影响SMT制造的PCB设计元素
SMT加工对PCB的要求

生效日期2015年7月4日SMT加工中对于PCB设计的要求页次第1页共14页SMT加工对于PCB设计的一些要求在SMT实际生产中会有些客户的PCB在设计时很多器件靠近板边,而我们的设备夹边是钢制的,且它的宽度为5mm,若客户板边有器件未达5mm外的安全距离,会造成设备把板子边缘器件夹坏,因此我司不建议客户板子边缘有器件,若有器件的话则加工艺边,已保护产品。
生效日期2015年7月4日SMT加工中对于PCB设计的要求页次第1页共14页在SMT实际生产中,会遇到工艺边的问题,有的公司会为了节约成本在短边去加工艺边,这种加工艺边的方式是很危险的,在实际生产中,设备轨道会比PCB实际要大0.5mm左右,在PCB进入机器以后,设备挡板会让PCB停止前进,然后在夹边夹住PCB,如上图,假设设备挡板为原点,PCB实际运动到停止,PCB在机器的实际位置时在上图红色PCB位置,若长边走轨道PCB的偏移量较小,而短边走轨道的偏移量较大,PCB四个角处很容易与轨道卡住,特别是在设备与设备的交界处,设备之间轨道交接的部分正常情况下回有2mm左右的缝隙,很容易卡板。
因此我司的建议是长边走轨道,若有靠边器件的话,则在长边加工艺边,若客户暂时不能加,则需做工装治具来达到工艺边的目的,不能因小失大,造成不必要的损失。
生效日期2015年7月4日SMT加工中对于PCB设计的要求页次第1页共14页在SMT实际生产时会遇到很多客户的PCB设计焊盘上有过孔,过孔如果较小,SMT实际生产中可能会造成少锡,但不虚焊,这种状况不影响功能,但影响产品的稳定性,有可能时间较长后该器件就不能正常工作;若过孔较大,则会造成少锡,则该器件的功能都无法实现,因此我司不建议客户用如图1的设计,最好改为图2这种方式的设计,若必须与焊盘直接相连的话,也可选择图3这种方式,但最好在焊盘与过孔之间加阻焊,否则也会也锡流向过孔。
PCB生产smt设计规范方案

1.大要1.1 SMT是英文Surface Mount Technology表面贴装技术的缩写,它与传统的通孔插装技术有实在质的差异,主要表现在组装方式的不同样、元器件外形的差异及尺寸更小、集成度更高、可靠性更高等好多方面。
SMT主要由SMB〔表贴印制板〕、SMC/SMD〔表贴元器件〕、表贴设备、工艺及资料几局部组成。
本标准的内容是对SMB设计过程中与SMT制程及质量有直接影响的一些详尽要求。
1.2 SMT主要生产设备有:锡膏印刷机、贴片机、回流焊炉。
AOI 自动检验机。
1.3 SMT的工艺流程有好多种,我们采用的主要有以下几种:元件面或焊锡膏印刷贴片回流焊接检验接面:焊接面:贴片胶印贴片回流固化检验刷或点胶元件面锡膏印刷贴片回流焊接检验拼焊接面:翻转2.PCB 外形、尺寸及其他要求:PCB 外形应为长方形或正方形,如PCB 外形不规那么,可经过拼板方式或在PCB 的长方向加宽度不小于8mm的工艺边。
PCB 的长宽比以防范高出 2.5 为宜。
SMT生产线可正常加工的PCB 〔拼板〕外形尺寸最小为120mm ×50mm 〔长×宽〕。
最大尺寸因受现有设备的以下表限制,因此,PCB 〔拼板〕外形尺寸〔长×宽〕正常不宜高出 460mm ×310mm 。
若是由于设计确实需要高出此尺寸,制板时请通知工艺人员协商确定排板方案。
各设备可加工的最大PCB 尺寸以下: ( 单位: mm)设备类型号长 X 宽上板机上板机500X390印刷机SP18L510X460贴片机 1BM133510X460贴片机 2BM231510X460过渡带接驳台最宽 310回流炉BTU最宽 450AOI 检验Saiki460X500机拼板及工艺边:何种情况下PCB 需要采用拼板:当 PCB 外形尺寸有以下的特色之一时需考虑采用拼板:〔 1 〕SMT 板长 <120mm或直插件板长 <80mm ;〔 2 〕 SMT 板宽 <50mm或直插件板宽<80mm ;〔 3 〕基标点的最大距离<100mm;〔 4 〕板上单面元件较少〔少于180 个元件〕拼板后板的长宽不会高出460mm×310mm时。
SMT生产线PCB设计规范
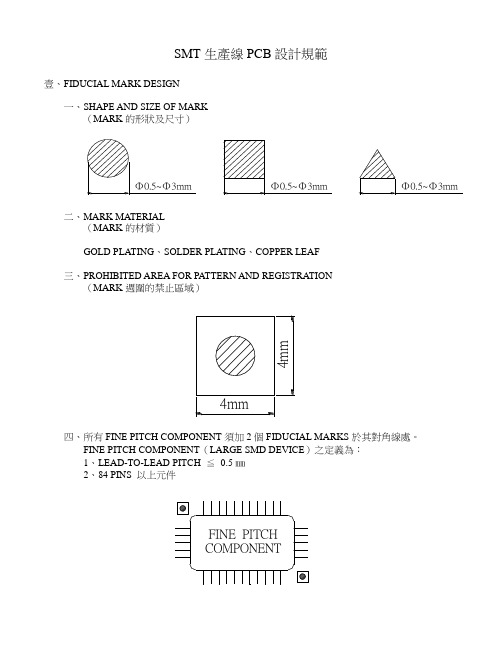
