基于PLC网络的仓库温湿度测控系统
基于PLC温度与湿度控制系统设计
基于PLC温度与湿度控制系统的设计摘要:可编程控制器(PLC)是以自动控制技术、微计算机技术和通信技术为基础发展起来的新一代工业控制装置。
它的功能性强,可靠性高,编程简单,使用方便,体积小巧,近年来在工业生产中得到广泛的应用,被誉为当代工业自动化主要支柱之一。
本论文主要讲述了基于西门子S7-200系列可编程控制器(PLC)为主要控制元件,实现对环境温度和湿度的实时检测和显示。
传感器部分采用集成温度和湿度传感器,集成传感器具有功能强、精度高、响应速度快、体积小、微功耗、价格低、适合远距离传输信号等特点。
集成传感器的外围电路简单,具有较高的性价比。
经过选择集成温度传感器采用电压输出式单片精密集成温度传感器LM35系列产品;集成湿度传感器选择线性电压输出式集成湿度传感器HM1500,它的主要特点是采用恒压供电、内置放大电路、能输出与相对湿度呈比例关系的伏特级电压信号、响应速度快、重复性好、抗污染能力强。
显示部分采用LED七段码进行显示,能够显示当时环境的温度和湿度,并能实现当环境的温湿度超过一定范围时进行报警的功能。
关键词:PLC 温度传感器湿度传感器LED显示装目录摘要 (2)目录 (3)第一章引言 (5)1.1课题的背景和意义 (5)第二章系统简介及方案论证 (5)2.1系统设计主要技术指标和参数 (5)2.2 设计方案的论证 (5)第三章可编程控制器概述 (7)3.1PLC的系统组成和工作原理 (7)3.1.1PLC的组成结构 (7)3.1.2PLC的扫描工作原理 (8)3.2 PLC的发展趋势 (8)第四章系统的硬件方案与设计 (9)4.1传感器的选型和设计 (9)4.1.1集成温度传感器介绍及选型 (9)4.1.2集成湿度传感器介绍及选型 (12)4.2PLC的选型和模块配置 (15)4.2.1PLC的选型原则 (15)4.2.2本系统中可编程控制器的选取及其特点 (16)4.3显示方案的设计 (19)4.3.1与LED显示相关的知识 (19)4.3.2显示方案的设计 (20)4.4 工作电源部分 (21)第五章系统软件设计 (22)5.1显示系统主程序 (22)5.1.1温度读入子程序 (22)5.1.2湿度读入子程序 (23)5.1.3显示子程序 (25)5.1.4实时时钟指令 (27)5.2程序清单 (27)结论 (28)参考文献 (29)附录 (30)第一章引言1.1 课题的背景和意义温度、湿度和人类的生产、生活有着密切的关系,同时也是工业生产中最常见最基本的工艺参数,例如机械、电子、石油、化工等各类工业中广泛需要对温度、湿度的检测与控制。
基于PLC的药品仓库温湿度控制系统设计
值 的 实时界 面 显示及 进行 温湿 度数 值设 定 的界面 显 示 ,同时 为 了达到更 好 的控 制效 果 ,增加 一 个 控制
界 面 ,主要 是 完成手 动 和 自动 的控 制 , 发 出控 制指 令给 P L C,然后通 过 P L C控制 温湿 度调节 系统 进行
李 彪 ,曹 吉花
( 宿州学 院机械与 电子工程学院 ,安徽 宿州 2 3 4 0 0 0 )
摘 要: 本文主要介绍 了以P L C为主控 器,以温湿度作为被控对象 , 结合触摸 屏进行温湿度 的实时显示和控制
的 系统.该 系统运行 可靠 , 操作 方便 ,能 够快速有 效地 实现对 药品仓库 的 温湿度调 节 ,有利 于药 品的安全存
~
观 ,P L C和触摸 屏 的结 合更 能体 现 出控 制 系统 的智 能化 .相 比于其他 的控 制方 式 ,比如 利 用单 片 机作 为控 制器 ,此 控 制 系统 具 有 更 高 的稳 定 性 和 可 靠
2 0 mA) , 并把 采集 的数值 和触 摸 屏 的设 定值 进 行
性, 能够长期无故障连续工作 , 且利用触摸屏作为 显 示 和控制 装置 , 使 系 统控 制 更加 精 确 , 能 够 满 足
度 的各 项温 湿度 要求外 ,同时还 应 满 足 以下设 计 要
求.
( 1 ) 采用传感器技术、自动控制计数、计算机
应用技 术 等实现 对 药 品仓 库 温 湿度 进 行 自动 测量 , 并把数 据及 时传 输给监 控计 算机 进 行数 据记 录 、 存 储 和打 印等等 J . ( 2 ) 用 户可根 据所 存储 的药 品种 类 进 行温 湿 度 的上 下 限设 定 , 并在 超 出上下 限 的时 候能 够 予 以报
基于PLC的温度控制系统的设计
1 引言1.1 设计目的温度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目标的温度、湿度信息是十分重要的。
近年来,温湿度测控领域发展迅速,并且随着数字技术的发展,温湿度的测控芯片也相应的登上历史的舞台,能够在工业、农业等各领域中广泛使用。
1.2 设计内容主要是利用PLC S7-200作为可编程控制器,系统采用PID控制算法,手动整定或自整定PID参数,实时计算控制量,控制加热装置,使加热炉温度为为一定值,并能实现手动启动和停止,运行指示灯监控实时控制系统的运行,实时显示当前温度值。
1.3 设计目标通过对温度控制的设计,提高在电子工程设计和实际操作方面的综合能力,初步培养在完成工程项目中所应具备的基本素质和要求。
培养团队精神,科学的、实事求是的工作方法,提高查阅资料、语言表达和理论联系实际的技能。
2 系统总体方案设计2.1 系统硬件配置及组成原理2.1.1 PLC型号的选择本温度控制系统采用德国西门子S7-200 PLC。
S7-200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。
因此S7-200系列具有极高的性能/价格比。
2.1.2 PLC CPU的选择S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型。
S7-200PLC 硬件系统的组成采用整体式加积木式,即主机中包括定数量的I/O端口,同时还可以扩展各种功能模块。
S7-200PLC由基本单元(S7-200 CPU模块)、扩展单元、个人计算机(PC)或编程器,STEP 7-Micro/WIN编程软件及通信电缆等组成。
表2.1 S7-200系列PLC中CPU22X的基本单元本设计采用的是CUP226。
它具有24输入/16输出共40个数字量I/O点。
基于PLC网络的仓库温湿度测控系统
据 的读 取 、 储 、 控报 警 、 存 监 报表 打 印等 。其 中通信 是
最主要 的工作 , 通信程 序采用 V 6 0软件编 制 。通 信 B. 程序包 括 : 初始化程序 : 化程序 除了设 置初始 化 ① 初始 参数外 , 在计 算机 屏幕 上设 置 图形 控制 界 面。其 还要 内容包 括 : 向窗体添加 主要控 件 , 通用数据声 明部分 的 设定 , 响应工 作设 置 ; 发送 子程序 : ② 其作 用是 形成 符
P C负责所在 仓库现场 温湿度数 据采集 处理 和上 L 传工作 , 并参 照上位 机 下达 的温 湿 度设 定 值完 成各 仓
