机械设计都要用到的好东东
51单片机心得体会精选5篇
51单片机心得体会精选5篇(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如心得体会、演讲致辞、合同协议、规章制度、条据文书、应急预案、策划方案、教学资料、作文大全、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample essays, such as insights, speeches, contract agreements, rules and regulations, policy documents, emergency plans, planning plans, teaching materials, complete essays, and other sample essays. If you want to learn about different sample formats and writing methods, please pay attention!51单片机心得体会精选5篇每一次心得体会都是一次成长的机会,它们帮助我们不断提高自己,写好一篇体会对于我们思考能力的提高有很大帮助,本店铺今天就为您带来了51单片机心得体会精选5篇,相信一定会对你有所帮助。
最新金工实训报告范文9篇
金工实训报告范文9篇1、实训的目的意义简介:金工实训是一门实践性的技术基础课,也是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。
通过实训不仅可以了解机械制造地一般操作以及机械制造生产的主要设备,提高自己的动手实践能力,还能加强的理论与实际相结合。
在实训的同时也了解了加工工艺过程和工程术语。
这些实践知识将为以后学习有关专业技术基础课、专业课及毕业设计等打下良好的基础。
实训培养了对简单零件具有初步选择加工方法和分析工艺过程的能力,并具有操作主要设备和加工作业的技能,初步奠定技能型应用型人才应具备的基础知识和基本技能。
2、常用量具的使用:游标卡尺千分尺3.钳工加工:划线操作锯削锉削钻削攻丝套丝4.注意事项:在实验进行之前有很多东西要注意。
首先在锯铁的时候要注意铁板,要将它放平,以免发生意外掉落。
使用锯子时也要小心不要被划伤。
使用电磨打光时要小心火花。
在进行钻孔时要小心飞出的铁屑。
不要被作品上的毛刺刮伤。
5.实验步骤:(1)观看视图实验有规定的视图。
标注了需要的尺寸。
在下料之前要先计算需要多少的料。
同时也为以后的加工奠定基础。
(2)下料在第一实训时,我们进行了下料。
实训提供的是一大块铁板,要求我们将计算好尺寸的铸铁锯下。
我们小组2人选择的方法是将一块锯下,再进行分割。
刚开始使用小钢锯,没有想到那么艰难。
虽然是铁板,但想象着会觉得像锯木头一样容易。
刚开始锯时很费力,而且进度很慢。
但是经过自己的思考以及揣测,还是找到了一些使用小钢锯的诀窍。
经过我们2个人的轮番上阵个,最后将一块约75*28*δ20的钢板成功锯下。
但是接下来面临的问题是,我们的料抛出的尺寸不是很多,所以要精确计算好如何分割。
我们用虎钳将料夹住,小心翼翼的将它锯开。
(3)打孔完成了初步的打磨之后,就要进行打孔了。
首先,我们按照图示在零件上面找到了圆心点。
找完圆心点后,用样锥在桌子上打了一个小坑点。
然后将零件装在虎钳上(在装载之前,我们已经清扫了虎钳上的铁屑)并且摆正,将料夹紧。
欧松板

缺点:
1) 不吃钉(握钉能力差)。这成了木工公认的缺点,甚至连代理商也承认。举个简单的例子:一块木头或大芯板,敲进一根大钉子,再把钉子拔出来,会发现钉眼会微微收缩导致其口径小于钉子的截面直径,而同样的实验,欧松板的钉眼口径与钉子截面直径基本相等,这也就是所谓欧松板不吃钉的最好证据。这一点我并不否认,但想稍微解释一下:国内外木工的制作工艺有很大差别。在欧美国家,家具与装璜的制作大多使用螺丝钉与螺栓,很少用大钉子,大家看看宜家的东西就会明白,为的是好装好拆。一个家具不喜欢了可以在不损坏板材的基础上拆开,重新设计制作,这样,无论是板材还是钉子都不会有丝毫浪费;而我们呢,一锤子买卖,先用大钉子猛砸,然后几百个枪钉招呼,这样的东西结实是真结实,但再利用的价值会大幅度降低,一旦不喜欢了,拆掉后基本上只能当劈柴用了。我们再回到吃钉这个问题上来,同样,我们把本段开头的实验中的大钉子改为木螺丝,同样拧进去大部分,然后用钳子往外生拔,你会发现拔欧松板上的螺丝会费力的多。所以,施工工艺的不同会使一些材料的优缺点互换。南桔北枳的现象在装修过程中还会多次遇到。
*陈列板、内衬板
*贮藏箱和贮藏柜
*装修材料
*时尚家具、厨房家具
*混凝土建筑模板
产品规格:
9-26mm X 2440mm X 1220mm(密度:0.65) 及特定规格和各种贴面砂光板
9-26mm X 2500mm X 1250mm(密度:0.65) 及特定规格和各种贴面砂光板
欧松板(又名OSB板《学称》) "欧松板"的来源---"欧松板"的学名是定向结构刨花板(OrientedStrandBoard,0SB),是一种来自欧洲、七八十年代在国际上迅速发展起来的一种新型板种. "欧松板"(也称"爱格板")在家具上的应用得到了空前的发展,很多的大型家具企业都开始使用"欧松板"制作家具,其备受消费者喜欢的原因就是无甲醛释放,并且结实耐用,且比中密度纤维板制作的家具重量轻,平整度更好。