SMT 生產線PCB 設計規範壹、FIDUCIAL MARK DESIGN一、SHAPE AND SIZE OF MARK(MARK 的形狀及尺寸)二、MARK MATERIAL(MARK 的材質)GOLD PLATING 、SOLDER PLATING 、COPPER LEAF三、PROHIBITED AREA FOR PATTERN AND REGISTRATION(MARK 週圍的禁止區域)四、所有FINE PITCH COMPONENT 頇加2個FIDUCIAL MARKS 於其對角線處。
FINE PITCH COMPONENT (LARGE SMD DEVICE )之定義為:1、LEAD-TO-LEAD PITCH ≦ 0.5㎜2、84 PINS 以上元件五、POSITION(MARK設計的位置)1.斜線內為FIDUCIAL MARK可放置的位置,FIDUCIAL MARK的中心點距離PC板的板邊最少應為7㎜。
2.每片PCB上最少需有2個FIDUCIAL MARK,這2個FIDUCIAL MARK應儘可能位於PC板靠近板邊的角落位置上,且這2個FIDUCIAL MARK應互為對角。
(請不要將這2個FIDUCIAL MARK置於接近PC板的中央位置上)。
3.若PC板雙面皆有SMD零件時,則在PC板的兩面上頇各有2個FIDUCIAL MARK以供SMT機器識別之用,且此PC板正反兩面之FIDUCIAL MARK應儘可能不要設計在相同的座標位置上。
貳、BOARD DESIGN一、BOARD WARP (PCB板彎限制)每100mm板彎不可超過0.4mm每片PC板最大板彎不可超過1.2㎜二、COMPONENT MOUNTING DEAD SPACE禁止放置SMD 零件區域(死區)PC 板兩側板邊(長邊)各留5mm 空間不可放置零件,若無法預留板邊則請採增加V-CUTTER 的方式處理。
參、印刷鋼版1.為配合N2氮氣製程,提高良率,鋼版的開法為將CHIP R 、C 零件的PAD開法且鋼版上兩PAD 開孔的內距應為1.1~1.2㎜,以避免飛濺及產生錫珠。
SMT印制板设计规范

SMT印制板设计规范SMT(Surface Mount Technology)印制板设计规范是关于电子产品印制板设计的一系列要求和准则,旨在确保PCB(Printed Circuit Board)的制造过程能够顺利进行,并最终得到高质量的印制板产品。
下面是一些SMT印制板设计规范的重要内容。
1.印制板尺寸和布局:-确定印制板的实际尺寸,包括长度、宽度和厚度,并在设计中使用正确的尺寸参数。
-设计合理的布局,确保所有元件和走线的正确安装和连通,以提高印制板的性能和可靠性。
2.元件安装规范:-元件安装应遵循适当的引脚布局,确保元件安装在正确的位置并正确连接。
-元件的排列应便于制造和维修,并保证元件之间的足够间距和空间。
3.安装孔和固定装置:-印制板上的孔和固定装置应符合标准尺寸和设计规范,并确保能够正确安装印制板。
-孔的位置和尺寸应准确,以确保印制板和配件之间的稳定连接。
4.线宽和间距:-确定正确的线宽和间距参数,以提供足够的电流传输能力,并避免线路之间的干扰或短路。
-确保线宽和间距符合制造商的要求和能力,并能满足所需的电子器件和电流要求。
5.反焊和覆盖层:-在印制板上使用适当的反焊材料,以便在组装过程中保护印制电路和焊点,并提供良好的可焊性。
-配置适当的覆盖层,以保护印制板免受外部环境的影响,并提供适当的绝缘和防护。
6.引脚和焊盘:-准确标记元件引脚的位置和方向,确保正确的引脚连接和组装。
-焊盘的尺寸和形状应适合所使用的元件,并提供良好的焊接质量和可靠性。
7.电源分离和地面规范:-正确的电源分离和地面规范是确保印制电路的稳定性和性能的重要因素。
-确定正确的分离点和连接方式,以确保电源的稳定和地面的良好连接。
8.文件和制造要求:-提供准确和详细的PCB设计文件,包括图纸、尺寸和布局等信息,以供制造商参考。
-了解制造商的要求,并根据实际制造要求进行设计和调整。
总之,遵守SMT印制板设计规范对于确保PCB的制造质量和性能至关重要。
【干货】您知道SMT制程中影响印刷的主要因素有那些吗?,一步步助你成为SMT工艺大咖!
