平面度精密测量电路设计与研究
高精密平面度检测测量设备的制作流程
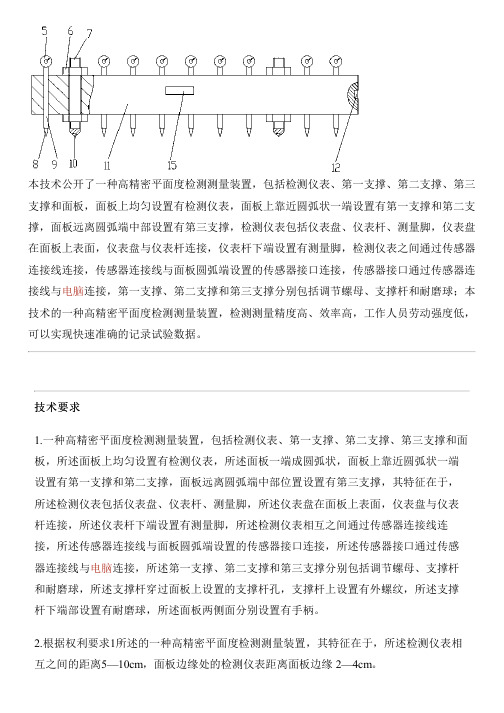
本技术公开了一种高精密平面度检测测量装置,包括检测仪表、第一支撑、第二支撑、第三支撑和面板,面板上均匀设置有检测仪表,面板上靠近圆弧状一端设置有第一支撑和第二支撑,面板远离圆弧端中部设置有第三支撑,检测仪表包括仪表盘、仪表杆、测量脚,仪表盘在面板上表面,仪表盘与仪表杆连接,仪表杆下端设置有测量脚,检测仪表之间通过传感器连接线连接,传感器连接线与面板圆弧端设置的传感器接口连接,传感器接口通过传感器连接线与电脑连接,第一支撑、第二支撑和第三支撑分别包括调节螺母、支撑杆和耐磨球;本技术的一种高精密平面度检测测量装置,检测测量精度高、效率高,工作人员劳动强度低,可以实现快速准确的记录试验数据。
技术要求1.一种高精密平面度检测测量装置,包括检测仪表、第一支撑、第二支撑、第三支撑和面板,所述面板上均匀设置有检测仪表,所述面板一端成圆弧状,面板上靠近圆弧状一端设置有第一支撑和第二支撑,面板远离圆弧端中部位置设置有第三支撑,其特征在于,所述检测仪表包括仪表盘、仪表杆、测量脚,所述仪表盘在面板上表面,仪表盘与仪表杆连接,所述仪表杆下端设置有测量脚,所述检测仪表相互之间通过传感器连接线连接,所述传感器连接线与面板圆弧端设置的传感器接口连接,所述传感器接口通过传感器连接线与电脑连接,所述第一支撑、第二支撑和第三支撑分别包括调节螺母、支撑杆和耐磨球,所述支撑杆穿过面板上设置的支撑杆孔,支撑杆上设置有外螺纹,所述支撑杆下端部设置有耐磨球,所述面板两侧面分别设置有手柄。
2.根据权利要求1所述的一种高精密平面度检测测量装置,其特征在于,所述检测仪表相互之间的距离5—10cm,面板边缘处的检测仪表距离面板边缘 2—4cm。
3.根据权利要求1所述的一种高精密平面度检测测量装置,其特征在于,所述仪表杆穿过面板上均匀设置的仪表杆孔,所述仪表杆表面设置有外螺纹,仪表杆孔适应仪表杆外螺纹设置有仪表杆孔内螺纹。
4.根据权利要求1所述的一种高精密平面度检测测量装置,其特征在于,所述第三支撑与面板远离圆弧状一端边缘位置之间还设置有一排检测仪表。
精密超精密加工作业--平面度测量(精)

光束平面法
基点的选取
基点的选取主要根据所能利用的工艺为依据,可按照以下几种方法选 取: (1)工艺只加垫片,则选最高三点为基准,其余数据全为负值,负多 少,则加多少垫片。 (2)工艺只能打磨,则选最低三点基准,其余数据为正值,正多少, 则打磨多少。 (3)工艺既可加垫片,又可打磨,则可优化自动选三点基准,使其加 工量最小。 (4)关键点在中央区,则可选取中央区为基准。 (5)关键点在边缘区,则可选边缘区为基准。 (6)数据结果有平面度有效值,偏差峰峰值,平均平面,标准等参数 供选取。
测量方法
连通器两边用软管连接,用传感器测量页面高度。测量 时首先将连通器两边放在被测平面同一位置上。调整传感器 零位。然后将一边固定,另一边逐点移动到选定的测量点进 行测量,记录各点相对零位的差值。
液平面法
特点及应用范围
可测不连续的平面 可测大平面 工作液有粘度,测量时间长 对温度变化敏感 适用于测量精度较低的大平面
光束平面法
特点
高精度,该系统可在R≤40m范围内,保证0.001mm的精度,传 统的方式一般在0.01-0.1mm精度。 测量范围大,因激光无挠影响,故可测量R≤40m的平面。 人为误差小,传统办法测量时,不同操作人员因钢丝松紧、 人工读数等人为因素,数据受人为因素影响较大。而激光测量法 由仪器自动读取数据,人为误差大大减小。
代入下式即可计算出平面度 δ =(b/a)*(λ /2) 式中 δ 一平面度 a一干涉带宽度 b一干涉带弯曲度 λ 一光波波长
平晶干涉法
特点及应用范围
仪器简单 操作方便 测量面积小 测量精度高 主要用于测量小平面,如量 规的工作面和千分尺测头测 量面的平面度误差
打表测量法
测量原理及方法 打表测量法是将被测零件和测微计 放在标准平板上,以标准平板作为 测量基准面,用测微计沿实际表面 逐点或沿几条直线方向进行测量。 打表测量法按评定基准面分为三点 法和对角线法:三点法是用被测实 际表面上相距最远的三点所决定的 理想平面作为评定基准面,实测时 先将被测实际表面上相距最远的三 点调整到与标准平板等高;对角线 法实测时先将实际表面上的四个角 点按对角线调整到两两等高。然后 用测微计进行测量,测微计在整个 实际表面上测得的最大变动量即为 该实际表面的平面度误差。