变废为宝小发明[修改版]
![变废为宝小发明[修改版]](https://img.taocdn.com/s3/m/a542829ca98271fe900ef938.png)
第一篇:变废为宝小发明变废为宝小发明一、自制热气球1.首先我们用软纸裁出6~8个叶状的纸片。
2.将它们对折并用胶水将它们的边粘在一起作成一个气球。
3.用胶带将四根连线粘到气球底部。
用橡皮泥将线的另外一端固定在袋子上。
4.尽量将电吹风的速度调的很慢。
将吹风口向上对准开口并且打开开关。
气球会慢慢变大拉紧细线并且离开桌面第二篇:变废为宝小创意变废为宝小创意′废品是闲置的可再利用的资源,这句话是我一看到这个题目就想说的,什么东东只要是放到一个有用平台上,它都会带来价值的。
下面是我所能想到的在我们身边的可以变废为宝的实例,还望大家多多指正。
1.废旧的牙刷可以做成小挂钩2.破旧衣服可以自制家用型拖把3.废弃纸盒(酒盒或者礼品盒)可以自制抽纸盒,放家用抽纸4.破旧雨伞的伞布我们可以缝成雨衣穿在身上挡雨5.废弃酒瓶我们在外边用艳丽的纸张包裹就可以作为家用花瓶来用。
下面是高级的,高难度的变废为包创意6.用废弃的各种瓶子、铁具做成一个机器人的。
7.废旧的箱子做成一张床8.废弃的玻璃制成一辆自行车……………………下面我就随便说两种比较简单的小创意:一废旧牙刷做成小挂钩大家都知道按照牙医的建议应该是三个月或者更短的时间更换一个牙刷,这样对于牙齿整洁会有很大帮助。
但是,带来的烦恼是牙刷的废弃是个很头疼的问题。
明明是自己喜欢的颜色,有时候还很光鲜靓丽,扔了太可惜。
下面可以交大家一个变费为宝的做法。
将牙刷带毛的部分去掉,留下刷柄,放在微火上烘烤(或者是用热水浸泡牙刷柄),变软后将其折成s 形挂钩,挂在横杆或者其他东西上,用来挂帽子,衣服等都是很好的。
当然可以放到你的卫生间里面,挂你的浴巾等洗澡包包等。
除了废旧的牙刷可以做到上面的功能外,我们还以利用废弃的牙刷作为鞋,瓶子,器皿等一些工具的擦洗工具。
二.自制家用拖把每个人都有自己心爱的衣服,可是随着我们年龄的增大,这些衣服就会堆积在衣柜里面,怎么处理成了一个大问题。
有些衣服还完好无损,这些衣服我们想着可以捐献给希望工程。
245_塑胶镶螺母规范

塑胶镶螺母模具上的嵌件在产品上的应用很普遍,螺钉、螺母预埋件的使用也无可非议,但嵌件使模具级跃复杂化,模具费用大幅度提高。
故现时结构设计人员一般避免之,常采用金属块与塑件紧配的方式来进行设计。
金属块作为嵌件使用的要求无非是产品在装配、使用过程中,存在着施加于金属块上大的轴向力,此力足于克服金属压入塑体后的静摩擦力。
比如:充电器圆孔里面的那枚针。
胸牌雌雄扣的雌体圆柱。
紧配之金属体的处理有:1、金属体紧配面滚花处理。
2、金属体紧配面车削加工直径方向成大小大尺寸。
谢谢楼上的这位台胞,谢谢。
螺丝、螺母的联接是机械工程里最基本的一种连接方式,但因其固定可靠,可以多次拆卸,结构简单,价格低廉等等诸多因素促使其成为连接工程不可缺的一枚棋子。
在模具上的嵌件的应用也是如此。
虽然以紧配金属体在某方面可替代模具上的嵌件,但紧配合在使用上麻烦多一些,比如在往孔内挤压的时候,滚花处理金属体压入某位置回使塑料件拉长一点,结果在前面板上容易留下顶白的痕迹;也有用胶粘的,但总归多了一道工序,效率太低,适合小批量生产。
我挂出两张图,希望大家在结构或模具设计上进一步评论。
你这两个零件是相互配合吗? 如何装配? 好象有问题A, 螺丝和螺母旋不进去.螺丝和螺母旋不进去.这是两个不同用途的部件,在需要嵌螺母的时候嵌螺母;需要嵌螺钉的时候嵌螺钉。
此结构设计有许多不合理之处,希望大家多提意见,共同进步嘛!时间一天天过去,希望一天天落空.好象大家对具体的嵌件结构设计不太感兴趣,看的人多,写的人少.我想现将嵌件结构设计的资料挂出,先看看大家的响应如何.提出的问题不错,加分,并期待更多人响应不错好提议。
俺们一些东东要用到这个。
确实是个头疼的问题。
当然主要是生产厂家的问题。
最关键的还是配合的问题。
太松就容易松动,特别在运输的过程中。
太紧的话。
又不利于装配。
头大ing。
to emflash"从来没见过镶螺母的"在模具设计区中就想说的话,因为怕你对我说“客户要求”做了怎么多年的模具设计最怕的就是这句,有了这句再怎么不合理的成品结构你都得把他给啃下来。
DIY之自行车手工编轮圈图解
D I Y之自行车手工编轮圈图解Document number:NOCG-YUNOO-BUYTT-UU986-1986UTDIY之自行车手工编轮圈图解(图文并茂)(转载)收录于2010-05-06阅读数:公众公开一个有经验的编轮手可以在一小时内做好一个车轮,但作为初学者可能要花几个小时完成。
最好不要别尝试坐下来就一气完成所有的工作,因为你很可能由于缓慢的调圈和拉紧过程而落空。
与其做的马马虎虎或者犯错损坏一个好的半成品,不如先把工作放在一旁,甚至第二天再干。
本文集中写了关于后轮的制作,因为后轮要复杂一些。
对于前轮,只需要略去那些不适用的步骤。
这将会是一个36跟辐条,3交叉(cross3)编织车轮。
?开始一个有经验的编轮手可以在一小时内做好一个车轮,但作为初学者可能要花几个小时完成。
