电缆中间头制作卡片
电缆头中间接头制作课件

问题三:导体电阻超标
总结词
导体电阻超标会影响电流传输效果,甚至导致设备损坏。
详细描述
在制作过程中,可能由于接触不良、材料选择不当等原因导 致导体电阻超标。为解决此问题,需确保在制作过程中导体 连接良好,选择合适的材料,并在制作完成后进行测试,检 查导体电阻是否符合标准。
04
安全注意事项
操作人员资质要求
具备相关资质
操作人员必须经过专业培训并取得相 应的资质证书,确保具备足够的知识 和技能进行电缆头中间接头的制作。
熟悉操作流程
定期培训与考核
操作人员应定期参加培训和考核,不 断提高自己的技能水平,确保能够安 全、准确地完成电缆头中间接头的制 作。
操作人员应熟悉电缆头中间接头的制 作流程和工艺要求,了解安全操作规 程和注意事项。
实例二:35kV电缆中间头制作
总结词
工艺要求较高,需专业人员操作
总结词
严格遵守操作规程,确保安全
详细描述
35kV电缆中间头制作相对于10kV电缆中间头制 作来说,工艺要求更高,需要专业人员进行操作 。在制作过程中,要特别注意导体连接质量、绝 缘层的恢复和保护等环节。
详细描述
在制作35kV电缆中间头时,必须严格遵守操作规 程,确保作业过程的安全。同时,要采取有效的 保护措施,防止操作
总结词
高电压等级,工艺要求极高
详细描述
110kV电缆中间头制作属于高压电缆线路的范畴,其工艺要求极高,需要严格遵守相关标准和规范。 在制作过程中,要特别注意导体连接质量、绝缘层的恢复和保护、电场分布的均匀性等环节。
实例三:110kV电缆中间头制作
总结词
专业性强,需具备丰富经验
实例一:10kV电缆中间头制作
(整理)电缆终端头制作卡片

施工单位:天津市东丽区亨源电力工程处施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处交联电缆户内(外)终端头施工卡片施工单位:天津市东丽区亨源电力工程处。
016_电缆终端头(中间接头)制作记录文本

省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制
省建设工程质量监督总站监制。
10KV高压电缆中间头制作过程

1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的?中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的JSY10/ 70-120mm)将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
电缆中间头制作

