CEN ISO TR 15608
EN150853ISO9013 演示文稿

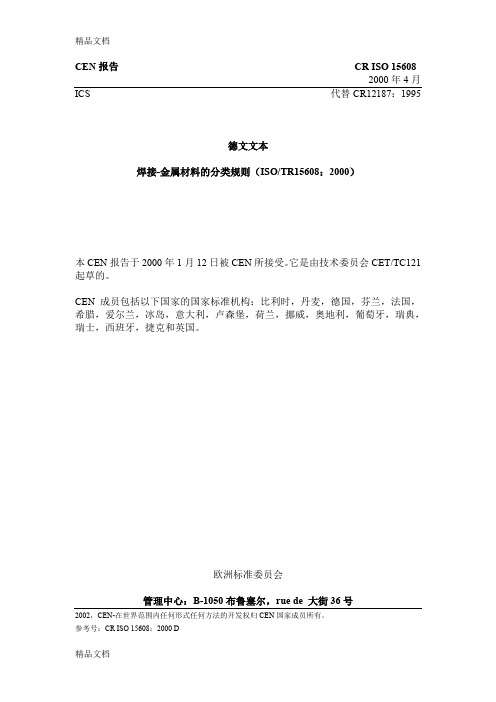
■ 3.9 顶部边缘溶解r 测量上部边缘切割形成特性 注释:上部边缘可以是陡沿熔化边缘或者突出切削
边缘 ■ 3.10 刨削槽 对不规则的宽度深度以及形状进行冲刷或掏槽最好
是沿着切削厚度方 向这样可以其他形式的切削面
A 切削方向 B 进给方向
■ 5.2.3有关焊接性能等级的螺柱焊接缺陷质量等 级
■ 螺柱焊接的接头只允许采用焊接性能等级CP C3 和 CP D,并应满足EN ISO 14555 的要求。
■ 如果不能达到焊接性能等级,设计人员应当降 低应力等级或改变设计。
■ 5.2.4 电阻点焊、多点凸焊和电阻缝焊的质 量要求
■ 电阻点焊、多点凸焊和电阻缝焊的质量要求在 表 2 中定义。有关表面质量,适用表T.3。
■ 如果合同中有要求,设计人员对每个焊缝安全等级的验 收应经过客户和/或国家安全部门的批准。
■ 为了确定安全等级,还应考虑到附录G。
■ 表 3焊接性能等级与检查等级之间的对应关系
焊接性能等级
检查等级最低要求
CPA
CT 1
CPB
CT 2
CPC1
CT 2
CPC2
CT 3
CPC3
CT4
■ 4.8 应力等级、安全等级、焊接性能等级、缺陷 质量等级、检查等级和试验之间的关系
a 加工件厚度 b 切割厚度(可能性最大) c 榫头深度/切割厚度可能性最大 d 切割厚度第二可能性 e 切割长度
3.2.3 切削类型
1 垂直切割 2 倾斜式切割 3 倾斜式切割2 次切割
■ 3.3切削速度 ■ 是指在工具例如火焰喷管与工件之间的相对速度 ■ 3.4 切缝宽度 ■ 由切割射流产生的切割顶边缘或存在的顶边缘融
(完整版)EN15085-3(中文版)

(完整版)EN15085-3(中⽂版)欧洲标准EN 15085-32007年10⽉份ICS25.160.10;45.060.01德语版本铁路应⽤——轨道机车车辆以及轨道机车车辆部件的焊接第三部分:设计规定铁路应⽤——轨道机车车辆以及轨道机车车辆部件的焊接第三部分:设计规定铁路应⽤——轨道机车车辆以及轨道机车车辆部件的焊接第三部分:设计规定本欧洲标准由CEN于2007年8⽉26⽇通过。
在满⾜CEN/CENELEC议程的条件下,CEN成员国有权把本欧洲标准不做任何变更⽤作⼀种国家标准。
您可以根据需要在管理中⼼或者在任何CEN成员国处购买现有清单中本国家标准的最新版本,包括与其书⽬相关的说明。
本欧洲标准存在三种官⽅版本(德语,英语,法语),由CEN成员国⾃⼰负责翻译成本国语⾔的、并告知了中⼼秘书处的其它语⾔版本具有与官⽅版本⼀样的地位。
CEN成员国由以下国家的国家标准化研究所组成:⽐利时,保加利亚,丹麦,德国,爱沙尼亚,芬兰,法国,希腊,爱尔兰,冰岛,意⼤利,拉脱维亚,⽴陶宛,卢森堡,马⽿他,荷兰,挪威,奥地利,波兰,葡萄⽛,罗马尼亚,瑞典,瑞⼠,斯洛伐克,斯洛⽂尼亚,西班⽛,捷克共和国,匈⽛利,⼤不列颠联合王国与塞浦路斯。
CENELEC欧洲标准化委员会管理中⼼:rue de Stassart 35,B-1050布鲁塞尔⽬录页码前⾔ (5)序⾔ (6)1、适⽤范围 (7)2、标准参阅 (7)3、概念 (8)4、设计规定 (8)4.1 概述 (8)4.2 静⼒强度 (9)4.3 疲劳强度 (9)4.4 应⼒状态以及应⼒利⽤ (9)4.5 安全需求 (10)4.6 焊缝质量等级 (10)4.7 焊缝检验等级 (11)4.8 应⼒状态、安全需求、焊缝质量等级、缺陷的质量标号、焊缝检验等级与检验之间的关系 (12)5、缺陷评价等级 (12)5.1 概述 (12)5.2 缺陷评价等级 (12)6、母材与焊丝的选择 (15)6.1 母材的选择 (15)6.2 焊丝的选择 (15)7、焊缝的结构/形状 (15)7.1 概述 (15)7.2 冷成形区域的焊接 (16)7.3 ⽣产规定 (16)7.4 焊接图纸上的说明 (28)附件A(仅供参考)焊缝清单 (29)附件B(仅供参考)焊缝的坡⼝预加⼯ (30)附件C(仅供参考)塞焊的焊接坡⼝预加⼯ (39)附件D(仅供参考)涉及到应⼒状态与焊缝检验等级的连接形式 (40)附件E(仅供参考)检查焊接接头⽤流程图 (41)附件F(标准参阅)电接触点焊 (42)F.1 概述 (42)F.2 最低剪拉⼒ (46)附件G(仅供参考)焊接安全需求规定 (48)附件H(仅供参考)6000系列铝材挤压成形件的焊接——提升碰撞安全性的Aljoin项⽬建议 (49)参考⽂献 (50)页码插图1——拉板中带有较⾼应⼒的箱形梁⽰例 (17)插图2——具有不同板厚的部件上的对接焊缝 (18)插图3——塞焊缝与长孔焊缝的可焊接性与可接近性 (19)插图4——塞焊缝与长孔焊缝⽤尺⼨ (19)插图5——熔化区域的最⼩距离 (20)插图6——垂直安装在纵向焊缝上的加强筋 (20)插图7——⾃由切削 (20)插图8——⽀座与加强板末端的结构 (21)插图9——⽀座形状 (21)插图10——端部周边焊 (22)插图11——⾓焊缝⽤边缘距离 (22)插图12——搭接焊缝⽤最⼩搭接尺⼨ (23)插图13——对接焊缝⽤引弧板与收弧板⽰例 (23)插图14——带有由卡死引起的内应⼒的焊缝 (24)插图15——混合连接形式 (25)插图16——腐蚀位置 (25)插图17——焊缝过渡区域的矫正 (26)插图18——断续焊缝 (28)插图D.1——与应⼒状态与焊缝检验等级有关的连接形式 (40)插图F.1——⾓型材与板材的电接触点焊 (42)插图F.2——板材的电接触点焊,单⾏ (43)插图F.3——板材的电接触点焊,双⾏ (43)插图F.4——板材的电接触点焊,双⾏,交叉 (43)页码表格1——应⼒状态 (9)表格2——焊缝质量等级 (10)表格3——焊缝质量等级与焊缝检验等级之间的关系 (11)表格4——应⼒状态、安全需求、焊缝质量等级、缺陷性的质量标号、焊缝检验等级与检验之间的关系 (12)表格5——涉及到焊缝质量等级的钢材的评价等级 (13)表格6——涉及到焊缝质量等级的铝材与铝合⾦的评价等级 (13)表格7——涉及到焊缝质量等级的钢材的激光束焊接与电⼦束焊接⽤评价等级 (14)表格8——涉及到焊缝质量等级的铝材与铝合⾦的激光束焊接与电⼦束焊接⽤评价等级 (14)表格9——冷成形区域的焊接(适⽤于钢材) (16)表格B.1——焊缝的坡⼝预加⼯与坡⼝厚度 (31)表格C.1——塞焊的焊接坡⼝预加⼯与坡⼝厚度 (39)表格F.1——焊点距与边缘距 (42)表格F.2——质量要求 (44)表格F.3——表⾯质量等级 (46)表格F.4——适⽤于焊接质量等级CP C1,CP C2与CP C3的钢材的电接触点焊的最低剪拉⼒ (47)表格F.5——适⽤于焊接质量等级CP C1,CP C2与CP C3的铝材与铝合⾦的电接触点焊的最低剪拉⼒ (47)本标准(15085-3:2007)由CEB/TC 256“铁路设施”技术委员会制定,其秘书处受DIN标准委员会领导。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介绍

MCC 与JGJ81比较《钢结构焊接规范》调整、新增内容
4 在第五章“焊接连接构造设计”,对设计施工图和制作详图的 焊接技术要求给出了明确规定,并建议作为强条,这样规定有 利于钢结构焊接工程各方职责分明,避免由于相互扯皮影响工 程质量;
5 参照《钢结构设计规范》GB/T50017 ,并借鉴欧美国家先进标 准规定,结合国内特点,对焊接质量等级的划分原则作出了规 定,增加了对铁路、公路桥焊缝质量等级的划分要求;
结构类型— 桁架结构
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 桁架结构
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 桁架结构 (国家大剧院构件)
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 网架结构(深圳市民广场)
MCC GB50661《钢结构焊接规范》编制介绍
EN ISO 15613《金属材料的焊接工艺评定-基于预生产 焊接试验的评定》
EN ISO 15614《金属材料的焊接工艺评定-焊接工艺试 验》(共13分册)
MCC 国内外钢结构焊接标准体系介绍
1.1 欧洲标准
1.1.3 焊工考试标准 BS EN 287《熔化焊焊工考试》(共3个分册) EN 1418《全机械自动熔化焊及电阻焊焊接操作工考试》 EN ISO 9606《熔化焊焊工考试》(共5个分册) EN ISO 14732《全机械自动熔化焊及电阻焊焊接操作工
1.1 欧洲标准
1.1.2 焊接工艺及评定标准 BS EN 1011 《金属弧焊焊接标准》(共5个分册) BS EN 288 《焊接工艺评定标准》(共9个分册,现基本
已被EN ISO 15607~14取代) EN ISO 14555《金属材料的电弧螺柱焊》 EN ISO 15607《焊接工艺评定通用准则》 EN ISO/TR 15608《焊接工艺评定材料分组》 EN ISO 15609《金属材料的焊接工艺评定-焊接工规程
EN 15085-4:2007

欧洲标准EN 15085-42007年10月ICS 45.060.01;25.160.10德语版本铁路应用-轨道车辆及其部件的焊接-第4部分:制造要求该欧洲标准于2007年8月18日由CEN采用。
CEN成员有义务履行CEN/CENELEC业务规则,这些业务规则确定了欧洲标准不具备国家标准的任何更改的条件。
具有文献信息的国家标准的最新版本清单可以在CEN的管理中心或者任何CEN成员处要求获得。
欧洲标准存在三种官方版本(德语、英语、法语)。
由CEN成员负责将其翻译成本国语言并且通告中心秘书处的其它语言的标准版本与官方版本具有同等效力。
CEN成员是指以下国家的国家标准研究所:比利时、保加利亚、丹麦、德国、爱沙尼亚、芬兰、法国、希腊、爱尔兰、冰岛、意大利、拉脱维亚、立陶宛、卢森堡、马耳他、荷兰、挪威、奥地利、波兰、葡萄牙、罗马尼亚、瑞典、瑞士、斯洛伐克、斯洛文尼亚、西班牙、捷克共和国、匈牙利、英国和赛布鲁斯。
欧洲标准委员会管理中心:rue de Stassart,36号B-1050 布鲁塞尔CEN的成员国保留所有在形式参考编号EN 15085-4:2007 D和方式上相同的出售行为的权利。
页码前言 (3)引言 (4)1 应用范围 (5)2 标准参阅 (5)3 概念 (6)4 焊接准备 (6)4.1 焊接计划文件 (6)4.2 工作试件 (8)5 焊接要求 (10)5.1 概述 (10)5.2 要求概述 (10)5.3 焊接材料 (13)5.4 母材 (14)5.5 焊接过程 (15)6 轨道车辆的焊接维修的特点 (16)6.1 焊接维修的通用规则 (16)6.2 检测和文件 (17)参考文献 (18)该文件(EN 15085-4:2007)由CEN/TC 256“铁路”技术委员会制定,其秘书处为DIN秘书处。
欧洲标准必须具有国家标准的地位,可以公布相同的文段或者承认至2008年4月,可能存在的与之相悖的标准必须在2008年4月前撤消。
EN 1011-4

焊接金属材料推荐EN 1011-4第4部分:铝及铝合金弧焊本欧洲标准于2000.08.14被欧洲标准化委员会(CEN)采用。
CEN成员遵守CEN/CENLEC议事规程。
该规程授予本欧洲标准不作任何修改就拥有国家标准的地位。
对于该国家标准及图书目录资料,可向中央秘书处或各CEN成员查询获得。
本欧洲标准拥有三种官方版本(德语,英语,法语)。
一个CEN成员将该欧洲标准翻译成本国语言并通报中央秘书处后,便拥有与官方版本同样的地位。
CEN成员是以下各国的标准研究所:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克和英国。
