热轧工艺计算说明
无缝钢管的热轧工艺
无缝钢管1。
无缝钢管的制造加工方法:(1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库(2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库2。
热轧(1)热轧的概念:热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制.(2)热轧的优缺点优点:a.热轧能显著降低能耗,降低成本。
热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗.b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
c.热轧通常采用大铸锭,大压下量轧制,不仅提高了生产效率,而且为提高轧制速度、实现轧制过程的连续化和自动化创造了条件。
缺点:a。
经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。
分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂.焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
b.不均匀冷却造成的残余应力.残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。
残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。
如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
c。
热轧不能非常精确地控制产品所需的力学性能,热轧制品的组织和性能不能够均匀。
其强度指标低于冷作硬化制品,而高于完全退火制品;塑性指标高于冷作硬化制品,而低于完全退火制品。
d。
热轧产品厚度尺寸较难控制,控制精度相对较差;热轧制品的表面较冷轧制品粗糙Ra值一般在0。
dp780热轧带钢生产工艺参数

DP780热轧带钢是一种高强度、高延展性的汽车板材,具有良好的成形性能和焊接性能,在汽车制造领域得到广泛应用。
为了生产出符合要求的DP780热轧带钢,生产工艺参数的选择至关重要。
本文将从热轧带钢的工艺参数选择、控制和调整等方面进行讨论。
一、热轧带钢的工艺参数选择1、轧制温度的选择热轧带钢的轧制温度对其组织和性能有着至关重要的影响。
一般而言,DP780热轧带钢的轧制温度一般在800~1100摄氏度之间。
过低的轧制温度会使钢材的塑性降低,难以形成均匀的组织;而过高的轧制温度会导致晶粒长大,影响其强度和塑性。
在选择热轧带钢的轧制温度时,需要考虑其成分、厚度、宽度等因素,综合考虑找到最适宜的温度范围。
2、轧制力的控制在热轧带钢的生产过程中,轧制力的控制对最终产品的性能有着重要的影响。
适当的轧制力可以有效地改变钢材的组织结构,提高其强度和延展性。
但是,过大的轧制力可能会导致过度的塑性变形,影响产品的表面质量,甚至导致裂纹的产生。
在热轧带钢的生产中,需要根据钢材的特性和成型要求,合理控制轧制力的大小和分布。
3、冷却方式的选择热轧带钢在轧制后需要进行冷却,以使其组织结构得到稳定和均匀的改善。
冷却方式的选择对最终产品的组织和性能有着直接的影响。
常见的冷却方式包括空气冷却、水冷却、油冷却等。
不同的冷却方式会对热轧带钢的强度、塑性和表面质量产生不同的影响。
在选择冷却方式时,需要考虑产品的具体要求,合理选择适宜的冷却方式。
二、热轧带钢的工艺参数控制1、轧制温度的控制在热轧带钢的生产中,轧制温度的控制是一个复杂而关键的问题。
轧制温度受到许多因素的影响,如进料温度、轧制速度、轧辊温度等。
为了确保热轧带钢的组织和性能达到要求,需要对轧制温度进行精确而有效的控制。
采用先进的温度控制系统和实时监测手段,能够及时调整轧制温度,保证产品的质量稳定和一致性。
2、轧制力的监测与调整轧制力是影响热轧带钢成形过程的重要因素之一。
通过对轧制力的监测和分析,可以了解产品在轧制过程中的变形状态,及时发现异常情况并进行调整。
环件轧制中轧制力的计算
对于异步轧制的理论研究,赵正才,严颖慧提出无了张力冷轧薄板异步轧制的无摩擦理论得到了计算异步区长度、单位压力沿接触弧分布及轧制力的公式[11]。赵正才,宋美君,汪木其在O.霍夫曼公式的基础上进行了改进,提出来全异步轧制时计算单位轧制压力,平均单位压力和总轧制压力的公式[12]。
钢的热轧工艺
钢的热轧工艺
钢的热轧工艺可以分为以下几个步骤:
1. 加热:将钢坯加热至适当的温度,以便使其变得可塑,易于轧制,通常钢的热轧温度在1000以上。
2. 轧制:将加热后的钢坯通过轧机轧制成所需的形状,如板材、型材、管材等。
3. 冷却:轧制后的钢材通过冷却设备进行快速冷却,以使其具有所需的力学性能和组织结构。
4. 镀锌:对于需要防腐的钢材,可以通过镀锌等表面处理工艺来提高其耐腐蚀性能。
5. 剪切、打包:将成品钢材进行剪切、打包等加工处理,以方便运输和存储。
热轧轧制原理及工艺
热轧轧制基本原理及基本工艺一.概论铝是目前仅次于钢铁的第二类金属,其板带材具有质轻、比强度高、耐蚀、可焊、易加工、表面美观等特点被广泛的应用于国民经济的各个行业,特别是航空航天、包装印刷、建筑装饰、电子家电、交通运输等领域。
比如,航空航天方面,前几天发射的“神八”飞船,上面好多铝及铝合金用品都是西南铝和东轻公司加工制造的,不过这些产品一般都是军工产品,我们目前还没有生产的权利,我们厂也没有参与加工,但是也是铝加工行业的骄傲。
包装印刷方面,大家都熟知的PS版,虽然现在我们已经退出了这个产品的生产竞争行列,但是我们曾经生产过,曾经取得过比较好的生产成绩。
建筑装饰方面,我们生产过的主要有铝塑底板带,大批量的各系合金的氧化带等。
电子家电方面较多,前段时间大批量生产的液晶电视背板,键盘料等。
交通运输方面,大家熟知的5754声屏障。
虽然有些产品我们已经不再生产,但是这些产品我们不再陌生,到超市里面逛街的时候看看电饭煲盖子里的铝板,看看各种大型的液晶电视,可能某些产品所用的铝及铝合金配件就是我们厂生产的呢!二.热轧的简单概念及特点热轧是指在金属再结晶温度以上进行的轧制。
