据列表等。
本标准适用于公司军用电子产品及民用产品生产过程中检验用的光滑极限量规和螺纹量规。
2 引用文件下列文件中的有关条款通过引用而成为本部分的条款。
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订的版本都不适用于本部分,但提倡使用本部分的各方探讨使用其最新版本的可能性。
凡不注日期或版次的引用文件,其最新版本适用于本部分。
GB 1800-81 标准公差数值表GB/T 1800.2-1998 公差偏差和配合的基本规定GB/T 1800.3-1998 标准偏差和基本偏差数值表GB 1957-81 光滑极限量规GB 2516-81 普通螺纹偏差表GB 3934-83 普通螺纹量规GJB 119.3-86 ST钢丝螺套塞规标准JJG343-96 光滑极限量规检定规程JJG888-95 圆柱螺纹量规检定规程3 主要技术内容技术内容包括:第1章:编制说明;第2章:概述;第3章:光滑极限量规参数列表;第4章:螺纹量规参数列表。
详细内容见第1章~第4章。
第1章:编制说明1 量规手册编制的目的1.1 目的为了更进一步的加快公司新、旧标准量规的替换工作,为了更好的实现机械零件加工的互换性,为了使设计、工艺、检验在机械加工中对相关量规的极限尺寸等几何参数进行统一,为了使计量检定人员在量规检测时可以直接查用各相关参数,为了更好的提高工作效率和保证工作质量。
1.2 依据按照国家计量检定规程每一个计算环节都能够遵循相关规定并严格与标准保持一致。
2 量规手册编制的原则2.1 手册中采用的标准必须是现行有效的国家标准、国家军用标准、行业(部)标准和企业标准。
2.2 手册中提供的各种技术参数必须准确、可靠具有权威性和指导作用。
2.3 标准覆盖面广,各种系列的对应参数要能满足公司军用电子产品生产的需要。
2.4 手册的可操作性要强,查询要迅速准确。
量具 GB 标准
量具GB标准量具类产品国家标准一、长度测量器具1.量具类GB/T1957-1981光滑极限量规GB/T6093-2001几何量技术规范(GPS)长度标准量块GB/T6322-1986光滑极限量规型式与尺寸GB/T9056-1988钢直尺JB/T7980-1999半径样板(替代GB9054-88)JB/T8788-1998塞尺JB/T10313-2002量块检验方法2.卡尺类GB/T1214.1-1996游标类卡尺通用技术条件GB/T1214.2-1996游标类卡尺游标卡尺GB/T1214.3-1996游标类卡尺高度游标卡尺GB/T1214.4-1996游标类卡尺深度游标卡尺GB/T6317-1993带表卡尺GB/T14899-1994电子数显卡尺JB/T5608-1991电子数显深度卡尺JB/T5609-1991电子数显高度卡尺JB/T8370-1996游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3.千分尺类GB/T1216-1985外径千分尺GB/T1218-1987深度千分尺GB/T6312-1986壁厚千分尺GB/T6313-1986尖头千分尺GB/T6314-1986三爪内径千分尺GB/T8061-1987杠杆千分尺GB/T8177-1987内径千分尺GB/T9057-1988单杆内径千分尺GB/T9058-1988奇数沟千分尺JB/T2989-1999板厚千分尺(替代JB2989-1981)JB/T4166-1999带计数器千分尺(替代JB4166-1985)JB/T6079-1992电子数显外径千分尺JB/T10005-1999小测头千分尺(替代ZB J42002-1987)JB/T10006-1999内测千分尺(替代ZB J42003-1987)JB/T10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87)JB/T10032-1999微米千分尺JB/T10033-1999测微头4.指示表类GB/T1219-2000几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T4755-1984扭簧比较仪GB/T6311-1986大量程百分表GB/T6320-1997杠杆齿轮比较仪GB/T6321-1986光学扭簧测微计GB/T8122-1987内径百分表GB/T8123-1998杠杆指示表GB/T18761-2002电子数显指示表JB/T3237-1991杠杆卡规JB/T3712-1998小扭簧比较仪JB/T5214-1991曲轴量表JB/T5216-1991硫化机测力表JB/T6081-1992深度百分表JB/T7429-1994电子塞规JB/T8346-1996带表卡尺