库温湿 度 的调 节控制工作 。P C的通信 程序 包括通 信 L 设定 程序 , 机发 布的各种命令 的解释及 执行 程序 , 计算
P C温湿度 数据采 集处理 的结果发送 到约定 的存储 单 L 元并 传送给 上位计算 机 , 程序 如图 7所示 。
4
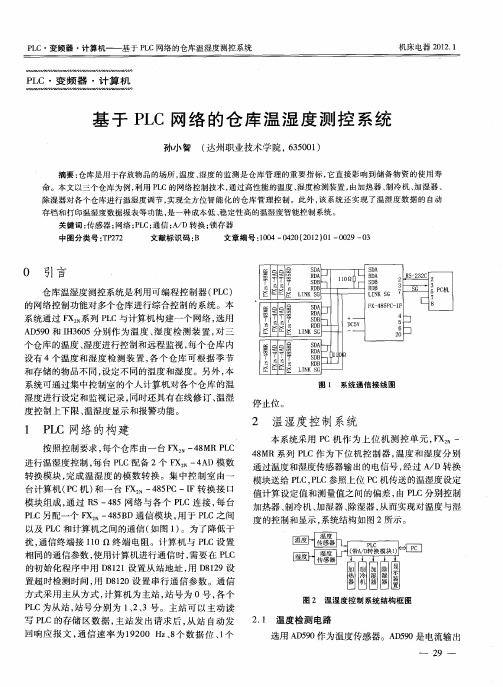
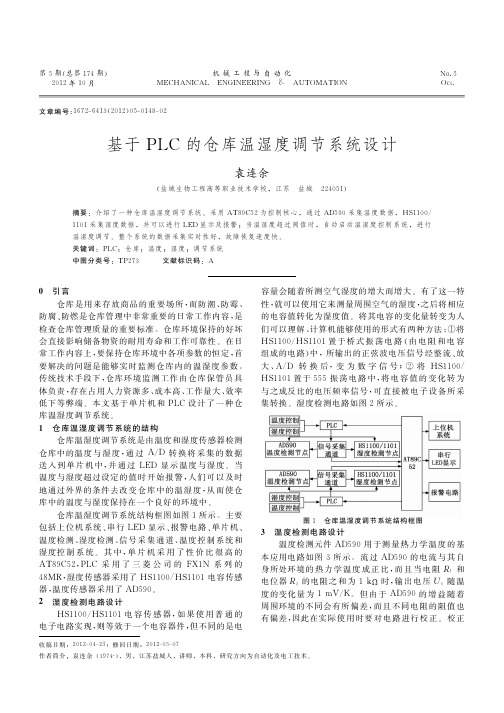
的网络控 制功能对 多个仓库进 行综合 控制 的系统 。本 系统通过 F 系列 P C与计 算机构 建一个 网络 , X L 选用 A 50和 I 3 0 D9 H 6 5分别 作为 温度 、 湿度 检 测装 置 , 三 对
重 萤 盆 9 F4 C L8 X8— 一5 I PF 焉 Dq DV B C I二 5 - 6
溅
图 2 温湿 度控 制系统结构框 图
2 1 温度 检测 电路 .
选用 A 50作为 温度传感 器。A 50是 电流输 出 D9 D9
~
2 — 9
机床 电器 2 1. 021
P C・ L 变频器 ・ 计算机—— 基于 P C网络 的仓库温湿度测控系统 L
型温度传感 器 , 抗干扰能力 很强 , 测温 范围为 一 5 c 其 5 c
基于PLC温湿度控制

。科 教 前 沿 0
S IN E&T C N OG F MA IN CE CΒιβλιοθήκη E H OL YI OR TO N
20 0 8年
第3 5期
基于 P C温 湿度控制 L
熊 印 国
( 宜春学院
【 摘
江西 宜春
要 温 湿度 控 制 是 一 种 非 线性 的 、 后 的 、 变 的复 杂 过 程 , 出 了一 种 模 糊控 制 的 PD参 数 模 糊 自调 整 方法 。 L 主要 用 于 现 场 实 滞 时 提 I PC
并 且 其指 令功 能 强 大 , 储 容量 也 比较 大 , 且 是 模 块 化结 构 , 充方 存 而 扩
便 。 这 里 使 用 光 洋 公 司 的 S 一 2 可 编 程 控制 器 。 R 1 f) 制 流程 如 下 : 1控
圈 1 温 湿 度 控 制 系 统 结构 图
2温 湿 度 控 制 系统 硬 件 设计 . 温 湿 度 控 制 系统 是 由 三 个 部 分 组 成 :1 信 息 采 集 和 信 号 输 入 部 () 分 , 包 括 采 集 多 点 的 温 度 , 仓 内空 气 的 湿度 ;2 息 转 换 与 处理 它 粮 ()信
孽
360 ) 3 00
【 关键 词 】 糊控 制 ; 模 温湿 度 ;L 传 感 器 P C;
1温湿 度 控 制 系统 原 理 .
温 湿 度 控 制 系统 的被 控 参 数是 温 度 和 湿 度 。 度 与湿 度 通 过 温 度 温
22 C 部 分 .PL
P C 主 要 用 于 现 场 实 地 检 测 及 控 制 , 成 数 据 处 理 , 制 粮 仓 内 L 完 控 同 并 传 感器 与湿 度 传 感器 输 出的 电 信 号 经过 A / 换 , 到 P D转 送 C机 内 。P 的 温 湿 度 : 时 将 控 制及 测 量 结 果 传 送 到 上 位 计 算 机 , 接 受 上 位 机 C 机 根据 温 湿 度 设 定值 与 测 量 值 之 间 的偏 差 和 偏 差 变 化 率 , 过 模 糊 自 的 指 令 。 经 P C是 一 种 新 型 的通 用 自动 控 制 装 置 , 将 传 统 的 继 电 器控 制 技 L 它 调 整 PD 的调 节 , 出控 制 信 号 , P I 送 将 C机 的 输 出分 成 加 热 、 冷 或 加 制 计 具 操 湿 、 风 机 信 号 , 人 PJ 来 分 别 控 制 加 热 阀 、 冷 阀 、 湿 阀 和 风 术 、 算 机 技 术 和 通 讯技 术 融 为 一 体 , 有 控 制 能 力强 、 作 灵 活 方 开 送 【 c 制 加 便 、 靠 性 高 适 宜 长 期 连 续 工 作 的 特 点 , 常 适 合 粮 仓 的 控 制 要 求 ; 可 非 机 . 而 实 现 了对 温 湿 度 的 控 制 。 从
基于PLC的粮仓通风控制系统设计
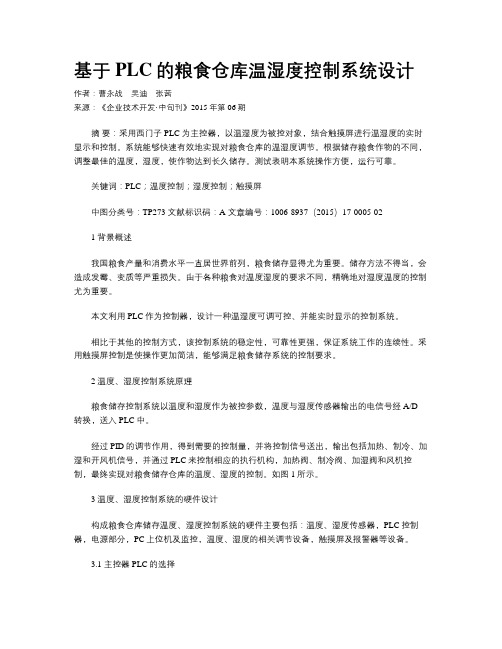
基于PLC的粮仓通风控制系统设计摘要我国粮食产量居世界前列粮食储存显得尤为重要。
储存方法不得当,会造成发霉、变质等严重损失,由于各神粮食对温度湿度的要求不同,准确控制湿度和温度尤为重要控制,为此本文设计了粮库自动通风系统,能够实时监测粮库的温湿度,并能实时监测粮库的温度和湿度,对粮食的存储起到了非常大的作用。
本设计采用PT100温度传感器以及QFA3160室内湿度传感器进行采集温湿度数据,监测部分采用组态MCGS进行监测,当粮仓储粮温湿度超过一定范围时,可实现通风操作。
关键词:PLC;温度传感器;湿度传感器;组态监控AbstractIt is particularly important for China's grain production to be in the forefront of the world. Improper storage methods will cause serious losses such as mildew and deterioration. Due to the different requirements of temperature and humidity, accurate control of humidity and temperature is particularly important. Therefore, the automatic ventilation system of grain depot is designed in this paper, which can monitor the temperature and humidity of grain depot in real time, and monitor the temperature and humidity of grain depot in real time, which plays a very important role in grain storage.In this design, PT100 temperature sensor and qfa3160 indoor humidity sensor are used to collect temperature and humidity data. Configuration MCGS is used to monitor the monitoring part. When the temperature and humidity of grain storage in the granary exceeds a certain range, ventilation operation can be realized.Key