【干货】您知道SMT制程中影响印刷的主要因素有那些吗?,一步步助你成为SMT工艺大咖!引言:在SMT制造过程中,锡膏印刷结果对SMT制造品质有着举足轻重的影响。
影响锡膏印刷质量的因素有很多,如钢网的制造工艺,钢网的开孔设计,PCB的平整度,印刷参数的设置,锡膏本身的特性等等。
本文将对影响印刷的因素进行详细解析!影响印刷的主要因素锡膏(Solderpaste)钢网(Stencils)PCB板(Printed circuit board)刮刀(Squeegees)一、锡膏锡膏是一种焊球和焊剂的混合物,通过加热可以连接两个金属表面就重量而言,90%是金属就体积而言,50%金属 / 50%焊剂–10 mil厚的锡膏,过完回流炉后只有5 mil焊球–主要功能:在两个或多个金属表面形成永久的金属连接–球形合金粉末焊剂:提供两个主要功能:1.使焊球混合能够保持均匀2.它的化学作用可以将元件、PCB焊盘以及焊球表面的氧化物清除。
–基材、活性剂、触变剂、溶剂最常用的焊球:–63% 锡 (Sn)–37% 铅 (Pb)焊球合金成分不同,回流温度也不同焊料球的尺寸不同,应用也不同焊剂成分基材:由松香或松香酯组成,提供粘接性和焊接表面的净化作用溶剂:由乙二醇、二甘醇组成,用来调整焊膏的粘度活性剂:胺、胺氢氯化物组成,用来净化焊接表面的氧化物触变剂:乳化石蜡,防止焊料粉末和焊剂分离焊剂类型RMA: Rosin Mildly Activated(中等活性松香)RA: Rosin Activated(活性松香)WS/OA: Water Soluble/Organic Acids(水溶性/有机酸)LR: Low Residue/No Cleans(低残留/免清洗)RMA和RA焊剂不一定要清洗,但是当PCB或元件的温度升高到助焊剂的活化温度时(大约150°)它们开始形成可以导电的卤化物和盐,引起短路。
所以通常也要清洗WS/OA必须要清洗,因为酸会腐蚀掉焊点二、Stencils(钢网)有四种常用钢网:Chemical Etched(化学腐蚀)Laser Cut(激光切割)Electro-formed(电铸)nanometer(纳米)钢网设计钢网的开孔尺寸要小于焊盘尺寸的20%,但是必须保证钢网开宽度与钢网厚度的比值(宽厚比)不能小于1.5(25mil以下间距)三、PCB板设计PCB要求有好的钢性(否则需要定做夹具)PCB要求有最小的弯曲PCB焊盘的金属化PCB包装PCB上的阻焊膜四、刮刀刮刀材料类型–复合材料–金属复合材料刮刀通过刮挖作用改变锡膏的印刷量比金属刮刀便宜对于细间距的印刷,推荐使用90以上硬度的复合材料刮刀金属刮刀使用寿命要长于复合材料比较脆弱最流行刮挖效应的影响较小五、环境因素合适的环境条件对于好的印刷质量是非常必要的:–温度: 维持锡膏的使用条件(要求70~76华氏度)·不适条件会引起锡膏粘稠或过干–湿度: 要求在50%左右·小于50%会使锡膏变干(挥发性材料会蒸发)·大于50%会使锡膏吸收潮气,结果会使锡膏失效或是产生锡球通风: 在印刷区保持最小的通风,也是得到最好印刷质量的保证洁净度: 对机器和印刷质量同样重要SMT助手1、内容搜索2、SMT云盘3、SMT人才网。
SMT生产用PCB技术要求及标准

SMT生产用PCB技术要求及标准1、目的根据集团公司现有的设备加工能力并结合IPC标准,规范生产用印刷电路板(PCB)的工艺制作,增加基板定位方式的通用性,更好地提高生产效率及生产灵活性。
2、适用范围该要求适用于Foxconn ESS SMT车间生产用的所有PCB基板的工艺设计。
3、具体内容主要对PCB的外形、无组件区域设计、基板识别点(Fiducial Mark)、坏板标识(Bad Mark)、定位孔、拼板数标识、流向标识及顶面(TOP面)和底面(BOTTOM 面)标识等方面提出PCB设计的工艺要求。
(参考图1)3.1 PCB的外形要求3.1.13.1.2 PCB四角必须倒圆角(如图2),半径不少于2mm。
图23.2 PCB标识生产用PCB应包含如下方面的标识:3.2.1 生产时的流向标识符(箭头),在工艺边上用丝印作标识。
3.2.2 TOP 和BOTTOM 面的基板面标识,在流向箭头的始端用T或B表示(如图3、图5和图6所示)。
图33.2.3拼板子板序号标识:拼板中每块子板应有相应的序号(与各自的Bad Mark相对应),子板编号根据实际情况在基板的TOP面按照由左至右、由上至下的“Z”形(如图5),和基板的BOTTOM面按照由右至左、由上至下的反“Z”形(如图6)顺序分别进行编号。
图53.3 无组件区域PCB 无组件区域如图1所示,为生产时用于在导轨上传输时导轨占用区域和使用工装时的预留区域。
关于区域的面积,对于顶面(TOP面)四周至少要求有5mm的区域不能排布元器件, 对于底面(BOTTOM面)四周至少要求有5mm的区域不能排布元器件。
3.4 PCB 识别标识(Fiducial Mark)和组件贴装校准标识(Local Fiducial Mark)3.4.1 整拼板至少有三个Fiducial,并且呈L形分布3.4.2 Fiduical Mark类型首选为圆形,直径为0.5~2.5mm,优选1mm(周边有反差标记Φ2.5mm);其次为方形,边长为0.5~2.5mm,优选1mm3.4.3 Fiduical Mark要求表面洁净、平整,边缘光滑、齐整,颜色与周围的背景色有明显区别。
PCB在设计中应考虑到的各种因素
PCB在设计中应考虑到的各种因素PCB在设计中应考虑到的各种因素1、“层(Layer) ”的概念与字处理或其它许多软件中为实现图、文、色彩等的嵌套与合成而引入的“层”的概念有所同,Protel的“层”不是虚拟的,而是印刷板材料本身实实在在的各铜箔层。