指示表JB/T8499-1996电子柱电感测微仪JB/T8787-1998峰值电感测微仪JB/T8790-1998钢球式内径百分表JB/T8791-1998涨簧式内径百分表JB/T10014-1999数显电感测微仪JB/T10016-1999测厚规JB/T10017-1999带表卡规JB/T10035-1999厚度表JB/T10036-1999电感式测微仪二、角度测量器具GB/T6092-198590°角尺GB/T6315-1996游标万能角度尺GB/T10943-19891:4圆锥量规GB/T11852-1989圆锥量规公差与技术条件GB/T11853-1989莫氏与公制圆锥量规GB/T11854-19897:24工具圆锥量规GB/T11855-1989钻夹圆锥量规JB/T3325-1999角度量块及其附件(替代JB3325-83)JB/T7973-1999正弦规(替代GB4973-85)JB/T8789-19981:24(UG)圆锥量规JB/T10015-1999直角尺检查仪JB/T10018-1999正多面棱体JB/T10026-1999带表万能角度尺JB/T10027-1999方形角尺(方箱)三、形位误差测量器具GB/T6091-1985刀口形直尺GB/T16455-1996条式和框式水平仪JB/T3238-1999合像水平仪(替代JB3238-83)JB/T7974-1999铸铁平板(替代GB4986-85)JB/T7975-1999岩石平板(替代GB4987-85)JB/T7977-1999铸铁平尺(替代GB6318-86)JB/T7978-1999钢平尺和岩石平尺(替代GB6319-86)JB/T10038-1999电子水平仪JB/T10028-1999圆度仪四、表面质量测量器具GB/T6060.1-1997表面粗糙度比较样块铸造表面(替代GB6060.1-85) GB/T6060.2-1985表面粗糙度比较样块机械加工表面GB/T6060.3-1986表面粗糙度比较样块电火花加工表面GB/T6060.4-1988表面粗糙度比较样块抛光加工表面GB/T6060.5-1988表面粗糙度比较样块喷砂抛丸加工表面GB/T6062-1985轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T1217-1986公法线千分尺GB/T5106-1985圆柱直齿渐开线花键量规GB/T6316-1996齿厚游标卡尺GB/T10919-1989矩形花键量规JB/T6080-1992电子数显齿厚卡尺JB/T10008-1999测量蜗杆JB/T10012-1999万能测齿仪JB/T10013-1999万能渐开线检查仪JB/T10019-1999齿轮齿距测量仪(原齿轮周节测量仪)JB/T10020-1999万能齿轮测量机JB/T10021-1999齿轮螺旋线测量仪JB/T10022-1999便携式齿轮齿距测量仪JB/T10023-1999便携式齿轮基节测量仪JB/T10024-1999立式滚刀测量仪JB/T10025-1999齿轮双面啮合综合测量仪JB/T10029-1999齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T1581-1979米制锥螺纹量规GB/T3934-1983普通螺纹量规GB/T8124-1987梯形螺纹量规技术条件GB/T8125-1987梯形螺纹量规型式与尺寸GB/T10920-1989普通螺纹量规型式与尺寸GB/T10922-1989非螺纹密封管螺纹量规GB/T10932-1989螺纹千分尺JB/T1128-1999间隙螺纹量规(替代JB1128-70)JB/T3326-1999量针(替代JB3326-83)JB/T7981-1999螺纹样板(替代GB9055-88)JB/T10031-1999用螺纹密封的管螺纹量规七、其它测量器具JB/T5213-1991内、外圆磨加工主动测量仪技术条件JB/T5215-1991开关触发式三维传感系统JB/T7982-1999刀具预调测量仪精度(替代GB10921-89)八、测量链JB/T3760-1991浮标式气动量仪JB/T4167-1999薄膜式气动量仪(替代JB4167-85)JB/T5212-1991气动测量头技术条件JB/T5610-1991双频激光干涉仪JB/T8371-1996容栅线位移测量系统数显单元0.01mmJB/T10037-1999磁栅线位移测量系统JB/T10030-1999光栅线位移测量系统JB/T10034-1999光栅角位移测量系统九、通用器件及附件JB/T8047-1999V形架(替代GB4972-85)JB/T3323-2001量块附件JB/T10009-1999比较仪座(替代ZB