平面度测量方法

平面度测量方法平面度是指一个物体表面与一个理想平面之间的最大间隙或最大偏离量。
在工程领域中,平面度是一个非常重要的参数,它直接影响到零件的装配质量和工作性能。
因此,正确、准确地测量物体的平面度是非常必要的。
下面将介绍几种常用的平面度测量方法。
首先,最常见的平面度测量方法是使用平面度测量仪。
平面度测量仪是一种专门用于测量工件平面度的仪器,它通过测量工件表面各个点的高度,然后计算出最大偏离量来表征工件的平面度。
使用平面度测量仪可以快速、准确地测量出工件的平面度,是工业生产中常用的一种方法。
其次,还可以使用投影仪进行平面度测量。
投影仪可以将工件的轮廓投影到屏幕上,通过对比工件轮廓与理想平面的差异来判断工件的平面度。
这种方法适用于一些较大尺寸的工件,可以直观地显示工件的平面度情况,但是需要注意投影仪的精度和校准。
另外,还可以使用平面度测量块进行测量。
平面度测量块是一种精度很高的测量工具,通过将测量块与被测工件接触,然后观察测量块与工件接触面的间隙来判断工件的平面度。
这种方法适用于一些小尺寸、高精度的工件,可以获得非常精确的平面度测量结果。
最后,还可以使用光栅平面度测量仪进行测量。
光栅平面度测量仪是一种高精度、非接触式的测量仪器,通过测量工件表面反射的光栅来获取工件表面的形貌信息,从而判断工件的平面度。
这种方法适用于一些对测量精度要求很高的工件,可以获得非常精确的平面度测量结果。
综上所述,平面度是工程中一个非常重要的参数,正确、准确地测量工件的平面度对于保证工件质量和性能至关重要。
常用的平面度测量方法包括平面度测量仪、投影仪、平面度测量块和光栅平面度测量仪,每种方法都有其适用的范围和精度要求。
在实际工程中,需要根据具体的工件特点和测量要求来选择合适的平面度测量方法,以确保获得准确可靠的测量结果。
平面度的原理
平面度的原理平面度是指某一工件表面与参照平面之间的距离的统计性质,用于衡量工件表面的平整度。
平面度在工程设计和制造领域中具有重要的意义,特别是在精密加工领域,如光学、半导体制造等。
平面度的原理主要包括如下几个方面:1. 平面度的测量方式:平面度的测量方式有很多种,最常见的是使用平面度测量仪来进行测量。
平面度测量仪通常由一个基准平面和一个测量平面组成,通过对比测量平面与基准平面之间的距离差异,就可以得到工件表面的平面度。
除了平面度测量仪之外,还可以使用光学干涉仪、激光测量仪等其他测量设备进行测量。
2. 平面度的表达方式:平面度通常用T或U字形公差来表示,即Tolerance或Unevenness。
T公差表示测量平面与基准平面之间的最大距离,而U公差则表示测量平面与基准平面之间的最大起伏高度。
通常情况下,平面度的公差值越小,说明工件表面越平整。
3. 平面度的影响因素:影响平面度的因素有很多,主要包括加工工艺、材料特性、加工设备、工件形状等。
加工工艺对平面度的影响较大,特别是在精密加工领域,如平磨、抛光等加工工艺对于提高平面度非常重要。
材料特性也会对平面度产生一定的影响,特别是对于易变形的材料,如塑料、橡胶等。
加工设备的稳定性和精度也会影响平面度的精度,因此选择合适的加工设备对于提高平面度非常重要。
此外,工件的形状也会对平面度产生影响,一般来说,平面度随着工件的曲率半径增大而减小。
4. 平面度的控制方法:为了控制工件表面的平面度,人们通常采取以下几种方法。
首先,通过选择合适的材料和工艺,控制工件形状和尺寸的变化,从而提高平面度。
其次,通过控制加工设备和工艺参数,如刀具磨损、切削速度、进给量等,保证加工过程的稳定性和精度。
最后,通过定期检查和校准测量设备,确保测量结果的准确性和可靠性。
总之,平面度是工件表面平整度的一项重要指标,对于提高工件的质量和性能具有重要意义。
通过了解平面度的原理和影响因素,采取相应的控制方法,可以有效地控制工件表面的平面度,提高加工质量和效率。
平面度实验报告总结(3篇)

第1篇一、实验背景与目的平面度误差是衡量平面度质量的重要指标,它直接影响到机械零件的加工精度和使用性能。
本次实验旨在通过实际操作,掌握平面度误差的测量方法,加深对平面度误差概念的理解,并提高在实际工作中运用相关测量技术的能力。