最好不要别尝试坐下来就一气完成所有的工作,因为你很可能由于缓慢的调圈和拉紧过程而落空。
与其做的马马虎虎或者犯错损坏一个好的半成品,不如先把工作放在一旁,甚至第二天再干。
本文集中写了关于后轮的制作,因为后轮要复杂一些。
对于前轮,只需要略去那些不适用的步骤。
这将会是一个36跟辐条,3交叉(cross3)编织车轮。
工具你需要一个平口螺丝刀,一个辐条扳手(我使用DT辐条扳手,但大多数人不会准备这类$50的辐条扳手。
我最喜欢的便宜的辐条扳手是一个带金属槽的塑料工具,叫“Spokey”),一个调圈架和一个碟形条(碟形工具)。
另外,如果有辐条张力计或带适当小槽的电动螺丝刀(......略去一部分,写他如何用做了一个防止刀口滑脱的电动螺丝刀)会很有帮助。
这就是Spokey,老X好像有类似东东本文提到的碟形棍工具。
这是网上找到的另一种高级的碟形工具。
原料轮毂(Hubs)【叫花毂应该是国内的习惯,而花鼓多半属于错别字】所有现代的足够品质的花毂都是铝制的。
较好的轮鼓通常经锻造工艺制造,并且只有锻造花毂才能用于径向辐条前轮。
我建议尽量避免使用那些小商店的高价的数控机加(CNC)花毂,它们的轮缘通常没有锻造花毂的坚固耐用。
DIY之自行车手工编轮圈图解

DIY之自行车手工编轮圈图解(图文并茂)(转载)原文来s6joliii收录于2010-05-06 阅读数:公众公开源我也要收藏一个有经验的编轮手可以在一小时内做好一个车轮,但作为初学者可能要花几个小时完成。
最好不要别尝试坐下来就一气完成所有的工作,因为你很可能由于缓慢的调圈和拉紧过程而落空。
与其做的马马虎虎或者犯错损坏一个好的半成品,不如先把工作放在一旁,甚至第二天再干。
本文集中写了关于后轮的制作,因为后轮要复杂一些。
对于前轮,只需要略去那些不适用的步骤。
这将会是一个36跟辐条,3交叉(cross 3)编织车轮。
开始一个有经验的编轮手可以在一小时内做好一个车轮,但作为初学者可能要花几个小时完成。
最好不要别尝试坐下来就一气完成所有的工作,因为你很可能由于缓慢的调圈和拉紧过程而落空。
与其做的马马虎虎或者犯错损坏一个好的半成品,不如先把工作放在一旁,甚至第二天再干。
本文集中写了关于后轮的制作,因为后轮要复杂一些。
对于前轮,只需要略去那些不适用的步骤。
这将会是一个36跟辐条,3交叉(cross 3)编织车轮。
工具你需要一个平口螺丝刀,一个辐条扳手(我使用DT辐条扳手,但大多数人不会准备这类$50的辐条扳手。
我最喜欢的便宜的辐条扳手是一个带金属槽的塑料工具,叫“Spokey”),一个调圈架和一个碟形条(碟形工具)。
另外,如果有辐条张力计或带适当小槽的电动螺丝刀(......略去一部分,写他如何用做了一个防止刀口滑脱的电动螺丝刀)会很有帮助。
这就是Spokey,老X好像有类似东东本文提到的碟形棍工具。
这是网上找到的另一种高级的碟形工具。
原料轮毂(Hubs)【叫花毂应该是国内的习惯,而花鼓多半属于错别字】所有现代的足够品质的花毂都是铝制的。
较好的轮鼓通常经锻造工艺制造,并且只有锻造花毂才能用于径向辐条前轮。
我建议尽量避免使用那些小商店的高价的数控机加(CNC)花毂,它们的轮缘通常没有锻造花毂的坚固耐用。
如果你打算买一个新花毂,大多数情况下Shimano的会让你的钱花得最值。
几大品牌的执行器比较分享给大家

第23楼 过客 2008-3-13 【回复】 【回顶部】
罗托克、西博斯的比较好调整,AUMA调节型的门调起来比较麻烦。个人觉得西博斯的质量最好,能长期在非常恶劣的环境下工作,并且故障率很低
第24楼 过客 2008-3-20 【回复】 【回顶部】
ROTORK的执行器不错,虽然也发送故障,但是还好处理,不至于整台更换。
第12楼 过客 2007-12-21 【回复】 【回顶部】
对啊, 国外的电动执行机构可能是太先进的原因吧,洋货的原因吧,我的好多用户都不是很满意的!倒是国内的东西跟好用些!比如上海AUTORK,扬州兰陵的IK3都比较好用的,确实售后也比较好!不担心他们不马上派人!
第13楼 过客 2008-1-1 【回复】 【回顶部】
霍尼韦尔的执行器怎么样?听说可靠性不错。
第14楼 过客 2008-1-5 【回复】 【回顶部】
呵呵,接触过一次奥托克的门,弄得偶焦头烂额的!当时是在一个稍微寒冷点的地方,结果因为齿轮箱润滑油粘滞造成早晚工作不正常,非得中午的时候才好用,没办法最后把齿轮箱的油全部换掉了才好些!平时运行也是故障频现。 西博斯的用着还不错,就是接线设计太不人性化了,查起线来真的不方便。在早晚温差大空气湿度也大的地方使用一定要注意好电缆口密封和安装方向,要不然等着换板子吧:) 罗托克的接触过一些,个人觉得接线设计没什么不方便的,虽然端子比较多,但是好在空间大,只要注意一下应该很少接错位置。这总比一大堆线挤在一个狭小的空间里面让人感觉要好许多。 奥玛的没有接触过,不好发表些感受。 偶还遇到过Limitorque的电动门,运行上可靠性还可以,就是设置起来太麻烦,旋钮转来转去的搞得头都大了。
罗托克是目前电厂关键部位用得最多的执行器,西博斯还是不错,国产品牌天伯/扬修/上仪/常州兰陵/常州辅机这些品质都不错,而且价格合理,我厂扬修/常州兰陵国内品牌用了三年故障率较少,售后服务也较好.但川仪M8000故障太多了,建议不要用,
PADS软件简介!!!

