汽车差速器半轴齿轮新型锻模设计
汽车半轴锻造成形工艺设计

汽车半轴锻造成形工艺设计王建勇,王荣景(第一拖拉机股份有限公司中小轮拖装配厂,河南 洛阳 471003)摘 要:汽车制造过程中,半轴法兰盘对汽车整体的强度和稳定性有一定的影响,传统的汽车半轴锻造成形工艺存在一定的缺点。
文章从传统半轴锻造成形工艺存在的问题入手,给出了一种新的半轴锻造成形工艺设计思路——液压机闭式锻模工艺,对这种工艺进行了数据和可行性分析,通过与传统的半轴锻造成形工艺进行对比,得出新工艺的可行性,希望给半轴锻造相关领域的研究工作者提供一定的帮助和启发,推动我国汽车制造业的发展。
关键词:汽车制造;半轴锻造;成形工艺中图分类号:TG316 文献标志码:A 文章编号:1672-3872(2019)18-0154-01——————————————作者简介: 王建勇(1971—),男,河南新乡人,本科,工程师,研究方向:曲轴锻造工艺。
1 原有工艺存在的问题传统的半轴锻造成形工艺主要是锤上胎模锻工艺,不过这种工艺存在质量和产量上的劣势,很快就被平锻半轴工艺所取代,平锻半轴工艺相比于传统的锤上胎工艺,在产品质量和生产效率上都有很大程度的提升。
由于设备要求高,维护困难,投入费用大等劣势,很多生产厂商受到规模和成本的限制,很难选择平锻半轴工艺,因此传统的最为常用的半轴锻造成形工艺是摆动碾压半轴工艺,虽然摆动碾压半轴工艺具有经济性能好的优点,但是产品质量存在一定问题而广受质疑,最为严重的就是半轴法兰盘的毛边问题需要增加粗车工序进行打磨,另外,法兰盘上下圆心不同轴,导致半轴的应力结构不均衡,影响其整体的工作效率[1]。
2 工艺设计2.1 工艺方案的确定选取的工艺为液压机闭式模锻结合杆部免加工工艺对半轴进行锻造成形处理,在处理前,需要结合工艺的特点确定工艺方案,主要包括胚料尺寸,该工艺对下料精度要求不高,保证下料充足即可,余料导致的法兰盘厚度的增加对其整体的结构不会造成影响,胚料选择主要是满足半轴需求和损耗即可。
汽车齿轮精密锻造技术

汽车齿轮的精密锻造技术江苏森威精锻有限公司徐祥龙李明明摘要本文介绍了精密锻造成形在汽车齿轮制造中的应用,总结了各种齿形精密锻造的关键技术,特别提到分流锻造在齿形成形方面的应用。
前言齿轮精密锻造成形是一种优质、高效、低消耗的先进制造技术,被广泛地用于汽车齿形零件的大批量生产中。
随着精密锻造工艺和精密模具制造技术的进步,汽车齿轮和齿形类零件的生产已越来越多地采用精密锻造成形。
当前国外一台普通轿车采用的精锻件总质量已达到(40—45)Kg,其中齿形类零件总质量达10Kg以上。
精锻成形的齿轮单件质量可达1Kg以上、齿形精度达到(DIN) 7级。
随着汽车的轻量化要求和人们环保意识的增强,汽车齿轮制造业将更多地应用精锻成形技术。
一.伞齿轮的精锻成形1. 伞齿轮(锥齿轮)的热精锻成形(1)早期的伞齿轮精密锻造伞齿轮的精密锻造最早见于50年代德国的拜尔工厂,并在蒂森等公司得到广泛的应用(1)。
我国上海汽车齿轮厂等在70年代采用热精锻技术,成功进行了伞齿轮的精密锻造生产。
在当时社会主义大协作的环境下,伞齿轮的精锻技术很快在齿轮行业得到推广应用。
该技术的应用和发展得益于2项当时先进的技术:模具的放电加工技术和毛坯感应加热技术。
先淬火后加工的放电加工避免了模具淬火变形带来的齿廓误差;快速加热的中频感应加热解决了齿轮毛坯在加热过程中的氧化和脱碳问题,以上2项技术的应用使锻造成形的伞齿轮齿面达到无切削加工要求(图1、图2)。
图1.精锻成形的行星和半轴齿轮图2.精锻成形的汽车行星齿轮(2)锻造设备伞齿轮的锻造设备在国外一般使用热模锻压力机。
但在60-70年代的中国,热模锻压力机是非常昂贵的设备。
因此,国内企业普遍使用的锻造设备是双盘摩擦压力机(图3)。
该设备结构简单,价格便宜,很快成为齿轮精锻的主力设备。
但摩擦压力机技术陈旧、难以控制打击精度、而且能源利用率较低。
随着高能螺旋压力机和电动螺旋压力机的出现(图4),落后的摩擦压力机有被取代的趋势。
行星齿轮、半轴齿轮精锻及模具制造技术
行星齿轮、半轴齿轮精锻及模具制造技术徐成林;宋宝阳;付成林;王广盛;李晓辉;李兴华;程静忠【期刊名称】《金属加工:热加工》【年(卷),期】2010(000)003【总页数】2页(P32-33)【作者】徐成林;宋宝阳;付成林;王广盛;李晓辉;李兴华;程静忠【作者单位】一汽集团公司技术中心,吉林长春,130011;一汽集团公司技术中心,吉林长春,130011;一汽集团公司技术中心,吉林长春,130011;一汽集团公司技术中心,吉林长春,130011;一汽专用汽车有限公司,吉林长春,130011;一汽专用汽车有限公司,吉林长春,130011;一汽专用汽车有限公司,吉林长春,130011【正文语种】中文经过多年的发展,行星齿轮、半轴齿轮精锻技术已经广泛应用于汽车差速器的生产中。
目前规模较大的企业有:江苏太平洋精密锻造有限公司、一汽专用汽车有限公司、青岛三星精锻齿轮有限公司、株洲齿轮股份有限公司、兴城粉末冶金有限公司、江苏飞船股份有限公司等。
影响齿轮质量的因素非常多,材料的质量、精锻工艺、毛坯加热工艺、模具结构、齿形模加工精度、模具的总体质量、毛坯的加热、锻打过程的控制、模具使用状态的控制、锻后正火、车削、镗削加工、半轴齿轮的花键拉削加工,以及渗碳淬火、磨削加工等对齿轮的精度和性能都有不同程度的影响。
下面本文将论述几个主要的影响因素。
行星齿轮、半轴齿轮精锻工艺主要有以下5种:一火两锻、一火两锻加冷精压、一火两锻加温精压、热锻加冷摆碾和冷挤压成形。
其中热锻加冷摆碾和冷挤压成形两种工艺精锻的齿轮精度较高,可以达到ISO7~8级。
主要用于轿车和微型车行星齿轮、半轴齿轮的精锻成形。
江苏太平洋精密锻造有限公司采用的是热锻加冷摆碾的成形工艺,江苏飞船股份有限公司采用冷挤压成形行星齿轮和半轴齿轮工艺。
由于冷挤压力较大,冷挤成形工艺难以在卡车行星齿轮和半轴齿轮上得到应用。
一火两锻加冷精压齿轮精度可以控制在ISO8~9级,一汽专用汽车有限公司采用该工艺生产卡车用行星齿轮和半轴齿轮。