二、实验原理与设备1. 实验原理平面度误差是指被测表面与其理论平面之间的最大距离误差。
本次实验采用指示表法进行测量,通过对角线法进行数据处理,得到被测表面的平面度误差。
2. 实验设备实验设备包括平板、带千分表的测量架、百分表、水准仪等。
三、实验步骤1. 准备工作(1)将平板放置在平稳的工作台上,调整水准仪,确保平板水平;(2)检查千分表的精度和灵敏度,确保测量准确;(3)了解实验原理和数据处理方法。
2. 测量过程(1)选择合适的测量点,用百分表沿对角线方向进行测量;(2)记录每个测量点的读数,计算各测量点的平面度误差;(3)重复上述步骤,确保数据的准确性。
3. 数据处理(1)根据对角线法,将测量数据整理成表格;(2)计算每个测量点的平面度误差;(3)分析测量数据,找出最大和最小误差值。
四、实验结果与分析1. 实验结果本次实验测量了平板的平面度误差,最大误差值为0.05mm,最小误差值为0.01mm。
2. 结果分析(1)通过实验,我们验证了平面度误差的概念和测量方法;(2)实验结果表明,平板的平面度误差在允许范围内,满足使用要求;(3)实验过程中,我们发现测量数据的准确性对实验结果有较大影响,因此需要严格控制测量条件。
五、实验总结与讨论1. 实验总结本次实验成功掌握了平面度误差的测量方法,加深了对平面度误差概念的理解。
通过实际操作,提高了运用相关测量技术的能力。
2. 讨论与展望(1)在实验过程中,我们发现测量数据的准确性对实验结果有较大影响,因此在实际工作中,需要严格控制测量条件,提高测量精度;(2)为进一步提高实验结果,可以考虑采用更加先进的测量设备,如激光干涉仪等;(3)平面度误差测量在机械加工领域具有重要意义,未来应加强相关技术研究,提高测量精度和效率。
某平面度检测机的设计
= 三 — — — — — — — — — — — — — — — — 一
试 验 研 究
某平 面 度检 测机 的设 计
荣溪超 , 曾 玉芸 , 张 勇 , 莫新 民, 白纯 洁
( 西 北 机 电工 程 研 究所 , 陕西 成 阳 7 1 2 0 9 9 )
摘
要: 在 一 些 工业领 域 , 需要 对 产品零 件 的平 面度 进行 检 测 ; 但 是 传 统 的检 测 方 法都 是在 实验 室 完
Ab s t r a c t: I n s a me i nd us t r y f i e l ds,whe r e i s t he ne e d of do i n g f l a t ne s s t e s t f o r pr o du c t i on pi e c e s,bu t t he t r a di t i on al wa ys a l l we t he ope r a t i n g p r o c e du r e i s c om pl i c at e d,w hi c h c o ul d n ot me e t t he ne e d s o f ma nu f a c t ur i n g pr odu c — t i on. T hi s p a pe r i nt r o du c e d t he d e f i ni t i o n of f l a t ne s s,a t t he s a me t i m e,ex pa t i a t e d t h e e l e c t r i c a l c ont r ol l i ng o f f l at n e s s me a s —
R( ) NG Xi c h a o, ZE NG Yu y u n, ZHANG Yo n g, M O Xi n mi n, BAI Ch u n j i e
平板平面度测量系统的研究
青岛科技大学硕士学位论文平板平面度测量系统的研究姓名:***申请学位级别:硕士专业:机械制造及自动化指导教师:***20070416青岛科技大学研究生学位论文图3-4桥板结构示意图F弛3-4DiagrarnIn砒icsketchofbridgedeck’sstructure3.3高精度电子水平仪高精度电子水平仪作为平面度误差测量传感器,是测量系统的关键部件。