PADS软件简介一、PADS软件概述PADS软件是Mentor Graphics公司的电路原理图和PCB设计工具软件。
目前该软件是国内从事电路设计的工程师和技术人员主要使用的电路设计软件之一,是PCB设计高端用户最常用的工具软件。
按时间先后:PowerPcb-PADS2005-PADS2007-PADS9.0-PADS9.1-PADS9.2-PADS9.3-……,没有PADS2009。
Mentor Graphics公司的PADS Layout/Router环境作为业界主流的PCB 设计平台,以其强大的交互式布局布线功能和易学易用等特点,在通信、半导体、消费电子、医疗电子等当前最活跃的工业领域得到了广泛的应用。
PADS Layout/ Router支持完整的PCB设计流程,涵盖了从原理图网表导入,规则驱动下的交互式布局布线,DRC/DFT/DFM校验与分析,直到最后的生产文件(Gerber)、装配文件及物料清单(BOM)输出等全方位的功能需求,确保PCB工程师高效率地完成设计任务。
PADS2005sp2:稳定性比较好,但是很多新功能都没有;PADS2007:相比05增加了一些功能,比如能够在PCB中显示器件的管脚号,操作习惯也发生了一些变化;PADS9.2:相比以前的版本增加了一些比较重要的功能,比如能在PCB中显示Pad、Trace和Via的网络名,能够在Layout和Router之间快速切换等等,非常好用。
还有,最重要的一点是:支持win7系统。
目前大多工程师使用的是PADS2007,同时Pads实现了从高版本向低版本的兼容,例如为了解决PADS2005能打开PADS2007的工程文件:可以在pads2007中保存为低版本的第一步:打开pads2007绘好的原理图档案,然后单击file/EXPORT选择要保存目标点击保存,再出现AscII OUTPUT 对话里点击select all,在output formats选择pads logic 2005 击ok第二步;开启pads logic 2005 点击file/inport选择打开刚刚导出文件就ok。
C型贯通式三翻两用翻车机性能介绍

C型贯通式三翻两用翻车机性能介绍摘要:翻车机作为大型铁路散料卸载专业设备,主要被用在煤炭港口、火力发电厂、煤化工厂等工业场所。
翻车机系统由翻车机主体、重车和空车调车机、液压式夹轮器、压车靠车装置、活化给料器、漏斗和箅子以及其它辅助设备组成。
翻车机在使用过程中对翻车机卸车系统的设计条件和铁路的设计条件有一定要求。
关键词:翻车机;重车和空车调车机;系统条件;铁路设计条件荆州煤炭铁水联运储配基地(下称为荆州煤港)作为华中地区重要的、长江沿线最大的煤炭中转港口,其存在的意义是改善“两湖一江”(湖南、湖北、江西)煤炭以前依靠海进江中转所造成周转时间长、转运成本高的现状。
荆州煤港采用铁转水的中转模式,铁路运煤到港后再由长江航运转出,经蒙华铁路运输到港的煤炭主要靠翻车机实现卸车作业,与其它铁路敞车卸车设备相比,翻车机具有自动化程度高、卸煤速度快、环保效果好等特点,能有效改善人工劳动条件,降低企业运营成本。
因此本文以荆州煤港“C型”贯通式三翻两用翻车机为对象进行相关探讨。
1、“C”型贯通式三翻两用翻车机贯通式三翻两用翻车机作业时机车车头可穿过翻车机转子平台,并且一次可翻卸三节重车或者两节重车,结构类似于一个两翻与一翻翻车机的组合。
主机设备包含翻车机本体、重车和空车调车机、活化给料器、止挡器、篦子、液压夹轮器、漏斗、导料槽、除尘系统等有关设备以及配套的电气、控制等配套设施。
辅机设备包含翻车机检修采用的通用吊钩桥式起重机(包括拖缆及从电控箱引入的电源线)、桥式起重机行走轨道、终端止挡等。
系统由1路10kV高压电源供电并送至翻车机房独立的变电所(同配电室分开)。
配电室及其所有高压柜、低压柜、电气设备、变压器、高压电缆(高压柜至变压器)、低压电缆、电缆桥架、附件、防火、封堵等选用优质材料。
翻车机主体俯视图如图1所示。
图1、翻车机主体俯视图2、总体设计要求2.1铁路的设计条件:(1)作业车辆1)设计翻车机作业车辆以30t轴重C96型运煤货车为主要作业车辆,并且可兼顾C80E与C70E型车辆。
电机磁钢选型
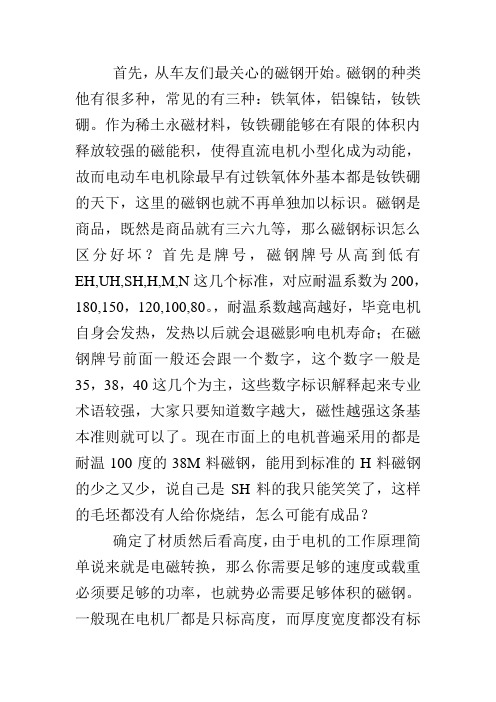
首先,从车友们最关心的磁钢开始。
磁钢的种类他有很多种,常见的有三种:铁氧体,铝镍钴,钕铁硼。
作为稀土永磁材料,钕铁硼能够在有限的体积内释放较强的磁能积,使得直流电机小型化成为动能,故而电动车电机除最早有过铁氧体外基本都是钕铁硼的天下,这里的磁钢也就不再单独加以标识。
磁钢是商品,既然是商品就有三六九等,那么磁钢标识怎么区分好坏?首先是牌号,磁钢牌号从高到低有EH,UH,SH,H,M,N这几个标准,对应耐温系数为200,180,150,120,100,80。
,耐温系数越高越好,毕竟电机自身会发热,发热以后就会退磁影响电机寿命;在磁钢牌号前面一般还会跟一个数字,这个数字一般是35,38,40这几个为主,这些数字标识解释起来专业术语较强,大家只要知道数字越大,磁性越强这条基本准则就可以了。
现在市面上的电机普遍采用的都是耐温100度的38M料磁钢,能用到标准的H料磁钢的少之又少,说自己是SH料的我只能笑笑了,这样的毛坯都没有人给你烧结,怎么可能有成品?确定了材质然后看高度,由于电机的工作原理简单说来就是电磁转换,那么你需要足够的速度或载重必须要足够的功率,也就势必需要足够体积的磁钢。
一般现在电机厂都是只标高度,而厚度宽度都没有标识,而磁钢的退磁与厚度息息相关(举例来说,3毫米厚的磁钢退磁在100度标准下2小时不会超过3%,2.5毫米厚度同等环境下退磁在5-8%,2个厚度则超过10%,相比之下宽度对于电机的影响倒不是很大,市场上的已经开始有这种黑心电机),大家需要多留个心眼哦。