内容前言-------------------------------------1 13 嵌缝-------------------------------7 序言-------------------------------------2 14 焊缝前处理----------------------71.应用范围--------------------------2 15 焊接安置--------------------------72.标准参阅--------------------------2 16 连接矫正--------------------------73.概念--------------------------------3 17 预热--------------------------------74.质量要求规定--------------------3 18 中间焊层温度--------------------85.母材--------------------------------4 19 温度测量处理方法--------------86.焊接部分性能的影响-----------4 20 附加的推荐-----------------------87.熔焊过程--------------------------4 附录A 连接的有害影响和措施--98.焊接辅助材料--------------------4 附录B 焊接辅助材料选择推荐--119. 设置---------------------------------5 附录ZA涉及欧盟规定基本要求或其他预先规定的欧洲标准章节-------------------1510.连接形式--------------------------511.熔池保护材料--------------------612.管接头-----------------------------6前言该欧洲标准由技术委员会CEN/TC121 “焊接”制订。
EN15085焊接知识培训讲义

3.2.6.6 EN15085-2中附加要求 根据EN15085-2标准要求,焊接制造商应根据 ISO3834标准配置合适的技术装备。此外,轨道 车辆或其零部件焊接还应符合以下要求: —— 有屋顶、干燥、通风、明亮的车间和工位; —— 用于存放焊接填充材料及辅助材料的干燥仓 库; —— 对于不同组别材料的加工(如铝与不锈钢), 必须针对每种材料组别使用单独的工具、加工设 备及装备,或在加工前对其进行清理。 —— 足够的能源供应; —— 如果没有合适的检验设备,必须和外部检验 机构(试验室应符合ENISO/IEC17025)进行合 同约定;
1
甲
EN287-1 135 P FW 1.2 S t10 PB ss ml
2008、 135 1、1
1.1 1.2 1.4
板、管 (D≥500mm)
PA、PB
ss、bs sl、ml
根据EN15085-4第4.2.4的要求,对于焊接时 有特殊焊接技能要求的,以及EN287-1或ISO 9606-2至ISO 9606-5中未规定的焊缝类型,需要 焊制工作试件以验证焊工技能。 工作试件的检验根据EN287-1或ISO 9606-2 至ISO 9606-5进行。如果工作试件的检验未能按 这些标准进行,应由主管焊接责任人员确定。
根据EN287-1、ENISO9606-2及EN1418的要 求,焊工认可的有效期从试件的焊接考试结果合 格之日开始,有效期为两年,且前提条件是雇用 方的焊接主管人员或负责人员能够确认该焊工在 原始的认可范围内持续工作。这种确认每六个月 做一次;考官或考试机构按本标准要求将焊工资 格证书每两年延期一次。
3.2.7.1 生产计划 制造商应实施适宜的生产计划。 需要考虑的内容至少应包括: ─ 结构制造(即单件、组件及最终总装件的)顺序规 定; ─ 制造结构所要求的每种工艺方法标识; ─ 相应的焊接及相关工艺规程的编号; ─ 焊缝的焊接顺序; ─ 实施每种工艺方法的指令及时间; ─ 试验及检验规程(包括任何独立检验机构的介入); ─ 环境条件,如防风、防雨; ─ 批量、元件或部件的项目标识; — 合格人员的指派; — 生产试验的安排。
常用欧洲及国际标准
E DIN EN ISO
15614-11
IDT
DIS 15614-11
PrEN
ISO 15614-12
金属材料焊接工艺的要求及认证,焊接工艺评定:T12:电阻点接、缝焊和凸焊
2000
E DIN EN ISO
15614-12
IDT
DIS 15614-12
PrEN
ISO 15614-13
金属材料焊接工艺的要求及认证,焊接工艺评定:T13:电阻焊-压力焊和闪光对焊
EN287-2
焊工考试:熔化焊,T2:铝及铝合金
1992
DIN EN 287-2
IDT
ISO 9606-2
EN287-2/A1
焊工考试:熔化焊,T2:铝及铝合金-修改A1
1997
DIN EN 287-2
IDT
ISO 9606-2/AM1
EN719
焊接监督人员:职责和任务
1994
DIN EN 719
IDT
2000
E DIN EN ISO
15614-7
IDT
DIS 15614-7
PrEN
ISO 15614-8
金属材料焊接工艺的要求及认证,焊接工艺评定:T8:管与管壁的焊接
2000
E DIN EN ISO
15614-8
IDT
DIS 15614-8
PrEN
ISO 1561பைடு நூலகம்-9
金属材料焊接工艺的要求及认证,焊接工艺评定:T9:水下湿法焊接
金属材料焊接工艺的要求及认证,一般规则
2000
DIN EN ISO 15607
IDT
ISO 15607
CR ISO 15608
欧洲焊接标准在高强钢上的应用
欧洲焊接标准在高强钢焊接工艺中的应用欧洲标准(包括ISO及BS标准)同美国标准、日本标准并称世界三大标准体系,在国际上享有重要的地位,随着中国钢结构的强劲发展,以及国内外技术交流的日益频繁,尤其是国内钢结构产品出口的增多,对欧洲标准的使用也有所增多,因此,有必要对其相关标准的内容及实施进行了解。