现今,由于电子线路的元件密集安装。
防干扰和布线等特殊要求,一些较新的电子产品中所用的印刷板不仅有上下两面供走线,在板的中间还设有能被特殊加工的夹层铜箔,例如,现在的计算机主板所用的印板材料多在4层以上。
这些层因加工相对较难而大多用于设置走线较为简单的电源布线层(如软件中的Ground Dever和Power Dever),并常用大面积填充的办法来布线(如软件中的ExternaI P1a11e和Fill)。
上下位置的表面层与中间各层需要连通的地方用软件中提到的所谓“过孔(Via)”来沟通。
有了以上解释,就不难理解“多层焊盘”和“布线层设置”的有关概念了。
举个简单的例子,不少人布线完成,到打印出来时方才发现很多连线的终端都没有焊盘,其实这是自己添加器件库时忽略了“层”的概念,没把自己绘制封装的焊盘特性定义为”多层(Mulii一Layer)的缘故。
要提醒的是,一旦选定了所用印板的层数,务必关闭那些未被使用的层,免得惹事生非走弯路。
2、过孔(Via)为连通各层之间的线路,在各层需要连通的导线的文汇处钻上一个公共孔,这就是过孔。
工艺上在过孔的孔壁圆柱面上用化学沉积的方法镀上一层金属,用以连通中间各层需要连通的铜箔,而过孔的上下两面做成普通的焊盘形状,可直接与上下两面的线路相通,也可不连。
一般而言,设计线路时对过孔的处理有以下原则:(1)尽量少用过孔,一旦选用了过孔,务必处理好它与周边各实体的间隙,特别是容易被忽视的中间各层与过孔不相连的线与过孔的间隙,如果是自动布线,可在“过孔数量最小化” (Via Minimiz8tion)子菜单里选择“on”项来自动解决。
SMT工艺要求PCB元器件焊盘设计[1]
![SMT工艺要求PCB元器件焊盘设计[1]](https://img.taocdn.com/s3/m/95d59431680203d8ce2f24ef.png)
元件贴装机
SMT工艺要求PCB元器件焊盘设计[1]
1.4. 再流焊焊接工位
1.4.1. 此工位主要是由再流焊焊接设备构成; 1.4.2. 电子表面贴装元器件(SMD)的焊接是将贴装好元件的PCB经
SMT工艺要求-PCB元器 件焊盘设计
2020/10/31
SMT工艺要求PCB元器件焊盘设计[1]
主要内容
1 SMT车间贴片工艺的介绍 2 适合SMT生产的PCB设计要求
SMT工艺要求PCB元器件焊盘设计[1]
SMT车间贴片工艺的介绍
SMT工艺要求PCB元器件焊盘设计[1]
1.0 SMT车间贴片工艺的介绍
SMT工艺要求PCB元器件焊盘设计[1]
2.4. PCB上MARK的要求
右图光学定位基准符号 设计成Ф1 mm(40 mil) 的圆形图形,一般为 PCB 上覆铜箔腐蚀图 形。
上面是标准MARK设计图;
考虑到材料颜色与环境的反差,留出比光学定位基准符号大 1 mm(40 mil)的 无阻焊区,也不允许有任何字符,见上图 。 同一板上的光学定位基准符号其内层 背景要相同,即三个基准符号下有无铜箔应一致。 周围 10mm 无布线的孤立光学定位符号应设计一个内径为 3mm 环宽1mm 的保护圈。 特别注意,光学定位基准符号必须赋予坐标值(当作元件设计),不允许在 PCB 设 计完后以一个符号的形式加上去
过已设定好焊接参数的再流焊设备来实现对电子元器件的焊
接;
1.4.3. 再流焊设备主要有红外线式加热和热风式加盘设计[1]
PCB设计对SMT的影响

Professional Supplier
Shanghai FAST-PCB
PCB Layout设计在SMT工艺设计时的基本要求,
SMT工艺对PCB设计的要求
1. PCB (Printed Circuit Board) :指印制板电路 2.SMT(Surface Mounting Technology):表面贴装技术,指用自 动贴设备将表面组装元件/器件贴装到PCB 表面规定位置的一种 电子装联技术. 3.DFM(Design for manufacturability ) :可制造性设计。 4. 回流焊(Reflow Soldering):是指事先把焊膏涂敷在PCB焊盘 上,通过回流焊炉加热焊接的焊接方式。 5.基准Mark (FIDUCIAL MARK) : SMT设备为了辨认、补正基板或 部品的坐标而使用的焊盘。
FASTPCB-SMT
10
五、PCB定位孔设计(目前不需要)
PCB定位孔的设计是为SMT治具和切割设备对PCB的定位和固定 的,因此必须按设备的要求去设计,标配定位销有0.8MM, 1.0MM,1.2MM,1.5MM,2.0MM,2.5MM等规格.正常制造过程中, 当实物孔有偏差时,我们也可以单独订制各种规格定位销。 5.1 定位孔一般设计在工艺长边与短边的交界处,主定位孔 直径4mm,定位孔公差:±0.1 mm,在没有短边时设计在长边的两 头。 为了在切割时,不使单板走位,定位副孔都设计在拼板的单 板上,有时候会直接利用某些异型元器件的定位孔或装配孔。 5.2. 定位副孔周围1-2MM范围禁止排布元件,以免在安装定 位销时损伤元器件。
FASTPCB-SMT
6
3.4 PCB邮票孔的数量不应太多,对铣刀头的磨损严重,与工艺边 之间的邮票孔数量设计在5-8个,单板之间的邮票孔设计数量在 3-5个,以不造成拼板变形为原则。 四、PCB Mark点设计 Mark点也叫基准点,设定目的是为了保证PCB制作上的误差 及设备运转时的误差,把任意的2点作为基准,根据偏差程度自 动补正,因此,Mark点对SMT生产至关重要。Mark点有三种,包 括局部Mark、单板Mark和拼板Mark.