再结晶就是当退火温度足够高,时间足够长时,在变形金属或合金的纤维组织中产生无应变的新晶粒(再结晶核心),新晶粒不断的长大,直至原来的变形组织完全消失,金属或合金的性能也发生显著变化,这一过程称为再结晶,其中开始生成新晶粒的温度称为开始再结晶温度,显微组织全部被新晶粒所占据的温度称为终了再结晶温度,一般我们所称的再结晶温度就是开始再结晶温度和终了再结晶温度的算术平均值,一般再结晶温度主要受合金成分、形变程度、原始晶粒度、退火温度等因素的影响以上就是理论上的热轧的简单原理,在我们铝加工行业的实际生产中主要的体现是,当铸锭在加热炉内加热到一定的温度,也就是再结晶温度以上时,进行的轧制,而这一个温度的确定主要依据是铝合金的相图,也就是最理想化的情况下,加热温度的确定为该合金在多元相图中固相线80%处的温度为依据,这就牵扯到了不同合金多元相图的问题,比较深奥,所以我们只要知道,加热温度的确定是以该合金固相线的80%为依据,在制度的执行中,根据实际的生产情况,根据设备的运行情况,多加修改所得到的适合该合金生产的温度热轧的特点:1、能耗低,塑性加工良好,变形抗力低,加工硬化不明显,易进行轧制,减少了金属变形所需的能耗2、热轧通常采用大铸锭、大压下量轧制,生产节奏快,产量大,这样为规模化大生产创造了条件3、通过热轧将铸态组织转变为加工组织,通过组织的转变使材料的塑性大幅度的提高4、轧制方式的特性决定了轧后板材性能存在着各向异性,一是材料的纵向、横向和高向有着明显的性能差异,二是存在着变形织构和再结晶织构,在冲制性能上存在着明显的方向性三.设备的特点1、单机架双卷取热轧机的特点➢由于是粗轧和精轧的二合一机台,所以要具备粗轧和精轧的生产特点,工作辊的选择不仅要考虑到热粗轧的压下量,也要考虑到轧制的最大厚度➢清辊工艺必须适用于工作辊的整体轧制过程中的轧辊表面质量要求,以确保板带表面质量➢冷却喷射、乳液质量和集中润滑必须同时适用于热粗轧和热精轧过程,要同时满足头几道次的高温大压下量和最终产品的表面质量➢卷取机结构设计必须适用于轧制过程的张力控制,在可逆轧制过程中,不得损伤带材表面质量要求2、加热炉的特点目前我们采用的是铝锭推进式加热炉,能源方面采用煤气作为加热介质,热风强制循环对铝锭进行加热,其特点主要是以下几点:固定在顶部的循环风机提高了加热速度,通过应用风机均匀送风的原则,改变平导流板、垂直导流板、喷流系统及加热区隔板等形状,并对喷流系统的合理设计和布置,可调节和改善气流分布情况,提高炉膛内的温度均匀性,从而提高铸锭温度的均匀性安装合理的烧嘴分布均匀,并配有助燃风机提供助燃空气,冷却风机控制温度的精度以及降温时的速度应用了迎风燃烧混合技术的开发,是喷流加热既缩短了加热时间又避免了铸锭在加热过程中边部过烧,而且特定的燃烧角度使得煤气燃烧效率最大化,燃烧效率得到提高,减少了能耗炉内的温控方式采用温差比例控制和均热后降温时的转定温控制,提高了控制的精度在炉子一周配备的热电偶便于炉内温度的控制,测量铝锭温度的热电偶便于铝锭实际温度的控制,测量铝锭的温度采用了气动伸缩式热电偶测温,测温时热电偶的针头自动伸出与铝锭表面接触,测温完毕时,热电偶的针头自动缩回离开铝锭表面,热电偶的测温精度可以达到正负1度四.热轧原理1、轧制的理论:轧制是借助旋转轧辊的摩擦力将轧件拖入轧辊间,同时依靠轧辊施加的压力使轧件在两个轧辊或两个以上的轧辊间发生压缩变形的一种材料加工方法2、轧制参数:轧制变形过程,厚度方向的压缩是主导变形。
铝板热轧工艺计算与校核

第三部分热轧工艺计算3.1热轧工艺计算包含的容:工艺计算是在确定各种计算产品的工艺流程和初选设备的基础上,根据产品产量的要求、制品的工艺性能以及设备特点,对各主要设备或工序进行具体的科学分析和必要的理论计算,从而确定出各种产品在各工序的准确而具体的生产工艺流程、工艺参数及其各种消耗定额,并确定各部分及各环节之间的协作配套关系。
工艺计算的容包括:主要加工工序的工艺规程的制定;编制生产工艺流程定额卡。
制定工艺规程的目的:充分利用被加工金属及合金的塑性,并达到技术条件的要求;正确的选择使用设备、充分发挥设备潜力,并保证设备的安全;进行高效的生产。
制定工艺规程的容:确定出每种计算产品生产工艺流程所经过的各工序的工艺规程(尺寸、形状及各加工到次被加工工件的形状、尺寸变化等)和工艺参数(力、温度、速度及表面介质等条件)。
3.2产品轧制力的计算产品:2024铝板1、分配压下量根据咬入条件、电机和轧机的能力并参考同类工厂的生产实际数据以及加工合金的组织性能确定轧制规程为:200—192—176—114—63—35—19—12—8—6 据此可知压下量,△ h= 8mrpA h2= 16mryiA h3 = 62mnriA h4= 51mm△ h5 = 28mn,A h6= 16mrpA hr = 7mrpA h8=4mn,A h9= 2mm2、咬入角a的计算(1) ----------------------------------------------------------------------------------------- 计算公式:据A h = Dg (1 —Cosa),得久=CoS1(1 ------------------------------------------ )Dg(2)咬入角aCosa 1 = 0.936 , Cos a 2= 0.992 , Cos a 3 = 0.969 , Cos a 4= 0.974 , Cos a 5 =0.986 Cos a 6= 0.992 , Cosa 7= 0.996 , Cos a 8= 0.998 , Cos a 9 = 0.9993、压下率&的计算(1)计算公式:&=(A h/H)X100%(2)压下率&£ 1= 4% £ 2= 8.3%,£ 3= 35% £ 4= 44.7%, £ 5= 44.4% , £ 6= 45.7%,£ 7= 36.8% , £ 8= 33.3%, £ 9= 25%4、接触弧长度L (mm的计算(1)计算公式:L=、R h R = 350mm(2)接触弧长度L (mml c1 = 52.91 , l c2= 74.83 , l c3= 147.30 , |c4= 133.60 , l c5= 98.99 , l c6= 74.83 ,l c7 = 49.50 , l c8 = 37.42 , l c9= 26.46 ,5、宽展△ B (mm的计算(1)计算公式:△ B=0.45 (△ h/H)?、R h宽展△ B (mm△ B=0.97, △ B2=2.93 , △庄=28.34 , △34.65 , △ B = 25.46 , △19.96 , △10.06 , △庄=6.73 , △已=3.40 ,6.