说完了磁钢我们来说说铁芯,最早的电机由于是单张的矽钢片在电机厂自己叠压而成,所以现在依然有人称其为矽钢片,两者是一样的。
铁芯材质一般为冷轧板(06以前有热轧板),牌号则是800,600,470,400,350,300从高到低。
这些牌号代表什么意义呢?以冷轧470为例,表示铁损值为4.7w/kg,具体解释下去可能比较复杂,大家只要知道这个铁损值对于电机不是好事,还是越低越好就行,当然越低的牌号也代表着越贵的钢材,而且每家钢厂出产的效果也不尽相同,以国内钢材为例,同等牌号下武钢最好,宝钢太钢则是紧随其后,当然最好的钢材还是进口德国或日本的,只是不会出现在电动车电机行业罢了。
cos道具制作
发泡聚乙烯比海绵(urethane foam)略微坚硬,浴室的防滑垫就是用它制成的.应用广泛,不过表面粗糙难以附上涂料,通常通过贴上片材进行处理.使用的黏合剂是橡胶黏合剂(罐或管),其中以G10性能最优良.发泡聚烯烃板发泡聚乙烯的一种.纹理相当细致却有优异的实用性和强度,多数COSER都使用这种素材来制作造型.是冲击性,耐热性优良的素材.用裁纸刀或剪刀都可以轻松加工.轻量.适用:从盔甲到小道具,用途广泛.聚苯乙烯泡沫塑料一般用于游泳练习板隔热材缓冲材 .比聚烯烃板硬质,加工也很容易.轻量表面纹理幼细.适用:坚硬结实型的盔甲武器小道具等.苯乙烯板把聚苯乙烯泡沫塑料制成板状.普通硬质以及轻量,但是很薄因此不适合制作厚的东西.适用:刀剑等薄的武器和小道具.苯乙烯棒把聚苯乙烯泡沫塑料制成棒状.轻量柔软性低,不适合制作环状的东西.适用:香烟等细棒状的小道具和衣服的装饰等.发泡苯乙烯(板)比较容易入手,价格便宜.可以用裁纸刀加工,不过表面粗糙,容易破损.适用:不介意粗糙性和耐久性的话,使用范围广泛.发泡苯乙烯(块)除了正方体,还有像屏障一样的形状,有的颜色如粘土制品.适用:不但可以用于武器小道具,还能适合用在摄影背景道具等.发泡苯乙烯(球)有各种大小尺寸,轻量.除了球状,还有卵状和半圆状,使用范围广泛.适用:最适合发饰耳环衣服的装饰等.Larissa一种硬质有光泽的含有衬里的结实片材.看上去有金属感因此可用来制作机械盔甲.在成型的发泡聚乙烯上使用橡胶黏合剂粘贴.底面贴上布的塑料薄膜.剥除衬里可以与曲面接合,可以热加工.适用:贴在发泡聚烯烃板上制作盔甲等物.水性喷物剂干燥前是水溶性,干燥后却呈耐水性,可涂抹.适用:用于发泡苯乙烯塑料等的涂装 .油性喷物剂快干,不容易滴下.需注意会溶解发泡苯乙烯等物.适用:铁制品木制品等的涂装.树脂粘土塑料树脂制的粘土.用热水即可使其柔软,简单成形.冷却后也可以再利用.适用:塑料部件等造型.轻量纸粘土超轻量的纸粘土.很容易找到,造型也很简单.用画具可以上颜色,是初学者最适合的素材.但耐久性低.适用:根据涂装可以用于武器小道具部件等比较详细,然后看重的是发泡聚烯烃板,便又去查,发现那个就是传说中的EVA(真的叫EVA|||)是一种白色板子,便于切割,但是刀剑一般不用,铠甲倒是经常使用。
机械设计手册机械传动

机械设计手册机械传动
机械设计手册中的机械传动部分主要涵盖了各种机械传动系统的原理、设计方法和计算公式。
其中常见的机械传动类型包括:
1. 齿轮传动:利用齿轮之间的啮合传递动力和运动。
包括圆柱齿轮、锥齿轮、蜗轮蜗杆等。
2. 链传动:通过链条将动力从一个轴传递到另一个轴。
适用于较远距离的传动。
3. 带传动:通过传动带将动力从一个轴传递到另一个轴。
适用于较短距离的传动。
4. 离合器传动:在机械传动系统中,用于连接和切断动力传递的部件。
如摩擦离合器、液力离合器等。
5. 联轴器:用于连接两个轴,传递转矩和运动。
如膜片联轴器、挠性联轴器等。
6. 减速器:用于降低输入轴的转速,提高输出轴的扭矩。
如齿轮减速器、蜗轮减速器等。
7. 变速器:用于在运行过程中改变输入轴和输出轴的转速比。
如齿轮变速器、液力变速器等。
8. 传动轴:用于连接不同轴之间的传动装置,传递转矩和运动。
9. 万向节:用于连接传动轴和驱动部件,允许在一定角度范围内摆动。
10. 导向部件:用于引导和定位运动部件,如导轨、丝杠等。
在实际应用中,可以根据需求选择合适的机械传动系统进行设计。
设计时需考虑传动比、扭矩、功率、材料、尺寸等因素。
机械传动手册提供了丰
富的设计资料、计算方法和实例,有助于工程师更好地进行机械传动系统的设计与优化。
魔芋切片机技术设计毕业论文
魔芋切片机技术设计毕业论文目录1.绪论 (1)1.1 选题背景 (1)1.2 设计的要求 (1)1.3国外现状 (2)1.3.1国外切片机技术的发展概况 (2)1.3.2国切片机技术的发展概况 (2)2. 方案的选择 ........................................ 错误!未定义书签。
2.1机构分析...................................... 错误!未定义书签。
2.1.1能实现往复运动的机构.................... 错误!未定义书签。
2.1.2能实现间歇进给运动的机构................ 错误!未定义书签。
2.2机构运动方案.................................. 错误!未定义书签。
2.2.1方案1 .................................. 错误!未定义书签。
2.2.2方案2 .................................. 错误!未定义书签。
2.2.4方案4 .................................. 错误!未定义书签。
3.电机及减速器的选择................................. 错误!未定义书签。