J42007-87)JB/T10010-1999磁性表座(替代ZB J42008-87)JB/T10011-1999万能表座(替代ZB J42009-87)十、术语GB/T17163-1997几何量测量器具术语基本术语GB/T17164-1997几何量测量器具术语产品术语JB/T7976-1999轮廓法测量表面粗糙度的仪器术语(替代GB6061-85) GB/T8372-1996几何量测量仪器型号编制方法十一、产品分等标准JB/T54247.1-1996量具量仪产品质量分等通则JB/T54247.2-1996量具量仪产品质量分等抽样验收细则JB/T50047-1999量具量仪产品质量分等电子塞规JB/T50114-1998量具量仪产品质量分等游标万能角度尺JB/T50146-2000量具量仪产品质量分等涨簧式内径百分表JB/T50147-2000量具量仪产品质量分等小扭簧比较仪JB/T50148-2000量具量仪产品质量分等钢球式内径百分表JB/T54248-2000量具量仪产品质量分等指示表JB/T54250-1994杠杆百分表产品质量分等标准(替代JB/GQ.F5053-86) JB/T54251-1994杠杆千分表产品质量分等标准(替代JB/GQ.F5054-86) JB/T54252-1998量具量仪产品质量分等游标卡尺JB/T54253-1994带表卡尺产品质量分等标准(替代JB/GQ.F5057-86) JB/T54254-1999量具量仪产品质量分等外径千分尺JB/T54255-1999量具量仪产品质量分等杠杆千分尺JB/T54256-1994量块产品质量分等标准(替代JB/GQ.F5061-86)JB/T54257-1994刀口尺产品质量分等标准(替代JB/GQ.F5062-86) JB/T54258-1994水平仪产品质量分等标准(替代JB/GQ.F5063-86) JB/T54259-1999量具量仪产品质量分等光滑极限量规JB/T54260-1999量具量仪产品质量分等铸铁平板JB/T54261-1999量具量仪产品质量分等岩石平板JB/T54262-1999量具量仪产品质量分等铸铁平尺JB/T54263-1999量具量仪产品质量分等钢平尺和岩石平尺JB/T54265-1999量具量仪产品质量分等浮标式气动量仪JB/T54272-1999量具量仪产品质量分等公法线千分尺JB/T54273-1998量具量仪产品质量分等齿厚游标卡尺JB/T54274-1994杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88)JB/T54275-1999量具量仪产品质量分等小测头千分尺JB/T54276-1999量具量仪产品质量分等奇数沟千分尺JB/T54277-1999量具量仪产品质量分等壁厚千分尺JB/T54278-1998量具量仪产品质量分等高度游标卡尺JB/T54279-1999量具量仪产品质量分等尖头千分尺JB/T54280-1999量具量仪产品质量分等深度千分尺JB/T54281-1998量具量仪产品质量分等深度游标卡尺JB/T54282-1999量具量仪产品质量分等微米千分尺JB/T54283-1999量具量仪产品质量分等电子数显卡尺JB/T54285-1999量具量仪产品质量分等测微头JB/T54286-1994塞尺产品质量分等标准(替代JB/GQ.F5092-90)JB/T54288-1999量具量仪产品质量分等电子数显深度卡尺JB/T54289-1999量具量仪产品质量分等电子数显高度卡尺JB/T54819-1992电子数显外径千分尺产品质量分等标准JB/T54820-1992万能渐开线检查仪产品质量分等标准JB/T54821-1992万能齿轮测量机产品质量分等标准JB/T54822-1992齿轮螺旋线测量仪产品质量分等标准JB/T54823-1992齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB001-95英制指示表LB002-98带标尺的直角钢尺ZB J4203189游标卡尺(测量上限为1500mm和2000mm)JB5608-91电子数显深度卡尺JB5609-91电子数显高度卡尺JB5680-92电子数显齿厚卡尺GB1218-87深度千分尺GB9057-88单杆式内径千分尺GB9058-88奇数沟千分尺ZB J42038-90微米千分尺ZB J42039-90测微头JB6079-92电子数显外径千分尺ZB J42021-88涨簧式内径百分表ZB J42041-90厚度表JB3237-91杠杆卡规JB5214-91曲轴量表JB5216-91硫化机测力表JB6081-92深度百分表ZB