接触面积F=B L B-扎件轧制前后的平均宽度⑴ 轧制后宽度:B1=1200.9 B2=1203.9 B3=1232.24 B4=1266.89 B5=1292.35 B6=1312.31 B7=1322.37 B8=1329.10 B9=1332.50(2)轧制前后平均宽度:B1 =1200.49 B2=1202.90 “=1218.07 B4=1249.57 B5=1279.62 B6=1302.33B7=1317.34 B8=1325.74 B9=1330.802(3)接触面积(mm)F1=63517.93 F2 =89978.59 Fs=179421.71 F4 =166942.55 F5 =12669.58 F6=97453.35 F7=65208.32 F8=49609.18 F Q =35212.357.摩擦系数 -------------- 热轧选乳化液润滑f=0.35-0.458.平均变形速度v h⑺ R ------ 转速37.5 - 75r/minV 指轧辊圆周线速度取0.5-3m/sU1 =0.87 u2=1.28 u3=3.10 u4=2.81 u5=7.75 u6=9.66 u7=10.71 u8=10.21 u9=10.88二.热轧每道次轧制力计算a. 道次平均加工率2 h 3R「=2.67% 二=5.56% 二=23.0% 一4 =29.7% 二=29.6% "e =30.4% ) =24.5% -8=22.2% -9=16.6%b.计算 ( mrh①=1.82 ②=1.99 ③=3.07 ④=5.56 ⑤=10.0 ⑥=18.42 ⑦=29.17 ⑧=43.75 ⑨=58.33c. 查《铝板带生产》4-43图得:nn 7 =1.48 n 8 =1.60 n 9=1.60d. 计算变形速度:如上所示n 1 =0.70 n 2 =0.80 n 3 =0.90n 4=1.10 n 5=1.25 n 6 =1.40■"T心耳*和f 的鬲塀噺处式}M 耐=1.47KN.mM m2 =2.25 Mm3 =12.63 M m4 =14.07 M m5 =17.97e. 查图《铝板生产》4-39得:(2024铝板再结晶温度为300-310摄氏度)s i=16Mpas2=18 s3 =20 s4 =21 s5 =38 s6 =40 s7 =56s8=58 s9 =55Mpaf.计算 k: k=1.15k 8 =66.7 k 9 =63.25Mpag.计算平均单位压应力:p n kp 1 =12.88Mpa p 2 =16.56 p 3 =20.7 p 4 =26.57p 5 =54.60p 6 =64.4h.计算轧制压力:p= p FR =818110.93N=81.8t P 2 =1490032N=149t P 3 =371tP 4 =443tP 5=691t R 6=627t F 7=621t P 8 =529t F 9 =356tk i=18.4Mpa k 2 =20.7k 3 =23.0 k 4 =24.1k 5 =43.7k 6 =46 k 7 =64.4p 7 =95.31 p 8=106.72p 9=101.20Mpa3.3,轧制力矩和主电机功率计算:总力矩 M=M Z +M M +M K +M d ---------- M Z —轧制力矩 KN.ma.轧制力矩M Z 计算:M M —摩擦力矩 M K —空转力矩 M d —电机轴上的动力矩M Z1 =39.02KN.m M Z2 =100.58 M Z3 =476.97 M Z4 =518.90 M Z5 =609.99 M Z6 =417.92 M Z7 =279.63 M Z8 =176.29 M Z9=83 KN.mb.摩擦力矩M M 的计算:①M a =P d jm U ---------------------- d jm :轧辊辊径的摩擦直径U:轴承摩擦系数,滚动轴承 u=0.003d jm /D=0.67-0.75i 传动机构传动比1传动机构效率,一级齿轮:0.96-0.98 D 1 D 2分别为工作辊和支承辊直径M Z =2P L ——L —接触弧长—力臂系数:0.42-0.50M a1 =1.20 KN.m M a2 =2.19 M a3 =5.46 M a4 =6.51 M a5 =10.16M a6 =9.22 M a7=9.13 M a8 =7.78M a9=5.24KN.m对于四辊热轧机:M M =M m卄Di (丄 1)M^ D 21iM 耐=1.47KN.mM m2 =2.25 Mm3=12.63 M m4 =14.07 M m5 =17.97M m6 =13.59 M m7 =10.78 M m8=7.95 M m9 =4.65KN.m空转力矩M K 的计算:M K = (0.03-0.06 ) M hM h =0.975g -------------- n hp h:电机额定功率n h :电机基本转速r/minM hi =860kN.m M h2 =764 M h3 =688 M h4 =661 M h5 =573 M h6 =661M h7 =740 M h8 =850 M h9 =810KN.m由上公式得:M K1=25.8KN.m M K2=22.9 M K3=20.0 M K4=19.8 M K5=17.2M K 6=19.8 M K 7 =22.2 M K 8=25.5 M K 9 =26.7 KN.md.动力矩M d 计算:由上得 M d =6.27KN.me. M= M Z+ MM+ M K +M d 计算:c. M h:电机额定转矩KN.mM dGD 2 d w 375 d tGD 2=l r D 4 ---------------GD 2:转动部分的飞轮惯量d w.:角加速度=40rpm/sd tM 1 =72.65KN.m M 2 =132.00 M 3 =514.90 M 4 =559.04 M 5 =559.44M 6 =457.58 M 7 =318.63M 8 =215.29M 9 =120.35 KN.m3.4相关参数的确定:•热轧机轧制速度的确定图4 —1 梯形速度图由于所选板坯规格较大,轧制过程中轧件较长,为操作方便,可采用梯形速度图,根据经验资料取平均加速度a = 30rpm/s,平均减速度b= 55rpm/s。
热轧、冷轧、退火、热镀锌等数十张工艺图详解
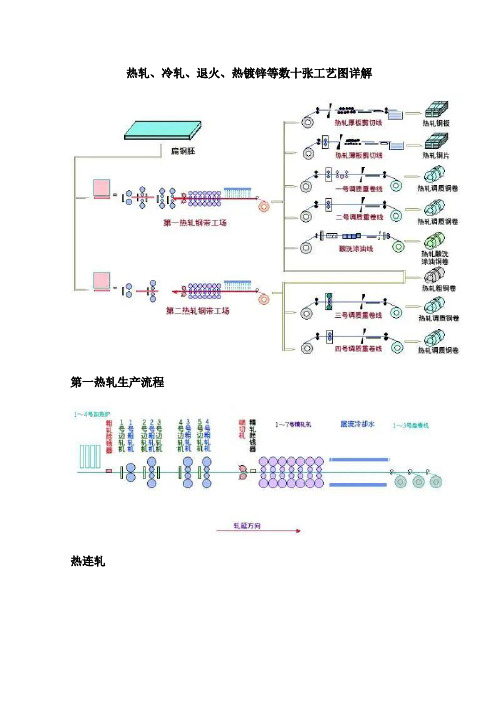
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
热轧中厚板工艺设计