测量中选用瑞士WYLER公司生产的MINITLEVEL_NT抗干扰型高精度电子水平仪,它有以下主要特点:1.LCD大数字显示屏,可选2分辨率;2.面板按键操作,进行精度零位调整;3.坚固铝质壳体,有效保护仪器精密组件免受外部损坏;4.符合人体工程学标准;5.可选角度读数或mm/m读数;6.采用最新技术的电子元件进行测量分析,可输出模拟和数字信号;7.使用标准1.5V电池;8.校正单位可以选择[Arcsec]或者[啪/m]通过MINITLEVEL_M面板按键,不仅可以变更测量范围,而且可以人为调整示值(改变零点偏移),显示屏上有当前测量值,测量单位和测量范围。
这种水平仪的主要技术参数见表3—2,其外观如图3-5所示。
平板平面度测量系统的研究表3-2技术参数Table3-2Technicalparameters仪,MINITLEVEL_.NT(Ltm/m)1I_tm/m5I_tm/m器MINITLEVEL--NT(Arcsee)0.2ArcseelAreset测最范围RangIRangIIRangIRangll分辨率10I_Im/m1Ixm/m501tm/m51am/m2Arcsec0.2ArcseclOArcseclAreset显示范围+20士2士100土10mm/mmm/mmm,mmm/m士4000士400120,000士2000ArcsccArcsecArcsecAI'CSeC模拟信号输出/单位lmVlmVjmV1mV数字信号输出RS485,异步、7位、2停iJ:化、无奇隅校验化、9600bps反应时间<3sec不Rang—l,4量程值(DIN2276)≤O.001×[测量值]值II/2量程值~量程值误(DIN2276)差Rang~l,2量稃值(D【N2276)≤0.001×[测量值]Ⅱ1/2量程值~量程值≤0.001×(2x[测量值]-0.5×[量程值](DIN2276)外部电源+5VDC,20mW电池(使用时间)1节AA规格1.5V(100~140hr)温度误差℃≤O.001×[量程值]操作温度0~40℃存储温度-20~70℃重量,含电池和把手,但不含测量底座0.624l【g图3-5电子水平仪metc:rFig.3-5Electroniclevel平板平面度测量系统的研究图4-3DB-25型串口引脚排列Fig.4-3Serialpins’alignmentofDB一252.DB一9连接器在AT机以后,不支持20mA电流环接口,使用DB一9连接器,作为提供多功能I/O卡或主板上COMI和COM2两个串行接口的连接器。
平面度精密测量方法
平面度精密测量方法平面度是用来描述一个物体表面的平坦程度或者说平面性的术语。
在制造工业中,平面度是非常重要的指标之一,因为对许多零件来说,它们的工作性能和质量受到物体表面平整度的影响。
因此,为了保证产品的精度和可靠性,需要对平面度进行精密测量。
平面度的测量方法有很多种,下面将介绍几种常用的精密测量方法。
1.滑块法滑块法是一种常用的平面度测量方法。
它使用一根滑块和一块参照平面。
首先,将参照平面固定在工作台上,然后将滑块放置在物体表面上,通过滑块和参照平面之间的滑动摩擦力来判断表面的平整度。
根据滑块的滑动情况,可以确定物体表面的平面度。
2.光干涉法光干涉法是一种基于光学原理的高精度平面度测量方法。
它使用激光干涉仪或干涉仪来测量物体表面的平整度。
通过将激光束从参照面射向被测表面,根据干涉条纹的变化来计算表面的平整度。
这种方法具有高精度、非接触等优点,适用于测量高精度工件的平面度。
3.表面轮廓仪表面轮廓仪是一种常用的测量表面平面度的设备。
它通过探针或光电传感器扫描物体表面,将表面形貌转化为电信号,并通过计算机软件进行分析和处理,得到表面的平面度数据。
这种方法适用于测量较大物体表面的平面度,具有准确、高效、自动化等优点。
4.膜片法膜片是一种非常薄的弹性材料,它可以用来测量物体表面的平整度。
将膜片放置在被测物体表面上,观察膜片与物体表面的接触情况,通过膜片的变形程度来判断表面平整度的好坏。
这种方法简单、便捷,适用于一些要求不高的平面度测量。
需要注意的是,在进行平面度测量时,应该掌握正确的操作技巧和使用适当的测量仪器。
此外,还应根据具体的测量要求和精度要求选择合适的测量方法。
通过合理选择测量方法和仪器,可以保证测量结果的准确性和可靠性,确保产品的质量和性能。
平面度测量 方法
平面度测量方法说实话平面度测量这事,我一开始也是瞎摸索。
我最早就想着拿个直尺来量,感觉平面度嘛,不就是看东西平不平嘛。