高压电缆中间接头制作本工程高压电缆中间头采用冷缩产品,制作工艺较复杂,其制作由受过专门培训的人员进行。
(1)材料工具准备:材料:中间接头组件、特别接头鼻子、接地线鼻子、铜套管、硅胶、无水酒精、清洁擦拭绵纸、砂纸、自粘性绝缘胶带、相色带等。
工具:兆欧表、电缆拨切刀、压接钳、钢锯、钢卷尺及常用电工工具。
(2)工艺流程:①首先要用2500V兆欧表测电缆的绝缘电阻,应满足有关的技术规定;再将多余的电缆切除,电缆末端搁平、调直、锯齐;最后将热缩管穿进电缆,其端头外露长度应能方便施工。
②电缆中间接头结构前期处理:a、剥外护层:根据技术要求测定电缆外护套的剥切长度,并予以剥除。
一根电缆外护套的剥除长度为:580mm,另一根为350mm,以方便接头操作。
b、剥屏蔽层和半导电层:用扎线在离电缆外护套断口 30mm处将铠装扎紧,其余铠装层割除;从铠装断口起保留20mm内护层,其余内护层去掉;再从待连接的两根电缆由末端向两端各量取270mm,剥除这部分的铜屏蔽层,用半导电带将铜屏蔽切断处扎紧,保留40mm半导电层,其末端230mm长剥除半导电层。
c、剥绝缘层:量取电缆连接管长度L,以L/2长度将两电缆端部绝缘及内屏蔽层剥去,并将绝缘端部倒尖角、毛刺;用细纱纸或纱布,将绝缘层表面砂平、打光、绝缘层与半导电层相接处平滑过渡,不允许成齿状。
③接线端子和绝缘体安装:a、套中间接头:将铜屏蔽保留较长的一根电缆的绝缘层、半导电层和铜屏蔽层用清洁巾清理干净,套入中间接头,衬管条伸出的一端要先套入电缆,再将铜网套入另一根电缆。
b、压接连接管,确定中心:用塑料袋将中间接头和电缆绝缘临时保护好。
用砂布将线芯表面砂毛,然后用清洁巾将连接管内外表面分别套入待连接两根电缆的线芯,挤紧后先压连接管两端,再在连接管中间压接两道(共压接4道);将连接管表面的毛刺、尖角等砂平,用清洁巾将连接管表面清洗干净,并将中间接头靠近连接管端头部位清理干净,特别注意不能在中间接头端头位置留有金属渣或其他导电物;确定已连接好的两根电缆绝缘端部的中心,由中心位置向电缆一端量取250mm,做好记号。
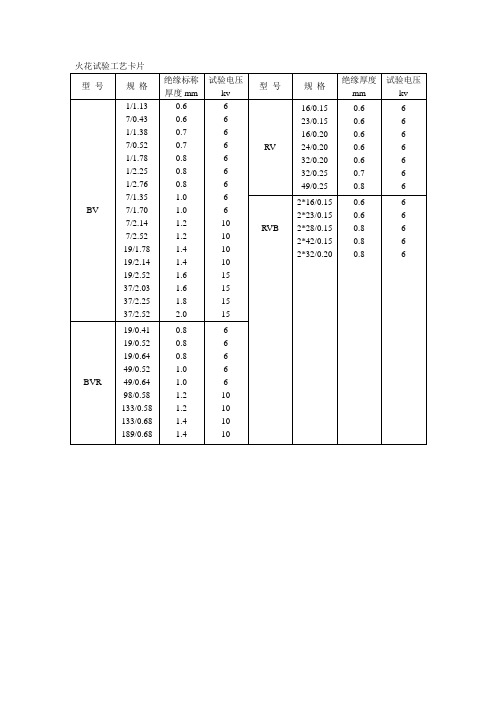
绝缘工艺卡片
107
6.70
左
1*20*0.05
6.8
36*5/0.15
7.0
0.8
8.3
12*0.3*16/0.15
右
131
8.20
左
1*20*0.05
8.3
36*5/0.15
8.6
0.8
9.8
12*0.4*32/0.15
右
142
8.90
左
1*25*0.05
9.0
36*5/0.20
9.4
0.8
10.60
RVP、RVVP 300/300V铜芯聚氯乙烯绝缘编织屏蔽聚氯乙烯护套软电线
左
1*25*0.05
9.3
36*6/0.20
9.7
0.8
11.30
16*0.4*23/0.15
右
161
10.10
左
1*25*0.05
10.2
36*6/0.20
10.6
0.8
12.20
19*0.2*12/0.15
右
134
8.40
左
1*30*0.05
8.5
36*6/0.20
8.9
0.8
10.40
19*0.3*16/0.15
10
5.6
6.5
4/0.15
80
6.8±0.1
0.6
7.0
3*0.75
右
85
5.5-6.1
左
1*15*0.05
15
6.1
7.0
4/0.15
80
7.4±0.1
0.6
7.6
3*1.0
右
100
10kV电缆中间头制作指导卡

10kV电缆中间头制作指导卡10kV电缆中间头制作作业现场示意图10kV电缆中间头制作危险点分析及安全控制措施卡序号危险点安全控制措施1 触电伤害(1)认真执行停电、验电、挂接地线安全技术措施;(2)验电工作应由两人进行,一人验电,一人监护;(3)验电要使用合格且同电压等级的验电器,验电人员宜戴绝缘手套;(4)装设地线工作,先接接地端、后接导线端,拆时与此相反。
在挂拆地线人体不得触及导线和地线;(5)电缆头装设地线必须逐相进行放电后再装设地线,装设接地线人员应戴绝缘手套。
2 人员绊伤、摔伤(1)动用锹、镐挖掘地面时作业人员与挖掘者保持一定的安全距离;(2)作业人员应注意防止被地下障碍物绊倒。
3 试验过程中造成触电伤害(1)试验现场应装设遮栏,并向外悬挂“止步,高压危险!”的标示牌,试验时电缆另一端应派专人看护;(2)变更试验接线时,应首先断开试验电源,将被试电缆逐相多次放电,并将升压设备的高压部分短路接地;(3)试验没有结束前,禁止攀登试验电缆头所在杆塔;(4)测电缆绝缘电阻时,测完一相后,应将该相放电后方可进行另一相测量工作。
4 误接线(1)工作结束后核对相位并做好标记;(2)电缆接引后再进行检查与核对。
5 高处坠落、物体打击(1)电缆吊杆、拆接电缆时,应先检查杆根、登高工具是否良好,安全带应系在牢固的构件上,使用梯子应有人扶持或绑牢;(2)作业人员戴好安全帽防止上端掉落材料、工器具,砸伤下方工作人员,使用传递绳传递工具、材料。
10kV电缆中间头制作作业阶段程序指导卡编号:×××内容标准执行确认(√)停电(1)操作前核对停电线路名称、编号,是否与作业票任务相符;(2)通知重要用户减负荷;(3)由操作人员进行停电操作,监护人严格执行监护制度;(4)挂标示牌。
验电、挂操作接地线(1)验电时必须戴绝缘手套,用相应电压等级的验电器并自检合格后方可逐相进行验电;(2)验明确无电压后,依据操作票装设操作接地线,有接地刀闸的合上接地刀闸;地线应先接接地端,后接导线端,应先挂低压、后挂高压,先挂近侧、后挂远侧。
冷缩式电缆中间接头制作.ppt