材料成型课程设计——热轧中厚板工艺设计指导老师:***姓名:学号:班级:专业:材料成型及控制工程2012 年 12 月 21 日安徽工业大学目录一. 题目及要求二. 设计目的三. 已知条件四. 基本要求五. 设计说明书(一)产品技术要求及步骤(二)工艺流程图(三)轧制规程设计3.1 轧制方法3.2 安排轧制规程3.3 校核咬入能力3.4 确定速度制度3.5 确定轧制延续时间3.6 轧制温度的确定3.7 计算各道的变形程度3.8 计算各道的平均变形速度3.9 求各道的变形抗力3.10 计算各道的平均单位压力P及轧制力P3.11 计算各道总压力3.12 计算传动力矩(四)强度校核(五)电机功率校核(六)参考文献(七)车间平面布置图六.总结一、题目及要求题目:热轧中厚板工艺设计,使成品尺寸规格为25*2500mm课程名称:材料成型课程设计课程类型:必修课教学对象:材料成型专业本科生二、设计目的《材料成型课程设计》是材料成型专业必修课之一,是课程教学的一个重要环节。
其轧钢方向的课程设计要求达到以下目的:1)把《塑性工程学》、《塑性加工原理》、《塑性加工车间设计》、《孔型设计》等专业课程中所学的知识在实际设计工作中综合加以运用,巩固所学的专业知识,提高对专业知识和相关技能的综合运用能力。
2)本次设计是毕业设计前的最后一个教学环节,为进一步培养学生工程设计的独立工作能力,团队协作意识,树立正确的设计思想,掌握工艺设计的基本方法和步骤,为毕业设计工作打下良好的基础。
三、已知条件主要设备参数项目粗轧机精轧机轧机型式四辊可逆轧机PC轧机工作辊辊身尺寸 /mm Ø850~950×3800 Ø850~950×3800 支撑辊辊身尺寸 /mm Ø1700~1800×3700 Ø1700~1800×3700 工作辊辊颈尺寸 /㎜Ø500×480 Ø450×420支撑辊辊颈尺寸 /㎜Ø1200×1150 Ø1200×1150 工作辊材质合金铸铁合金铸铁支撑辊材质铸钢铸钢最大轧制压力 /MN 70 70最大轧制力矩 /MN*m 2×2.6 2×1.975最大轧制速度 /ms-1 4.239 6.123最大工作开口度 /mm 500 400 主电机功率 /Kw 2×5000 2×5500主电机转速 /rpm 0~45~90 0~65~130压下速度 /mm s-125 15本设计主电机的功率分别选用:P=2×5000Kw粗轧机组H1P=2×5500Kw精轧机组2H计算钢种:Q235 坯料及产品规格坯料:2000*1500*200 mm 厚的连铸坯 规格:25*2500(mm )四、基本要求独立完成工艺流程、规程设计(孔型设计),掌握工艺设计的基本内容,基本步骤和方法,熟练使用AutoCAD 进行工程图的绘制。
5 轧制工艺参数设计

5 轧制工艺参数设计轧制工艺参数设计主要包括压下制度、速度制度、温度制度。
我们知道轧制工艺参数是中厚板生产的核心部分,直接关系着轧机的产量和产品的质量。
轧制工艺参数设计的主要内容就是要由所需的产品选出合适的坯料,确定由这一坯料轧制成成品总共需要多少道次、每道次的压下量等内容,具体到操作上就是要计算出每道次压下螺丝的升降位置。
同时,为了轧制出合格的产品,还要确定轧制的开轧温度、终轧温度,各道次的轧制速度分配等。
另外,还应包括轧辊的辊型制度。
这样才能在生产中制定出合理的轧制制度,达到既产量和质量,又实现操作方便、设备安全等目的。
本设计的产品是ss400,42×2850×9000mm 厚板轧制工艺参数设计。
5.1 坯料的选择选择坯料是中厚钢板生产中的重要环节之一。
坯料选择是否合理,将影响轧机的生产率、成材率、钢板质量及成本,应予重视。
5.1.1 原料的种类如前所述,所以本设计选择连铸坯作为原料。
5.1.2 原料的尺寸本次设计原料的厚度选择260 mm 。
原料的宽度尺寸尽量大,考虑到展宽比1.4和实际情况,使横轧操作容易,由常用规格,原料宽度选择2030mm 。
切边100mm ,切头尾400mm 。
原料的长度尺寸应尽可能接近原料的最大允许长度。
根据生产实际情况ss400的烧损率为0.6%,并由体积不变的原则:260×2030×l =42×(2850+100)×(9000+400)×1.006mm l 22202030260006.1)4009000()1002850(42=⨯⨯+⨯+⨯=即l 取2220.00mm 。
所以坯料规格取为mm 22202030260⨯⨯。
根据钢的成分和铁碳相图以及控制控冷的要求定出开轧温度分别为1050℃。
5.2 轧制制度由轧制方式,本设计中采用横—纵轧制方式,由于横—纵轧法板坯宽度不受钢板宽度的限制,比较灵活;轧件在横向有一定的延伸,改善了钢板的横向性能。
热轧带钢厂工艺设计
年产350万吨热轧带钢厂工艺设计班级:****姓名:****指导教师:****摘要本设计说明书是参照鞍钢1780热轧带钢生产线设计的年产量为350万吨的热轧带钢厂。
典型产品为16MnR,产品厚度为1.2mm,宽度为1400mm。
整个设计说明书包括绪论、正文。
第一部分为绪论,介绍了热轧带钢的发展状况以及整个设计所应完成的内容。
第二部分为正文,正文说明整个设计的总体方案,主要包括产品方案和生产方案的制定,金属平衡和工艺流程的制定、生产设备的选择、工艺参数计算、轧制力能参数校核。
关键词:热轧带钢;工艺设计目录摘要目录1综述1.1前言1.2热轧工艺发展趋势及其特点1.2.1带钢热连轧机的紧凑化布置1.2.2自由程序轧制1.3热轧带钢新技术1.3.1高精度轧制技术1.3.2智能化轧制技术1.3.3自由程序轧制技术1.3.4热轧无头轧制及薄规格轧制技术1.3.5组织性能控制技术2产品方案2.1原料及产品方案2.2金属平衡表3工艺流程3.1生产工艺流程4设备选择4.1加热炉4.2粗轧区4.3精轧区4.4 卷取机区5计算及校核5.1轧制制度的制定5.1.1加热制度5.1.2压下制度5.1.3速度制度5.1.4温度制度5.1.5辊型制度5.1.6 厚度制度5.1.7轧机工作图表5.2轧制力和轧制力矩计算5.2.1轧制力计算5.2.2轧制力计算结果5.2.3轧制力矩的计算5.2.4轧制力矩计算结果5.3设备能力参数校核5.3.1轧制力能参数5.3.2轧辊强度校核5.3.3咬入角校核5.3.4加热炉能力校核5.3.5 电机功率校核5.4轧机生产能力校核5.4.1年产量计算5.4.2轧机生产能力校核6结论6.1结论致谢1综述1.1前言随着我国粗钢产量的迅猛提高,产能过剩现象将越来越明显,钢铁企业要在日趋激烈的竞争中,占领市场,获得利润,必须要淘汰落后的生产技术,发展先进的生产技术,生产出低成本、高质量的钢材。