我就把直尺往那个要测的平面上一放,然后看哪里有缝儿,觉得这样就能测出来了。
结果呢,这方法太粗糙了。
有好多细微的不平根本看不出来,而且直尺本身可能都不是百分百平的,我这才明白这方法不靠谱。
后来我试过用水平仪,那种小小的气泡水平仪。
觉得气泡在中间了,那这个面就是平的呗。
但是操作起来才发现问题多了去了。
每次放的位置不一样,气泡的位置就有点差别。
而且如果平面比较大,光是靠这个小水平仪测不全面。
就像你用一块小抹布去擦一大块玻璃,总有擦不到的地方。
再后来,我问到一种叫塞尺的东西。
这塞尺感觉有点像小卡片,有不同的厚度。
我就把它往两个平面之间塞,根据能塞进去的厚度来判断平面度。
这个时候我就特别小心,因为塞尺塞进去的方向呀、力度呀好像都能影响测量结果。
我有一次用力过猛,把塞尺都给弄弯了一点,那测量的结果肯定就不准了。
这就好比你去感受一条缝有多宽,你用手指去捅,要是用力太大,那你感觉到的就不是真实的缝宽了。
我还听说有激光平面度测量仪。
不过这个我就不是特别了解了,只知道好像通过激光来检测平面的高低差异。
我没试过,但是我想应该比较准确,毕竟激光这种高科技的东西,感觉很精密。
总的来说呢,如果要求不高,塞尺可以试试,但是操作的时候一定要仔细,放的位置也要多换换,这样才能尽可能准确地测量平面度。
如果是要求比较精准的话,可能就得去研究一下那种比较高级的仪器了,虽然我还没完全搞明白。
反正平面度测量吧,得根据实际的需求和条件来选择合适的方法。
像我之前那样盲目地用不适合的工具,就只能是白忙活一场。
精密仪器设计-精密电路设计分析PPT文档81页

36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
40、人类法律,事物有规律,这是不 容忽视 的。— —爱献 生
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
基于激光跟踪仪的大型精密零件平面度检测技术研究的开题报告
基于激光跟踪仪的大型精密零件平面度检测技术研究的开题报告一、研究背景及意义随着科技的不断发展,大型精密零件的生产得到了大幅度提升。
作为零件的关键特性之一,平面度的精度对于零件的装配和使用至关重要。
因此,对于大型精密零件的平面度进行精确的检测和控制,是确保零件质量和性能的必要条件。
传统的平面度检测方法主要是使用平台式测量仪器,由于其对于操作者的要求较高,易受人为因素的影响,导致检测结果不够准确和可靠。
而采用激光跟踪仪实现平面度的检测,不仅可以解决人为因素对结果的影响,而且可以快速、精确地获取平面度的数值结果,从而极大地提高了检测效率和准确性。
因此,研究基于激光跟踪仪的大型精密零件平面度检测技术,对于促进大型精密零件的制造技术进步和质量的提高,具有重要的意义。
二、研究内容和方法本研究拟采用基于激光跟踪仪的大型精密零件平面度检测技术。
具体研究内容如下:1、分析大型精密零件平面度检测技术的现状及问题。
2、研究激光跟踪仪的工作原理、技术特点和数据处理方法。
3、建立基于激光跟踪仪的大型精密零件平面度检测系统,包括硬件设备和软件程序的研发和构建。
4、进行系统的参数调试、精度测试和误差分析,优化系统的性能。
5、通过实际的大型精密零件平面度检测试验,验证系统的可行性和可靠性。
本研究主要采用文献资料法、理论分析法、实验研究法和数值模拟法等方式进行。
三、预期成果1、建立基于激光跟踪仪的大型精密零件平面度检测系统,实现精确、快速的平面度检测。
2、针对平面度检测中的误差、噪声等问题,提出相应的算法和方法,提高系统的准确性和稳定性。
3、进行验证试验,得到具有可靠性和实用价值的检测结果。
四、研究的创新点1、采用激光跟踪仪完成大型精密零件平面度的检测,相比传统方法,操作更简便、测量精度更高。
2、通过对激光跟踪仪的特性和工作原理的分析,可以更好地理解实际测量误差来源,提升系统的精度和可靠性。
3、在系统的数据处理算法上,对于激光信号处理、传感器数据转换、误差校正和结果分析等方面,提出创新的方法和技术。
某平面度检测机的设计