SMT中印制电路板的设计与制作工艺
SMT中印制电路板的设计与制作工艺在现代电子产品中,表面贴装技术(Surface Mount Technology,SMT)已经成为制造印制电路板(Printed Circuit Board,PCB)的主要工艺之一。
SMT技术的广泛应用使得电子产品变得更小巧、功能更强大。
在SMT中,印制电路板的设计和制作工艺起着至关重要的作用。
本文将探讨关于SMT中印制电路板的设计与制作工艺,希望能对读者有所启发和帮助。
一、印制电路板的设计在SMT中,印制电路板的设计是整个制作过程中的首要环节。
一个良好的设计可以优化电路的性能,提高产品的可靠性。
以下是印制电路板设计中需要注意的几个关键方面:1.1 组件布局组件布局对电路的性能和布线长度有很大的影响。
在布局时,应考虑到信号传输的距离、电压干扰等因素,合理安排各个组件的位置。
同时,还需考虑到散热、维修和终端连接等因素,确保整个电路板的稳定性和可靠性。
1.2 接地与屏蔽良好的接地和屏蔽设计可以减少电磁干扰,提高电路的稳定性。
在设计过程中,需要合理布置接地线路和屏蔽层,确保其与信号线充分隔离,并避免产生截然不同的电位。
1.3 信号完整性在SMT中,高速信号传输对信号完整性的要求较高。
信号完整性设计包括阻抗匹配、减少串扰和出现反射、网络布线等方面。
通过合理地选择电路板材料、布线和元件布局,可以减少信号传输过程中的不良影响,提高系统的可靠性。
二、印制电路板的制作工艺印制电路板的制作工艺直接影响到电路板的质量和性能。
下面将介绍几个常用的制作工艺:2.1 印刷制作工艺印刷制作工艺是最早也是最常用的印制电路板制作工艺之一。
它主要包括材料准备、版画、腐蚀、覆铜和切割等步骤。
在这个过程中,合理选择和控制制作参数,如腐蚀剂浓度、腐蚀时间等,可以保证印制电路板的质量和性能。
2.2 钻孔工艺钻孔是印制电路板制作过程中的重要一环,它通常用于安装元件的固定孔和电路连接孔的制作。
在钻孔工艺中,需要控制钻头的速度、压力和冷却液的使用,以确保钻孔的精度和质量。
SMT工艺对PCB设计的要求

6. 对于需要调节或经常更换的元件和零部件,如电位 器、可调电感线圈、可变电容器、微动开关、保险 管、按键、插拔器等元件的布局,应考虑整机的结构 要求,置于便于调节和更换的位置。若是机内调节, 应放在印制板上方便于调节的地方;若是机外调节, 其位置要与调节旋钮在机箱面板上的位置相适应,防 止三位空间和二位空间发生冲突。如纽子开关的面板 开口和PCB上开关孔的位置应当相匹配。
第四节 SMT工艺对PCB设计的要求
一、元器件整体布局设置 二、间距设计 三、再流焊工艺的元器件排布方向 四、波峰焊工艺要求 五、布线设计要求 六、焊盘与印制导线连接的设置 七、孔设计 八、阻焊、丝网设置 九、印制板的热设计
一. 元器件整体布局设置工艺要求
布局是一个重要的环节。布局结果的好坏将直接影响布线的效 果,所以合理的布局是PCB设计成功的第一步。
1
3. 大型器件的四周要留一定的维修空隙(留出SMD返修设 备加热头能够进行操作的尺寸);
4. 发热元件应尽可能远离其他元器件,一般置于边角、 机箱内通风位置。发热元件应该与电路板表面保持一定 距离,最小距离为2mm。一般用其引线或其他支撑物作 支撑,如散热片等。发热元件在多层板中将发热元件体 与PCB连接,设计时做金属焊盘,加工时用焊锡连接, 使热量通过PCB散热。
过孔孔径/焊盘尺寸
0.356/0.635 0.356/0.635 0.356/0.635 0.356/0.635 0.254/0.51
17
6. 布线工艺要求 (1). 走线宽度:导线宽度的设计,由四个方面的因素决定,负
柔性线路板(FPC)焊盘设计及其对SMT制程的影响

柔性线路板(FPC焊盘设计及其对SMT制程的影响目前,柔性线路板(FPC的焊盘及表面阻焊膜(Solder Mask制造工艺有两种方法使用较为广泛。
一种是采用聚酰亚胺薄膜(PI膜:Polyimide为材料,在对应焊盘位置进行激光切割,使对应位置的铜箔漏出来后进行表面处理(Surface Finish而成为焊盘; 另外一种则是采用光致涂覆层(PIC: PhotoImageable Cover coa或称PSC:Photo Sensitive Coat 原材料有环氧树脂类,丙烯酸类和聚酰亚胺类,有干膜及液态两种状态。
采用曝光显影的原理,使对应焊盘位置的PIC(或PSC涂覆层去除掉。
无论是采用上述何种方式,根据Solder Mask井窗”的方式,FPC的焊盘无外乎两种。