当今世界,板材比已成为钢铁工业发展的重要标志之一,一些工业发达国家如美国、德国的板材比已经达到了65%-72%。
热轧产品基本工艺计算

热轧产品基本工艺计算6.1 产品的技术条件钢种为WY08AlA;坯料尺寸为210*1300*9500(单位为毫米);产品尺寸为5*1250(成卷供货,单位为毫米);产品标准为GB5213-85,武标(热)1-78。
6.2 温度制度的确定6.2.1 卷取温度终轧温度的确定参照[1],冷轧用深冲钢板的卷取温度应该为600℃,精轧机终轧温度应该为865℃。
6.2.2 精轧入口温度的确定由于成品厚度为5mm,所以选取公式为T f 0= 32 / h2 + 132 / h + 1006k + k1(6.1)式中h为成品厚度,单位为毫米;k1为根据成品厚度参照[1]知,k1=15。
则为T f0 =32/52+132/5+1006+15=1049℃6.2.3 粗轧出口温度的确定选用公式为T R 4 = T f 0 + 30=1079℃(6.2)6.2.4 出炉标准温度的确定选用公式为Tx=1235+K2(T R 4 --K3) (6.3)查阅[1],K2夏季为1.17,冬季为1.4;R2在轧三道并且坯料的厚度为210mm的情况下,K3夏季为1140℃,冬季为1120℃。
据此计算出结果为,夏季为1163.63℃,冬季为1177.6℃。
温度计算结果如表6 .1。
表6.1 温度计算结名称卷取温度终轧温度精轧入口温度粗轧出口温度出炉标准温度温度(℃) 650 865 1049 1079 夏季为1164 冬季为11786.3 粗轧压下制度的设定首先确定R2的轧制道次,查阅[1]有表6.2。
表6.2 R2的轧制道次成品宽度(mm)轧制道次1400以下轧制3道1400以上轧制5道由于成品宽度1250mm〈1400mm,故R2轧制3个道次。
6.3.1 平辊压下制度粗轧中对板坯尺寸的要求比较低,采用经验法可以确定各机架的压下制度。
6.3.1.1 末架目标厚度的确定公式为H R4=H R4T+ΔH R4X(6.4)其中不考虑操作修正量∆H R4X,查阅[1]有表5.3表6.3 末架目标厚度卷宽mm卷厚mm999 1000—1299 1300—1499 1500—1899 19003.6--5.99 34 34 34 34 34所以,得HR4=34mm。
热轧带钢工艺技术规程

热轧带钢工艺技术规程1.产品目录及产品执行标准1.1产品钢种、钢号1.1.1钢种:碳素结构钢1.1.2钢号:q195~q2351.2热轧带钢产品目录1.2.1产品规格(设计能力):厚度(h)2.0~8.0mm宽度(b)350~550mm1.2.2钢坯与对应产品规格(mm)产品规格序号原料规格hb1234130×350130×435130×470130×5002.5~8.02.5~8.02.5~8.02.5~8.0350~375440~4 60470~490500~5201.3碳素结构钢和低合金结构钢热轧钢带执行gb/t3524-20211.3.1钢带厚度允许偏差应符合表1的规定厚度允许偏差(表1)(mm)钢带宽度允许偏差>2.0-4.0±0.19>4.0-5.0±0.20>5.0-6.0±0.21>6.0-8.0≥100-600±0.22注:表中规定的数值不适用于卷带两端7m之内没有切头尾的钢带。
1.3.2钢带宽度允许偏差应符合表2的规定宽度允许偏差(表2)(mm)允许偏差钢带宽度不切边>350-450±4.001>450-600±5.00备注1:表规定的数值呼吸困难用作卷拎两端。
备注2:经协商同意,钢带可以只按正偏差定货,在这样交货条件下,表中中正偏差值应增加一倍。
1.3.3钢带的厚度应当光滑,在同一横截面的中间部分和两边部分测量度,其最小差值(三点高)应当不大于0.17mm.1.3.4钢带的镰刀弯角每米不大于4mm.1.4钢坯的环评和浸出1.4.1禁止验收不符合有关标准或虽然符合有关标准但与按炉送钢卡片和合格证不相符合的钢坯。
钢坯的规格与支数、重量必须与领料单全然吻合。
1.4.2钢坯的堆垛必须符合要求,对于矩形断面的钢坯,应当将其长边水平装箱。
1.4.3炉尾摆料人员应当特别注意避免钢坯在炉内掉下来道、拱钢或划伤炉墙。
工艺介绍(热轧)
第6页
工艺方案
讲义内容:热轧工艺篇
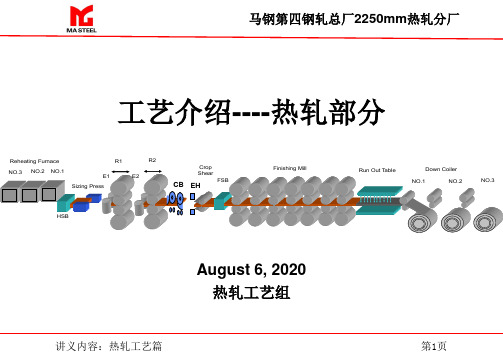
马钢第四钢轧总厂2250mm热轧分厂
-3座步进式加热炉 ―高压水除鳞机 ―压力定宽机 ―E1R1四辊可逆轧机 ―E2R2四辊可逆轧机 ―热卷箱(预留) ―输送辊道和保温罩 ―废钢推钢机 -边部感应加热器 ―曲柄切头剪 ―高压水除鳞机 ―FE1立辊轧机 -7机架四辊不可逆精轧机组 ―输出辊道和层流冷却系统 -3台地下卷取机 ―钢卷运输线及检查取样装置
纲
马钢第四钢轧总厂2250mm热轧分厂
序号 1 Байду номын сангаас ⑵ ⑶ ⑷
⑸
钢种
碳素结构钢
优质碳素结构钢
超低碳钢
高强度低合金结构钢
船体用结构钢
中碳合金钢
耐候钢
专用钢
管线钢 汽车结构用钢
压力容器和锅炉用钢
桥梁用钢
其它
代表钢种 热轧卷产品大纲
Q195、Q215、Q235、SS330、SS400 Q195、08AL、SPHC、45 ST12 LC、ELC、ULC、IF Q295、Q345、Q420、Q460
SMSD方案所作双机架四辊粗轧机配置,设备负荷平均、轧制线紧凑,七机架CVC/CVC+和弯辊技术配 置在板凸度、平直度、板断面形状控制方面机架分工更为明确有效,采用辊式运输方式的钢卷运输线运输周 期短、可控,尤其是2250mm热轧机组供货业绩较多,主传动控制系统采用交直交控制方式,系统稳定可靠、 对电网冲击小,自动化系统软件模块化,易于编程调试。总体上稍优于其它投标商。
讲义内容:热轧工艺篇
第4页
马钢第四钢轧总厂2250mm热轧分厂
概述
• 马钢2250热轧工程的建设规模550万t/a,其中供2130冷轧原料225 万吨,供1575冷轧原料40万吨,平整分卷机组80万吨,横切机组 50万吨,其余为商品卷。
钢铁工艺热轧板轧钢工艺的相关要点
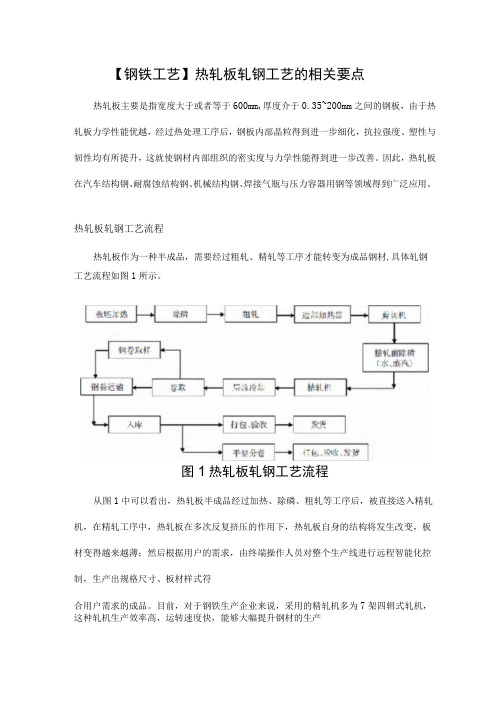
【钢铁工艺】热轧板轧钢工艺的相关要点热轧板主要是指宽度大于或者等于600mm,厚度介于0.35~200mm之间的钢板,由于热轧板力学性能优越,经过热处理工序后,钢板内部晶粒得到进一步细化,抗拉强度、塑性与韧性均有所提升,这就使钢材内部组织的密实度与力学性能得到进一步改善。