words:PLC; temperature sensor; humidity sensor; configuration monitoring目录摘要 (I)Abstract ........................................................................................................................ I I 第1章绪论 (1)1.1 课题的背景 (1)1.2 课题意义 (1)1.3 国内外研究现状 (1)1.4 本文的研究内容 (2)第2章系统概述 (3)2.1 系统设计主要技术指标与参数 (3)2.2 设计总体方案 (3)2.3 PLC的系统组成 (3)第3章系统的硬件设计 (6)3.1 传感器的选型与设计 (6)3.2 PLC的选型与模块配置 (6)3.3 监控方案的设计 (7)3.4 IO表分配 (7)3.5 设计硬件接线图 (7)第4章系统软件设计 (9)4.1 系统主程序 (9)4.2 程序介绍 (10)第5章监控设计及仿真 (13)5.1 MCGS组态监控 (13)5.2 仿真实现 (14)结论 (20)致谢 (21)参考文献 (22)致谢 (26)附录 (27)第1章绪论1.1 课题的背景温湿度与人类生产和生活密切相关,也是记忆中最常见、最基本的工艺参数。
基于PLC的温湿度控制系统

合 片室 除 湿 系 统 风 道 流 向示 意 图 如 图 1所 示 。图 中 : lF F 、2和 F 3是手 动调 节 风 阀 ; ~A A1 7 表示 管路 该处 的位置 标识符 号 。改造 内容包括 风
片室 中合 片环节工 序是影 响产 品质量 的重要 环节 之一 , 而合片室 内 的温度 和 相 对湿 度 对 玻璃 合 片
时 , 动 后 表 冷器 1 3 m n后 测 量值 还 大 于上 限 起 ; i 设定 值 时启 动后 表冷 2 同理 , 动后 表 冷 器 3和 ; 起
制冷系统 l的制冷 鼙是 5 . 8 MJh 4 1 / ;制冷 系 统 2的制 冷 是 5 .8MJh 制冷 系统 3的制冷量 是2 . / ; 4 1 / : 9 7MJh 制冷 系统 4的制
工程应 用 ・
低 压 电器 (0 1 o7) 21N .
2 。 1 。 1 。 8 C时 , 5 C、6 C、0 C、。 通过 开关 量控 制依 次启
目。 。 目 。 I 目 目 斟 昌
制 冷\ 冷\ 冷 \ 冷 \ 棉 制 制 制 滤
系统4\ 系统3\ 系统2\ 1 系统
动 相应 的表 冷器 , 否则停 机 。 () 2 4个后 表 冷 器 结 构 上 与 前 表 冷 器 相 同 ,
但其 控 制 手段 方法 上 不 同 , A 在 6回风 管 处 安 装 测 温传 感器 进行 温度 测 量 , 结 合 时 间进 行 开关 并 量 的控 制 , 当测 量 温 度 值 大 于 上 限设 定 值 2 l℃
46. 7 /h=1 0 k 8 2 MJ 3. W
限设 定值 2 % 时 , 止 除 湿 机 工 作 ; 3 停 除湿 机采 用
基于PLC的温湿度自动控制系统的设计

摘 要 :本 设 计 采 用 三菱 F X 2 N 系 列 可 编 程 控 制 器 来 实 现 温 室 大 棚 的 自动 化 控 制 。温 度 、湿 度 等 环 境 因子 在 植 物 生 长 过 程 中起 重 要 作 用 , 因此 在 检 测 环 境 因 子 时 ,要 考 虑 到 精度 、反 应 速 度 以及 方 便 设 备 连 接 等 问 题 ,故 采 用 温 湿 度 一 体 传 感 器 对 环 境 指 标 进 行 检 测 ,传 感 器 将
中 图 分类 号 :T P 2 7 1 + . 4 文 献 标 识 码 :A 文 章 编 号 :2 0 9 5 — 5 5 5 3 f 2 0 1 5 1 0 2 — 0 2 4 6 — 0 3
陈会 莲 , 谷 明月 , 郑艳博 , 闫颖 . 基于 P L C的 温 湿度 自动控 制 系 统 的设 计 [ J 】 . 中 国农 机 化学 报 , 2 0 1 5 , 3 6 ( 2 ) : 2 4 6 ~ 2 4 8 C h e n Hu i l i a n , G u Mi n g y u e , Z h e n g Y a n b o , Y a h Yi n g . D e s i g n o f a u t o m a t i c c o n t r o l s y s t e m o f t e m p e r a t u r e a n d h u m i d i t y b a s e d o n P L C l J 1 . J o u r n a l o f
由于P L C 的输 出触 点 负载 能 力 铰低 .如 果 由输 出
等 本 系 统 选 用 具 有 较 高 性 价 比 的 三 菱 F X 2 N系 列
P L C作 为 现 场 控 制 设 备 。 传 感 器 选 用 L T M8 9 0 1 ,它
基于PLC网络的仓库温湿度测控系统

图 4 湿度检测电路
2. 3 温湿度显示电路 仓库温湿度显示采用具有锁存、译码、驱动于一体
的 CD4511 芯片去驱动数码管来实现,用动态扫描方 式交替显示仓库的温度和湿度,CD4511 的数据输入端 A、B、C、D 分 别 接 PLC 的 四 个 输 出 端 ( Y000、Y001、 Y002、Y003) ,其中 A 为低位,D 为高位,CE 为锁存器 使能端,为低电平时数据输入,十位、个位、十分位分别 由 PLC 的输出端 Y004、Y005、Y006 控制,如图 5 所示。 2. 4 PLC 与外围器件的连接
1 PLC 网络的构建
按照控制要求,每个仓库由一台 FX2N - 48MR PLC 进行温湿度控制,每台 PLC 配备 2 个 FX2N - 4AD 模数 转换模块,完成温湿度的模数转换。集中控制室由一 台计算机( PC 机) 和一台 FX2N - 485PC - IF 转换接口 模块组成,通过 RS - 485 网络与各个 PLC 连接,每台 PLC 另配一个 FX2N - 485BD 通信模块,用于 PLC 之间 以及 PLC 和计算机之间的通信( 如图 1) 。为了降低干 扰,通信终端接 110 Ω 终端电阻。计算机与 PLC 设置 相同的通信参数,使用计算机进行通信时,需要在 PLC 的初始化程序中用 D8121 设置从站地址,用 D8129 设 置超时检测时间,用 D8120 设置串行通信参数。通信 方式采用主从方式,计算机为主站,站号为 0 号,各个 PLC 为从站,站号分别为 1、2、3 号。主站可以主动读 写 PLC 的存储区数据,主站发出请求后,从站自动发 回响应报文,通信速率为19200 Hz、8 个数据位、1 个
基于PLC的温湿度智能控制系统设计

国内东南大 学 、 国家 G P S工 程 中 心 、 武 汉 大 学 等 科研 院所 在 G P S姿 态 测 量 技 术 方 面 也 取 得 了一 些 科 研与应用成果 。 例如南京航空航 天大学利用 G P S O E M