他山之石,可以攻玉,一方面增强我们在出口产品中的竞争力,另一方面,在国内相应标准的修订中也可得到借鉴。
欧洲标准由欧洲标准委员会(CEN)下属相应的技术专委会制定,其官方文本为英、法、德三种,包括奥地利、比利时、捷克、丹麦、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国共19个成员国。
1 相关的欧洲焊接标准1.1 通用标准BS EN ISO 4063 焊接及其相关方法---名称及代码BS EN ISO 6947 焊接位置—坡度及旋转角度的定义ISO 857-1 焊接及其相关方法—名词-第一部分:金属材料焊接方法1.2 焊接工艺评定标准BS EN 1011 金属弧焊焊接标准,共5个分册BS EN 288 焊接工艺评定标准,共9个分册EN ISO 14555 金属材料的电弧螺柱焊EN ISO 15607 焊接工艺评定通用准则EN ISO/TR 15608 焊接工艺评定材料分组EN ISO 15609 金属材料的焊接工艺评定-焊接工艺规程WPSEN ISO 15610 金属材料的焊接工艺评定-基于焊材试验的评定EN ISO 15611 金属材料的焊接工艺评定-基于先前焊接经验的评定EN ISO 15612 金属材料的焊接工艺评定-标准焊接工艺EN ISO 15613 金属材料的焊接工艺评定-基于预生产焊接试验的评定EN ISO 15614 金属材料的焊接工艺评定-焊接工艺试验,共13分册1.3 焊工考试标准BS EN 287 熔化焊焊工考试,共3个分册EN 1418 全机械自动熔化焊及电阻焊焊接操作者考试EN ISO 9606 熔化焊焊工考试,共5个分册EN ISO 14732全机械自动熔化焊及电阻焊焊接操作者考试1.4 焊接质量验收标准BS EN 12062:1998 金属材料焊缝的无损检测-通用准则BS EN ISO 5817:2003 缺陷质量分级BS EN 970,1997 VT检测标准BS EN 1712、1713、1714、583 UT探伤标准BS EN ISO 9934 MT探伤标准,共3分册BS EN 1435 RT探伤标准BS EN 571 PT探伤标准BS EN 1321 焊接接头宏观金相检验标准BS EN 1043 焊接接头硬度检验标准2 对焊接工艺评定的要求2.1 材料分组对于材料焊接性的分组,详见ISO/TR 15608《焊接-金属材料分组指南》,与国内标准根据钢号级别(主要是屈服强度级别)分组不同,该标准是根据金属材料(包括钢、铝及铝合金、铜及铜合金、镍及镍合金、锆及锆合金、铸铁)的化学成分、屈服强度及供货状态等的综合对金属材料进行分组的,对不同产地、不同材料规范体系的金属材料都可以比较容易的进行分组,因此,相比之下,欧洲标准对金属材料焊接性的影响因素考虑更全面,对金属材料的分组也更科学可行,覆盖面更广。
监理过程中焊接工艺评定的审查、分析及应用
监理过程中焊接工艺评定的审查、分析及应用2014年6月主要容一、承压设备焊接工艺评定标准介绍二、监理过程中焊接工艺评定的审查、分析及应用三、焊评审核案例第一部分《承压设备焊接工艺评定》标准介绍承压设备(锅炉、压力容器及压力管道)按执行的标准体系不同,则执行的焊评标准亦不同,如执行中国标准的承压设备的焊评按NB/T47014-2011《承压设备焊接工艺评定》执行,执行美标的的承压设备的焊评按ASME 规第Ⅸ卷执行,执行欧标的承压设备的焊评按BS EN 288等。
在此重点介绍中国焊评标准NB/T47014-2011《承压设备焊接工艺评定》。
(一)我国锅炉、压力容器及压力管道焊接工艺评定标准(NB/T47014-2011)一、我国锅炉、压力容器及压力管道焊接工艺评定标准的制定和演变过程我国压力容器焊接工艺评定标准建立要追溯到上世纪七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,评定标准经过了多次修订,其演变过程为:➢1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
➢1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
➢1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
➢1996年颁布《蒸汽锅炉安全技术监察规程》附录Ⅰ“焊接工艺评定”;➢1998年颁布GB 50236-1998《现场设备、工业管道焊接工程施工及验收规》;➢1999年颁布的GB151-1999《管壳式换热器》附录B“换热管与管板接头的焊接工艺评定”;➢2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
➢2002年颁布SY/T 0452-2002《石油天然气金属管道焊接工艺评定》。
➢2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在NB/T47014-2011发布前我国在锅炉、压力容器和压力管道行业实施的焊接工艺评定标准是各行业多标准自行。
EN1090-2 2018 钢结构和铝结构的施工 钢结构用技术要求(中文版)