某平面度检测机的设计荣溪超;曾玉芸;张勇;莫新民;白纯洁【摘要】在一些工业领域,需要对产品零件的平面度进行检测;但是传统的检测方法都是在实验室完成的,且操作步骤繁琐,无法满足工业生产的需要.本文简单介绍了平面度的概念,同时探讨了使用SONY磁尺作为量具进行平面度检测的控制实现方法,解决了对只能在实验室平面度进行检测的问题,提高了现场生产效率.%In same industry fields, where is the need of doing flatness test for production pieces, but the traditional ways all were did in the lab, and the operating procedure is complicated, which could not meet the needs of manufacturing production. This paper introduced the definition of flatness, at the same time, expatiated the electrical controlling of flatness measurement with SONY gauge, which can solve the problem of the dimension check must be done in the lab, and enhance the efficiency of the manufacturing.【期刊名称】《新技术新工艺》【年(卷),期】2013(000)003【总页数】2页(P65-66)【关键词】磁尺;平面度;重复性及再现性【作者】荣溪超;曾玉芸;张勇;莫新民;白纯洁【作者单位】西北机电工程研究所,陕西咸阳 712099;西北机电工程研究所,陕西咸阳 712099;西北机电工程研究所,陕西咸阳 712099;西北机电工程研究所,陕西咸阳712099;西北机电工程研究所,陕西咸阳 712099【正文语种】中文【中图分类】TH702本文设计的系统主要用于完成零件平面度公差的在线检测功能,PLC按照预先设定的X、Y坐标值控制伺服系统,对测头和工件精密定位;同时从精密数字尺收集Z坐标的高度值,计算被测平面的平面度。
平面度实验报告

平面度实验报告平面度实验报告一、引言平面度是指一个物体表面在一个平面上的偏差程度,也是评价一个物体表面平整度的重要指标之一。
在工业生产和制造中,平面度的控制对于确保产品质量和性能至关重要。
本实验旨在通过测量和分析不同物体的平面度,探讨平面度的影响因素以及测量方法。
二、实验目的1. 了解平面度的定义和重要性;2. 掌握平面度的测量方法;3. 分析不同因素对平面度的影响。
三、实验装置和材料1. 平面度测量仪器:如平面度测量仪、投影仪等;2. 实验样品:如平面表面的金属板、塑料板等。
四、实验步骤1. 准备实验样品:选择平面表面的金属板作为实验样品;2. 使用平面度测量仪器:将金属板放置在平面度测量仪器上,调整仪器使其与金属板表面平行;3. 进行测量:启动仪器进行测量,记录测量结果;4. 分析测量结果:根据测量结果,计算出金属板的平面度,并进行数据分析。
五、实验结果与分析通过实验测量,我们得到了金属板的平面度数据。
根据数据分析,我们可以得出以下结论:1. 不同材料的平面度差异较大:在实验中,我们可以选择不同材料的样品进行测量,发现金属板的平面度要远远好于塑料板。
这说明材料的性质对于平面度有着重要影响。
2. 外力对平面度的影响:实验过程中,我们可以通过施加外力对金属板进行变形,然后再进行测量。
结果显示,外力的施加会导致金属板的平面度变差,说明外力对于平面度具有一定的影响。
3. 表面处理对平面度的影响:在实验中,我们可以选择不同表面处理方式的金属板进行测量。
结果显示,经过抛光处理的金属板平面度要优于未经处理的金属板。
这说明表面处理对于平面度的改善有着积极的作用。
六、实验总结通过本次实验,我们对平面度的定义、测量方法以及影响因素有了更深入的了解。
平面度作为一个重要的表面质量指标,在工业生产和制造中具有重要的应用价值。
通过控制材料的选择、外力的施加以及表面处理等因素,可以有效提高产品的平面度,确保产品质量和性能。
平面度_精品文档
平面度1. 什么是平面度?平面度是用来描述一个物体表面的水平程度或平坦程度的物理量。
通常情况下,我们可以在工程制图、制造和测量领域中使用平面度来评估物体的平整度。