其他导航测量系统等 , 可 以充分发挥各 自的优势。 参 考文献
HM l 及 PL C 控 制 系 统
如 图 3所 示 。输 出 电压 和相 对 湿 度 之 间 的关 系 可 以 用
显 示 装 置 与 输 出端 的 连 接 。
最小二乘法求得 :
Uo =1 . 07 9 +0 - 2 5 6 8 RH
4 0 0 0
o 3 0 0 0
/
, w' -
少到了 1 3 位, 不需 要 进 行 额 外 的 I / O 口扩 展 , 就 能 实 现 1 7个 L E D的动 态 显 示 。显示 方案 原 理 如 图 4所 示 。
检测 数值 , 先 用 环 境 温 度 和 设 定 温 度 进 行 比较 , 当 环 境 温 度 大 于 设 定 温 度 时 打 开 制 冷 阀 ,相 反 打 开 加 热 阀: 然 后 用 环 境 湿 度 和 设 定 湿 度 进 行 比较 , 当 环 境 湿 度高于设定湿度 时打开风机 , 相 反 时 大 开 加 湿 阀 。所
基于PLC的温湿度自动控制系统的设计

基于PLC的温湿度自动控制系统的设计空调系统的耗能量大,通常一栋建筑物总耗能量约有60%为空调系统所消耗。
当前建筑空调系统缺乏规范化管理,导致室内温度湿度缺乏合理的控制,从而导致资源的浪费。
本着节能减排的原则,本文从PLC自动控制技术作为切入点,探讨了基于PLC的温湿度自动控制系统的设计,在有效保证合理温湿度的基础上,达到温度湿度自动调节的目的,从而有效降低能源消耗,高效利用能源,希望能为相关人士提供些许参考。
标签:PLC;温湿度;自动控制;系统;设计基于PLC温湿度自动控制系统的设计,是从传统人工控制模式存在的弊端出发,以日本三菱公司生产的Fx2n系列的PLC自动控制器为核心,同时加入温度、湿度传感器作为检测装置,共同构建出一套室内温湿度自动调控系统,具体设计思路如下。
1 PLC技术的内涵概述PLC即可编程逻辑控制器,最初是应用在机械加工等工业领域的智能技术,能够通过预先的程序设定,来根据程序指令实现自动控制的功能[1]。
随着该技术的不断发展,以及各行业对自动控制的需求,现如今PLC技术已经延伸至多个行业,并均取得了较为理想的开展效果。
出于对节能减排的考量,笔者就尝试从PLC技术入手,构建基于PLC的温湿度自动控制系统,以满足节能减排的新时期要求。
2 系统的设计基于PLC的温湿度自动调节系统共包括PLC控制器、现场采集装置、信号传送装置、温湿度调节装置等几个模块。
首先在PLC模块中编辑程序,它通过信号传输装置和现场的采集装置、温度湿度调节装置相连,根据现场采集装置收集的温湿度结果,发出温度调节指令,并将指令传送至温度湿度调节装置上,实现自动调节温湿度的目的。
2.1 PLC控制器PLC是自动控制系统的核心模块,结合机型、容量、通信联网、功能扩展等,选择最佳性价比的三菱Fx2n-48mr型PLC自動控制器作为系统的核心控制模块。
2.2 温度传感器温度传感器是系统中负责采集实时温度的装置,本系统采用PTL00铂电阻作为温度采集装置,具有精度高、稳定的特点[2]。
基于PLC的仓库温湿度调节系统设计
第5期(总第174期)2012年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672-6413(2012)05-0148-02基于PLC的仓库温湿度调节系统设计袁连余(盐城生物工程高等职业技术学校,江苏 盐城 224051)摘要:介绍了一种仓库温湿度调节系统。
采用AT89C52为控制核心,通过AD590采集温度数据,HS1100/1101采集湿度数据,并可以进行LED显示及报警;当温湿度超过阀值时,自动启动温湿度控制系统,进行温湿度调节。
整个系统的数据采集实时性好,故障恢复速度快。
关键词:PLC;仓库;温度;湿度;调节系统中图分类号:TP273 文献标识码:A收稿日期:2012-04-23;修回日期:2012-05-07作者简介:袁连余(1974-),男,江苏盐城人,讲师,本科,研究方向为自动化及电工技术。
0 引言仓库是用来存放商品的重要场所,而防潮、防霉、防腐、防燃是仓库管理中非常重要的日常工作内容,是检查仓库管理质量的重要标准。
仓库环境保持的好坏会直接影响储备物资的耐用寿命和工作可靠性。
在日常工作内容上,要保持仓库环境中各项参数的恒定,首要解决的问题是能够实时监测仓库内的温湿度参数。
传统技术手段下,仓库环境监测工作由仓库保管员具体负责,存在占用人力资源多、成本高、工作量大、效率低下等弊端。
本文基于单片机和PLC设计了一种仓库温湿度调节系统。
1 仓库温湿度调节系统的结构仓库温湿度调节系统是由温度和湿度传感器检测仓库中的温度与湿度,通过A/D转换将采集的数据送入到单片机中,并通过LED显示温度与湿度。
当温度与湿度超过设定的值时开始报警,人们可以及时地通过外界的条件去改变仓库中的温湿度,从而使仓库中的温度与湿度保持在一个良好的环境中。
仓库温湿度调节系统结构框图如图1所示。
主要包括上位机系统、串行LED显示、报警电路、单片机、温度检测、湿度检测、信号采集通道、温度控制系统和湿度控制系统。
基于PLC和触摸屏的粮仓温湿度监测系统设计
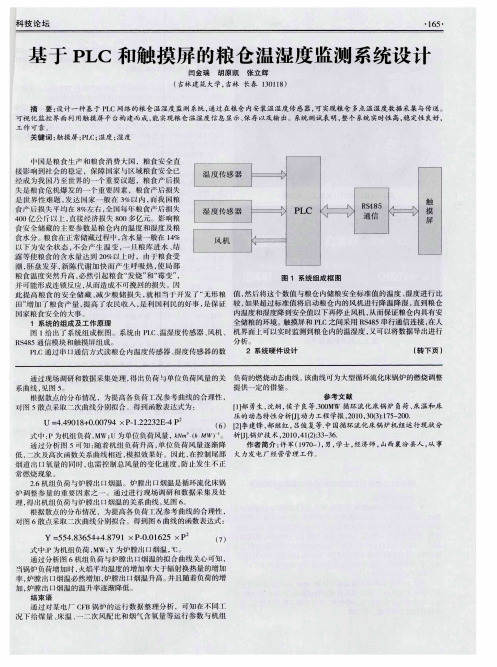
风 机 I
内温度和湿度 降到 安全值 以下再停止风机 , 从而保证粮仓内具有安 冈家粮食安全的大事 。 1 系统 的组 成 及 工作 原 理 全储粮的环境 。触摸屏和 P L C之间采用 R S 4 8 5串行通信 连接 , 在人 又可以将数据导出进 行 1 给j f _ . 了系统组成框 陶。系统m P l C、 温湿度传感器 、 风机 、 机界面 L可以实时监测到粮仓 内的温湿度 , R S 4 8 5通 信 模 块 和触 摸 屏 组 成 。 分 析 2 系统 硬 件 设 计 ( 转下页 ) P I ( 通过 串 口通 信方式滨粮 仓内温度传感器 、 湿度传感器的数
、U ,
Y =55 4. 83 6 54 +4. 87 9 l×P一 0. 01 6 25 ×P
r 7、
式 中: P为机 组 负 荷 , M W; Y为炉膛} } I 口烟 温 . 。 通过 分析图 6机组 负荷 与炉膛 f 1 J 口炯温的拟合 曲线关心可知 . 当锅炉 负荷增加 时 , 火焰平均温度的增加 率大 于辐射换 热量的增 加 率, 炉膛 L 叶 l 【 j 炯温必然增加 , 炉膛 出 口烟温升高 。 并且随着负荷的增 加, 炉膛 出口娴温 的温升率逐渐降低 结 束语 通过对 某电厂 C F B锅 炉 的运 行 数 据 整 理 分 析 ,可 知 在 不 同 _ I : 况 下给煤 量 、 床温 、 一二 次风配 比和烟 气禽氧量等运行 参数与机 组