J42007-87比较仪座ZB J42008-87磁性表座ZB J42009-87万能表座ZB J42016-87正多面棱体ZB J42028-88方形角尺GB9056-88钢直尺GB6060.4-88表面粗糙度比较样块抛光加工表面GB6060.5-88表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB9054-88半径样板GB9055-88螺纹样板GB11852-89圆锥量规公差与技术条件GB11853-89莫氏与公制圆锥量规GB11854-897:24工具圆锥量规GB11855-89钻夹圆锥量规GB10919-89矩形花键量规GB10920-89普通螺纹量规型式与尺寸GB10922-89非螺纹密封的管螺纹量规ZB J42037-89用螺纹密封的管螺纹量规ZB J42013-87直角尺检查仪ZB J42012-87数显电感测微仪ZB J42018-88齿轮周节测量仪ZB J42019-88万能齿轮测量仪ZB J42020-88齿轮螺旋线测量仪ZB J42022-88便携式齿轮周节测量仪ZB J42023-88便携式齿轮基节测量仪ZB J42024-88立式滚刀测量仪ZB J42025-88齿轮双面啮合综合周节测量仪GB10921-89刀具预调测量仪精度ZB J42027-88电子水平仪ZB J42030-88圆度仪ZB J42032-89齿轮单面啮合整体误差测量仪ZB J42033-89瓷栅线位移测量系统ZB J42034-89瓷栅线位移传感器技术条件ZB J42036-89光栅线位移测量系统ZB J42040-90光栅角位移测量系统ZB J42042-90电感式测微仪JB3760-91浮标式气动量仪JB5212-91气动测量头技术条件JB5213-91内、外圆磨加工主动测量仪技术条件JB/T6082-92触发传感器系统系列型谱JB5215-91开关触发式三维传感器系统JB5610-91双频激光干涉仪。
国家市场监督管理总局关于《计量器具新产品管理办法(征求意见稿)》公开征求意见的公告

国家市场监督管理总局关于《计量器具新产品管理办法(征求意见稿)》公开征求意见的公告文章属性•【公布机关】国家市场监督管理总局•【公布日期】2020.10.16•【分类】征求意见稿正文市场监管总局关于《计量器具新产品管理办法(征求意见稿)》公开征求意见的公告根据总局规章修改工作安排,现将《计量器具新产品管理办法(征求意见稿)》向社会公开征求意见,反馈截止日期为2020年11月16日。
公众可通过以下途径和方式提出意见。
1.登录中华人民共和国司法部中国政府法制信息网 ),进入首页主菜单的“立法意见征集”栏目提出意见。
2.登录国家市场监督管理总局网站(网址:),通过首页“互动”栏目中的“征集调查”提出意见。
3.通过电子邮件将意见发送至:***************.cn。
邮件主题请注明“《计量器具新产品管理办法(征求意见稿)》公开征求意见”字样。
4.通过信函将意见邮寄至:北京市海淀区马甸东路9号,国家市场监督管理总局计量司,邮政编码:100088。
信封上请注明“《计量器具新产品管理办法(征求意见稿)》”字样。
市场监管总局2020年10月16日附件1计量器具新产品管理办法(征求意见稿)第一章总则第一条根据《中华人民共和国计量法》和《中华人民共和国计量法实施细则》的有关规定,制定本办法。
第二条在中华人民共和国境内,任何单位或个体工商户(以下简称单位)制造以销售为目的的计量器具新产品,必须遵守本办法。
计量器具新产品是指本单位从未生产过的计量器具,包括对原有产品在结构、材质等方面做了重大改进导致性能、技术特征发生变更的计量器具。
第三条本办法适用的计量器具范围,是指列入《实施强制管理的计量器具目录》(以下简称《目录》)监管方式为型式批准的计量器具。
标准物质新产品按照《标准物质管理办法》及有关计量技术规范执行。
第四条凡制造计量器具新产品,必须取得型式批准。
型式批准是指市场监督管理部门对计量器具的型式是否符合法定要求而进行的行政许可活动,包括型式评价、型式的批准决定。
国家标准命名规则

JB机械行业标准,JC建材行业标准,JG建筑行业标准,JGJ建筑行业工程建设规程,JR金融行业标准,JT交通行业标准,JY教育行业标准;
LB旅游行业标准,LD劳动行业标准,LY林业行业标准;
国家标准指导性技术文件GB/Z
工程建设国家标准GBJ(现为GB50XXX系列标准)
国家职业卫生技术标准GBZ
国军标代号:GJB
例如:GJB/Z9001-2001(国防科工委发布)
GJB9001-2001(总装备部发布)
附:国家标准和行业标准分类及代号
标准的制定和类型按使用范围划分有国际标准、区域标准、国家标准、专业标准、企业标准.