行星齿轮精锻新型模具设计

根 据 锻 件 重 量 、加 工 精 度 要 求 和 形 状 复 杂 系数 确 定 。 该 行 星 齿 轮 的 齿 形 和 小 端 面 在 精 锻 成 形 后 其 尺 寸 精 度 及 表 面 粗 糙 度 都 已 达 到 要 求 , 不 需 要 再 进 行 机 械 加 工 ,故 不 再 留余 量 ;考 虑 到 背 锥 面 是 安 装基 准 面 , 经 精 锻 不 能达 到 精 度 要 求 , 故 留
LI H ua U -w e , TI N ・ i ng i A Fu‘x a
( n d o Te h o o ia ie s y Qi g a s a d n Qig a c n l gc l Unv ri , n d 0 h n o g,2 6 3 t 6 0 3,Ch n ) i a
ቤተ መጻሕፍቲ ባይዱ
面 。 在 闭 式 精 密 模 锻 中 ,毛 坯 金 属 在 凸 凹模 构 成 的封 闭 型 腔
中变形 ,锻件越 复杂 ,金属流 动越 困难 ,故 应尽可 能使坯料
: = 。 其 传 统 的 加 工 方 法 一 般 是 先 采 用 热 模 锻 生 产 :: : 件 l
毛 坯 ,然 后 采 用 专 门 的 切 齿 机 床 加 工 齿 形 。 这 种 方 法 生 产 成 本 高 , 加 工 周 期 长 , 材 料 利 用 率 低 , 尺 寸 精 度 难 以保 证 。随 着汽 车 生 产 的大 规 模化 ,节 省 材料 和 能 源 、 提 高 生 产 率 变 得 越 来 越 重 要 。 行 星 齿 轮 精 锻 工 艺 因 其 节 材
关 键 词 : 行 星 齿 轮 ;精 密 模 锻 ;模 具 结 构 ; 齿 轮 精 锻
半轴齿轮温(热)精锻新型模具设计

尖 角 。 拟 分 析 及 生 产 实 践 证 明 , 具 不 易 于 齿 轮 型 模 模
腔 的 充 满 , 形 结 束 时 齿 顶 不 饱 满 , 品 率 高 。 且 成 成 废
: 玉峰 (9 2 , , 士在 读 , 事 金属 塑性 成 形 数 值 模 夏 17 一) 男 博 从
拟 模 具 C ) C A1 AM/ A / C E万 向研 究
1 引 言
孔 花 键 一 热 处 理 一 喷 丸 。
目前 ,
轮 精 锻 技 术 口益 受 到 _ r呲 界 各 的 高
上 述工 艺 能耗 大 , 料利 用 率低 , 工 效率 低 , 材 加
度 莺 视 , 国 、 固 、 本 等 发 达 国 家 在 这 方 面 的 研 德 美 口
l可 看 出 , 顶 处 ( 小 圆 圈 出 部 分 ) 最 终 充 填 区 。 齿 用 是 方 案 1模具 结 构 按 经验 设 计 , 用 平 底 凸 模 , : 采 上 凹 模 为齿 模 , 凹模 为 背 锥 模 , 模 中 齿 顶 处 不 设 下 齿
:0 7 0 0 2 0 —1 — 9
摘 要 : 用 有 限 元 模 拟 软 件 对 半 轴 齿 轮 的 温 精 锻 成 形 过 程 进 行 了数 值 模 拟 分 析 , 比分 析 了 两 种 凸 模 运 对 及 凹 模 结 构 形 状 对 齿 形 成 形 的 影 响 。 设 计 了 伞 齿 轮 完 全 闭 塞 式 锻 造 的 模 架 , 心 部 位 刚 性 锁 模 机 构 具 有 良 核
2 工 艺 分 析
0. 3。
轴 齿 轮 传 统 精 锻 ] 艺 :坯 料 加 热 一 粗 锻 一 切 去 氧 化 皮 一 加 热 一 精 锻 一 切 飞 边 一 表 面 清 压 整 形 一 切 削 内 孔 、半 轴 和 大 端 面 一 拉 削 内
差速器半轴齿轮热锻工艺流程
差速器半轴齿轮热锻工艺流程The hot forging process of the differential half-shaft gear is a crucial step in the manufacturing of this component. Hot forging involves the shaping of metal using heat and pressure to create a strong and durable part. This process is essential for ensuring that the differential half-shaft gear possesses the necessary strength and resilience to withstand the demands of its application.热锻差速器半轴齿轮的工艺流程是制造这个零部件的关键步骤。
热锻工艺涉及利用热量和压力来塑造金属,以创造出强大耐用的部件。
这一过程对于确保差速器半轴齿轮具有足够的强度和韧性,以抵御其所面临的应用需求至关重要。
The hot forging of the differential half-shaft gear involves several stages, including heating, forming, and cooling. The metal is heated to a specific temperature to make it more malleable and easier to shape. The shaping process involves pressing the heated metal into a die to create the desired shape of the gear. Finally, the part is allowed to cool and harden, ensuring that it retains its shape and strength.差速器半轴齿轮的热锻过程涉及几个阶段,包括加热、成形和冷却。
半轴齿轮锻造工艺优化设计背景介绍
半轴齿轮锻造工艺优化设计背景介绍