EN1090-2:2018钢结构和铝结构的施工第2部分::钢结构的技术要求狮子十之八九译目录欧洲前言(略)引言1 范围2 引用标准(略)2.1 产品的构成2.2 准备2.3 焊接2.4 试验2.5 建造2.6 防腐2.7 其它3 名词和定义4 规程和文件4.1 施工规程4.2 施工单位文件5 结构材料5.1 概述5.2 标识、检验文件和可追溯性5.3 结构钢5.4 铸钢5.5 焊接填充材料5.6 机械紧固件5.7 螺柱和剪切连接件5.8 钢筋与结构钢焊接5.9 灌浆材料5.10 桥梁膨胀连接件5.11 高强绳索、结5.12 结构支座6 准备和装配6.1 概述6.2 标识6.3 储存和流转6.4 切割6.5 成型6.6 制孔6.7 工艺孔6.8 全接触支撑表面6.9 装配6.10 装配检查7 焊接7.1 概述7.2 焊接计划7.3 焊接方法7.4 焊接工艺评定和人员7.5 焊接施工和准备7.6 验收标准7.7 不锈钢的焊接8 机械紧固件8.1 概述8.2 螺柱组件的使用8.3 非预紧螺柱的紧固8.4 防滑接触面的准备8.5 预紧螺柱的紧固8.6 装配螺柱8.7 热铆钉8.8 特殊紧固件和紧固方法8.9 不锈钢件的磨损和锁死9 安装9.1 概述9.2 现场条件9.3 安装方法9.4 测量9.5 支撑,锚件和支座9.6 现场的施工10 表面处理10.1 概述10.2 油漆及相关产品用钢基体的准备10.3 耐候钢10.4 镀锌10.5 热浸锌10.6 密封10.7 与混凝土接触表面10.8 可达性差的表面10.9 切割或焊接后的修理10.10 不锈钢部件的清理11 几何公差11.1 公差类型11.2 基本公差11.3 功能公差12 检验、试验和纠正12.1 概述12.2 结构材料和部件12.3 制造:部件的几何尺寸12.4 焊接12.5 机械紧固件12.6 表面处理和腐蚀防护12.7 安装附录A(标准)与执行等级相关的附加信息、选项与要求列表附录B(标准)几何公差附录C(信息)质量计划的检查列表附录D(信息)自动热切割方法能力的检查工艺附录E(信息)中空型材焊接接头附录F(信息)腐蚀防护附录G(标准)防滑系数的确认附录H(标准)现场预紧装配的校准试验附录I(标准)厚涂层预紧损失的确定附录J(标准)注塑螺柱附录K(信息)编写和使用WPS的流程图附录L(标准)焊缝检验等级的选择指南附录M(标准)紧固件检验的顺序法文献(略)欧洲前言(略)引言本欧洲标准规定了钢结构施工的要求,以确保强度、稳定性、适用性及耐用性达到相应的等级。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介绍
MCC 国内外钢结构焊接标准体系介绍
1.1 欧洲标准
1.1.4 焊接质量验收标准 BS EN 12062《金属材料焊缝的无损检测-通用准则》 BS EN ISO 5817《缺陷质量分级》 BS EN 970《VT检测标准》 BS EN 1712、1713、1714、583 《UT探伤标准》 BS EN ISO 9934《MT探伤标准》(共3分册) BS EN 1435《RT探伤标准》 BS EN 571《PT探伤标准》 BS EN 1321《焊接接头宏观金相检验标准》 BS EN 1043《焊接接头硬度检验标准》
MCC GB50661《钢结构焊接规范》编制介绍
2.4 规范适用范围
本规范适用于工业与民用钢结构工程中承受静荷 载或动荷载、钢材厚度大于或等于3mm的结构的焊接。 本规范适用的焊接方法包括焊条电弧焊、气体保护电 弧焊、自保护电弧焊、埋弧焊、电渣焊、气电立焊、
栓钉焊及其组合。
MCC GB50661《钢结构焊接规范》编制介绍
国内外钢结构焊接标准体系及 国标《钢结构焊接规范》介绍
1
国内外钢结构焊接标准体系介绍
2 GB50661《钢结构焊接规范》编制介绍
3 与《建筑钢结构焊接技术规程》 JGJ81比较
4
与《钢制压力容器焊接工艺评定技术规程》 JB4708、 《钢制压力容器焊接技术规程》JB4709比较
MCC
一、国内外钢结构焊接标准体系介绍
MCC 国内外钢结构焊接标准体系介绍
1.3 日本标准
1.3.1 常用焊接标准 JASS 6《日本建筑施工规范—钢结构工程》 JIS Z 3040《焊接工艺评定方法》
MCC 国内外钢结构焊接标准体系介绍
1.4 国内标准
1.4.1 钢结构施工验收标准
(整理)ISO15608焊接金属材料的分类规则.
CEN报告CR ISO 156082000年4月ICS 代替CR12187:1995德文文本焊接-金属材料的分类规则(ISO/TR15608:2000)本CEN报告于2000年1月12日被CEN所接受。
它是由技术委员会CET/TC121起草的。
CEN成员包括以下国家的国家标准机构:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克和英国。
欧洲标准委员会管理中心:B-1050布鲁塞尔,rue de 大街36号2002,CEN-在世界范围内任何形式任何方法的开发权归CEN国家成员所有。
参考号:CR ISO 15608:2000 D第2页CR ISO 15608:2000内容页数前言 31 应用范围 42 钢的分类 43 铝和铝合金的分类 64 铜和铜合金的分类85 镍和镍合金的分类86 钛和钛合金的分类97 锆和锆合金的分类108 铸铁的分类11 附件A 新的编号体系-详细描述焊接处理的标准、要求和认可12第3页CR ISO 15608:2000 前言本CR ISO15608:2000的正文是由技术委员会CEN/TC121《焊接》和技术委员会ISO/TC44《焊接和相关程序》合作制订的。
技术委员会CEN/TC121《焊接》的秘书处由DS组织。
本CEN报告代替了CR12187:1995版本。
根据CEN/CENELEC内部标准,以下国家的国家标准组织必须实施本欧洲标准:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克和英国。
第4页CR ISO 15608:20001 应用范围本技术报告是关于焊接材料的分类规则。
它也可以应用于其它目的,例如热处理,改制,非破坏性试验,等等。
本技术报告包括以下列出的标准材料的分类规则:-钢;-铝和铝合金;-镍和镍合金;-铜和铜合金;-钛和钛合金;-锆和锆合金;-铸铁。
EN15085轨道车辆焊接标准及相关大全