管理标准——对标准化领域中需要协调统一的管理事项所制定的标准。
工作标准——对工作的责任、权利、范围、质量要求、程序、效果、检查方法、考核办法所制定的标准。
按级别分类
中国标准分为国家标准、行业标准、地方标准和企业标准,并将标准分为强制性标准和推荐性标准两类。[1]
国家标准代号
强制性国家标准GB
推荐性国家标准GB/T("T"是推荐的意思)
行业标准由国务院有关行政主管部门制定,
企业生产的产品没有国家标准和行业标准的,应当制定企业标准,作为组织生产的依据,并报有关部门备案。
法律对标准的制定另有规定,依照法律的规定执行。
制定标准应当有利于合理利用国家资源,推广科学技术成果,提高经济效益,保障安全和人民身体健康,保护消费者的利益,保护环境,有利于产品的通用互换及标准的协调配套等。
目前可以免费下载标准的网站有《标准天下网》、《标准搜搜网》、《标准免费下载网》、《食品网》等。
计量管理知识培训1
4.4检定与校准的关系 对象和性质不同
检定是针对列入国家强检计量器具目录的,并且是用于贸易结算、 安全防护、医疗卫生、环境监测的计量器具。检定具有法制性, 属计量管理范畴的执行行为。
校准是除此之外的计量器具。校准不具法制性,是企业自主溯源 行为。
15
4.4 检定与校准的关系 其他方面不同
一、计量管理的基本知识
2.1 计量的特点: 准确性、一致性、溯源性、法制性。
◆ 准确性是指测量结果与被测量真值的一致程度。 ◆ 一致性是指在统一计量单位的基础上,无论何时、何地、采用何种方法,使 用何种计量器具,以及由何人测量,只要符合有关的要求,其测量的结果就 应在给定的区间内一致。 ◆ 溯源性是指任何一个测量结果或计量标准的值,都能通过一条具有规定不确 定度的连续比较链,与计量基准联系起来。 ◆ 法制性来自于计量的社会性,因为量值的准确不仅依赖于科学技术手段,还 应有相应的法律、法规和行政管理。
计量管理知识培训
2012.07.24
计量管理知识培训
内容提要
一、计量管理的基本知识 二、计量器具的要求及管理模式 三、计量器具的管理要求
一、计量管理的基本知识
1、计量与测量的定义 计量是指“实现单位统一、量值准确可靠的活动” 测量是指“以确定量值为目的的一组操作” 从概念上来讲,测量是指为了确定被测对象的量值而进行的实验过程。而计量 则是为了保证量值的统一和准确一致的一种测量。 计量学就是研究测量、保证测量统一和准确的科学。 计量学研究的主要有:计量单位及其基准;标准的计量、保存和使用;测量方 法和计量器具;测量的准确度;计量法制和管理等。
二、计量器具的要求及管理模式
4.3 C类计量器具 C类计量器具包括不需进行周期性检定的,或可以延期检定的,或非关键场合, 作为一般指示用的计量器具,例如:
全国几何量工程参量委员会分管的计量法规分类表(动态)
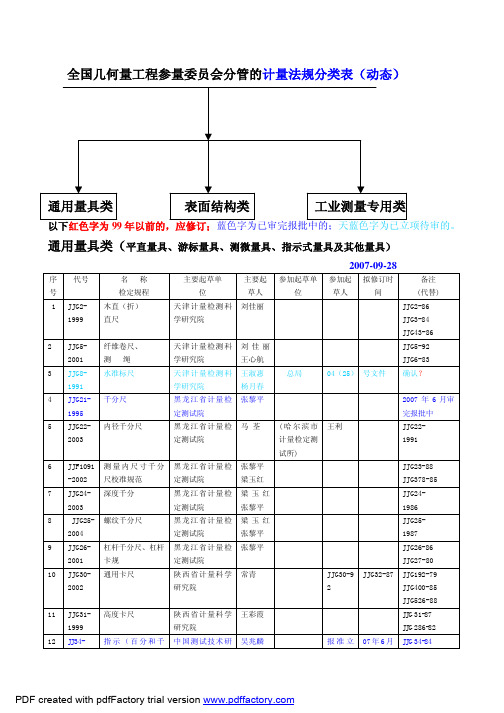
河 南省 计量科 学 任方平
项-
审完报批 JJG231-80
中
JJG36-89
04(25) 号文件
JJG391990 废除
J 报批中
号文件
JJG631994 已立项 08 年审定 JJG84-88
废除
JJG10882 JJG1091986 JJG1161983
5003000
JJG19387
07 年 6 月审完 07 年 6 月审完
天 津计 量检测 科 路瑞军
学研究院
王心航
张兰富
27 JJG182- 奇数沟几千分尺 2005
黑 龙江 省计量 检 马荃
定测试院
张黎平
28 JJF1088 外 径 千 分 尺 校 准 黑 龙江 省计量 检 马荃
-2002 规范
定测试院
王利
禇云库
29 JJG201- 指 示 类 量 具 检 定 中 国测 试技术 研 陈永康
学研究院
67 JJG473- 套管尺
天津市计量检 王 克 喜
1995
测科学研究院 马建
张桐树
68 JJG519- 铁路支距尺
铁道 部标准 计 王延春
1988
量研究所
69 JJG566- 电机线圈游标卡尺 东方 电机股 份 史常明
1996
有限公司
70 JJG568- 固定式撤叉磨耗量尺
1988
71 JJG604- 铁路轮对内距尺检具 铁道 部标准 计 王延春
1985
技术研究院
35 JJG427- 带表千分尺
黑 龙江 省计量 检 马荃
2004
定测试院
36 JJG429- 圆 度 圆 柱 度 测 量 哈尔滨工业大学 谭久彬