齿轮是一种常用的机械传动元件,广泛应用于各种机械设备中。
其主要作用是传递动力和扭矩,实现不同轴之间的连续和平稳的传动。
在齿轮的制造过程中,锻造是一种常用的工艺方法。
半轴齿轮是一种特殊类型的齿轮,其结构与传统的齿轮有所不同。
半轴齿轮一般由一个大齿轮和一个半轴组成,其作用是将发动机产生的动力传递到车轮上。
由于其特殊的结构和工作环境,半轴齿轮在使用过程中面临着更高的负载和更严格的耐久性要求。
为了提高半轴齿轮的性能和使用寿命,优化设计其锻造工艺是十分必要的。
锻造工艺的优化设计可以通过调整锻造温度、锻造速度、锻造压力等工艺参数,以提高半轴齿轮的材料性能和力学性能。
同时,优化设计可以通过调整毛坯形状和尺寸,改善半轴齿轮的表面质量和几何形状。
当前,随着汽车工业的快速发展,对半轴齿轮的性能要求越来越高。
因此,如何通过优化设计半轴齿轮的锻造工艺,成为了一个重要的研究方向。
优化设计锻造工艺可以提高半轴齿轮的使用寿命,降低其生产成本,提高整个汽车系统的可靠性和效率。
因此,开展半轴齿轮锻造工艺优化设计研究具有重要的理论和实际意义。
差速器半轴齿轮热锻工艺流程

差速器半轴齿轮热锻工艺流程英文回答:Differential gear half axle gear hot forging process.To begin with, let me explain the hot forging process for the half axle gear in a differential gear. Hot forging is a manufacturing process that involves shaping metal by applying heat and pressure. It is commonly used to produce high-strength components with improved mechanical properties.The first step in the hot forging process is the selection of the appropriate material. For the half axle gear, a suitable alloy steel with good heat resistance and high strength is chosen. This ensures that the final product can withstand the demanding conditions of the differential gear system.Once the material is selected, it is heated to aspecific temperature in a furnace. The temperature is carefully controlled to achieve the desired metallurgical properties and to facilitate the deformation of the metal during forging. After reaching the desired temperature, the heated material is transferred to the forging press.In the forging press, the heated material is placed between two dies. The upper die is attached to a ram, which applies a compressive force on the material. The lower die is fixed in position. As the ram moves downwards, it exerts pressure on the material, causing it to deform and take the shape of the die cavities.The hot forging process involves several stages of deformation. The initial stage is known as upsetting, where the material is compressed and its height is reduced. This creates a more compact and denser structure. The next stage is known as drawing out, where the material is elongated and its cross-sectional area is reduced. This helps to refine the grain structure and improve the mechanical properties of the gear.During the hot forging process, the material undergoes plastic deformation, which rearranges the internal structure of the metal. This results in a finer grain structure and improved mechanical properties such as increased strength and toughness. Additionally, the hot forging process eliminates any porosity or voids in the material, ensuring