平面度取决于物体表面的形状和曲率,以及表面上的任何凸起或凹陷。
2. 平面度的测量方法平面度的测量可以通过多种方法进行,下面将介绍一些常见的方法:2.1 直尺法直尺法是一种简单的测量方法,通过在物体表面上放置一根直尺并观察直尺和表面之间的间隙来判断平面度。
如果直尺的完全接触表面,则可以认为表面是平整的。
然而,这种方法对于评估较高精度要求的平面度可能不够准确。
2.2 测平仪法测平仪是一种专门用于测量平面度的仪器。
它通过测量物体表面相对于地面的水平度来确定平面度的好坏。
测平仪通常采用气泡水平仪或激光水平仪的原理进行测量。
2.3 光干涉法光干涉法是一种比较精确的测量方法,通过使用干涉仪或激光干涉仪来测量物体表面的平整度。
该方法利用光波在表面上产生干涉的原理来计算平面度。
3. 平面度的重要性3.1 对产品质量的影响平面度是评估产品质量的重要指标之一。
对于一些需要与其他零件配合的机械部件来说,如果平面度不达标,可能会导致零件相互之间无法良好配合,从而影响产品的性能和质量。
3.2 对加工工艺的要求平面度对于一些精密加工工艺也非常重要。
例如,对于一些需要进行切削或磨削的工作,如果物体表面的平面度不达标,可能会导致加工过程中刀具磨损加剧、加工精度下降等问题。
3.3 对工作环境的要求一些在运行时需要保持平衡的设备或机械装置,对于工作台、床身等部件的平面度要求也较高。
如果平面度不达标,可能会使得设备在运行过程中发生不平衡、晃动等现象,从而影响设备的运行效果和寿命。
4. 平面度的标准平面度的标准通常根据具体的使用要求和产品规格而定。
不同的行业和应用领域可能对平面度的要求有所不同。
常用的平面度测量标准有ISO 1101等国际标准和GB/T 1184等国内标准。
5. 如何提高平面度?提高平面度可以从以下几个方面入手:5.1 加工工艺改进通过改进加工工艺,如增加抛光、研磨等步骤,可以提高物体表面的平整度和平面度。
高精度平面度测量方法探讨
高精度平面度测量方法探讨摘要:道路工程测量是道路施工的首要工序,在整个施工过程中起桥梁和纽带作用,是各工序确保施工质量的重要依据。
本文对施工控制网及放样点位的精度进行了分析,并提出加强建筑工程测量精度的相关技术措施。
关键词:道路工程测量,精度分析,施工放样,有效控制建筑施工测量的精度如何,直接关系到整个建筑工程建设的速度和工程的质量。
因此对施工过程中测量作业的精度提出了较高的要求,如何能够保证道路工程施工测量的安全准确,成为目前施工单位所普遍关心的一个问题。
本文主要针对这一问题,对道路工程施工测量中可能产生的误差以及如何提高测量的平面精度进行了分析和探讨。
1、控制测量的精度分析与处理在道路工程的建设过程中,施工测量的首要任务是建立施工控制网,然后根据控制点的位置,按照图纸设计要求来确定具体交通设施的测设数据,再根据控制点与测设点之间的相互位置的几何关系进行放样,因此,施工控制网精度的高低将直接决定工程设施位置的准确性,保证其作业精度也就成了施工测量最先要解决的问题。
施工导线的全长应控制在 lkm之内,为满足直接放样,其平均边长不应超过120m。
结合导线布设的情况和施工测量的要求,我们主要从导线终点点位误差及导线全长相对闭合差对导线测量的精度进行分析和评估。
由>理论公式验证,直伸导线平差后,导线中点的点位中误差M中和导线终点的点位中误差 M终关系为:M终=K·M中则导线全长相对闭合差为:I/T=2M终/[S]=2K·M中 [S]当限定施工精密导线中点点位中误差M中为±20mm,导线全长[S]=lkm,由《城市测量规范及条文说明CJJ8—99)》可知:K ≈√7则:M终=√7x20mm=±52.9mm1/T=(52.9x2 )/1000000=1/9452(1)相邻点的相对中误差对于测距中误差,可采用仪器的标称精度a+bppm·D来进行估算(a为仪器的固定误差;b为仪器的比例误差系数),一般Ⅱ级全站仪的标称精度均能达到 3+2PPmm·D故Ms=√a2+(b·106·D)2=±3.6mm当采用“规范”要求的全站仪进行边长测量时,导线边精度相对来说较容易达到要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面度精密测量电路设计与研究
作者:冯丽柴鹏
来源:《电子技术与软件工程》2015年第04期