13
Part 3 电缆中间接头的制作
注意:在压接连接套管前应把冷缩电缆头主体套入长(800mm)端,把 铜屏蔽网套入短(600mm)端。
Change life with heart
14
Part 3 电缆中间接头的制作
(7) 量取收缩标记:由半导体层向外量取15mm,并用PVC胶布包好, 作为收缩标记。 (8) 清洁绝缘表面:将靠近连接管端头的绝缘削成圆锥形,用电缆清洁 纸揩净绝缘表面,并均匀涂抹硅脂。 (9)收缩冷缩头主体
Change life with heart
2
Part 1 概述
一、高压电缆结构简介
Change life with heart
3
Part 1 概述
二、冷缩式中间接头附件简介
Change life with heart
4
Part 1 概述
三、冷缩式中间接头产品详细描述 众所周知,弹性橡胶材料具有“弹性记忆”特性,犹如弹簧。冷缩技术又
bill120202partindex职位姓名批准概述对电缆中间接头的一般要求电缆中间接头的制作changelifeheartpart概述在电网运行或改造过程中10kv及以下的交联聚乙烯电力电缆是不可或缺的重要组成部分并且在施工过程中有时碰到要进行终端接线和中间接头
冷缩式电缆中间接头制作
审 批
职位/姓名 日期 保存年限
缆绝缘层。
Change life with heart
12
Part 3 电缆中间接头的制作
(6) 压接导体:将电缆绝缘线芯的绝缘按连接套管二分之一的长度剥除, 而后插入连接管压接,并用锉刀将连接管突起部分锉平、擦试干净。 (注意:应用美工刀在绝缘层顶端削出45度坡口,并用砂纸打磨光滑)
电缆终端、中间头制作作业指导书

1.工程概况1.1本项目主要包括彰山电厂#2机组电力电缆终端头制作施工范围主要包括6kV、400V配电室及就地控制箱马达等,其中6kV电缆为铜芯交联聚乙烯绝缘电力电缆,400V铜芯电缆为聚氯乙烯绝缘电力电缆。
2主要工程量:6kV中压头 98 个 400V低压头 2606个2.编制依据2.1《主厂房电缆敷设图》、《专业组织总设计》2.2《火电施工质量检验及评定标准》DL/T5161.1-20022.3《电气装置安装工程电缆线路施工及验收规范》GB50168-922.4《电力建设安全工作规程》(火力发电厂部分)DL50091—912.5《电力建设安全健康与环境管理工作规定》国家电力公司颁布3.施工具备条件及准备3.1施工应具备的条件3.1.1电缆敷设完毕,设备安装就位并验收合格。
3.1.2电缆绝缘状况良好,无受潮。
3.1.3周围环境0℃以上,相对湿度70%以下,无尘埃和其他有害气体(如酸、碱、盐类等)的侵入。
3.2.施工准备3.2.1制作前应将所需工具和材料准备齐全,主要材料和半成品必需检验合格,并准备好施工记录表格。
3.2.2电缆鼻子应符合电缆截面。
3.2.3核对电缆截面、电压等级、芯数、型号及相位。
3.3.4测定电缆绝缘电阻,应较敷设前无显著降低。
4.劳力组织班长 1人技术员 1人安全员 1人质检员 1人安装工 4人5.主要工机具除常用电工工具外,还应有电源、电烙铁、气油喷灯、液化气、压钳、锉刀、试灯、摇表等,所有工具应擦拭干净方可使用。
6.施工进度开工日期:2004.3.30 完工日期:2004.8.207.施工工序及主要施工方案电缆整理→电缆剥切→辅助绝缘安装→电缆鼻子安装→电缆接线7.1 6kV热缩电缆头制作:7.1.1根据电缆头的接线位置固定电缆,确定剥除外护套长度。
7.1.2由外护套量取30mm铠装,用铜线将断口处铠装整齐扎牢,其余可用锯弓、螺丝刀、钢丝钳剥除。
铠装端部要平齐,不要有毛刺和凸缘。
KV高压电缆中间接头制作图解
K V高压电缆中间接头制作图解The document was prepared on January 2, 2021电缆头为JSY10/70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
10kV电缆中间接头冷缩制作安装现场作业工艺工序标准卡