a defect-free final product.After the forging process is completed, the half axle gear is cooled down gradually to room temperature. This is done in a controlled manner to prevent the formation of residual stresses and to improve the dimensional stability of the gear. The cooled gear is then subjected to further machining operations, such as turning and milling, to achieve the final desired shape and dimensions.In conclusion, the hot forging process for the half axle gear in a differential gear involves heating the material to a specific temperature, deforming it under pressure in a forging press, and then cooling it down gradually. This process improves the mechanical properties of the gear and ensures a defect-free final product.中文回答:差速器半轴齿轮热锻工艺流程。
锻造半轴课程设计

锻造半轴课程设计一、课程目标知识目标:1. 学生能理解并掌握锻造半轴的基本概念、制造工艺及在汽车结构中的作用。
2. 学生能描述锻造半轴与整体轴的差别,了解锻造半轴的优势及应用场景。
3. 学生能掌握锻造半轴的材料选择、结构设计及相关技术参数。
技能目标:1. 学生能够运用所学知识,分析并解决实际锻造半轴使用过程中可能遇到的问题。
2. 学生通过小组合作,设计并制作一个简单的锻造半轴模型,提高实践操作能力。
3. 学生能够运用计算机软件进行锻造半轴结构的设计和性能分析。
情感态度价值观目标:1. 培养学生对汽车工程技术的兴趣,激发他们学习相关知识的热情。
2. 培养学生具备良好的团队协作精神,增强沟通与表达能力。
3. 培养学生关注国家汽车产业发展,了解锻造半轴在汽车轻量化、节能环保方面的重要意义。
本课程针对高中年级学生,结合汽车工程课程内容,以锻造半轴为主题,旨在帮助学生掌握锻造半轴的基本知识、设计方法和制造工艺。
课程注重理论知识与实践操作相结合,培养学生解决实际问题的能力,同时提高他们的团队协作和创新能力。
通过本课程的学习,使学生能够更好地适应现代汽车产业的发展需求,为我国汽车工程技术人才的培养奠定基础。
二、教学内容1. 锻造半轴基础知识- 锻造半轴的定义、分类及在汽车结构中的应用- 锻造半轴与整体轴的区别及优势2. 锻造半轴材料及工艺- 锻造半轴的材料选择及性能要求- 锻造工艺流程及参数选择- 锻造半轴的热处理工艺及表面处理技术3. 锻造半轴结构设计- 锻造半轴的结构特点及设计原则- 锻造半轴与轮毂、差速器等连接部位的设计要点- 利用计算机辅助设计软件(CAD)进行锻造半轴结构设计4. 锻造半轴性能分析- 锻造半轴的力学性能分析- 锻造半轴的疲劳寿命预测- 锻造半轴的振动与噪声控制5. 锻造半轴模型制作与实验- 设计并制作一个简单的锻造半轴模型- 进行模型性能测试,分析实验数据- 针对实验结果,优化锻造半轴设计方案教学内容依据课程目标,紧密结合教材,注重科学性和系统性。
精锻汽车汽车差速器半轴齿轮 行星齿轮及变速器结合齿齿轮江苏太平洋精锻

精锻汽车汽车差速器半轴齿轮行星齿轮及变速器结合齿齿轮江苏太平洋精锻科技股份有限公司差速器锥齿轮差速器锥齿轮技术特色公司引进了国内同行中具有领先水平的模具加工、锻压、机加工、热处理、检测等机器装备,成功应用UG、PROE设计软件,实现了对齿轮三维建模技术的二次开发,完全掌握了锥齿轮齿形修形、齿顶修缘、接触区调整等由程序自动实现的模具设计与制造等核心技术,具有从模具设计与制造、锻件制坯及预热处理、精锻、机加工、热处理、检验与试验的完整工艺流程。
公司建立了严格的质量控制制度,并对齿轮原材料选择、生产过程的管理和控制等积累了丰富的生产管理经验,形成了独特的生产工艺,使得公司主要产品汽车差速器半轴齿轮、行星齿轮及变速器结合齿齿轮具有高精度、高强度、疲劳寿命长及一致性好等优点,在市场中具有较强竞争优势。
变速器结合齿轮公司主要生产差速器行星齿轮、半轴齿轮,变速器结合齿轮、倒档齿轮等精密汽车零部件,致力于研究差速器总成、输入轴、输出轴、中间轴、倒档轴、空心轴、离合器齿毂等精密零件的产业化工作。
变速器倒档齿轮公司主要生产差速器行星齿轮、半轴齿轮,变速器结合齿轮、倒档齿轮等精密汽车零部件,致力于研究差速器总成、输入轴、输出轴、中间轴、倒档轴、空心轴、离合器齿毂等精密零件的产业化工作。
Jiangsu Pacific Precision Forging Co.,Ltd.江苏省姜堰市姜堰大道91 号、公司控股股东大洋投资、实际控制人夏汉关和黄静三、本公司特别提醒投资者注意“风险因素”中的下列风险(一)经济周期波动的风险汽车的生产和销售受宏观经济影响较大,产业与宏观经济波动的相关性明显。
全球经济和国内宏观经济的周期性波动都将对我国汽车生产和消费带来影响。
当宏观经济处于上升阶段时,汽车消费活跃,汽车产业迅速发展;反之当宏观经济处于下降阶段时,汽车消费低迷,汽车产业发展放缓。
公司的业务收入主要来源于为汽车制造商和一级配套商配套的精锻齿轮产品,尽管公司的最终用户绝大多数是国内外主要的知名整车厂,市场表现稳定,经营业绩良好,但受到经济周期的影响,如果客户的经营状况恶化,将可能造成公司订单减少、存货积压、货款收回困难等状况,因此公司存在受经济周期波动影响的风险。