因此,热轧板在汽车结构钢、耐腐蚀结构钢、机械结构钢、焊接气瓶与压力容器用钢等领域得到广泛应用。
热轧板轧钢工艺流程热轧板作为一种半成品,需要经过粗轧、精轧等工序才能转变为成品钢材,具体轧钢工艺流程如图1所示。
图1热轧板轧钢工艺流程从图1中可以看出,热轧板半成品经过加热、除磷、粗轧等工序后,被直接送入精轧机,在精轧工序中,热轧板在多次反复挤压的作用下,热轧板自身的结构将发生改变,板材变得越来越薄;然后根据用户的需求,由终端操作人员对整个生产线进行远程智能化控制,生产出规格尺寸、板材样式符合用户需求的成品。
目前,对于钢铁生产企业来说,采用的精轧机多为7架四辑式轧机,这种轧机生产效率高,运转速度快,能够大幅提升钢材的生产进度,当热轧板进入到精轧工序后,精轧机的运转速度能够达到23m∕s,利用这种7架四辐式轧机生产出的钢材成品,其厚度值一般只有几毫米左右,而且生产误差相对较小。
热轧板轧钢工艺类型1连铸工艺热轧板轧钢连铸工艺主要是将钢水运送至精炼炉当中,然后将精炼后的钢水连续铸造成钢坯的一种生产工序。
该工艺的主要设备包括回转台、中间包、结晶器、拉矫机等,由于连铸工艺能够进一步提高钢材产量,并且生产过程中出现质量缺陷的概率相对较低,因此,这种工艺类型在热轧板轧钢生产中得到普遍推广和应用。
在进入到浇注工序后,浇注初始速度一般是正常速度的50%左右,然后根据中间包的情况,分多次进行提速处理,当浇注速度达到正常值时,应当添加保护渣。
由于高效连铸工艺不经过脱模、整模及初轧开坯等工序,这相对节省了成品钢的出钢时间。
据现场生产实践数据表明,采用连铸工艺能够节省70%左右的人力资源成本,能源节约率可达到25驰以上。
热轧工艺计算说明1
热轧工艺流程热轧工艺流程----初学必看1.主轧线工艺流程简述板坯由炼钢连铸车间的连铸机出坯辊道直接送到热轧车间板坯库,直接热装的钢坯送至加热炉的装炉辊道装炉加热,不能直接热装的钢坯由吊车吊入保温坑,保温后由吊车吊运至上料台架,然后经加热炉装炉辊道装炉加热,并留有直接轧制的可能。
连铸板坯由连铸车间通过板坯上料辊道或板坯卸料辊道运入板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收。
另外,通过过跨台车运来的人工检查清理后的板坯也需核对和验收,并输入计算机。
进入板坯库的板坯,由板坯库计算机管理系统根据轧制计划确定其流向。
常规板坯装炉轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到板坯库中指定的垛位。
轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从垛位上吊出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
碳钢保温坑热装轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到保温坑中指定的垛位。
轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从保温坑取出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
直接热装轧制:当连铸和热轧的生产计划相匹配时,合格的高温连铸板坯通过加热炉上料辊道运到称量辊道,经称重、核对,进入加热炉的装炉辊道,板坯在指定的加热炉前测长、定位后,由装钢机装入加热炉进行加热。
其中一部分通过卸料辊道运输的直接热装板坯需通过吊车吊运一次放到上料辊道后直接送至加热炉区。
如果炼钢厂可以实现直接热装板坯由上料辊道运送,则可减少部分吊车吊运作业。
板坯经加热炉的上料辊道送到加热炉后由托入机装到加热炉内,加热到设定温度后,按轧制节奏要求由出钢机托出,放在加热炉出炉辊道上。
热轧钢板的生产工艺流程
热轧钢板的生产工艺流程热轧钢板是通过热轧过程制成的,该过程涉及将钢坯或类似产品在高温下轧制成特定厚度的板材。
这种方法可以产生大尺寸和特定形状的钢板。
以下是热轧钢板的典型生产流程:1. 原料准备与加热:原料,通常是钢坯、钢锭或连铸坯,被送入加热炉中。
在这里,它们被加热到热轧的适宜温度,通常是超过1100摄氏度。
通过这个过程,原料变得更加柔软,更容易塑形。
2. 初轧(粗轧):加热后的金属坯料被送入轧机,首先通过粗轧机组进行初步轧制。
这个阶段主要是减小钢坯的厚度,而不是改变宽度。
钢坯在每个轧制单元之间都会经历反复轧制,以逐步达到所需的厚度。
3. 精轧:经过初轧的半成品进入精轧机组。
在这里,它们被轧制成更细的尺寸和更加规则的形状。
精轧过程需要更精确的控制,以确保满足最终产品的尺寸和表面质量要求。
4. 冷却:钢板出轧机后,需要经过控制冷却过程。
这一步骤至关重要,因为它决定了钢材的最终机械性能。
冷却可以通过各种方法进行,如喷淋水冷、空气冷或其他特殊冷却技术。
5. 定尺剪切:冷却后的钢板经过定尺剪切,根据订单要求被切割成特定长度的板材。
这通常是通过大型剪切机或燃气切割机进行。
6. 平整:如果需要,钢板可以经过平整处理,以消除由于热处理或冷却过程中产生的任何不平整或弯曲。
这可能包括使用矫直机或张力平整线。
7. 检验与质量控制:所有成品钢板都需要经过全面的质量检验,这可能包括尺寸、表面条件、化学成分和机械性能的测试。
非破坏性测试,如超声波测试,也可能被用来检测内部缺陷。
8. 包装、标记与运输:合格的钢板被标记和包装,以防止在运输过程中发生损坏。
包装过程可能包括使用防锈纸、钢带捆扎和木质或金属托盘。
最后,产品被装载到卡车、火车或船只上,运往国内外的客户。
整个热轧过程都需要高度的技能和精确的控制,以确保最终产品符合严格的工业标准。
每个阶段都会影响最终产品的质量,性能和适用性。
1轧钢热轧冷轧工艺介绍

②电焊管生产 电焊管生产具有尺寸范围广、可以生产各种成分的钢管
(如难穿孔的高合金钢)、钢管尺寸精确、质量好和便于实 现机械化等优点,近来发展较快。
主要工序有: 管坯准备(拆卷、矫直、切边、表面清理、切头与端头焊 接)、管坯成型、管缝焊接、钢管精整(包括定径减径、矫 直、探伤、热处理、液压实验及其它加工部分)。
15
3)钢管:(8%~16%)
凡是全长为中空断面且长度与周长之比 较大的钢材称为钢管。
钢管规格用其外形尺寸(外径或边长) 和壁厚(或内径)表示。各种钢管的规格按 直径和壁厚的组合很多,其外径最小可达 0.1mm,大至4000mm;壁厚薄达0.01mm, 厚至100mm.