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量具类产品国家标准一、长度测量器具1. 量具类GB/T 1957-1981 光滑极限量规GB/T 6093-2001 几何量技术规范(GPS)长度标准量块GB/T 6322-1986 光滑极限量规型式与尺寸GB/T 9056-1988 钢直尺JB/T 7980-1999 半径样板(替代GB 9054-88)JB/T 8788-1998 塞尺JB/T 10313-2002 量块检验方法2. 卡尺类GB/T 1214.1-1996 游标类卡尺通用技术条件GB/T 1214.2-1996 游标类卡尺游标卡尺GB/T 1214.3-1996 游标类卡尺高度游标卡尺GB/T 1214.4-1996 游标类卡尺深度游标卡尺GB/T 6317-1993 带表卡尺GB/T 14899-1994 电子数显卡尺JB/T 5608-1991 电子数显深度卡尺JB/T 5609-1991 电子数显高度卡尺JB/T 8370-1996 游标类卡尺游标卡尺(测量范围为0-1500mm、0-2000mm)3. 千分尺类GB/T 1216-1985 外径千分尺GB/T 1218-1987 深度千分尺GB/T 6312-1986 壁厚千分尺GB/T 6313-1986 尖头千分尺GB/T 6314-1986 三爪内径千分尺GB/T 8061-1987 杠杆千分尺GB/T 8177-1987 内径千分尺GB/T 9057-1988 单杆内径千分尺GB/T 9058-1988 奇数沟千分尺JB/T 2989-1999 板厚千分尺(替代JB 2989-1981)JB/T 4166-1999 带计数器千分尺(替代JB 4166-1985)JB/T 6079-1992 电子数显外径千分尺JB/T 10005-1999 小测头千分尺(替代ZB J42 002-1987)JB/T 10006-1999 内测千分尺(替代ZB J42 003-1987)JB/T 10007-1999大外径千分尺(测量范围为1000~3000mm)(替代ZB J42 004-87) JB/T 10032-1999 微米千分尺JB/T 10033-1999 测微头4. 指示表类GB/T 1219-2000 几何量技术规范长度测量器具:指示表设计及计量技术要求GB/T 4755-1984 扭簧比较仪GB/T 6311-1986 大量程百分表GB/T 6320-1997 杠杆齿轮比较仪GB/T 6321-1986 光学扭簧测微计GB/T 8122-1987 内径百分表GB/T 8123-1998 杠杆指示表GB/T 18761-2002 电子数显指示表JB/T 3237-1991 杠杆卡规JB/T 3712-1998 小扭簧比较仪JB/T 5214-1991 曲轴量表JB/T 5216-1991 硫化机测力表JB/T 6081-1992 深度百分表JB/T 7429-1994 电子塞规JB/T 8346-1996 带表卡尺指示表JB/T 8499-1996 电子柱电感测微仪JB/T 8787-1998 峰值电感测微仪JB/T 8790-1998 钢球式内径百分表JB/T 8791-1998 涨簧式内径百分表JB/T 10014-1999 数显电感测微仪JB/T 10016-1999 测厚规JB/T 10017-1999 带表卡规JB/T 10035-1999 厚度表JB/T 10036-1999 电感式测微仪二、角度测量器具GB/T 6092-1985 90°角尺GB/T 6315-1996 游标万能角度尺GB/T 10943-1989 1:4圆锥量规GB/T 11852-1989 圆锥量规公差与技术条件GB/T 11853-1989 莫氏与公制圆锥量规GB/T 11854-1989 7:24工具圆锥量规GB/T 11855-1989 钻夹圆锥量规JB/T 3325-1999 角度量块及其附件(替代JB 3325-83)JB/T 7973-1999 正弦规(替代GB 4973-85)JB/T 8789-1998 1:24(UG)圆锥量规JB/T 10015-1999 直角尺检查仪JB/T 10018-1999 正多面棱体JB/T 10026-1999 带表万能角度尺JB/T 10027-1999 方形角尺(方箱)三、形位误差测量器具GB/T 6091-1985 刀口形直尺GB/T 16455-1996 条式和框式水平仪JB/T 3238-1999 合像水平仪(替代JB 3238-83)JB/T 7974-1999 铸铁平板(替代GB 4986-85)JB/T 7975-1999 岩石平板(替代GB 4987-85)JB/T 7977-1999 铸铁平尺(替代GB 6318-86)JB/T 7978-1999 钢平尺和岩石平尺(替代GB 6319-86)JB/T 10038-1999 电子水平仪JB/T 10028-1999 圆度仪四、表面质量测量器具GB/T 6060.1-1997 表面粗糙度比较样块铸造表面(替代GB 6060.1-85) GB/T 6060.2-1985 表面粗糙度比较样块机械加工表面GB/T 6060.3-1986 表面粗糙度比较样块电火花加工表面GB/T 6060.4-1988 表面粗糙度比较样块抛光加工表面GB/T 6060.5-1988 