汽车设计课程设计乘用车普通锥齿轮差速器及半浮式半轴设计说明书
雨燕1.3L乘用车普通锥齿轮差速器及半浮式半轴设计说明书摘要:普通的对称式圆锥齿轮差速器由差速器左右壳,两个半轴齿轮,四个行星齿轮,行星齿轮轴,半轴齿轮垫片及行星齿轮垫片等组成。
由于其具有结构简单、工作平稳可靠、质量较小、制造方便、用于公路汽车上也很可靠等优点,故广泛用于各类车辆上。
本文参照传统差速器的设计方法进行了雨燕1.3L乘用汽车差速器的设计。
本文首先根据经验公式,然后参考圆锥行星齿轮差速器的结构尺寸,确定出差速器齿轮的主要设计参数;最后对差速器齿轮的强度进行计算和校核。
本文是采用普通圆锥齿轮差速器作为雨燕1.3L乘用汽车的差速器进行设计的。
半浮式半轴以靠近外端的轴颈直接支承在置于桥壳外端内孔中的轴承上,而端部则以具有锥面的轴颈及键与车轮毂相固定,或以突缘直接与车轮轮盘及制动鼓相联接,因此,半浮式半轴除传递转矩外,还要承受车轮传来的垂向力、纵向力(驱动力或制动力)及侧向力所引起的弯矩。
可见,半浮式半轴承受的载荷复杂,但它具有结构简单、质量小、尺寸紧凑、造价低廉等优点。
用吞质量较小、使用条件较好、承载负荷也不大的轿车和轻型载货汽车。
雨燕1.3L小型乘用车的结构紧凑,整备质量小,适合选用半浮式半轴。
关键字:对称式、锥齿轮、差速器、行星齿轮、半浮式半轴引言:根据汽车行驶运动学的要求和实际的车轮、道路以及它们之间的相互关系表明:汽车在行驶过程中左右车轮在同一时间内所滚过的行程往往是有差别的。
例如,转弯时外侧车轮的行程总要比内侧的长。
另外,即使汽车作直线行驶,也会由于左右车轮在同一时间内所滚过的路面垂向波形的不同,或由于左右车轮轮胎气压、轮胎负荷、胎面磨损程度的不同以及制造误差等因互引起左右车轮外径不同或滚动半径不相等而要求车轮行程不等。
在左右车轮行程不等的情况下,如果采用一根整体的驱动车轮轴将动力传给左右车轮,则会由于左右驱动车轮的转速虽相等而行程却又不同的这一运动学上的矛盾,引起某一红运车轮产生滑移。
半轴齿轮毕业设计

摘要本毕业设计题目是汽车差速器半轴齿轮工艺规程及工装夹具设计。
本毕业设计内容主要包括零件图的工艺分析,包括零件的结构分析,技术条件分析,材料及切削特性的分析,零件的工艺性分析等;毛坯的设计,包括毛坯种类的确定,毛坯的工艺要求,毛坯的余量和公差以及毛坯零件图绘制;工艺规程设计,包括工艺路线的制定,工序尺寸的制定,主要表面的加工方法及表面质量和尺寸精度的保证方法,热处理工序和辅助工序的安排,工时计算以及绘制工艺流程图。
关键字:机械加工;半轴齿轮;夹具设计;加工工艺AbstractThis graduation design topic is the car differential half axle gear process planning and fixture design. This graduation design mainly includes the analysis of the process of parts drawing, including the analysis of parts of the structure, technical condition analysis, analysis of materials and cutting characteristics, parts of the process analysis and so on; blank design, including the determination of blank type, process requirements blank, blank allowance and tolerance and blank parts drawing process; design, including the development of technology, the development process size, ensure the method of processing methods of surface and surface quality and dimensional accuracy, arrange heat treatment process and auxiliary process, man hour calculation and drawing process flow diagram.Key words: Half axle gear machining; fixture design; process目录前言 (I)1 左后驻车制动钳体的工艺规程设计 (1)1.1 零件图工艺分析 (2)1.1.1 零件的工作状态及工作条件 (2)1.1.2 零件的作用 (2)1.1.3 零件的技术条件分析 (2)1.1.4 驻车制动钳体材料及切削加工性 (4)1.1.5 热处理检验 (6)1.1.6 零件的工艺性分析 (6)1.2 毛坯的设计 (7)1.2.1 毛坯种类的确定 (7)1.2.2 毛坯的工艺要求 (7)1.2.3 毛坯余量和公差 (8)1.3工艺规程的设计 (11)1.3.1 工艺路线的制定 (11)1.3.2 工序尺寸的确定 (18)1.3.3 加工过程中有关机床、夹具、刀具、量具的选用................ 错误!未定义书签。
新型行星齿轮锻模设计
新型行星齿轮锻模设计
田福祥
【期刊名称】《模具工业》
【年(卷),期】2003()2
【摘要】论述了精锻汽车差速器行星齿轮原模具结构存在的问题 ,设计了行星齿轮精锻新工艺和新型锻模结构,使模具寿命和生产效率显著提高。
【总页数】3页(P35-37)
【关键词】齿轮制造;精密模锻;模具设计
【作者】田福祥
【作者单位】青岛建筑工程学院
【正文语种】中文
【中图分类】TG315.2
【相关文献】