. 该 曲线 可 为 大 型循 环 流化 床 锅 炉 的 燃烧 调 整 通 过现场渊研和数据 采集处理 , 得l 叶 J 负荷 与单 位负荷风量的关 负 茼 的燃 烧 动 态 曲线 . 系曲线 , 见陶 5 提 供 一 定 的借 鉴 。 根据散点的分布情况 ,为提高各负荷 1 一 况参 考曲线 的合理性 , 参 考 文 献 对 5敞点采取 二次曲线分别拟合。得到函数表达式 为: 『 1 1 郝 勇生 , 沈炯 , 侯子 良等. 3 0 0 M W 循环流化床锅 炉 负荷 、 床 温和床 压的动态特性 分析…. 动 力工程学报 , 2 0 1 0 , 3 O ( 3 ) : 1 7 5 — 2 0 0 . U =4. 4 9 0l 8 +0. 0 0 7 9 4 ×P。 1 . 2 2 2 3 2E- 4 P , 李建锋 , 郝继红 , 吕俊复等. 中国循环流化床锅炉机组运行现状 分 J 1 . 锅 炉技 术 , 2 0 1 0 , 4 1 ( 2 ) : 3 3 — 3 6 . 式I 1 1 : P为机组 负荷 , MW; U为单位负荷风量 , k N m ( ^MW) ’ 。 。 析【 通 过分析 罔 5可知 : 随着机组 负荷升高 , 单 位负荷风嚣逐 渐降 作者简介 : 许 军( 1 9 7 0 一 ) , 男, 学士 , 经济 师, 山西襄汾县人 , 从 事 低, 二 次 及 高 次 函数 关 系曲 线 相 近 , 模拟效果好 。【 大 l 此, 在 控 制 尾 部 火 力发 电 厂 经 营 管理 工 作 、 炯 道H { 1 1 氧量的同时 , 也 需 控 制 总 风 量 的变 化 速 度 , 防 止 发 生 不 正 常燃烧 现象。 2 . 6机绀 负荷 与炉膛 m¨娴温 。炉膛 } { J 【 J 烟温是循 环流化床锅 炉 渊整 参量 的重要 素之一 。通过进 行现场凋研 和数据采集 及处 理, 得 机组负荷 与炉膛 出口烟温的关系 } 拍线 , 见【 皋 1 6 。 根 据散点的分布情 况 ,为提高各负荷丁况参考 曲线 的合理性 , 对I 冬 1 6敞点采取 二次曲线 分别拟合。得 到图 6曲线 的函数表达式 :
基于PLC的仓库温、湿度智能控制系统设计

基于PLC的仓库温、湿度智能控制系统设计
史文武
【期刊名称】《中国新技术新产品》
【年(卷),期】2022()10
【摘要】该文根据企业仓库对货物的存储要求,设计了基于PLC的仓库温、湿度智能控制系统,根据仓储环境的基本要求,采用PID对温度和湿度进行控制,实现对仓库环境的温度和湿度自动控制的功能。
该文设计的PLC温、湿度智能化控制系统的
硬件部分主要包括S7-200型PLC、PT100型号温度和DHT11型号湿度传感器等。
在软件程序设计方面,该文重点设计了温、湿度信号的采集程序、温、湿度控制程
度以及温、湿度调用PID程序。
通过以上控制系统软件与硬件能够精确地对仓库
温度和湿度进行检测和控制,具有较强的适用性。
【总页数】4页(P11-13)
【作者】史文武
【作者单位】陕西能源电力运营有限公司
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于PLC的粮食仓库温湿度控制系统设计
2.基于单片机的仓库温湿度智能控制
系统设计3.基于PLC的温湿度智能控制系统设计4.基于PLC的粮食仓库温湿度控制系统设计5.基于PLC的工业仓库照明智能控制系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC和MCGS温湿度自动调节系统

'23gB7J
0"0# FB<>D?@B@>D7G@B@:B<=>7>?@AB@>D7 DEKA:??K6RL>MB@>D7AB<>DE>L=B7< @:L:C>?>D7d>B=6?>!$#"0$
<@<=仪器仪表室
仪器仪表室房屋面积约为 !$=0 "存放多种机房 常用仪器仪表"其中单价超过 !" 万元的仪器有频谱 分析 仪& 网 络 分 析 仪& 音 频 分 析 仪& H_;,& 场 强 仪& 红外线热成像仪等' 这些高精度仪器按照要求需存 放在 0" q0$p"湿度不超过 #"m环境下"必须存放 在干燥&通风的环境中"温湿度不能有剧烈的变化' 过冷或过热会使精密仪器内部器件会有微小的形 变"长时间存放在这种环境下会使仪器内器件损坏" 通过外表很难发现"但是在使用中会引入附加误差" 造成指标测量不准确"无法真实的反映出发射机运 行状态"间接影响安全播音'
摘要常用的库房环境检测方法是使用温湿度表电子式温湿度计通过人工巡视查看进行检测对不符合温度和 湿度要求的库房进行通风除湿和降温等工作 为改进这种人工测量手动操作的工作模式让测量手段更具有科 学性提出了温湿度自动调节系统具有精确度高自动调节远程控制数据自动存储等功能 温湿度控制系统主 要是利用传感器控制器和执行器选取温度和相对湿度作为被控变量对紧急备件库真空器件室仪器仪表室的 温湿度进行检测及调节保持电子器件真空电容电子管仪器仪表存放在适宜的范围内 系统上位机采用 _4`G 组态软件的画面监控报警实时监测数据控制系统核心采用 G. /0"" 型 ('4 关键词温湿度检测自动调节G. /0"" 型 ('4_4`G 组态软件 中图分类号&(0).+文献标识码,+文章编号!-.) /#.*)0"!1 增 /"".$ /"-
基于PLC的粮食仓库温湿度控制系统设计
基于PLC的粮食仓库温湿度控制系统设计作者:曹永战吴迪张茜来源:《企业技术开发·中旬刊》2015年第06期摘要:采用西门子PLC为主控器,以温湿度为被控对象,结合触摸屏进行温湿度的实时显示和控制。
系统能够快速有效地实现对粮食仓库的温湿度调节。
根据储存粮食作物的不同,调整最佳的温度,湿度,使作物达到长久储存。
测试表明本系统操作方便,运行可靠。
关键词:PLC;温度控制;湿度控制;触摸屏中图分类号:TP273 文献标识码:A 文章编号:1006-8937(2015)17-0005-021 背景概述我国粮食产量和消费水平一直居世界前列,粮食储存显得尤为重要。
储存方法不得当,会造成发霉、变质等严重损失。
由于各种粮食对温度湿度的要求不同,精确地对湿度温度的控制尤为重要。
本文利用PLC作为控制器,设计一种温湿度可调可控、并能实时显示的控制系统。
相比于其他的控制方式,该控制系统的稳定性,可靠性更强,保证系统工作的连续性。
采用触摸屏控制是使操作更加简洁,能够满足粮食储存系统的控制要求。
2 温度、湿度控制系统原理粮食储存控制系统以温度和湿度作为被控参数,温度与湿度传感器输出的电信号经A/D 转换,送入PLC中。
经过PID的调节作用,得到需要的控制量,并将控制信号送出,输出包括加热、制冷、加湿和开风机信号,并通过PLC来控制相应的执行机构,加热阀、制冷阀、加湿阀和风机控制,最终实现对粮食储存仓库的温度、湿度的控制。
如图1所示。
3 温度、湿度控制系统的硬件设计构成粮食仓库储存温度、湿度控制系统的硬件主要包括:温度、湿度传感器,PLC控制器,电源部分,PC上位机及监控,温度、湿度的相关调节设备,触摸屏及报警器等设备。
3.1 主控器PLC的选择PLC作为工业控制器,其系统构成灵活,扩展容易,以开关量控制为其特长,能进行连续过程的PID回路控制。
我们选用的是西门子的S7-300CPU315-2PN/DP模块化微型PLC系统,它能满足中、小规模的性能要求足和适应自动化控制任务简单实用的分布式结构和多界面网络能力,使得应用十分灵活各种性能的模块可以非常好地满够满足该控制系统,并且也能够满足后序功能的扩展要求。