序号标准编号标准名称及内容版本日期备注1EN ISO 3834(全部)金属材料熔焊质量要求2EN ISO 4063:2000焊接和相关过程-过程清单和顺序编号2000ISO 4063:20003EN 286-3容纳冷气或氮气的不用火加热的简单压力容器-第3部分:铁路机车车辆气力制动设备和辅助气动设备用钢压力容器4EN 286-4容纳冷气或氮气的不用火加热的简单压力容器-第4部分:铁路机车车辆气力制动设备和辅助气动设备用铝合金压力容器5EN 15085-1:2007铁路上的应用-铁路车辆及其部件的焊接-第1部分:概述200706EN 15085-2:2007铁路上的应用-铁路车辆及其部件的焊接-第2部分:焊接制造商的质量要求和鉴定证明20077EN 15085-3:2007铁路上的应用-铁路车辆及其部件的焊接-第3部分:设计要求2007 8EN 15085-4:2007铁路上的应用-铁路车辆及其部件的焊接-第4部分:生产要求20079EN 15085-5:2007铁路上的应用-铁路车辆及其部件的焊接-第5部分:检查、试验和证明文件200710EN 473无损探伤试验-无损探伤人员的资格认证和合格鉴定-一般原则11EN 287-1焊接人员的资格考核-熔焊-第一部分:钢12EN 1418焊接人员-金属材料全机械焊接和自动焊接用电阻焊设备以及熔焊焊接设备操作员的检验13EN ISO 9606-2:2004焊工考试-熔焊-第2部分:铝200414EN ISO 14555:2006焊接-金属材料的电弧螺栓焊接2006ISO 14555:2006 15EN ISO 14731:2006焊接监督员-任务和责任2006ISO 14731:2006 16EN ISO 15607:2003金属材料焊接工艺的要求和鉴定-一般规定200317EN ISO 15609(所有部分)金属材料焊接工艺的要求和鉴定-焊接说明200318EN ISO 15610:2003金属材料焊接工艺的要求和鉴定-使用已经试验过的焊接焊接添加剂进行鉴定200319EN ISO 15611:2003金属材料焊接工艺的要求和鉴定-根据已有焊接技术经验的鉴定200320EN ISO 15612:2004金属材料焊接工艺的要求和鉴定-通过使用标准焊接工艺进行鉴定200421EN ISO 15613:2004金属材料焊接工艺的要求和鉴定-根据预生产焊接试验的鉴定200422EN ISO 15614:2004金属材料焊接工艺的要求和鉴定-焊接工艺试验200423EN ISO 15620:2000焊接-金属材料的摩擦焊接200024EN ISO/ICE 17025 :2005测试和校准实验室能力的一般要求200525CEN ISO/TR 15608:2005焊接-金属材料组分类规程2005ISO/TR 15608:2005 26EN 1011-2焊接-关于焊接金属材料的建议-第2部分:铁素体钢的电弧焊27EN 1708-2焊接-钢材基本焊接接头的详细说明-第2部分:非内部加压部件28EN 10025-2结构钢热轧产品-第2部分:非合金结构钢的技术性交货条件29EN 12663铁路上的应用-铁路车辆车体的结构要求30EN 13749铁路上的应用-车轮组及转向车-说明转向构架结构要求的方法31EN 22553焊接接头、钎焊接头和点焊接头-图纸上的符号表示法ISO 2553:199215085体系相关标准(整理)32EN ISO 5817焊接-钢、镍、钛及其合金的熔焊接头(电子束河激光束焊接除外)-缺陷的质量标准ISO 5817:200333EN ISO 6520-1焊接及有关工序-金属材料集合形状缺陷的分类-第1部分:熔焊ISO-6520-1:2007 34EN ISO 6520-2焊接及有关工序-金属材料集合形状缺陷的分类-第2部分:加压焊ISO-6520-2:200735EN ISO 9692-1焊接及有关工序-有关接头准备的建议-第1部分:钢材的手工金属电弧焊、气体保护技术电弧焊、气焊、钨极惰性气体保护电弧焊及电子束和激光束焊接ISO 9692-1:200336EN ISO 9692-2焊接及有关工序-有关接头准备的建议-第2部分:钢材的潜弧焊ISO 9692-2:199837EN ISO 9692-3焊接及有关工序-有关接头准备的建议-第3部分:铝及铝合金的金属极惰性气体保护焊和钨极惰性气体保护焊ISO 9692-3:200038EN ISO 10042焊接-铝及铝合金的弧焊接头-缺陷的质量标准ISO 10042:2005 39EN ISO 13919-1焊接-电子束和激光束焊接接头-缺陷质量标准指导准则-第1部分:ISO 13919-1:199640EN ISO 13919-2焊接-电子束和激光束焊接接头-缺陷质量标准指导准则-第2部分:铝及可焊接合金ISO 13919-2:200141EN ISO 15614-1金属此案料焊接工艺规格及合格标准-焊接工艺试验-第1部分:钢材的电弧焊和气焊以及镍和镍合金的电弧焊ISO 15614-1:200442EN ISO 15614-12金属此案料焊接工艺规格及合格标准-焊接工艺试验-第12部分:点焊、缝焊合多点凸焊ISO 15614-12:200443EN ISO 17653金属材料焊缝的破坏性试验-电阻点焊焊缝的抗扭试验ISO 17653:2003 44ISO 10447电阻焊接-电阻点焊、多点凸焊和缝焊焊缝的剥离试验以及抗凿试45EN 13479焊接添加剂-金属材料熔焊添加剂和粉末的一般产品标准46EN ISO 544焊接添加剂-金属焊接添加剂的技术交货条件-产品的类型、尺寸、极限偏差和标识ISO 544:200347EN ISO 17652-1焊接-焊接和相关过程生产涂层的试验-第1部分:一般要求ISO 17652-1:2003 48EN ISO 17652-2ISO 17652-2:2003 49EN 10204金属制品-检验证明的类型50EN 12062焊接的无损检测-金属材料的一般规定51EN ISO 3834(所有部分)金属材料熔焊的质量要求52EN ISO/ICE 17050-1 :2004一致性评价-卖主的一致性声明-第1部分:一般要求ISO/ICE 17050-1 :2004 53EN ISO/ICE 17050-2 :2004一致性评价-卖主的一致性声明-第2部分:支持存档ISO/ICE 17050-2 :2004 545556。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介