1.新型内齿轮精锻模设计 [J], 王名涌;贾俊龙
2.新型内齿轮精锻模设计 [J], 田福祥
3.新型螺旋伞齿轮坯锻模设计 [J], 田福祥;闫闵
4.汽车差速器半轴齿轮新型锻模设计 [J], 田福祥
5.新型拖拉机齿轮浮动式锻模设计 [J], 于金伟
因版权原因,仅展示原文概要,查看原文内容请购买。
差速器半轴齿轮冲孔切边复合工艺探讨

差速器半轴齿轮冲孔切边复合工艺探讨差速器半轴齿轮冲孔切边复合工艺探讨文/孟江涛·洛阳华冠齿轮股份有限公司在差速器直齿锥齿轮生产的历史中,其生产工艺经过了数次变革。
二十世纪八十年代以前,差速器直齿锥齿轮大多沿用传统的切削加工锥齿齿形,即采用格里森刨齿机刨齿成形,不仅浪费材料,而且生产效率极低;因而,进入二十世纪九十年代,精锻直齿锥齿轮因具有节能、节材、结实耐用等优点,逐渐取代了传统的切削齿轮,此先进工艺已被齿轮行业及采购商乐于接受,但精锻直齿锥齿轮经过近二三十年的发展、提升,节约材料这一主题始终没有达到最佳效果。
现在的精锻直齿锥齿轮,其基本工艺为:下料→剥皮→一火两锻→冷切边→抛丸→钻内孔→车外轮廓→精车内孔→拉削内花键→清洗→热处理渗碳淬火→抛丸→磨削安装基准面。
锥齿轮加工行业,一直在外轮廓机加工余量上下功夫,但此机加余量又受上下模具中心错移量及锻造设备上滑块与导轨之间间隙所限,使得直齿半轴锥齿轮锻坯径向余量只能控制在1.5mm左右,而对于半轴齿轮的内孔材料,一直没有得到有效利用,特别是对于大孔径(φ50mm~φ70mm)齿轮,仍采用钻削去除内孔原材料,这样不仅加工效率低、钻头消耗高,而且也严重浪费原材料。
为了提高精锻直齿锥齿轮的材料利用率及机加工(免钻孔)效率,我们特意设计了一种半轴齿轮精锻模(使得锻造时内孔拉伸足够深,连皮足够薄且二次精锻时使连皮轴向错移,便于后序冲孔、切边时,达到一次性先冲孔后切边)。
半轴齿轮精锻模见图1。
图1 半轴齿轮精锻模差速器半轴齿轮经选料规格、一火两锻多次试锻,终锻造出节材、令人满意的锻件,其关键之处在于,二次精锻时,不仅使渐开线直齿锥齿齿形精度得到了校正,齿轮锻件内孔得到了进一步的拉伸,更重要的是锻件内孔连皮在内孔进一步拉伸过程中产生了轴向错移,使连皮处的金属纤维遭到了破坏,更有利于后续冲孔切边复合工序,同时达到冲去精锻时齿轮的内孔连皮及开式锻造外周产生的齿形飞边。
汽车半轴锻造工艺——摆辗成形设计.docx
汽车半轴锻造工艺摆辗成形设计说明书系另别机电工程系专业材料成型及控制专业班级材料B091班汽车半轴是车轮转动的直接驱动件,是传递扭矩的一个重要零件。
汽车运行时,发动机输出的扭矩,经过多级变速和传动器传递给半轴,再由半轴传到车轮上,推动汽车前进或倒退。
在启动或上坡时,扭矩很大,特别在紧急制动或行驶在不平坦的道路上时工作条件更为恶劣。
因为半轴在工作时要承受冲击、交变弯曲疲劳荷载和扭力的作用,所以要求材料有足够的抗弯强度、抗剪强度和较好的韧性。
过去,半轴锻件均是在空气锤上采用胎模锻造,其工艺落后,锻件精度低,工件表面质量差,废品率高,工人劳动强度大,胎模易坏,易磨损,成本高,生产率低,只能中、小批量生产。
显然,这种工艺已不适应用目前市场的需要。
而半轴的摆辗新工艺,因采用了由摆辗机和液压机组成的摆辗机组后效益明显。
摆辗原理和工艺特点摆辗机的摆辗原埋是利用一个绕中心迅速纯辗动的圆锥形上模对毛坯端面局部加压,使毛坯逐步成形的一种加工方法。
由于摆动辗压变形是局部接触顺序加压,所以其接触面积和单位压力都比较小。
本次设计,旨在引导学生接触新技术,通过汽车半轴的工艺分析、工艺方案的确定、模具总体结构的选择、摆辗成形工艺与设计计算、模具主要零件尺寸计算及绘制。
通过以上这几个项目的学习,掌握锻造成形工艺与模具设计方面的基本知识和基本技能,强化学生的工程意识。
由于水平有限,以及设计时间仓促,书中难免会有不妥甚至出现错误,恳请老师及时批评指正以便调整和改正。
华北科技学院机电工程学院目录一课程设计任务书................................................... 1...二汽车半轴锻造工艺方案分析......................................... 2..三摆辗工艺总体设计................................................. 3..3.1半轴材料选择 .................................................. 3..3.2 半轴主要工序具体尺寸.......................................... 3..3.3 半轴主要参数.................................................. 3..3.4 总体流程......................................................4...四半轴制坯——挤压工艺............................................. 5..4.1 工艺分析......................................................5...4.2 挤压变形过程..................................................5..4.3 挤压模具简图.................................................. 7..五法兰成形——摆辗工艺............................................... 8..5.1 摆辗工艺参数.................................................. 8..5.1.1 回转中心与压力中心 ..................................... 