基于PLC的温度监控系统设计

基于PLC的温度监控系统设计介绍本文档旨在设计一个基于PLC(可编程逻辑控制器)的温度监控系统。
该系统可以实时监测和控制温度参数,用于保持设定的温度范围内。
以下是该系统的设计要点。
功能和特性1. 温度传感器:系统使用温度传感器来测量环境温度,并将数据传输给PLC进行处理。
2. PLC控制器:PLC是系统的核心控制单元,通过编程来接收和处理温度传感器的数据,并采取相应的控制措施。
3. 温度控制算法:PLC根据预设的温度范围,采用适当的控制算法来控制温度。
4. 控制执行器:系统会根据温度控制算法的结果,通过执行器来控制温度,如打开或关闭空调、加热器等设备。
5. 实时监控界面:系统提供一个界面用于实时监控当前温度和控制状态,并提供报警功能以警示异常温度。
设计流程步骤1:传感器接入将温度传感器适配至PLC输入模块,确保传感器能够准确测量环境温度。
步骤2:PLC编程通过PLC编程软件,编写程序来控制温度。
程序应包括以下功能:- 读取温度传感器的数据- 判断当前温度是否在设定的温度范围内- 根据判断结果采取相应的控制措施步骤3:控制执行器编程控制执行器,使其根据PLC控制算法的结果进行相应的温度控制操作,如打开或关闭空调、启动或关闭加热器等。
步骤4:实时监控界面设计并实现一个实时监控界面,用于显示当前温度和控制状态,并提供报警功能以警示异常温度。
界面可以通过人机界面(HMI)或远程监控软件实现。
系统优势- 实时监控:系统能够实时监控温度参数,并根据需要采取控制措施。
- 自动化控制:PLC编程实现了温度控制的自动化,无需人工干预。
- 灵活性:系统可根据实际需求进行定制和扩展,以满足不同场景下的温度控制需求。
- 可靠性:PLC作为稳定可靠的控制器,能够保证系统的稳定性和可靠性。
结论基于PLC的温度监控系统设计旨在实现自动化的温度控制,并提供了实时监控和报警功能。
该系统具有灵活性和可靠性,并可根据需求进行定制和扩展。
基于plc的温度和湿度检测和显示(毕业设计)

基于plc的温度和湿度的检测和显示摘要本论文主要讲述了基于西门子S7-200系列可编程控制器(PLC)为主要的控制元件,实现对环境的温度和湿度进行实时检测和显示,并同时实现对时间进行显示和校正等功能的显示装置的设计方法。
本设计的传感器部分采用集成温度和湿度传感器,集成传感器具有功能强、精度高、响应速度快、体积小、微功耗、价格低、适合远距离传输信号等特点。
集成传感器的外围电路简单,具有较高的性价比。
经过选择集成温度传感器采用电压输出式单片精密集成温度传感器LM35系列产品;集成湿度传感器选择线性电压输出式集成湿度传感器 HM1500,它的主要特点是采用恒压供电、内置放大电路、能输出与相对湿度呈比例关系的伏特级电压信号、响应速度快、重复性好、抗污染能力强。
显示部分采用LED七段码进行显示,本装置一共使用了十七个LED数码管进行显示,能够同时显示当时环境的温度、湿度和时间,还可以显示年月日等信息,并能实现当环境的温湿度超过一定范围时进行报警的功能。
关键词:PLC;温度传感器;湿度传感器;LED显示装置The design of detection and display about the temperatureand humidity based on PLCAbstractThis paper mainly based on Siemens S7-200 series programmable controller (PLC) for the control of the main components realize the environmental temperature and humidity for real-time detection and display, and to simultaneously achieve right time and calendar set up for display and function display devices design methods.The design of the sensor using integrated temperature and humidity sensors, sensor integration with functional and high accuracy. Fast response, small size, very low-power, low price, suitable for long-distance signal transmission characteristics. Integrated sensor external circuit is simple and low cost and high performance. Selected integrated temperature sensor output voltage precision-integrated single-chip temperature sensor LM35 series of products; Integrated humidity sensor option linear voltage-output integrated humidity sensors HM1500. Its main feature is the constant voltage power supply, a built-in amplifier, can be output with the relative humidity is the ratio between the voltage level signal voltage, fast response and good reproducibility, anti-pollution capability. LED used in some of the display code in paragraph 107, the device used a total of 17 LED digital tubes, can also showed that environmental temperature, humidity and time, can also display information such as the date, and the environment can be achieved when the temperature and humidity of more than a certain scope for alarm functions.Key words:PLC; Temperature sensor; Humidity sensor; LED display devices目录摘要Abstract目录第一章引言1.1 课题的背景和意义第二章系统简介及方案论证2.1 系统设计主要技术指标与参数2.2 设计方案的论证第三章可编程控制器概述3.1 PLC的系统组成与工作原理3.1.1 PLC的组成结构3.1.2 PLC的扫描工作原理3.2 PLC的发展趋势第四章系统的硬件方案与设计4.1 传感器的选型与设计4.1.1 集成温度传感器介绍与选型4.1.2 集成湿度传感器介绍与选型4.2 PLC的选型与模块配置4.2.1 PLC的选型原则4.2.2 本系统中可编程序控制器的选取及其特点4.3显示方案的设计4.3.1 与LED显示相关的知识4.3显示方案的设计4.3.1 与LED显示相关的知识4.3.2 显示方案的设计4.4 工作电源部分第五章系统软件设计5.1 显示系统主程序5.1.1 温度读入子程序5.1.2 湿度读入子程序5.1.3 显示子程序5.1.4 实时时钟指令5.2 程序清单结论参考文献致谢附录1.