3.1 RV50减速机................................... 错误!未定义书签。
3.2 RV50减速机转矩功率参数表..................... 错误!未定义书签。
4.零件的设计......................................... 错误!未定义书签。
4.1锥齿轮的设计.................................. 错误!未定义书签。
4.1.1选定齿轮的类型、精度等级及材料.......... 错误!未定义书签。
CAD经典零件标注

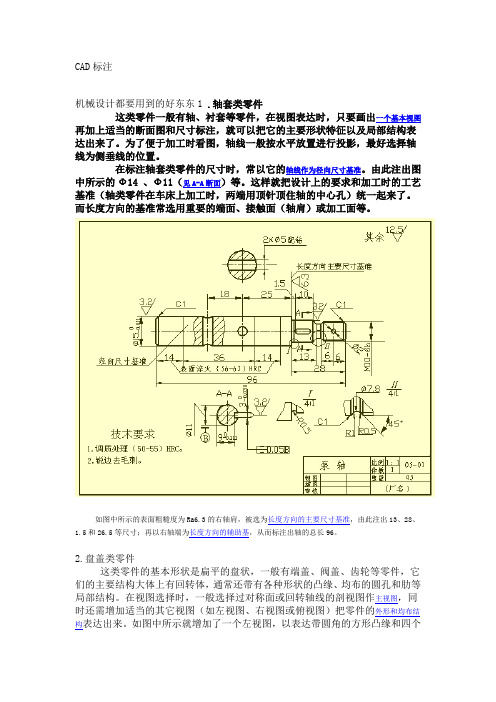
CAD经典零件标注CAD标注机械设计都要用到的好东东1 .轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
玉米播种机的设计
玉米播种机的设计作者:e所在单位:(e)指导教师:e[摘要]本设计是根据国内外玉米播种的发展趋势,通用性和适应性不断提高以与本着结构简单操作灵活的原则,而设计的一种能同时完成播种施肥工作的小型多功能精密播种机。
本设计解决了以下三个问题,一:在手推式和牵引力式两个方案中最终选择了牵引力式。
二;经过多次对比,结合我国国情,选择了外排槽轮式排种器。
三;动力传动方案的选择,由于单向传动会导致播种机失衡,前进不平稳,所以最终选择双向传动方案。
该机结构上优点,使之能适应各种田地的播种。
小到1-2分大的田块,大到上百亩的田块,不管是平坝、还是浅丘地区;无论是板结的土质,还是疏松的土质都能适应。
还可以根据用户的不同要求,配置合适的播种器。
通过调节犁铧和和种子储存孔的行距,能够轻松地播种小麦、大麦、高粱、大豆、玉米等旱粮作物。
本例着重对播种机排种器、排肥器、开沟器、覆土器以与镇压轮等结构进行设计选择。
[关键词] 精密播种播种机播种施肥覆土镇压The structural design of the corn plantere(e)Tutor: e[Abstract]T he design is based on the development of trends and seeder,interoperability and adaptability in a constantly improving the structure and operation of flexible simple principles designed to simultaneously accomplish a small planting fertilization work multifunctional sophisticated seeder.This design addresses the following three questions:One:In the hand-push and traction type two scenarios ultimately chose traction type.Two:After several comparison,Combined with China's national conditions,select the efflux slot wheel seeder.Three:Select powertrain solutions,due to the one-way transmission will cause an imbalance planter,ahead is not smooth,so the final choice of two-way transmission scheme.This structural advantages so that they can adapt to a variety of fields planting.applicable to all sizes of land;whether plains or hills;whether hard soil or loose soil.We can select the planting machine according to the different needs of users.By regulating platoon of vehicles and plow can easily sow wheat,barley,sorghum,soybean,corn and other crops.This example focuses on the design seeder platoon of vehicles,fertilization devices,trenching vehicles structure.[Key words] precision seeding; planter; sowing; fertilization目录1.引言: (1)1.1精密播种机的发展现状与趋势 (1)1.2我国精密播种机发展现状 (1)1.3精密播种机的发展前景 (1)1.3.1单粒精密播种机迅速发展 (1)1.3.2播种机的通用性和适应性不断提高 (1)1.3.3精密播种机向高速宽幅发展 (1)1.3.4广泛采用联合作业 (2)1.3.5新技术的应用不断普与 (2)2. 总体方案设计................................................... 错误!未定义书签。
零件标注
CAD标注机械设计都要用到的好东东1 .轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
金脆!你知道吗?