PPT文档演模板
国内外钢结构焊接标准体系及国标 《钢结构焊接规范》介
•MCC •国内外钢结构焊接标准体系介绍
•1.2 美国标准
• 1.2.1 常用焊接标准编写机构 美国焊接学会AWS 美国机械工程师协会ASME 美国国家标准协会ANSI 美国船检局ABS 美国运输部DOT 美国石油协会API
PPT文档演模板
PPT文档演模板
国内外钢结构焊接标准体系及国标 《钢结构焊接规范》介
•MCC •国内外钢结构焊接标准体系介绍
•1.3 日本标准
• 1.3.1 常用焊接标准 JASS 6《日本建筑施工规范—钢结构工程》 JIS Z 3040《焊接工艺评定方法》
PPT文档演模板
国内外钢结构焊接标准体系及国标 《钢结构焊接规范》介
程WPS》
PPT文档演模板
国内外钢结构焊接标准体系及国标 《钢结构焊接规范》介
•MCC •国内外钢结构焊接标准体系介绍
•1.1 欧洲标准
• 1.1.2 焊接工艺及评定标准
EN ISO 15610《金属材料的焊接工艺评定-基于焊材
试验的评定》
EN ISO 15611《金属材料的焊接工艺评定-基于先前
•MCC •国内外钢结构焊接标准体系介绍
•1.4 国内标准
• 1.4.1 钢结构施工验收标准
GB 50205《钢结构工程施工质量验收规范》 • 1.4.2 常用焊接标准
JGJ 81《建筑钢结构焊接技术规程》 GB 50236《现场设备、工业管道焊接工程施工及验收规范》 JB4708《钢制压力容器焊接工艺评定技术规程》 JB4709《钢制压力容器焊接技术规程》 TB 10212《铁路钢桥制造规范》 DL/T 869《火力发电厂焊接技术规程》 CECS 226《栓钉焊接技术规程》 JGJ 18《钢筋焊接及验收规程》
ISO-TR-15608-2005 焊接-金属材料分类指南 - 副本

ISO/TR 15608:2005焊接焊接——————金属材料金属材料金属材料分类指南分类指南1 范围从焊接的角度出发,本技术报告提出了材料的分类体系。
本报告也可用于其它方面,如热处理、成型、无损检测。
本技术报告包括下列标准材料的分类:—— 钢;—— 铝及铝合金;—— 镍及镍合金;—— 铜及铜合金;—— 钛及钛合金;—— 锆及锆合金;—— 铸铁。
2 钢的分类体系钢的分类见表1。
本报告仅考虑了材料标准或技术条件规定的那些元素。
类组1和11给出的数值表示材料的化学分析值。
类组4至10给出的数值以合金型号中使用的元素含量为准。
表1 钢的分类体系 类别组别 钢种 屈服极限R eh ≤460 N/mm 2,且成分为(%):C≤0.25Si≤0.60Mn≤1.8Mo≤0.70bS≤0.045P≤0.045Cu≤0.40bNi≤0.5bCr≤0.3 (0.4铸钢) bNb≤0.06V≤0.1bTi≤0.051.1 屈服极限R eh ≤275 N/mm 2 的钢1.2 屈服极限275 N/mm 2<R eh ≤360N/mm 2的钢1.3 屈服极限R eh >360N/mm 2的细晶粒正火钢1 1.4 改进型耐候钢(某一种元素可能超过类组1的规定值)屈服极限R eh >360N/mm 2的热控轧处理的细晶粒钢和铸钢2.1 屈服极限360N/mm 2<R eh ≤460 N/mm 2的热控轧处理的细晶粒钢和铸钢2 2.2屈服极限R eh >460N/mm 2的热控轧处理的细晶粒钢和铸钢3屈服极限R eh>360N/mm2的调质钢和沉淀硬化钢(不锈钢除外)3.1 屈服极限360N/mm2<R eh≤690 N/mm2的调质钢3.2 屈服极限R eh>690 N/mm2的调质钢3.3 沉淀硬化钢(不锈钢除外)4Mo≤0.7 %且V≤0.1 %的低钒Cr-Mo-(Ni)钢4.1 Cr≤0.3 %且Ni≤0.7 %的钢4.2 Cr≤0.7 %且Ni≤1.5 %的钢5Cr≤0.35 %的无钒Cr-Mo钢c5.1 0.75 %≤Cr≤1.5 %且Mo≤0.7 %的钢5.2 1.5 %<Cr≤3.5 %且0.7 %<Mo≤1.2 %的钢5.3 3.5 %<Cr≤7.0 %且0.4 %<Mo≤0.7 %的钢5.4 7.0 %<Cr≤10.0 %且0.7 %<Mo≤1.2 %的钢6高钒Cr-Mo-(Ni)合金钢6.1 0.3 %≤Cr≤0.75 %, Mo≤0.7 %, V≤0.35 %的钢6.2 0.75 %<Cr≤3.5 %, 0.7 %<Mo≤1.2 %, V≤0.35 %的钢6.3 3.5 %<Cr≤7.0 %, Mo≤0.7 %, 0.45 %≤V≤0.55 %的钢6.47.0 %<Cr≤12.5 %, 0.7 %<Mo≤1.2 %, V≤0.35 %的钢7C≤0.35 %, 10.5 %≤Cr≤30 %的铁素体钢、马氏体钢或沉淀硬化不锈钢7.1 铁素体不锈钢7.2 马氏体不锈钢7.3 沉淀硬化不锈钢Ni≤31 %的奥氏体不锈钢88.1 Cr≤19 %的奥氏体不锈钢8.2 Cr>19 %的奥氏体不锈钢8.3 4.0 %<Mn≤12 %的含锰奥氏体不锈钢Ni≤10 %的镍合金钢99.1 Ni≤3.0 %的镍合金钢9.2 3.0 %<Ni≤8.0 %的镍合金钢9.3 8.0 %<Ni≤10 %的镍合金钢奥氏体-铁素体双相不锈钢1010.1 Cr≤24 %的奥氏体-铁素体不锈钢10.2 Cr>24 %的奥氏体-铁素体不锈钢d0.25 %<C≤0.85 %,其余成分与1类钢c相同的钢1111.1 0.25 %<C≤0.35 %,其余成分与1类钢相同的钢11.2 0.35 %<C≤0.5 %,其余成分与1类钢相同的钢11.3 0.5 %<C≤0.85 %,其余成分与1类钢相同的钢注:以实物分析为准,2类钢可以考虑作为1类钢。
(整理)ISO15608焊接金属材料的分类规则.