10kV电缆中间接头冷缩制作安装现场作业工艺工序标准卡10kV电缆中间接头冷缩制作安装现场作业工艺工序标准卡编写:(工作负责人)XXXX年XX月XX日审核:(生产管理部门)XXXX年XX月XX日复审:(安全监督部门)XXXX年XX月XX日批准:(分管生产领导)XXXX年XX月XX日计划作业日期:XXXX年XX月XX日XX时至XXXX年XX月XX日XX时XX供电公司(工区)填写说明:供电公司指县级供电公司1、编写依据根据《四川省电力公司10kV电缆中间接头(冷缩)制作安装标准化作业指导书》编写。
2、作业概况作业概况作业地点XXXX实际作业日期XXXXXXX作业内容10kVXXX电缆中间接头(冷缩)制作安装3、人员分工序号姓名职责分工主要工作内容签字1 XXX 工作负责人现场组织并指挥本次施工及作业现场安全管控2 XXX 安全监护人监护10kVXXX电缆中间接头(冷缩)制作安装工作,纠正和制止违章行为3 XXX 作业人员XXXX4 XXX 作业人员XXXX5 XXX 辅助人员工器具及材料传递辅助施工6 XXX 辅助人员工器具及材料传递辅助施工备注:1、作业人员、辅助人员职责分工按具体作业分工不同填写2、安全监护人根据实际情况确定4、工器具及材料准备4.1工器具准备工器具清单序号名称型号单位数量确认打√1 验电器10kV 支2 验电器0.4kV 支3 安全带付 14 安全帽顶 55 绝缘手套付 16 接地线10kV 组7 接地线0.4kV 组8 兆欧表套 19 高压工频发生器10kV 支 110 直流发生器台11 标示牌(警示牌)块12 绝缘手套付 113 安全围栏付14 喷枪套15 压接钳套16 钢锯把 217 铁皮剪刀把18 电工刀把19 一字改锥把20 平口钳把21 钢卷尺把22 烙铁把23 锉刀把 224 剥线器把 225 活动扳手把确认人:4.2材料及设备准备材料及设备清单序号名称型号单位数量确认打√1 电缆中间接头附件套2 防爆盒套3 砂纸张4 清洗剂瓶5 清洁纸(布)张6 焊锡膏盒7 焊锡丝卷8 铜扎线米确认人:5、作业工序工艺及危险点控制序号作业工序作业工艺要求危险点预控执行人确认人1 工作许可1、停电后,工作许可人向作业班组下达许可工作命令,可当面许可或电话许可。
电缆头制作工艺卡

套入冷缩管,上端与铜屏蔽平齐,逆时针抽拉塑料支撑条,使之自然收缩
端子
压接
将主绝缘层断口处削切成45度坡口,俗称“铅笔头”。用砂纸将坡口处打磨光滑
压接接线端子,对称压接,挫平打光,并清理干净主绝缘,用密封胶填平接线端子与主绝缘之间的空隙,
电缆终端头制作工艺控制卡
电缆型号
起点
终点
制作日期
天气
温度
序号
控制要点
检查结果
电缆绝缘情况检查
电缆
剥切
剥切外绝缘长度mm,护套口往上保留mm铜屏蔽
铜屏蔽断口往上保留mm外半导体
铜屏蔽断口检查,不得有毛刺以免伤及半导体层
检查外半导体层是否有破损
按照电缆头制作工艺说明要求剥除多余半导划痕
按照安装工艺说明要求剥除端部mm主绝缘层
对主绝缘断口处理光滑
电缆处理安装冷缩管
将半导体层与主绝缘层削出一个45度的坡口,并打磨光滑,保证半导体与主绝缘的平滑过渡;打磨长度保证与应力锥内部压接牢固,长度满足要求
清洗主绝缘、半导体层,一定沿主绝缘至半导体方向擦拭
安装应力锥,保证应力锥压在半导体与主绝缘的过渡处
制作人:旁站人:
电力电缆终端头、中间头制作作业指导书