8..5.1.2 摆角的选择 ............................................. 8..5.1.3 每转进给量 ............................................. 9..5.1.4 面积接触率的计算 ....................................... 9..5.1.5 摆辗力的计算 .......................................... 1..05.1.6 分模面的选择 .......................................... 1..05.2 摆辗凸模设计................................................. 1..15.3 摆辗凹模设计................................................. 1..2第六章摆辗模具装配图 ................................................ 1..4锻造设计个人总结.......................................................................... 1..5 .致谢.......................................................................... 1..6 .参考文献.......................................................................... 1..6 .课程设计任务书(1)设计题目汽车半轴锻造工艺设计图1-1(2)设计要求1、尺寸不全,需要自己补充尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 4 新型半轴齿轮粗锻模 1- 半轴模 2- 半轴模套 3- 出件器 4- 顶杆 5- 下模座 6- 压力板 7- 托板 8- 顶杆 9- 压力板 10- 支撑环 11- 齿模套 12- 暗螺母
13- 齿模 14- 冲头 15- 垫片 16- 压力板 17- 上模座
( 2) 国内绝大多数齿轮精锻设备是螺旋压力机, 螺旋压力机和原锻模均无上顶料装置, 因此上模( 半轴 模) 留有较大的拔模斜度( 7 °~ 10°) , 致使锻件半轴金 属辅料过多, 车削余量过大, 增加了钢材消耗和车削成 本。
( 3) 齿模温升高, 导致齿模退火或热疲劳早期失 效。粗锻变形结束时, 上模随滑块上行, 锻件留在下模 ( 齿模) , 由于人工操作的顶料系统将锻件顶出齿模需
(Qingdao Technological University, Qingdao, 266033, China) Abstr act: A discussion is made on the problems of original dies for precision forging of half axle gear of automobile differential, the forging technique and the design of forge piece are improved, and the new type of blocker die and finish forging die is designed. The teeth die of the new type of blocker die is on the upper die, the cavity die of the half axle is on the lower die, so the positing blank is accurate and quick, there is no flash on rough forging, and the time that teeth die touches forging is short, the temperature rise of teeth die is little, the die's lifetime is high. There is a shedder on the upper die of the new type of finish forging die, so that pattern draft angle of half axle of forging is small, oversize for machining is little. As a result of using the new type of forging dies, the die's lifetime and the productivity are greatly increased, the material consumed and the production cost are decreased Key wor ds: motorized gear; differential gear; half axle gear; precision die forging; gear precision forging
DOI:10.14158/ki.1001-3814.2005.10.031
《热加工工艺》 2005 年第 10 期
生产技术与应用
75
汽车差速器半轴齿轮新型锻模设计
田福祥 ( 青岛理工大学, 山东 青岛 266033)
摘 要: 论述了精锻汽车差速器半轴齿轮原模具结构存在的问题, 改进了锻造工艺和锻件设计, 设计了新型粗锻模和精