表面粗糙度比较样块喷砂抛丸加工表面GB/T 6062-1985 轮廓法触针式表面粗糙度测量仪轮廓记录仪及中线制轮廓计五、齿轮测量器具GB/T 1217-1986 公法线千分尺GB/T 5106-1985 圆柱直齿渐开线花键量规GB/T 6316-1996 齿厚游标卡尺GB/T 10919-1989 矩形花键量规JB/T 6080-1992 电子数显齿厚卡尺JB/T 10008-1999 测量蜗杆JB/T 10012-1999 万能测齿仪JB/T 10013-1999 万能渐开线检查仪JB/T 10019-1999 齿轮齿距测量仪(原齿轮周节测量仪)JB/T 10020-1999 万能齿轮测量机JB/T 10021-1999 齿轮螺旋线测量仪JB/T 10022-1999 便携式齿轮齿距测量仪JB/T 10023-1999 便携式齿轮基节测量仪JB/T 10024-1999 立式滚刀测量仪JB/T 10025-1999 齿轮双面啮合综合测量仪JB/T 10029-1999 齿轮单面啮合整体误差测量仪六、螺纹测量器具GB/T 1581-1979 米制锥螺纹量规GB/T 3934-1983 普通螺纹量规GB/T 8124-1987 梯形螺纹量规技术条件GB/T 8125-1987 梯形螺纹量规型式与尺寸GB/T 10920-1989 普通螺纹量规型式与尺寸GB/T 10922-1989 非螺纹密封管螺纹量规GB/T 10932-1989 螺纹千分尺JB/T 1128-1999 间隙螺纹量规(替代JB 1128-70)JB/T 3326-1999 量针(替代JB 3326-83)JB/T 7981-1999 螺纹样板(替代GB 9055-88)JB/T 10031-1999 用螺纹密封的管螺纹量规七、其它测量器具JB/T 5213-1991 内、外圆磨加工主动测量仪技术条件JB/T 5215-1991 开关触发式三维传感系统JB/T 7982-1999 刀具预调测量仪精度(替代GB 10921-89)八、测量链JB/T 3760-1991 浮标式气动量仪JB/T 4167-1999 薄膜式气动量仪(替代JB 4167-85)JB/T 5212-1991 气动测量头技术条件JB/T 5610-1991 双频激光干涉仪JB/T 8371-1996 容栅线位移测量系统数显单元0.01mmJB/T 10037-1999 磁栅线位移测量系统JB/T 10030-1999 光栅线位移测量系统JB/T 10034-1999 光栅角位移测量系统九、通用器件及附件JB/T 8047-1999 V形架(替代GB 4972-85)JB/T 3323-2001 量块附件JB/T 10009-1999 比较仪座(替代ZB J42 007-87)JB/T 10010-1999 磁性表座(替代ZB J42 008-87)JB/T 10011-1999 万能表座(替代ZB J42 009-87)十、术语GB/T 17163-1997 几何量测量器具术语基本术语GB/T 17164-1997 几何量测量器具术语产品术语JB/T 7976-1999 轮廓法测量表面粗糙度的仪器术语(替代GB 6061-85) GB/T 8372-1996 几何量测量仪器型号编制方法十一、产品分等标准JB/T 54247.1-1996 量具量仪产品质量分等通则JB/T 54247.2-1996 量具量仪产品质量分等抽样验收细则JB/T 50047-1999 量具量仪产品质量分等电子塞规JB/T 50114-1998 量具量仪产品质量分等游标万能角度尺JB/T 50146-2000 量具量仪产品质量分等涨簧式内径百分表JB/T 50147-2000 量具量仪产品质量分等小扭簧比较仪JB/T 50148-2000 量具量仪产品质量分等钢球式内径百分表JB/T 54248-2000 量具量仪产品质量分等指示表JB/T 54250-1994 杠杆百分表产品质量分等标准(替代JB/GQ.F 5053-86) JB/T 54251-1994 杠杆千分表产品质量分等标准(替代JB/GQ.F 5054-86)JB/T 54252-1998 量具量仪产品质量分等游标卡尺JB/T 54253-1994 带表卡尺产品质量分等标准(替代JB/GQ.F 5057-86)JB/T 54254-1999 量具量仪产品质量分等外径千分尺JB/T 54255-1999 量具量仪产品质量分等杠杆千分尺JB/T 54256-1994 量块产品质量分等标准(替代JB/GQ.F 5061-86)JB/T 54257-1994 刀口尺产品质量分等标准(替代JB/GQ.F 5062-86)JB/T 54258-1994 水平仪产品质量分等标准(替代JB/GQ.F 5063-86)JB/T 54259-1999 量具量仪产品质量分等光滑极限量规JB/T 54260-1999 量具量仪产品质量分等铸铁平板JB/T 