一种是SMD(Solder Mask Defined PAD,即:焊盘的大小和形状由Solder Mask决定;另外一种是NSMD(Non Solder Mask DefinedPAD,即:焊盘的大小和形状不由Solder Mask而由焊盘铜箔(Copper Foil自身决定。
如下图所示:从上图可以看出,对于NSMD类型的焊盘,Solder Mask开窗比焊盘本身的铜箔大;而对于SMD类型的焊盘,Solder Mask开窗比铜箔小,也就是说,有一部分被Solder Mask覆盖住。
实验证明,NSMD类焊盘的焊接强度普遍较SMD类焊盘低。
主要原因为SMD 焊盘除铜箔与基材的粘接作用外,Solder Mask同时也起到了加强的作用。
而NSMD 类焊盘则主要依靠铜箔与基材的粘接作用。
我们在作元器件的强度测试时,经常发现断裂面出现在铜箔与基材之间而非焊锡处。
如下图所示:而对于WCSP(Wafer Chip Scale Packag封装及其它Fine pitch 元器件而言,同样存在上述焊接强度的问题。
为改善其焊接强度,提高可靠性,一般情况下需要增加Underfill(底部填充工艺。
PCB设计对SMT焊接工艺的影响

合物特有的性能,是决定材料性能的临界温度,是选择
基板的一个关键参数。环氧树脂的Tg在125~140 ℃左右, 回流焊温度在250℃左右,远远高于PCB基板的Tg,高温 容易造成PCB的热变形,严重时会损坏元件。 • Tg应高于电路工作温度
2.2 要求CTE低——由于X、Y和厚度方向的热膨胀系数不一致, 容易造成PCB变形,严重时会造成金属化孔断裂和损坏元件。 2.3 要求耐热性高——一般要求PCB能有250℃/50S的耐热性。 2.4 要求平整度好
目 录
一、不良设计在SMT生产制造中的危害 二、SMT工艺对PCB设计的要求 三、SMT设备对PCB设计的要求 四、SMT焊接缺陷产生的机理及解决办法 五、SMT印制电路板设计中的常见问题及解决措施
Page 1 of 26
一、不良设计在SMT生产制造中的危害
1. 造成大量焊接缺陷; 2. 增加返修板和返修工作量,浪费工时,延误工期;
双面 表面组装
SMD和THC 都在A面 THC在A面 SMD在B面 THC在A面 A、B面都有 SMD A、B两面都 有SMD、THC
双面PCB 陶瓷基板
双面PCB
双面再流焊 先A面再流焊 后B面波峰焊 B面回流焊 A面波峰焊 先A、B面再流焊 后B面波峰焊 先A、B面回流焊 再A面波峰焊 最后B面波峰焊
Page 8 of 26
二、SMT工艺对PCB设计的要求(附)
3.选择元器件的标准 3.1 元器件的外形适合自动化表面贴装,元件的上表面应易于使用真空吸嘴 吸取,下表面具有使用胶粘剂的能力; 3.2 尺寸、形状标准化、并具有良好的尺寸精度和互换性 ; 3.3 包装形式适合贴装机自动贴装要求; 3.4 具有一定的机械强度,能承受贴装机的贴装应力和基板的弯折应力; 3.5 元器件的焊端或引脚的可焊性要符合要求; 3.6 符合回流焊和波峰焊的耐高温焊接要求; 回流焊: 245℃± 5℃, 2± 0. 2s 。 。 3.7 可承受有机溶剂的洗涤;
影响PCB设计的物理及化学因素

影响PCB设计的物理及化学因素PCB(Printed Circuit Board,印刷电路板)是现代电子设备中必不可少的重要组成部分,它承载着各种电子元件,并通过导线和电路连接这些元件,实现电子设备的正常工作。
在进行PCB设计时,物理和化学因素是不可忽视的重要考虑因素。
本文将探讨影响PCB设计的物理及化学因素。
一、物理因素1. PCB板材的选择PCB板材的选择直接影响着电路的性能和可靠性。
常见的PCB板材包括FR-4、铝基板、陶瓷基板等。
不同的板材具有不同的导热性、电绝缘性、机械强度等特性,设计师需根据特定电路的需求选择合适的板材。
2. PCB尺寸和层次安排PCB尺寸和层次的设计直接关系到整个PCB电路的布局和布线,影响到电路的性能、稳定性和易制造性。
在设计过程中,要权衡电路功能需求、空间限制等因素,合理安排各个元件的位置和导线的走向。
3. PCB布线和布局PCB布线是PCB设计过程中最关键的环节之一。
良好的布线设计可以提高电路性能、降低信号干扰。
在布局时,需考虑信号和电源分离、防止串扰、信号层和地层的布置等因素,合理规划导线宽度和间距。
4. 温度控制电路板的工作温度对电子元器件的性能和寿命具有重要影响。
在设计PCB时,需根据电路的功耗和工作环境要求,合理安排散热装置、散热孔和散热器等,保持整个电路的稳定工作温度。