16
(1)按用途分为管道用钢、锅炉用钢、地质钻探管、 化工用管、轴承用管、注射针管等; (2)按制造方法分为无缝钢管、焊接(有缝)钢管及 冷轧与冷拔管; (3)按管端形态可分为光管和车丝(带螺纹的)管; (4)按外径和壁厚之比的不同分为特厚管、厚壁管、 薄壁管和极薄壁管。
1.金属成型方法
(1)铸造: (2)切削加工:包括车、刨、铣、磨、钻等; (3)焊接: (4) 金属压力加工(轧制、锻造、冲压、拉拔、挤压)。
1
2.金属压力加工的方法
★金属压力加工:
金属在受到外力作用并不破坏自身完整性的条件下, 稳定改变其几何形状与尺寸,从而获得所需要的几何形状 与尺寸的加工方法。
17
2. 轧钢机
1)轧钢机的基本组成: 轧制钢材的设备称为轧钢机。
轧钢机由轧辊、工作机架、齿轮机座、联 接轴和联轴节、主电机等组成。
18
2) 轧钢机的分类:
(1)按轧机的用途分类
①初轧机:以轧辊直径大小命名,例如:1150初轧机; ②型钢轧机:以轧辊直径或齿轮机座中的人字齿轮的节圆直径来表示
热轧钢管生产工艺

热轧钢管生产工艺
热轧钢管是将钢坯通过加热至高温状态后,在轧机中进行轧制加工而成的管材。
热轧钢管生产工艺包括以下几个步骤:
1. 钢坯准备:选用适合的钢坯作为原料,一般为钢坯长条状,需要经过切割、锯断等工艺进行处理。
2. 坯料加热:将钢坯加热至适当的温度,一般为1100℃以上,以便在轧制过程中使钢坯达到塑性变形的要求。
3. 轧制加工:将加热至高温状态的钢坯送入轧机中,经过多道次的轧制,逐步压制出所需尺寸和形状的钢管。
4. 缩径:为了获得更加精确的直径尺寸,制造高精度的钢管,需要通过缩径工艺进行处理。
该工艺是在钢管的一端注入高压液体,使钢管内部受到液体的压力作用,从而缩小钢管的直径。
5. 冷却:在轧制完毕后,将钢管进行快速冷却,以提高钢管的物理性能和机械性能。
6. 修边:通过修边工艺,去除热轧钢管两侧的毛刺,使钢管的两侧光滑整齐。
7. 检测:对热轧钢管进行各项检测,包括尺寸、化学成分和力学性能等方面的检测,以确保热轧钢管的质量和安全性。
8. 成品:经过检测合格的热轧钢管,根据不同的要求,可以进
行颜色标识、喷涂和打包等工艺,最终成为成品,供应给用户使用。
总结:热轧钢管生产工艺主要包括钢坯准备、坯料加热、轧制加工、缩径、冷却、修边、检测和成品处理等过程。
每个步骤都非常关键,对于最终的钢管质量和性能有着重要影响,因此需要严格控制和管理。
热轧机架张力计算模型公式

热轧机架张力计算模型公式(实用版)目录1.介绍热轧机架张力计算模型的背景和重要性2.阐述热轧机架张力计算模型的公式3.解析热轧机架张力计算模型的公式4.总结热轧机架张力计算模型的应用和影响正文一、热轧机架张力计算模型的背景和重要性热轧机架张力计算模型是针对热轧机架在生产过程中,对钢材进行连续轧制时产生的张力进行计算的模型。
在热轧过程中,机架上的钢材受到轧辊的压力,会产生一定的张力。
这个张力对于保证轧制的稳定和钢材的质量至关重要。
因此,研究热轧机架张力计算模型具有重要的实际意义。
二、热轧机架张力计算模型的公式热轧机架张力计算模型的公式如下:F = β * (P * L^2) / (D * η)其中,F 表示机架张力,β为系数,P 表示轧辊压力,L 表示轧制长度,D 表示轧辊直径,η表示摩擦系数。
三、解析热轧机架张力计算模型的公式1.系数β:β是经验系数,一般由实验获得,它与轧辊材料、加工精度、润滑状态等因素有关。
2.轧辊压力 P:P 是轧辊对钢材施加的压力,它是影响机架张力的主要因素。
在实际生产中,轧辊压力需要根据钢材的性质、轧制工艺和设备性能等因素综合考虑。
3.轧制长度 L:L 是钢材在机架上通过的距离,它影响了机架张力的分布。
一般来说,轧制长度越长,机架张力越大。
4.轧辊直径 D:D 是轧辊的直径,它影响了机架张力的计算结果。
在实际生产中,轧辊直径需要根据轧制工艺和设备性能等因素选择。
5.摩擦系数η:η是摩擦力与压力的比值,它反映了机架与钢材之间的摩擦状态。
摩擦系数越小,机架张力越小,轧制过程越稳定。
四、总结热轧机架张力计算模型的应用和影响热轧机架张力计算模型在实际生产中具有广泛的应用,它可以帮助工程师准确地计算机架张力,从而保证轧制过程的稳定和钢材的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1、热轧工艺计算说明5.1.1 热轧压下规程计算(7A04)见热轧压下规程表,现用7A04热轧压下规程计算来说明热轧压下规程的计算。
第1~2项:H 及h 由合金的高温塑性和铸造组织性能、轧机能力等因素决定。
第3~5项:εεε⋅=⨯∆=-=∆32%;100;H h h H h 第6项:轧前宽度由铸锭或上一道次的轧后宽度而定。
第7~9项:先由∆B ∆⋅∆⋅=∆求得,h R Hhc B 。
上式中,c 取0.45,R 为轧辊半径,在这里取375mm ;2,2112B B B B B +=∆B += 第10项:轧前长度由铸锭或上一道次的轧后长度而定。
第11项:轧后长度L 2,根据体积不变原理有2112B h L H B L ⨯⨯⨯=求得第12项:轧制时间VL t 21=,V 为轧制速度,轧制速度取1500—3000mm/s 第13项:辅助时间,取为5s 。
第14项:总时间21t t t +=, 其中2t 表示辅助时间。
第15项:咬入角180/απ=,其中R 表示轧辊直径,取375mm 。
第16~25项:温降CGt kF T P =∆ 式中:k —金属的散热系数,J/kg ·℃,对铝及其合金取20900; F p —该道次之平均散热面积,m 2; t —该道次轧制时间与间隙时间之和,s ; C —轧件之比热,J/kg ℃; G —轧件重量,kg 。
其中2F F +后前P F =轧后温度T 2=T 1-∆T ℃, 平均温度122T T T +=。
第26~27项:26项的咬入弧水平投影长度h R L ∆⨯=;其中R =375mm 。
27项的接触面积水平投影_B L F ⨯=。
第28~29项:第28项的特定条件下的s σ第29第30~32项:第30项变形程度影响系数n ε可由表查得; 第31项变形温度影响系数t n 可由表查得; 第32项变形速度影响系数u n 可由表查得。
第33~34项:33项实际变形抗力:_s s t u n n n εσσ=⨯⨯⨯ 34项平均变形抗力: 1.15s K σ-=⨯ 第35项:压力系数K P0.785)/2P n Kh σ'==++第36项:平均单位压力1.15s S t S P n K K n n n σεμσσσ'=⋅==•••第37项:总轧制力L B P F P P ⋅⋅=⋅=第38项:轧制力矩L P M z ⋅=第39项:轴承中的摩擦系数1f 取0.003。
第40~42项:第40项电机的最大转速n 电取120r/min 。
第42项减速比i 为 ;第41项轧辊转速为60VN Dπ=g g 。
第43~46项:第43项连接轴的传动效率为0.95; 第44项齿轮机座的传动效率为0.96; 第45项减速机的传动效率为0.97; 第46项为总的传动效率为0.87。