( 4) 粗锻模导向的锁扣易于克伤和早期磨损, 导致 上下模错移和模具齿塑性变形。受压力机滑块行程和 操作空间限制, 模具锁扣导向长度较短, 而粗锻时, 由 于坯料变形量大, 锁扣导向长度小于滑块粗锻行程( 从 上模接触坯料至坯料变形结束过程中的滑块行程) 。由 于锁扣导入之前, 金属变形已经开始, 金属的不均匀变 形产生很大的横向力作用于上、下模, 锁扣不是自由导 入, 而是在很大横向力约束下导入的, 使锁扣导入面被 克伤和很快磨损失效, 导致上下模错移, 不仅造成锻件 上下错位, 易出废品, 而且造成锻件飞边厚度一侧厚, 另一侧薄, 当某处飞边很薄时, 继续变薄十分困难, 该 处飞边作用在模具齿大端面上的单位压力极大, 加之 模具因温升过高引起退火而硬度降低等因素, 致使齿 模 塑 性 变 形[2]。
收稿日: 2005-06-29 作者简介: 田福祥( 1951-) , 男, 吉林德惠人, 教授
电话: ( 0532) 85071279, Email: tfxjg@qtech.edu.cn
图 2 原半轴齿轮粗锻模 锥角较大, 粗锻时坯料无法依靠模具结构自然定位, 而 靠人工目测定位, 难以准确迅速地放置坯料, 许多坯料 仍是在偏置状态下锻造的, 不仅导致锻件上下错位, 而 且为保证偏置坯料成形的锻件也不“缺肉”, 只好加大 料块, 同时无法实现无飞边粗锻。由于粗锻后, 热切边 过程中锻件降温较大, 从而难以实现“一火两锻”。
76
APPLICATION
Hot Working Technology 2005 No. 10
要一定的时间, 即热锻件与齿模接触时间较长, 致使模 齿温升较高, 从而易于引起齿模退火, 硬度降低, 导致 齿模塑性变形早期失效。同时因齿模表面温度过高, 而 内层金属尚处于较低的温度, 表层热膨胀因受内层约 束而产生压应力; 锻件出模后, 由于向齿模表面喷洒冷 却润滑剂, 使齿模表面急冷而收缩, 但受到内层金属约 束, 表层又产生拉应力。齿模表面如此骤冷骤热, 产生 循环热应力, 使齿模表面产生裂纹, 导致齿模热疲劳早 期失效 [1]。
( 4) 增强了下模压力板承载能力。由于增大了出件 器 3 的底面直径, 在出件器 3 和压力板 6 之间增加了 一个压力板 9, 减小了顶杆 5 的直径( 由原来的 20 mm 减小为 12 mm) , 并且压力板 9 的的强度( 材料和热处 理硬度) 与出件器相当, 比压力板 6 高。从而使出件器 的压力逐级分散, 避免了下垫板断裂或变形, 因此也避 免了下模座和压力机工作台垫板塑性变形。
( 2) 齿模与热锻件接触时间短, 模具温升小, 模具 寿命高。上齿模( 上模) 锻击锻件成形后立即随滑块上
为了解决上述问题, 我们研制了节材、高效、高寿 命的半轴齿轮新型锻模, 并制订了“一火两锻”新工艺 精锻新工艺, 其工艺流程为: 坯料少无氧化加热→粗 锻→精压→切飞边→表面清理→冷压整形。与原工艺 相比, 省去了粗锻后的切边、去氧化皮、精锻前的加热 等工序, 降低了生产成本[3]。
《热加工工艺》 2005 年第 10 期
生产技术与应用
77
行, 由于齿模对锻件的摩擦力小于半轴模对锻件的摩 擦力, 锻件在锻击完成后的瞬间即脱离上行的齿模, 齿 模与锻件接触时间极短, 仅为原工艺的六分之一, 大大 减小了齿模温升, 从而避免了齿模退火和热疲劳早期 失效。
( 3) 由于采用导柱导套导向, 导向行程足够长, 上 模与坯料接触之前, 无横向力干涉, 导柱与导套已自由 导入, 避免了导入面之间的克伤和磨损早期失效, 确保 上、下模不错移。
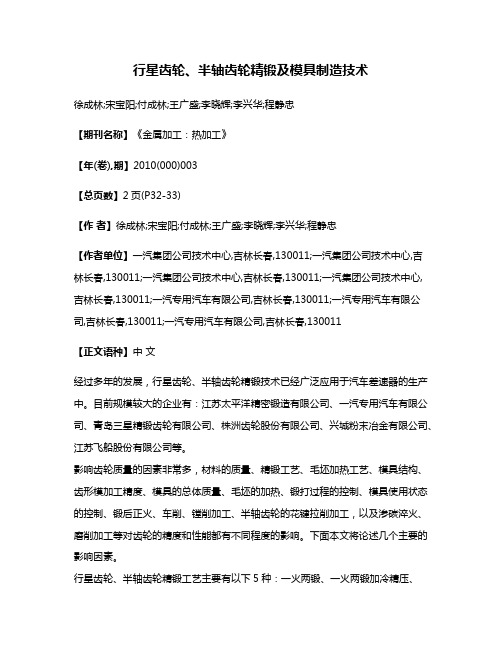
为适应“一火两锻”工艺要求, 改进了锻件设计。图 3 是改进后的 BJ130 半轴齿轮粗锻件和精压件( 图 3b 的双点划线为零件轮廓) 。由于粗锻模的齿模在上模, 且无上顶料装置, 为确保锻件留在下模( 参见图 4) , 粗 锻件的半轴设计为无拔模斜度。精压模的半轴模在上 模, 受结构空间限制, 精压模的上顶料力的大小和行程 有限, 因此精压件半轴部分设 2°拔模斜度较合适。粗 锻件与精压件相比, 轴向高度留有有 2 mm 的压下量, 半轴直径比精压件半轴小端直径小 1 mm。
1 原锻模存在的问题
图 1 是北京 130 汽 车差速器 半 轴 齿 轮 零 件 简 图, 根据零件设计锻件图( 原锻件图略) 。原精锻工艺流程 为: 坯料加热→粗锻→切飞边→去氧化皮→加热→精 压→切飞边→表面清理→冷压整形。
1- 半轴模压环 2- 半轴模 3- 齿模压圈 4- 出件器 5- 齿模 6- 上顶杆 7- 下顶杆 8- 下压力板 9- 下模座
压模。新型粗锻模的齿模设在上模, 半轴凹模设在下模, 坯料定位准确迅速, 可实现无飞边粗锻; 齿模与热锻件接触时间短, 模
具温升小, 模具寿命高。新型精压模的上模设有顶件装置, 锻件半轴的拔模斜度小, 锻件半轴的金属敷料少。新型模具可显著
提高模具寿命和生产效率, 降低材耗和生产成本。
关键词: 汽车齿轮; 差速器齿轮; 半轴齿轮; 精密模锻; 齿轮精锻
( 5) 在上、下模座上安装暗螺母 12, 避免因模座硬 度低和螺栓的频繁拆装导致模座螺纹磨损早期失效。 为便于模座的沉孔加工和暗螺母磨损后更换, 模座的 沉孔为阶梯圆柱形, 大、小沉孔半径之差( 阶梯宽度) 为 5~7 mm。暗螺母 12 与模座间隙配合( H10/d10 ) , 在端 面两者配合的圆周上, 点焊 1 点即可, 既能保证旋紧螺 栓时暗螺母不转动, 又能在更换螺母时很容易将其顶 出。
成的, 无确定数值要求。精压时, 精压模腔完全充满, 锻
件有小量飞边。
3 新型粗锻模
新型粗锻模结构如图 4 所示, 用在 4 000 kN 螺旋 压力机上, 该模具有以下特点:
( 1) 坯料定位准确迅速, 节约钢材, 便于实现“一火 两锻”。由于半轴模在下模, 且凹模为圆筒形, 所以只要 坯料直径适当 ( 热坯料在凹模内, 单边间隙 0.6~1.0 mm) , 坯料依靠其直径与凹模配合自然准确定位, 不会 偏置, 所以无需以增大飞边为代价来保证锻件丰满, 而 且可通过减小坯料重量及合理设计粗锻件, 实现无飞 边粗锻, 既节约钢材, 又便于实现“一火两锻”。