二、化学因素1. PCB阻焊剂选择PCB阻焊剂主要用于保护电路,提高电路的可靠性和稳定性。
设计师需根据电路的特性和使用环境选择合适的阻焊剂,如有机阻焊剂和无机阻焊剂等。
同时,还需考虑阻焊剂的使用方法和涂敷厚度等。
2. PCB表面处理PCB设计完成后,表面处理工艺也是非常重要的一环。
常见的表面处理方法包括镀金、喷锡、喷镍等。
这些处理方法可以提高电路的导电性,增强耐腐蚀能力,保护整体电路的稳定性。
3. 焊接工艺在PCB的制造过程中,焊接是关键步骤之一。
选择合适的焊接工艺和焊接材料对电路的性能和可靠性至关重要。
SMT-PCB设计原则
SMT-PCB设计原则
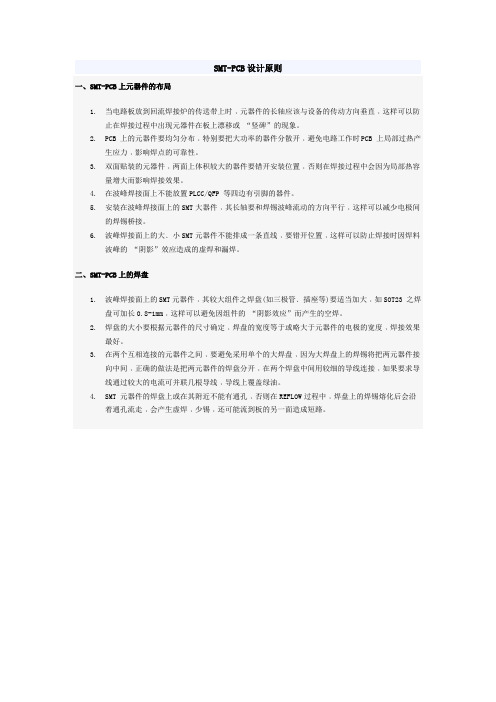
一、SMT-PCB上元器件的布局
1.当电路板放到回流焊接炉的传送带上时﹐元器件的长轴应该与设备的传动方向垂直﹐这样可以防
止在焊接过程中出现元器件在板上漂移或“竖碑”的现象。
2.PCB 上的元器件要均匀分布﹐特别要把大功率的器件分散开﹐避免电路工作时PCB 上局部过热产
生应力﹐影响焊点的可靠性。
3.双面贴装的元器件﹐两面上体积较大的器件要错开安装位置﹐否则在焊接过程中会因为局部热容
量增大而影响焊接效果。
4.在波峰焊接面上不能放置PLCC/QFP 等四边有引脚的器件。
5.安装在波峰焊接面上的SMT大器件﹐其长轴要和焊锡波峰流动的方向平行﹐这样可以减少电极间
的焊锡桥接。
6.波峰焊接面上的大﹑小SMT元器件不能排成一条直线﹐要错开位置﹐这样可以防止焊接时因焊料
波峰的“阴影”效应造成的虚焊和漏焊。
二、SMT-PCB上的焊盘
1.波峰焊接面上的SMT元器件﹐其较大组件之焊盘(如三极管﹑插座等)要适当加大﹐如SOT23 之焊
盘可加长0.8-1mm﹐这样可以避免因组件的“阴影效应”而产生的空焊。
2.焊盘的大小要根据元器件的尺寸确定﹐焊盘的宽度等于或略大于元器件的电极的宽度﹐焊接效果
最好。
3.在两个互相连接的元器件之间﹐要避免采用单个的大焊盘﹐因为大焊盘上的焊锡将把两元器件接
向中间﹐正确的做法是把两元器件的焊盘分开﹐在两个焊盘中间用较细的导线连接﹐如果要求导线通过较大的电流可并联几根导线﹐导线上覆盖绿油。
4.SMT 元器件的焊盘上或在其附近不能有通孔﹐否则在REFLOW过程中﹐焊盘上的焊锡熔化后会沿
着通孔流走﹐会产生虚焊﹐少锡﹐还可能流到板的另一面造成短路。
SMT工艺对PCB设计的要求
• ——布线设计所需空间,已知使用层数;
• ——焊接工艺性和焊点肉眼可测性; • ——自动插件机所需间隙; • ——测试夹具的使用; • ——组装和返修的通道;
(2)一般组装密度的焊盘间距
1.25 1.25 1.2 4 1.25 SOP
SOT
2.5 PLCC PLCC 2.5 PLCC PLCC
SOP
但是如果PCB焊盘设计不正确,或元器件端头与印制板焊盘 的可焊性不好,或焊膏本身质量不好、或工艺参数设置不恰当
等原因,即使贴装位置十分准确,再流焊时由于表面张力不平
衡,焊接后也会出现元件位置偏移、吊桥、桥接、润湿不良、 等焊接缺陷。这就是SMT再流焊工艺最大的特性。
•
由于再流焊工艺的“再流动”及“自定位效应”的特 点,使再流焊工艺对贴装精度要求比较宽松,比较容易实
现高度自动化与高速度。同时也正因为“再流动”及“自
定位效应”的特点,再流焊工艺对焊盘设计、元器件标准 化有更严格的要求。
• Chip元件焊盘设计应掌握以下关键要素: • a 对称性——两端焊盘必须对称,才能保证熔融焊锡表面张力平衡。 • b 焊盘间距——确保元件端头或引脚与焊盘恰当的搭接尺寸。 • c 焊盘剩余尺寸——搭接后的剩余尺寸必须保证焊点能够形成弯月面。 • d 焊盘宽度——应与元件端头或引脚的宽度基本一致。 •
• (1) 矩形片式元器件焊盘设计 • • • (a) 0805、 1206矩形片式元器件焊盘尺寸设计原则 (b) 1206、0805、0603、0402、0201焊盘设计 (c) 钽电容焊盘设计
• (2) 晶体管(SOT)焊盘设计
• (3) 翼形小外形IC和电阻网络(SOP)和四边扁平封装器件(QFP) • (4) J形引脚小外形集成电路(SOJ)和塑封有引脚芯片载体(PLCC) 的焊盘设计 • (5) BGA焊盘设
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环测威官网:/现代科学技术的发展导致电子元件的微型化和SMT技术和器件在电子产品中的大量应用。