CEN报告CR ISO 156082000年4月ICS 代替CR12187:1995德文文本焊接-金属材料的分类规则(ISO/TR15608:2000)本CEN报告于2000年1月12日被CEN所接受。
它是由技术委员会CET/TC121起草的。
CEN成员包括以下国家的国家标准机构:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克和英国。
欧洲标准委员会管理中心:B-1050布鲁塞尔,rue de 大街36号2002,CEN-在世界范围内任何形式任何方法的开发权归CEN国家成员所有。
参考号:CR ISO 15608:2000 D第2页CR ISO 15608:2000内容页数前言 31 应用范围 42 钢的分类 43 铝和铝合金的分类 64 铜和铜合金的分类85 镍和镍合金的分类86 钛和钛合金的分类97 锆和锆合金的分类108 铸铁的分类11 附件A 新的编号体系-详细描述焊接处理的标准、要求和认可12第3页CR ISO 15608:2000 前言本CR ISO15608:2000的正文是由技术委员会CEN/TC121《焊接》和技术委员会ISO/TC44《焊接和相关程序》合作制订的。
技术委员会CEN/TC121《焊接》的秘书处由DS组织。
本CEN报告代替了CR12187:1995版本。
根据CEN/CENELEC内部标准,以下国家的国家标准组织必须实施本欧洲标准:比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞典,瑞士,西班牙,捷克和英国。
第4页CR ISO 15608:20001 应用范围本技术报告是关于焊接材料的分类规则。
它也可以应用于其它目的,例如热处理,改制,非破坏性试验,等等。
本技术报告包括以下列出的标准材料的分类规则:-钢;-铝和铝合金;-镍和镍合金;-铜和铜合金;-钛和钛合金;-锆和锆合金;-铸铁。
钛及钛合金熔焊系列国家标准概述
Electric Welding MachineVol.52No.6Jun.2022第52卷第6期2022年6月钛及钛合金熔焊系列国家标准概述苏金花1,徐锴1,武鹏博1,谢吉林2,邹吉鹏1,冷冰11.哈尔滨焊接研究院有限公司,黑龙江哈尔滨1500282.南昌航空大学航空制造工程学院,江西南昌330063摘要:随着钛及钛合金的广泛应用,钛和钛合金焊接技术越来越受重视,相应焊接标准的制定和应用受到了各行业的关注。
我国现有标准涵盖了焊接材料(焊丝)、焊接工艺方法和焊接缺陷的无损探伤三个方面,已经颁布的国家标准共7项,其中3项是自主制定的标准,其他4项是ISO 转化的。
概述了钛及钛合金用焊接材料标准,并对钛及钛合金焊接工艺方法及焊缝缺陷的无损探伤国家标准进行了综述。
从整体来看,现有标准数量仍然存在不足,例如厚板或超大厚板的电子束焊接工艺、薄板构件表面焊接缺陷的荧光探伤方法等都缺少相应的标准,建议尽快予以补充完善。
关键词:钛及钛合金;焊丝;焊接工艺;无损探伤;国家标准中图分类号:TG457.1文献标识码:C文章编号:1001-2303(2022)06-0062-08Review of Series National Standards for Titanium and Titanium-alloyFusion WeldingSU Jinhua 1,XU Kai 1,WU Pengbo 1,XIE Jilin 2,ZOU Jipeng 1,LENG Bing 11.Harbin Welding Institute Limited Company,Harbin 150028,China2.College of Aeronautical Manufacturing Engineering,Nanchang Hangkong University,Nanchang 330063,ChinaAbstract:With the wide application of titanium and titanium alloy,the welding technology titanium and titanium alloy is paying more and more attention,and the formulation and application of the corresponding welding standards has been the at ‐tention of various industries.At present,China's existing standards cover three aspects:welding materials (welding wires),welding process and nondestructive testing of welding defects.Seven national standards have been issued,three of which are independently formulated,and the other four are the standards coming from ISO transformation.The standards of welding materials for titanium and titanium alloys are summarized,and the national standards for welding process and non-destructive testing of weld defects for titanium and titanium alloys are comprehensively reviewed.On the whole,the number of existing standards is still insufficient,such as the electron beam welding process standard for the thick plate or ultra-thick plate,the fluorescent testing method of surface welding defects of thin sheet components,all of them are lack of correspond ‐ing standards.It is suggested to be supplemented and improved as soon as possible.Keywords:titanium and titanium alloy;welding wire;welding process;non-destructive testing;national standard引用格式:苏金花,徐锴,武鹏博,等.钛及钛合金熔焊系列国家标准概述[J ].电焊机,2022,52(6):62-69.Citation:SU Jinhua,XU Kai,WU Pengbo,et al.Review of Series National Standards for Titanium and Titanium -alloy Fusion Welding[J].Electric Welding Machine,2022,52(6):62-69.*收稿日期:2022-04-05基金项目:国家重点研发计划资助项目(2021YFB3401100);黑龙江省头雁行动计划-能源装备先进焊接技术创新团队资助(201916120);新型钎焊材料与技术国家重点实验室开放课题(SKLABFMT202005)作者简介:苏金花(1977—),女,高级工程师,硕士,主要从事焊接标准化研究工作。
浅谈轨道车辆行业焊接工艺评定标准

浅谈轨道车辆行业焊接工艺评定标准摘要:在轨道车辆的制造过程中,焊接是一项特殊工艺,焊接工艺评定是整个焊接体系中最重要的一环,选取合适的工艺评定种类,利用其覆盖范围,可以有效的避免重复工作。
对比不同体系间存在的差异,有利于进行焊接工艺评定。
本文简要介绍关于工艺评定部分国际标准与美标、国际标准与澳标的差异和见解。
关键词:轨道车辆;标准;工艺评定前言我国轨道车辆行业已进入了高速发展阶段,无论是高速铁路还是城市轨道车辆均取得了不俗的成绩,对世界轨道交通行业的影响力也日益增加。
随着对海外市场的不断拓展,海外项目也日益增多,而在不同地域采用的焊接工艺评定标准也不完全相同,而如何制定合理的工艺评定成为了重中之重,在不同标准体系下焊接工艺评定的差别也成了我们关注的重点。
1、焊接工艺评定各体系介绍目前,《EN15085铁路应用-铁道车辆及部件的焊接》被广泛应用,较多的采用了EN15085体系,其中焊接工艺评定部分采用的是欧标体系转化成的国际标准ISO15614系列[1],但是涉及到出口不同国家的轨道客车项目,例如美国项目、澳大利亚项目等,美国项目采用AMS系列焊接标准,澳大利亚采用AS1554系列焊接标准,其中关于焊接工艺评定的部分,有类似要求,也有不同之处,对比不同体系间存在的差异,有利于进行焊接工艺评定。
本文简要介绍关于工艺评定部分国际标准与美标、国际标准与澳标的差异和见解。
2、国际标准与美标的差异分析2.1 新版国际标准简介ISO 15614-1:2017的介绍中说出了最主要的新变化,即:焊接工艺评定试验分为两个级别:级别1是基于ASME IX的要求[2],级别2是基于ISO 15614-1之前版本的要求,这就相当于对ASME IX进行了打包认可。
分为两个级别的目的是为了允许焊接制造应用于更大范围内”。
从国际标准ISO 15614-1:2017版开始,对ASME IX打包认可。
ISO 15614-1:2017 对ASME IX进行了打包认可之后,ISO 焊接标准体系中的焊接工艺评定(以下简称PQR)将以2种形式出现:第一种型式:ASME IX对于钢和镍合金的焊接工艺评定,今后将以ISO 15614-1:2017级别1的型式出现在ISO焊接体系中。