电力电缆终端头、中间头制作作业指导书1.作业项目名称:电力电缆终端头、中间头制作作业指导书2. 作业内容范围本指导书适用于10kV交联高压电力电缆终端头、中间头制作作业3. 编制(修订)文件依据3.1《铁路电力安全工作规程》和《铁路电力管理规则》(铁运[1999]103号)3.2《铁路电力设备安装标准》(80)铁机字1817号第三版4. 制作前准备4.1作业人员应戴安全帽,穿绝缘鞋、工作服。
4.2电缆头制作前应核对与电缆的电压等级、型号、截面是否符合制作要求。
4.3电缆头制作前应试验相间及各相对地的绝缘电阻,10kV电缆用2500V 兆欧表测试;1kV及以下电缆用1000V兆欧表测试,10kV及以上的电缆应做耐压试验,确认电缆合格后方可制作。
5. 人员工机具材料与要求人员准备:6. 作业程序及标准6.1 10kV电缆热缩式终端头制作作业指导书6.1.1工作人员“两穿三戴”,确认电缆已经停电,并采取安全措施;剥去电缆护套及钢铠:用电缆夹或人工将电缆垂直固定,剥去一头外护套(户外950mm,户内650mm,以产品说明书为准),留钢铠30mm。
绑扎线,剥除其余钢铠。
6.1.2 剥内护层、分芯线: 钢铠断口处保留20mm内护层,其余剥除。
切掉填充物,分开芯线。
6.1.3焊接地线: 用砂纸将钢铠焊地线部位打光,将接地线分别焊接在铜屏蔽和钢铠上。
6.1.4绕包填充胶和密封胶: 用填充胶填平钢铠断口处,钢铠焊接地线部位包在填充胶内。
密封胶缠绕在外护套断口处。
6.1.5 固定三芯支套: 将三芯支套套入三叉根部,往下压紧,由中间向两端加热固定。
6.1.6剥铜屏蔽层、半导体层、缠绕应力疏散胶,从支套指端向上量取50mm铜屏蔽层,其余剥除。
注意切勿划伤主绝缘,清理绝缘表面。
将应力疏散胶拉薄,缠绕在半导体层和绝缘层交接处,把斜坡填平,各连接5~10mm。
6.1.7 固定压力控制管、压接端子: 将应力控制管套入绝缘芯线,连接20mm铜屏蔽,加热固定。
10KV高压电缆中间接头制作-图解

电缆头为JSY10/3.2?70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:800m
绝缘厚度:mm半导电屏蔽层型式:制造厂:烟台电缆厂
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:110m
绝缘厚度:mm半导电屏蔽层型式:制造厂:烟台电缆厂
接头形式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
绝缘厚度:mm半导电屏蔽层型式:制造厂:
接头ห้องสมุดไป่ตู้式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二七五负3-暇3526
接头编号:
气象资料
天气多云温度25度
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
线路改造
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:80m
绝缘厚度:mm半导电屏蔽层型式:制造厂:
接头形式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:55m
绝缘厚度:mm半导电屏蔽层型式:制造厂:天津塑力
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:原有电缆
绝缘厚度:mm半导电屏蔽层型式:制造厂:
接头形式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
线路改造
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:229m
绝缘厚度:mm半导电屏蔽层型式:制造厂:天津塑力
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:原有电缆
绝缘厚度:mm半导电屏蔽层型式:制造厂:天津塑力
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*150mm长度:原有电缆
绝缘厚度:mm半导电屏蔽层型式:制造厂:
接头形式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二六八负2-DLK二七三负2
接头编号:
气象资料
天气多云温度25度
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
线路改造
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:800m
绝缘厚度:mm半导电屏蔽层型式:制造厂:烟台电缆厂
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:180m
绝缘厚度:mm半导电屏蔽层型式:制造厂:武汉博大
接头形式
热缩
接头制造厂
武汉博大
执行工艺标准
瑞侃
锯除电缆
安装简况
导体连接方法
接管处电场的处理
屏蔽切断处的处理
线芯的绝缘处理:绕包()、热缩(√)、预制式()
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二七五负1-DLK二七四负3
接头编号:
气象资料
天气多云温度25度
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
线路改造
电缆规范
电源侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:132m
绝缘厚度:mm半导电屏蔽层型式:制造厂:烟台电缆厂
负荷侧
型号:YJLY22电压:8.7/15KV截面:3*240mm长度:原有电缆
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二七一负3-银河大酒店
接头编号:
气象资料
天气多云温度25度
施工日期
2008.6.14
送电日期
2008.6.15
负责人
张刚
安装人员:李树良等
施工地点
津塘公路
施工原因
线路改造
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二七一负1-九车地变电站
接头编号:
气象资料
天气多云温度25度
线芯及绝缘屏蔽的处理:
两侧金属屏蔽的电气连接方式连接线截面:16mm
内护套型式
铠装型式
铠装的电气连接方式连接线截面:mm
外护套型式
卡片填写人
王利月
填写时间
2008.6.15
备注
施工单位:天津市东丽区亨源电力工程处
交联电缆中间接头施工卡片
线号
起止点DLK二六八负3-暇3507站
接头编号:
气象资料
天气多云温度25度