SMT制造装置具有全自动,高精度和高速的特性。
由于自动化程度提高,对PCB设计提出了更高的要求。
PCB设计必须满足SMT器件的要求,否则会影响制造效率和质量,甚至可能无法完成计算机自动SMT。
例如,当MARK未完全满足时,机器可能经常发生故障; PCB形状,夹紧边缘和面板方面的不合理设计会影响制造效率和焊盘缺陷甚至机械制造无法完成。
SMT及其属性
SMT是表面贴装技术的缩写,是一种先进的电子制造技术,可在PCB的规定位置焊接和安装元件。
与传统的THT(通孔技术)相比,SMT最显着的特点是适用于大规模自动化制造的自动化制造程度提高。
SMT生产线介绍
基本的集成SMT生产线应包含装载机,打印机,贴片机,回流炉和卸载机。
PCB从装载机启动,沿路径传输并通过设备完成生产。
然后PCB将通过回流焊炉接受高温焊接,并在完成印刷,安装和焊接制造的情况下传输到卸载机。
此过程可以在下面的图1中显示。
影响SMT制造的PCB设计元素
PCB设计是SMT技术中包含的关键环节,是决定SMT制造质量的重要因素。
本文将从SMT 设备制造的角度分析影响其质量的PCB设计元素。
SMT制造设备的PCB设计要求主要包括:PCB图案,尺寸,定位孔,夹紧边缘,MARK,面板方式等。
•PCB图案
在自动SMT生产线中,PCB生产从装载机开始,并在印刷,芯片安装,焊接后完成生产。
最后,它将从卸载器生成为完成的板。
在这个过程中,PCB在器件的通路上传输,这要求PCB模式应该与器件之间的通路传输一致。
图2显示了标准矩形PCB,其通路夹紧边缘与线一样平坦,因此这种类型的PCB适用于通路传输。
有时将直角设计成倒角。
环测威官网:/
对于图3中的PCB设计,其通路钳位边缘不是直线,因此将影响器件中的PCB位置和传输。
可以补充图3中的开放空间,使其夹紧边缘成为一条直线,如图4所示。
另一种方法是在PCB上添加裂纹边缘,如图5所示。
•PCB尺寸
PCB设计尺寸必须符合打印机和芯片安装器的最大和最小尺寸要求。
到目前为止,大多数器件的尺寸范围为50mmx50mm至330mmx250mm(或410mmx360mm)。
如果PCB的厚度太薄,其设计尺寸不应太大。
否则,PCB变形将由回流温度引起。
长宽比为3:2或4:3是理想的选择。
如果PCB尺寸小于设备的最小尺寸要求,则应进行面板化。
面板数量根据PCB尺寸和厚度确定。
环测威官网:/•PCB定位孔
SMT定位方法分为两种类型:定位孔以及边缘位置和边缘位置。
但是,我们公司采用的定位方法是基准标记。
•PCB夹紧边缘
由于PCB在器件的通路上传输,因此不得沿夹紧方向放置元件,否则元件会被器件按压,影响芯片安装。
以图6(a)中的PCB为例,一些元件放置在PCB的下边缘附近,因此上边缘和下边缘不能作为夹紧边缘。
但是,两个侧边附近没有组件,因此两个短边可用作夹紧边,如图6(b)所示。
•马克
PCB标记是用于修改PCB制造误差的所有全自动设备识别和位置的识别点。
一个。
形状:实心圆,正方形,三角形,菱形,十字形,空心圆形,椭圆形等。
实心圆是首选。
湾尺寸:尺寸必须在0.5mm至3mm的范围内。
直径为1mm的实心圆是首选。
C。
表面:其表面与PCB焊盘的焊接面相同,焊接面均匀,既不太厚也不太细,反射效果极佳。
背景区域应围绕Mark和其他焊盘布置,丝网和焊接掩模不能包含在背景区域中,如图7所示。
环测威官网:/
图8显示了一种出色的MARK设计方法,而图9显示了一些不合理的MARK设计。
丝印字符和丝印线在图9中的MARK周围排列,这将影响设备对MARK的识别,并且将通过MARK识别导致频繁的警报,制造效率受到严重影响。
环测威官网:/•面板方法
为了提高制造效率,可以组合具有相同或不同形状的多个小PCB以形成面板。
对于一些具有双面的PCB,顶侧和底侧可以设计成一个面板,这将产生模板,从而可以降低成本。
该方法还有助于减少顶侧和底侧的换档时间,提高制造效率和设备利用率。
面板的连接方法包括印章孔和V形槽,如图10所示。
V形槽连接方法的一个要求是保持板的其余部分(未切割)等于板厚度的四分之一到三分之一。
如果过多的电路板被切断,切割槽可能会因回流焊的高温而损坏,导致PCB在热回流炉中烧毁。
PCB设计是一项复杂的技术,必须考虑器件要求和元件布局,焊盘设计和电路设计。
出色的PCB设计是确保产品质量的重要因素。
本文从SMT制造的角度提出了PCB设计应该考虑的一些问题。
只要充分注意这些问题,就可以进行SMT器件的全自动SMT制造。