⾦脆!你知道吗?黄⾦,世⼈梦寐以求的东西。
你喜欢不喜欢?反正我喜欢。
闲话少叙,切⼊正题。
黄⾦这么好的东东,在电⼦产品中却会引发不良后果影响其可靠性,何解?都是⾦脆惹的祸,今天我们就来聊聊⾦脆现象。
⼀、问题发现Au是抗氧化性很强的⾦属,钎料对它有很好的润湿性。
但如果钎料中Au的含量超过3%,焊出来的焊点就会变脆,机械强度下降。
为此,美国宇航局(NASA)把除掉Au规定为焊接⼯作的⼀项义务。
Au引起的接合部分脆化问题,在贝尔研究所的弗·⾼尔顿·福斯勤和马尔丁-欧兰德公司的杰·德·凯列尔等的研究报告中都有详细的分析。
⼆、⾦脆机理软钎焊的机理是⾦属焊料受热,在被焊⾦属表⾯漫流、润湿和扩散,随着⾦属原⼦的扩散,在晶格中处于热振动的⾦属原⼦,会在晶格点阵中⾃动转移,,形成⾦属间化合物IMC ,使焊料与焊件之间牢固结合。
⾦与铅锡焊料的相容性好,优于银,铜,镍,铂等,因此在焊接过程中最先溶解到焊料⾥的是⾦,在凝固时析出AuSn4并均匀地分布在钎料中,由于AuSn4化合物呈现明显的脆性,合⾦焊点的承载能⼒有限。
如果钎料中Au的含量超过3%,⾦脆现象就会⼗分明显,导致焊点⼒学强度⼤幅下降。
在振动条件或温差⼤的环境条件下,⾦脆焊点很容易开裂失效。
三、经典案例某天线簧⽚焊接⾯发现存在明显的不润湿或反润湿现象。
该零件在主板组装再流焊接后轻轻⼀碰就掉,断裂界⾯呈现出典型的脆性断裂失效特征。
通过焊点⾦相切⽚纵向断⾯切⽚可见簧⽚弯曲部裂缝⾮常明显。
通过ESD分析在焊缝钎料中Au元素浓度⾮常⾼,⽽且分布极不均匀,如靠近簧⽚附近为7.52wt%,⽽在焊缝的中部竟⾼达19.87wt%,焊缝钎料体中Au的浓度>3wt%(限制浓度)。
由此可以判定该案例的失效原因是:由于焊缝钎料中Au元素浓度过⾼⽽导致接点抗剪强度蜕变,最终引发“Au脆断裂”。
四、控制措施由于⾦脆的危害性,国内外业内都提出相关控制要求。
机械设计工艺热处理详解

机械设计工艺热处理详解又称常化,是将工件加热至Ac3或者Accm以上30~50℃,保温一段时间后,从炉中取出在空气中或者喷水、喷雾或者吹风冷却的金属热处理工艺。
正火与退火的不一致点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。
另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能使用正火来代替退火。
正火的要紧应用范围有:用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。
③用于工具钢、轴承钢、渗碳钢等,能够消降或者抑制网状碳化物的形成,从而得到球化退火所需的良好组织④用于铸钢件,能够细化铸态组织,改善切削加工性能。
⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。
⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。
⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化回火科技名词定义中文名称:回火英文名称:tempering 定义:将淬火后的钢,在AC1下列加热、保温后冷却下来的热处理工艺钢的回火热处理科技名词定义中文名称:热处理英文名称:heat treatment定义:对固态金属或者合金使用适当方式加热、保温与冷却,以获得所需要的组织结构与性能的加工方法。
回火通常紧接着淬火进行,其目的是:(c)稳固组织与尺寸,保证精度;(d)改善与提高加工性能。
因此,回火是工件获得所需性能的最后一道重要工序。
残留应力浇铸到铸型内的金属溶液变凉变硬,其中细的部位、薄的部位很快变冷,最后形成结晶。
还有即使是同一个部位,因外侧冷却快而内部冷却慢,因此内外侧温度不一致。
较晚固化的内部因冷却收缩,但外部已经固化,因此内部将受到外部的拉力。
因铸件各部位都存在这种现象,因此铸件外侧残留着压缩力,内侧残留着拉力。
一个空肥皂盒的故事

⼀个空肥皂盒的故事联合利华引进了⼀条⾹皂包装⽣产线,结果发现这条⽣产线有个缺陷:常常会有盒⼦⾥没装⼊⾹皂。
总不能把空盒⼦卖给顾客啊,他们只得请了⼀个学⾃动化的博⼠后设计⼀个⽅案来分拣空的⾹皂盒。
博⼠后拉起了⼀个⼗⼏⼈的科研攻关⼩组,综合采⽤了机械、微电⼦、⾃动化、X射线探测等技术,花了⼏⼗万,成功解决了问题。
每当⽣产线上有空⾹皂盒通过,两旁的探测器会检测到,并且驱动⼀只机械⼿把空皂盒推⾛。
中国南⽅有个乡镇企业也买了同样的⽣产线,⽼板发现这个问题后⼤为发⽕,找了个⼩⼯来说:你他妈给⽼⼦把这个搞定,不然你给⽼⼦爬出去。
⼩⼯很快想出了办法:他在⽣产线旁边放了台风扇猛吹,空皂盒⾃然会被吹⾛。
这个故事告诉我们,能吹是多么的重要!其他观点:1:故事有个缺陷---只要通过⼀次5⼈以上的头脑风暴, 必然会出现⽤风扇吹这个⽅案, 耗时不会超过1个⼩时. 在⾃动控制中筛选有各种⽅案, 利⽤重量/体积/加速度,⼀个博⼠⽣不可能不知道利⽤风扇。
2:另外有个故事---美国宇航局发现圆珠笔在失重环境下⽆法使⽤, 结果花了2千万美⼑研制出了失重环境下可⽤的圆珠笔, ⽽苏联⼈⼀直⽤铅笔........同LZ的故事是不是异曲同⼯呀。
3:我们每个⼈在解决问题的时候, 常常会被以前的经验限制住, 得到的并不⼀定是最佳⽅案, 从不同的⾓度来考虑问题, 或许能够找到最经济最实⽤的解决⽅案. 每个⼈都有⾃⼰解决问题的办法, ⾼⼿的答案未必最好, 菜鸟的答案未必不可取, 古龙⼩说中⾼⼿其招是最简单的, 所谓化繁为简.所谓的⾼深往往是⼀层窗户纸, 捅破了⼀⽂不值, 相信⾃⼰, 多学习, 勤思考, 学⽆⽌境。
4:故事的续集:⼩⼯⽴了⼀功, ⽼板很⾼兴, 给了1000块奖⾦, 皆⼤欢喜. "⾛, 哥们⼏个喝酒去". 可是在经济危机的海啸中, 公司要裁员, ⼩⼯要被砍, ⼩⼯说: "我⽴过功啊." ⽼板说: "⽴个⽑啊, 屁⼤点事情, ⼩聪明!" 博⼠后研究出机械抓臂, 出了⼏篇Paper, 话说博⼠后觉得很有⼴泛意义啊, 不如申请个专利, 开个公司吧, 咱可有核⼼技术啊. ⾄于后来那些Paper使⼀些⾃由⼈⼠写出了其开源实现---暂且不提. 联合利华在肥皂⽣产线安装空盒识别器之后, 忽然有⼀天发现, 有的肥皂盒内虽然有肥皂, 但是只有半块, 有得也有瑕疵, 怎么办呢? 还好⼈博⼠后就是厉害, ⼀个机械抓臂够"模块化", 咱就把"红外线识别"模块改成"瑕疵肥皂识别"模块, 真省事. ⽽此时可怜的乡镇企业的⼤⼯(⼩⼯被裁了, 不是吗)伤透了脑筋. 电风扇只能吹⾛空盒啊, 怎么办? ⼏年后, ⼩⼯还是⼩⼯, 博⼠后变成了百万富翁, 上了各⼤报纸报刊.5:这个故事挺有寓意,博⼠后和农民的区别只是思维不⼀样,⼤家对这个问题应该客观⼀点来看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[转] 机械设计都要用到的好东东 [图片]1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
这类零件一般有阀体、泵体、减速器箱体等零件。
在选择主视图时,主要考虑工作位置和形状特征。
选用其它视图时,应根据实际情况采用适当的剖视、断面、局部视图和斜视图等多种辅助视图,以清晰地表达零件的内外结构。
在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。