第47~50项:第47项摩擦力矩1121(/)f M P d D D f =g g g其中:P 为轴承的负荷,等于轧制压力和弯辊力之和;1.356i =1f 轧辊轴承的摩擦系数,即第39项取0.003; 12/D D 为工作辊和支撑辊直径之比; D 工作辊辊径直径。
第48项总的摩擦力矩11(1)f z f M M M i iηη=+- 其中:1f M 即第47项; i 为减速比即第42项; η为总的传动效率即第46项; M 为轧制力矩即第38项。
第49项空转力矩 ; 第50项静力矩C f O MM M M i=++。
第51~54项:第51项为各段轧制时间的总力矩,21C M t ∑g ;第52项为间歇时间的空转力矩之和,/202n M t ∑g ; 第53项为轧制时间总和; 第54项为间歇时间总和。
第55项:等效力矩,M =其中:n t ∑——轧制周期内各段轧制时间的总和S ;nt '∑——轧制周期内各段间隙时间总和S ; c M ——各段轧制时间对应的总力矩,N ·moM '——各段间隙时间对应的空转总力矩,N ·m 第56项::计算电机功率,按KW nM N η⋅=03.1。
其中:M ——轧制道次等效力矩 , N ·m ;n ——轧辊最大转数 ;η——由电动机到轧机的传动效率,取0.87。
第57项:选择电机功率。
0006Z M M =⋅g5.1.2 热轧工艺的校核1 热轧咬入条件校核自然咬入条件应满足 Δhmax ≤D(1-cos β)摩擦系数f ,根据用乳液润滑的条件,查表3-4得f=0.40 tan β=f=0.40 则β=22° cos β=0.927 Δhmax ≤ D(1-cos β)=750(1-0.91)=55mm由热轧工艺表可知,各道次压下量均小于55mm ,满足自然咬入条件。
2 热轧时的温降计算 温降按式CGtkF T P =∆计算,其中K=20900J/Kg ℃,将计算结果列入7A04热轧工艺规程表中,终轧温度为253.49℃,符合工艺要求。
3 轧制压力计算及轧辊强度校核平均单位压力P 的计算结果见7A04热轧工艺规程表。
支持辊最大允许压力zy P ;334[]41400200871125(2)5(280021120)y zy D P kN L l σ⨯⨯===++⨯工作辊最大允许压力gy P ;332[]21000727500.0031000))1400gy y gy g zmzd P D d D τμ⨯⨯==⨯⨯=207668 kN工作辊辊头的最大允许压力gt P332[]2540727500.0031000))1400gt y gt g zmzd P D d D τμ⨯⨯==⨯⨯=34112kN由上述计算可知,轧机的最大允许为87112kN 。
7A04热轧工艺规程表终轧制力的计算可知,各道次的轧制力均未超过87112kN ,从设备的强度条件看是安全的。
强度校核:工作辊传动的4辊轧机,工作辊辊身只计算弯曲应力,辊径受弯曲应力和扭转应力联合作用,计算弯扭合成应力,辊头只计算扭转应力。
按结果校核强度。
轧辊危险截面受力图见图5-1:图5-1:轧辊危险截面受力图(1) 辊身Ⅰ-Ⅰ截面合成弯矩:()222442sh P a P B P BM a =-=-g g式中 a =L +l 所以13628.2 1.539(3.126)8028.642sh kN M kN m =-=g弯曲应力:338028.6190.30.10.10.75sh M sh MPa D σ===⨯g kN m;取轧辊的抗拉强度为1000Mpa ,安全系数为5,则许用应力[σ]=200MPa,[]sh σσ< 所以满足辊身强度条件。
(2) 辊颈Ⅱ-Ⅱ截面弯矩:13628.20.4161417.344j P l kN M kN m ⨯==g g 弯=;弯曲应力:331417.390.00.10.10.54j M j MPa d σ===⨯g 弯kN m;扭矩:1)20.540.003)j PM df ++⨯g 扭=13628.2kN =2=802.77kN m扭曲应力:33802.7725.500.20.20.54j j M MPa d τ===⨯g 扭kN m;合成应力:按摩尔理论计算0.37596.41[]jh j MPa σσσ=+=<,所以满足辊颈强度条件。
(3) 辊头Ⅲ-Ⅲ: 扭矩应力331802.7727.740.20.20.525j j M MPa d τ===⨯g 扭kN m;轧辊的许用扭曲应力为[τ]=72MPa>τj ,所以满足辊头强度条件。
以上可知危险截面的强度都能满足要求,即轧辊安全。
4 等效力矩的计算及电机校核等效力矩M =由7A04热轧工艺规程计算表可知451.7110M N m =⨯g 电机的计算功率 1.035509.02j M nN kW η==g 选取电机功率N=2×3200Kw 。
校核电机的温升条件:40.97564000.9755210120H H H N M N m n ⨯⨯===⨯g ;H M M >,所以满足温升条件。
校核电机的过载条件:取k=2.5,442.5521013010H kM N m N m =⨯⨯=⨯g g ; 4max 10610H M N m kM ∑=⨯<g ,所以满足过载条件。
电动机在允许最大力矩k ·M H 下工作时,其允许持续时间应在15s 内,否则电动机温升将超过允许范围。
5.2、冷轧工艺计算说明5.2.1 冷轧压下规程计算(1060)见冷轧压下规程表,现将表中有关计算说明如下,以1060为例。
第1~2项:H 及h 由产品状态和轧机能力以及合金的塑性决定。
第3~8项:第3项,绝对压下量h H h ∆=- 第4项,道次加工率100%hH ε∆=⨯第5项,道次前总加工率0100%H H HH ε-=⨯ 第6项,道次后总加工率0100%h H hH ε-=⨯第7项,道次平均加工率0.40.6H h εεε+= 第8~10项:第8项轧前金属屈服极限σSH 可查表得;第9项轧后金属屈服极限σSh 可查表得; 第10项,sh SH s σ+σ=σ3231。
第11~13项:道次前张力 q H =(5.67-0.6h)×10 道次后张力 q h =(4.30-0.5H)×10 平均张力 ()/2H h q q q =+ 第14~15项:第14项平均变形抗力 1.15s k σ=; 第15项考虑张力影响 1.15s k σσ'=-。
第16~18项:第16项轧前长度L1轧前长度由铸锭或上一道次的轧后长度而定;第17项轧后长度L2轧后长度L 2,根据体积不变原理有2112B h L H B L ⨯⨯⨯=求得,其中B1=B2;第18项轧制速度V 。
第19~20项:第19项轧制时间21Lt V =;第20项辅助时间取2t =5s 。
第21项:摩擦系数,取f=0.15。
第22项:接触弧水平投影h R L ∆⨯= 其中R 为工作辊直径,取325mm 。
第23~24项:第23项2/()m f L H h =+g ,其中L =第24项4/()y a f k H h '=+g g ,其中/9500a R = , 第25项m '由m 、y,可查表得。
第26~27项:第26项轧辊弹性压扁弧水平投影''()/(2)L m H h m =⨯+⨯; 第27项参数='2/()f L H h δ=⨯⨯+。
第28项:压力系/0.7850.25p k ση''==+; 第29项:平均单位压力P n K σ'''=g 。