主程序梯形图及指令表2.时钟初始化子程序0梯形图及指令表3.实时时钟读入子程序1梯形图及指令表4.温度读入子程序2梯形图及指令表5.湿度读入子程序3梯形图及指令表6.显示子程序4梯形图及指令表7.中断0(调时闪)梯形图及指令表8.中断1(报警闪)梯形图及指令表第一章引言1.1 课题的背景和意义温度、湿度和人类的生产、生活有着密切的关系,同时也是工业生产中最常见最基本的工艺参数,例如机械、电子、石油、化工等各类工业中广泛需要对温度、湿度的检测与控制。
基于PLC的温度监控系统的设计
基于PLC的温度监控系统的设计摘要:温度监控系统是目前工业领域中的一个重要应用。
本文介绍了一种基于可编程逻辑控制器(PLC)的温度监控系统设计。
该系统通过PLC实现温度数据采集、处理和控制。
以西门子S7-200系列PLC为核心,通过温度传感器、人机界面和执行机构等模块对温度进行监控和控制。
系统可以实现远程数据通信,可以对温度进行实时监控与调节。
关键词:可编程逻辑控制器(PLC),温度监控,数据通信概述温度是指物体分子间热运动的程度,通常用度量温度的单位摄氏度(℃)、华氏度(℉)、开尔文(K)等来表示。
在许多工业和实验室应用中,温度是一项非常重要的参数。
效果好的温度监控系统可以帮助保持良好的工业环境,提高生产效率,并确保实验室实验结果的准确性。
然而人工监控温度的方式效率低下且成本较高。
因此,本文提出了一种基于PLC的温度监控系统设计理念,该系统的核心是PLC。
它不需要大量的人员参与,可以实现对温度的自动采集、处理、控制和监控,从而提高了监控温度的效率,并降低了监控成本。
PLC的基本功能PLC是可编程逻辑控制器的缩写。
PLC是一个通用的工业计算机,在工业自动化控制中广泛应用。
它有良好的可靠性、稳定性以及扩展性,能够执行监控和控制,可以广泛应用于许多领域。
因此,PLC也可以作为控制工业温度的一个强有力的工具。
PLC的结构PLC的中央处理器(CPU)是整个PLC系统的核心。
除CPU以外,PLC系统还包括存储器、输入/输出(I/O)模块、通信模块、编程设备、操作面板等元件,如图所示。
PLC的输入模块和输出模块是PLC系统采集和输出外部信号的主要设备。
输入模块可以采集外部温度传感器的信号并将其发送到CPU。
而输出模块可以将CPU输出的信号传递给执行机构,如电磁阀、电动机等。
PLC的编程语言PLC的编程语言是通常采用类似于C语言的语言进行编程。
本系统使用的编程软件为西门子的STEP7 Micro/Win。
设计思路本文设计的温度监控系统采用了S7-200系列PLC和数字温度传感器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. 3 PLC 的温湿度控制程序 PLC 的温湿度控制程序主要包括主程序和中断处
理、执行机构控制、显示等子程序。主程序完成器件的 初始化,并判断有无中断请求,然后根据判断结果调用 相应的子程序,温湿度控制主程序流程图如图 8 所示。
图 8 PLC 的温湿度控制程序流程图
4 结束语
PLC·变频器·计算机———基于 PLC 网络的仓库温湿度测控系统
櫍櫍櫍櫍櫍櫍櫍櫍櫍櫍櫍 PLC·变频器·计算机 櫍櫍櫍櫍櫍櫍櫍櫍櫍櫍櫍
机床电器 2012. 1
基于 PLC 网络的仓库温湿度测控系统
孙小智 ( 达州职业技术学院,635001)
摘要:仓库是用于存放物品的场所,温度、湿度的监测是仓库管理的重要指标,它直接影响到储备物资的使用寿
图 4 湿度检测电路
2. 3 温湿度显示电路 仓库温湿度显示采用具有锁存、译码、驱动于一体
的 CD4511 芯片去驱动数码管来实现,用动态扫描方 式交替显示仓库的温度和湿度,CD4511 的数据输入端 A、B、C、D 分 别 接 PLC 的 四 个 输 出 端 ( Y000、Y001、 Y002、Y003) ,其中 A 为低位,D 为高位,CE 为锁存器 使能端,为低电平时数据输入,十位、个位、十分位分别 由 PLC 的输出端 Y004、Y005、Y006 控制,如图 5 所示。 2. 4 PLC 与外围器件的连接
中图分类号:TP272
文献标识码:B
文章编号:1004 - 0420(2012)01 - 0029 - 03
0 引言
仓库温湿度测控系统是利用可编程控制器( PLC) 的网络控制功能对多个仓库进行综合控制的系统。本 系统通过 FX2N系列 PLC 与计算机构建一个网络,选用 AD590 和 IH3605 分别作为温度、湿度检测装置,对三 个仓库的温度、湿度进行控制和远程监视,每个仓库内 设有 4 个温度和湿度检测装置,各个仓库可根据季节 和存储的物品不同,设定不同的温度和湿度。另外,本 系统可通过集中控制室的个人计算机对各个仓库的温 湿度进行设定和监视记录,同时还具有在线修订、温湿 度控制上下限、温湿度显示和报警功能。
命。本文以三个仓库为例,利用 PLC 的网络控制技术,通过高性能的温度、湿度检测装置,由加热器、制冷机、加湿器、
除湿器对各个仓库进行温湿度调节,实现全方位智能化的仓库管理控制。此外,该系统还实现了温湿度数据的自动
存档和打印温湿度数据报表等功能,是一种成本低、稳定性高的温湿度智能控制系统。
关键词:传感器; 网络; PLC; 通信; A / D 转换; 锁存器
工业出版社,2004: 80 - 91. [5] 田淑珍. 可编程序控制器原理及应用[M]. 北京: 机械
工业出版社,2005: 102 - 134. [6] 殷建国. 检测与传感器技术[M]. 北京: 人民邮电出版
社,2008: 147 - 161. [7] 张鹤鸣. 可编程序控制器的原理及应用教程[M]. 北
以 FX2N - 48MR 型可编程控制器构建的网络仓库
檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪殏
檪檪檪檪檪檪檪檪檪檪统,具有成本低廉、可靠性高、反应灵敏、 能耗低、和扩展性好的特点,特别适用于大型仓库中多 点温度和湿度的检测与控制。它克服了电子式温湿度 控制系统电路复杂、控制精度低的特点,由于具有与上 位机通信功能,很方便进行对仓库温湿度的集中管理。 该设备通用性强,升级方便,经简单的改进,就可以广 泛的应用在粮库、档案馆、机房、特殊材料加工场等场 所,为国防、工业、农业等的各个方面服务。