对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸。
5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。
零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。
在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。
一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
2)表面粗糙度的代号、符号及其标注 GB/T 131-1993规定了表面粗糙度代号及其注法。
图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1)) 轮廓算术平均偏差(R a)--在取样长度内,轮廓偏距绝对值的算术平均值。
R a的数值及取样长度l见表。
2))轮廓最大高度(R z)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用R a参数。
2.表面粗糙度的标注要求4) 表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向5) 表面粗糙度代(符号)在图样上的标注方法1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。
当空间狭小或不便标注时可以引出标注。
当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"两字。
凡统一标注的表面粗糙度代(符)号及说明文字,其高度均应该是图样标注的1.4倍。
零件上连续表面、重复要素(如孔、齿、槽等)的表面和用细实线连接不连续的同一表面,其表面粗糙度代(符)号只注一次。
同一表面上有不同的表面粗糙度要求时,应用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸。
齿轮、螺纹等工作表面没有画出齿(牙)形时,其表面粗糙度代(符)号注法见图。
中心孔的工作表面,键槽的工作表面,倒角,圆角的表面粗糙度代号可以简化标注。
需要将零件局部热处理或局部镀(涂)覆时,应用粗点画线画出其范围并标注出相应尺寸,也可将其要求注写在表面粗糙度符号长边的横线上。
2.标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的标记。
标准公差分为20级,即IT01,IT0,IT1,…,IT18。
其尺寸精确程度从IT01到IT18依次降低。
标准公差的具体数值见有关标准。
2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。
基本偏差共有28个,代号用拉丁字母表示,大写为孔,小写为轴。
从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT或EI=ES-IT ei=es-IT或es=ei+IT孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。
根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带之上。
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。
孔的公差带与轴的公差带互相交叠。
3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。
孔的公差带在轴的公差带之下。
基准制:在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。
根据生产实际的需要,国家标准规定了两种基准制。
1)基孔制(如左下图所示)基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。
见左下图。
基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
2)基轴制(如右下图所示)基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。
见右下图。
基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。
配合代号配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。
凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。
例如φ25H7/g6的含义是指该配合的基本尺寸为φ25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如φ25N7/h6 的含义是指该配合的基本尺寸为φ25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。
公差与配合在图样上的标注1)在装配图上标注公差与配合,采用组合式注法。
2)在零件图上的标注方法有三种形式。
4.形位公差零件加工后,不仅存在尺寸误差,而且会产生几何形状及相互位置的误差。
圆柱体,即使在尺寸合格时,也有可能出现一端大,另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差。
阶梯轴,加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。
所以,形状公差是指实际形状对理想形状的允许变动量。
位置公差是指实际位置对理想位置的允许变动量。
两者简称形位公差。
形位公差项目符号1) 形状和位置公差的代号国家标准GB/T 1182-1996规定用代号来标注形状和位置公差。
在实际生产中,当无法用代号标注形位公差时,允许在技术要求中用文字说明。
形位公差代号包括:形位公差各项目的符号,形位公差框格及指引线,形位公差数值和其他有关符号,以及基准代号等。
框格内字体的高度h 与图样中的尺寸数字等高。
2) 形位公差标注示例一根气门阀杆,在图中所标注的形位公差附近添加的文字,只是为了给读者作说明而重复写上的,在实际的图样中不需要重复注写。
1.零件上的铸造结构1) 铸造圆角当零件的毛坯为铸件时,因铸造工艺的要求,铸件各表面相交的转角处都应做成圆角。
铸造圆角可防止铸件浇铸时转角处的落砂现象及避免金属冷却时产生缩孔和裂纹。
铸造圆角的大小一般取R=3~5mm,可在技术要求中统一注明。
2) 起模斜度用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1∶20的斜度,叫做拔模斜度。
因此在铸件上也有相应的拔模斜度,这种斜度在图上可以不予标注,也不一定画出,如下图所示;必要时,可以在技术要求中用文字说明。
3) 铸件厚度当铸件的壁厚不均匀一致时,铸件在浇铸后,因各处金属冷却速度不同,将产生裂纹和缩孔现象。
因此,铸件的壁厚应尽量均匀,见上图;当必须采用不同壁厚连接时,应采用逐渐过渡的方式,见上图。
铸件的壁厚尺寸一般采用直接注出。