针对小尺寸高精度平面度测量设计了一种测头检测电路,LVDT位移传感器与AD698结合使用产生的电信号送至24位A/D转换,将测头采集的数据与扭簧表数值做对照实验,运用最小二乘法分析得到亚微米级的测量精度。
【关键词】高精度 AD698 最小二乘法
1 前言
平面度的检测近年来趋于测量范围越来越大,精度越来越高,然而对于中小尺寸的平面度检测是一个研究发展的过程。
常见的精度一般在毫米级,国外的测量设备、技术有实现微纳米级的分辨率要求的高精度测量,但是造价十分的昂贵,国内技术正处于发展阶段。
传统的自准直仪、液平面法都不能满足于现在的测量需求。
扫描接触式测量是市场很多形位误差检测仪器的原理。
其中认为有几个至关重要的因素:第一,测头的结构材质、尺寸越精细所能达到的接触面越小、灵敏元器件的选择对于小尺寸平面度的测量是一个很大的提高。
第二,测头电路的设计,检测出微弱信号的范围也将是一个难点问题。
第三,机械结构设计。
本文针对于小尺寸平面度的精密测量,设计了测量仪器的测头电路,实验初步结果达到亚微米级。
2 信号采集电路设计
由于微小平面度的高精度测量对测头需要小型化和轻量化,因此采用measurement公司MHR050型LVDT传感器,轻质铁芯有助于减小应力以及保证铁芯激励组件结构的完整性。
线圈和铁芯之间的紧密电气耦合可得到高度灵敏的测量效果。
整体质量6g,线性量程±
1.27mm,激励电压3Vrms,工作频率范围2kHz~20kHz。
LVDT传感器输入的是磁芯的机械位移,输出是与磁芯位置成正比的交流电压信号,结合信号调理芯片AD698使用能够以较高精度和重复性误差将传感器的机械位移转换为单极性或双极性直流电压。
电路原理如图1所示。
电信号经低噪声AD8476差分运算放大器送至A/D转换器。
预达到平面度误差0.1um~0.01um的精度,所需A/D转换器的位数n:
分辨率=
由于线性量程为± 1.27mm,即在3mm的范围内实现最小 0.01um的分辨率,经计算需21位的ADC芯片,考虑到噪声和滤波的影响,因而采用24位AD7190模数转换芯片。
该芯片是一款适合高精密测量应用的低噪声完整模拟前端,可以配置为两路差分输入或四路伪差分输入,最高输出速率为4.8kHz,最高无噪声分辨率为22.5位,失调漂移为5nV/C。
本系统中对
于单片机的要求并不高,选用STC12C5A60S2单片机作为控制器。
该芯片采用贴片封装、体积小,有利于系统集成。
3 电源电路设计
虽然开关电源具有体积小、效率高等特点,但是存在一定的纹波并且开关噪声较大,因此系统采用线性电源,线性电源先将交流电经过变压器再经过整流、滤波、电压反馈调整得到高精度稳定的输出电压。
实验室现有± 12V线性电源,由于电路中的芯片还需要±9V和+5V供电电压。
因此采用线性稳压器件调整得到所需电压值,TPS7A4901是一款输入为3V至36V超低噪声,输出可调的低压降线性稳压器,结合TPS7A3001调节接入电阻使得输出为±9V,
LM7805为输入5V至18V固定输出5V稳压器。
在芯片两端添加小电容,减少噪声干扰,达到滤波。
为了减小模拟电源与数字电源间的相互干扰,采用电感将它们隔离开,并通过0 Ω电阻将模拟地与数字地相连。
4 实验测试
将扭簧表和测头固定,工作台一端同时挤压扭簧表和测针,即可在相同条件下用扭簧表的实测位移和测头读值表示当前位移变化。
测试原理如图2所示。
测试数据如下表1所示。
最小二乘法拟合出直线方程:y=kx+b,经计算k=0.023854,b=1538.757即分辨率为
0.02464μm。
5 结论
为满足小零件高精度平面度测量要求设计并制作了一套LVDT传感器的测量电路,从测试结果来看:
(1)测头的分辨率初步达到亚微米级;
(2)该检测电路运用了LVDT传感器与AD698调理芯片,电路结构简单,满足一般的测量需求。
在测试过程中读取数值末尾跳动变化,再加以算法的修改,测量精度能得到进一步提高。
参考文献
[1]刘建国.平板平面度测量系统的研究[D].青岛:青岛科技大学,2007,135.
[2]王敬亭,廖立清,凌玉华. AD698型LVDT信号调理电路的原理与应用[]].国外电子元器件,2005,(9):63-71.
[3]张昉.平面度误差的最小二乘法分析[J]. 机械制造与自动化,2002(03):17-20.
作者单位
西安工业大学机电工程学院陕西省西安市 710021。