1 PLC 网络的构建
按照控制要求,每个仓库由一台 FX2N - 48MR PLC 进行温湿度控制,每台 PLC 配备 2 个 FX2N - 4AD 模数 转换模块,完成温湿度的模数转换。集中控制室由一 台计算机( PC 机) 和一台 FX2N - 485PC - IF 转换接口 模块组成,通过 RS - 485 网络与各个 PLC 连接,每台 PLC 另配一个 FX2N - 485BD 通信模块,用于 PLC 之间 以及 PLC 和计算机之间的通信( 如图 1) 。为了降低干 扰,通信终端接 110 Ω 终端电阻。计算机与 PLC 设置 相同的通信参数,使用计算机进行通信时,需要在 PLC 的初始化程序中用 D8121 设置从站地址,用 D8129 设 置超时检测时间,用 D8120 设置串行通信参数。通信 方式采用主从方式,计算机为主站,站号为 0 号,各个 PLC 为从站,站号分别为 1、2、3 号。主站可以主动读 写 PLC 的存储区数据,主站发出请求后,从站自动发 回响应报文,通信速率为19200 Hz、8 个数据位、1 个
图 1 系统通信接线图
停止位。
2 温湿度控制系统
本系统采用 PC 机作为上位机测控单元,FX2N - 48MR 系列 PLC 作为下位机控制器,温度和湿度分别 通过温度和湿度传感器输出的电信号,经过 A / D 转换 模块送给 PLC,PLC 参照上位 PC 机传送的温湿度设定 值计算设定值和测量值之间的偏差,由 PLC 分别控制 加热器、制冷机、加湿器、除湿器,从而实现对温度与湿 度的控制和显示,系统结构如图 2 所示。
PLC·变频器·计算机———基于 PLC 网络的仓库温湿度测控系统
机床电器 2012. 1
值子程序; ⑨发送关机命令子程序; 瑏瑠定时读取温度测 量子程序。 3. 2 PLC 的通信程序
PLC 负责所在仓库现场温湿度数据采集处理和上 传工作,并参照上位机下达的温湿度设定值完成各仓 库温湿度的调节控制工作。PLC 的通信程序包括通信 设定程序,计算机发布的各种命令的解释及执行程序, PLC 温湿度数据采集处理的结果发送到约定的存储单 元并传送给上位计算机,程序如图 7 所示。
参考文献: [1] 姚永刚. 机床电器与可编程序控制器[M]. 北京: 机械
工业出版社,2008: 173 - 195. [2] 张万忠. 可编程序控制器应用技术[M]. 北京: 化学工
业出版社,2001: 46 - 60. [3] 邹金慧. 工厂电器控制技术 2 版[M]. 北京: 清华大学出
版社,2009: 40 - 73. [4] 戴一平. 可编程序控制器技术及应用[M]. 北京: 机械
作为高新技术企业、科技小巨人企业的友邦电气 集团始终以创新为动力,推动企业更大的发展。
— 31 —
檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪殏
2011 年 11 月 28 日,2011 电力行业创新评价活动 暨颁奖盛典活动在上海世博展览馆举行,上海友邦电 气集团 喜 获“2011 电 力 行 业 创 新 企 业 50 强”荣 誉 称号。
此次评选活动是《现代电网》杂志、国际电力产业 网联合行业协会学会以“发展创新,引领突破”为 主 题,精心 设 置 的“2011 电 力 行 业 创 新 企 业 TOP50 ”、 “2011 电力行业十大创新人物奖”等奖项。该活动自 2011 年 8 月 1 日起报名,经过初审、入围公示、接受投 票、专家评审等环节,以“科技实力、创新成果和市场业 绩”为评价依据,严格依照“发展创新,引领突破”的主 题要求,最终评选出了年度最具实力和影响力的创新 企业 TOP50。
图 2 温湿度控制系统结构框图
2. 1 温度检测电路 选用 AD590 作为温度传感器。AD590 是电流输出 — 29 —
机床电器 2012. 1
PLC·变频器·计算机———基于 PLC 网络的仓库温湿度测控系统
型温度传感器,抗干扰能力很强,其测温范围为 - 55 ℃ ~ + 150 ℃ ,工作电压范围在 4 V ~ 30 V 之间,输出电 阻为 710 mΩ,精度高,很适合远距离测量,不需要专门 的温度补偿电路。温度测量电路如图 3 所示,温度测 量电路是将温度信号变成 0 V ~ 10 V 电压信号后送入 FX2N - 4AD 模数转换器中,图中的 R1 为精密电阻,当 温度每变化 1 ℃ ,R1 两端的电压变化 1 mV。每个仓库 有 4 个 AD590 温度传感器,其测量电路分别接在 FX2N - 4AD 的 CH1、CH2、CH3、CH4 通道中。
3. 1 计算机的通信程序
计算机在本系统中担任监控任务,各仓库 PLC 的 开关控制,各仓库的温湿度设定,以及各仓库温湿度数 据的读取、存储、监控报警、报表打印等。其中通信是 最主要的工作,通信程序采用 VB6. 0 软件编制。通信 程序包括: ①初始化程序: 初始化程序除了设置初始化 参数外,还要在计算机屏幕上设置图形控制界面。其 内容包括: 向窗体添加主要控件,通用数据声明部分的 设定,响应工作设置; ②发送子程序: 其作用是形成符 合计算机链接协议的发送命令报文; ③求校验和子程 序: 其作用是为了将低位字节转换成 ASCⅡ码后,附在 输入数据值后面; ④显示子程序: 接收各仓库数据,分 别显示在不同文本框中; ⑤校验子程序; ⑥接收子程 序: 接收和显示数据,若通信出错,调用出错处理子程 序进行处理; ⑦发送开机命令子程序; ⑧发送温度设定
Y000 ~ Y006,加热器、制冷机、加湿器、除湿器分别由 继电器 KA1 、KA2 、KA3 、KA4 控制,KA1 ~ KA4 分别接在 FX2N - 48MR 系列 PLC 的输出端 Y010 ~ Y013,由 PLC 对其进行控制。
图 3 温度检测电路
图 5 温湿度显示电路
2. 2 湿度检测电路 每个仓库有 4 个湿度传感器,其测量电路分别接
如图 6 所示,温湿度接 FX2N - 4AD,显示电路接 — 30 —
图 6 PLC 的外围连接
3 系统的程序设计
本系统程序主要包括: 计算机、PLC 的通信程序、 PLC 的温湿度控制程序。计算机通信程序采用 VB6. 0 软件编制,PLC 的通信程序采用梯形图编程,PLC 的温 湿度控制程序采用流程图编制。
在另一个 FX2N - 4AD 的 CH1、CH2、CH3、CH4 通道中, 选用 IH3605 作为湿度传感器。IH3605 是电容式湿度 传感器,具有线性度好、精度高、互换性强和输出电压 范围大的优点,其内部集成有信号调节电路,其测量的 湿度范围为( 0 ~ 100) % RH,精度为 ± 2% RH,工作电压 为 4 V ~ 5. 8 V,工作温度为 - 40 ℃ ~ + 85 ℃ ,其输出电 压是供电电压、湿度、温度的函数,当电源电压升高,其 输出电压将成比例升高,湿度测量电路如图 4 所示。