54261-1999 量具量仪产品质量分等岩石平板JB/T 54262-1999 量具量仪产品质量分等铸铁平尺JB/T 54263-1999 量具量仪产品质量分等钢平尺和岩石平尺JB/T 54265-1999 量具量仪产品质量分等浮标式气动量仪JB/T 54272-1999 量具量仪产品质量分等公法线千分尺JB/T 54273-1998 量具量仪产品质量分等齿厚游标卡尺JB/T 54274-1994 杠杆齿轮比较仪产品质量分等标准(替代JB/GQ.F 5079-88) JB/T 54275-1999 量具量仪产品质量分等小测头千分尺JB/T 54276-1999 量具量仪产品质量分等奇数沟千分尺JB/T 54277-1999 量具量仪产品质量分等壁厚千分尺JB/T 54278-1998 量具量仪产品质量分等高度游标卡尺JB/T 54279-1999 量具量仪产品质量分等尖头千分尺JB/T 54280-1999 量具量仪产品质量分等深度千分尺JB/T 54281-1998 量具量仪产品质量分等深度游标卡尺JB/T 54282-1999 量具量仪产品质量分等微米千分尺JB/T 54283-1999 量具量仪产品质量分等电子数显卡尺JB/T 54285-1999 量具量仪产品质量分等测微头JB/T 54286-1994 塞尺产品质量分等标准(替代JB/GQ.F 5092-90)JB/T 54288-1999 量具量仪产品质量分等电子数显深度卡尺JB/T 54289-1999 量具量仪产品质量分等电子数显高度卡尺JB/T 54819-1992 电子数显外径千分尺产品质量分等标准JB/T 54820-1992 万能渐开线检查仪产品质量分等标准JB/T 54821-1992 万能齿轮测量机产品质量分等标准JB/T 54822-1992 齿轮螺旋线测量仪产品质量分等标准JB/T 54823-1992 齿轮双面啮合综合测量仪产品质量分等标准十二、出口产品标准LB 001-95 英制指示表LB 002-98 带标尺的直角钢尺ZB J42 031 89 游标卡尺(测量上限为1500mm和2000mm)JB 5608-91 电子数显深度卡尺JB 5609-91 电子数显高度卡尺JB 5680-92 电子数显齿厚卡尺GB 1218-87 深度千分尺GB 9057-88 单杆式内径千分尺GB 9058-88 奇数沟千分尺ZB J42 038-90 微米千分尺ZB J42 039-90 测微头JB 6079-92 电子数显外径千分尺ZB J42 021-88 涨簧式内径百分表ZB J42 041-90 厚度表JB 3237-91 杠杆卡规JB 5214-91 曲轴量表JB 5216-91 硫化机测力表JB 6081-92 深度百分表ZB J42 007-87 比较仪座ZB J42 008-87 磁性表座ZB J42 009-87 万能表座ZB J42 016-87 正多面棱体ZB J42 028-88 方形角尺GB 9056-88 钢直尺GB 6060.4-88 表面粗糙度比较样块抛光加工表面GB 6060.5-88 表面粗糙度比较样块抛(喷)丸、喷沙加工表面GB 9054-88 半径样板GB 9055-88 螺纹样板GB 11852-89 圆锥量规公差与技术条件GB 11853-89 莫氏与公制圆锥量规GB 11854-89 7:24工具圆锥量规GB 11855-89 钻夹圆锥量规GB 10919-89 矩形花键量规GB 10920-89 普通螺纹量规型式与尺寸GB 10922-89 非螺纹密封的管螺纹量规ZB J42 037-89 用螺纹密封的管螺纹量规ZB J42 013-87 直角尺检查仪ZB J42 012-87 数显电感测微仪ZB J42 018-88 齿轮周节测量仪ZB J42 019-88 万能齿轮测量仪ZB J42 020-88 齿轮螺旋线测量仪ZB J42 022-88 便携式齿轮周节测量仪ZB J42 023-88 便携式齿轮基节测量仪ZB J42 024-88 立式滚刀测量仪ZB J42 025-88 齿轮双面啮合综合周节测量仪GB 10921-89 刀具预调测量仪精度ZB J42 027-88 电子水平仪ZB J42 030-88 圆度仪ZB J42 032-89 齿轮单面啮合整体误差测量仪ZB J42 033-89 瓷栅线位移测量系统ZB J42 034-89 瓷栅线位移传感器技术条件ZB J42 036-89 光栅线位移测量系统ZB J42 040-90 光栅角位移测量系统ZB J42 042-90 电感式测微仪JB 3760-91 浮标式气动量仪JB 5212-91 气动测量头技术条件JB 5213-91 内、外圆磨加工主动测量仪技术条件JB/T 6082-92 触发传感器系统系列型谱JB 5215-91 开关触发式三维传感器系统JB 5610-91 双频激光干涉仪。