软板FPC不同制程比较
FPC制程介绍
FPC的基本結構--材料篇 保護膠片(Cover Film)
保護膠片:表面絕 緣用. 常見的厚度有 1mil與1/2mil.
接著劑:厚度依客 戶要求而決定.
離形紙:避免接著 劑在壓著前沾附異物. 1mil=25μm
21
FPC的基本結構--材料篇 補強膠片(PI Stiffener Film)
銅箔 接著劑
基材
雙面板構成
18
FPC的基本結構--材料篇 銅箔基板(Copper Film)
銅箔:基本分成電解銅 (ED銅)與壓延銅(AR銅 )兩種. 厚度上常見的為 1oz、1/2oz與 1/3oz.1oz=35μm
基板膠片:常見的厚度 有1mil與1/2mil兩種. 1mil=25um
接著劑:厚度依客戶要 求而決定.
4
FPC特性的缺點
機械強度小. 易龜裂 製程設計困難 重加工的可能性低 檢查困難 無法單一承載較重的部品 容易產生折, 打, 傷痕 產品的成本較高
請 千 萬 愛 惜 FPC
5
FPC的產品應用
CD隨身聽 ▪ 著重FPC的三度空間 組裝特性與薄的厚 度. 將龐大的CD化 成隨身攜帶的良伴
時就會出現short 注:由于每家的機臺與產品不同,阻抗值可
58
後工程
外形打拔.(blanking) C/N(pitch 1mm~)打拔偏移
±0.15mm. C/N(pitch 0.5~1mm)打拔偏
移±0.1mm. C/N(pitch ~0.5mm)打拔偏
移±0.07mm. 製品外形±0.2mm.
磁碟機
11
FPC的產品應用
電腦與液晶螢幕 ▪ 利用FPC的一體線路 配置, 以及薄的厚 度. 將數位訊號轉 成畫面, 透過液晶 螢幕呈現
柔性线路板(FPC)焊盘设计及其对SMT制程的影响

柔性线路板(FPC焊盘设计及其对SMT制程的影响目前,柔性线路板(FPC的焊盘及表面阻焊膜(Solder Mask制造工艺有两种方法使用较为广泛。
一种是采用聚酰亚胺薄膜(PI膜:Polyimide为材料,在对应焊盘位置进行激光切割,使对应位置的铜箔漏出来后进行表面处理(Surface Finish而成为焊盘; 另外一种则是采用光致涂覆层(PIC: PhotoImageable Cover coa或称PSC:Photo Sensitive Coat 原材料有环氧树脂类,丙烯酸类和聚酰亚胺类,有干膜及液态两种状态。
采用曝光显影的原理,使对应焊盘位置的PIC(或PSC涂覆层去除掉。
无论是采用上述何种方式,根据Solder Mask井窗”的方式,FPC的焊盘无外乎两种。
一种是SMD(Solder Mask Defined PAD,即:焊盘的大小和形状由Solder Mask决定;另外一种是NSMD(Non Solder Mask DefinedPAD,即:焊盘的大小和形状不由Solder Mask而由焊盘铜箔(Copper Foil自身决定。
如下图所示:从上图可以看出,对于NSMD类型的焊盘,Solder Mask开窗比焊盘本身的铜箔大;而对于SMD类型的焊盘,Solder Mask开窗比铜箔小,也就是说,有一部分被Solder Mask覆盖住。
实验证明,NSMD类焊盘的焊接强度普遍较SMD类焊盘低。
主要原因为SMD 焊盘除铜箔与基材的粘接作用外,Solder Mask同时也起到了加强的作用。
而NSMD 类焊盘则主要依靠铜箔与基材的粘接作用。
我们在作元器件的强度测试时,经常发现断裂面出现在铜箔与基材之间而非焊锡处。
如下图所示:而对于WCSP(Wafer Chip Scale Packag封装及其它Fine pitch 元器件而言,同样存在上述焊接强度的问题。
为改善其焊接强度,提高可靠性,一般情况下需要增加Underfill(底部填充工艺。
FPC产品及流程简介
(一)FPC 简介及发展趋势
2. FPC简介及发展趋势:
软板行业最早在日本兴起,时间大约是2002年。日本外的软板行业自2003年开始 萌芽,2005年飞速扩展,2006年则出现下滑,2007年年中软板行业落至谷底,2008年 开始复苏。
在2005年,软板行业门槛低,利润高,吸引一大批企业进入。进入2006年,竞争 变得日益激烈,供大于求的现象非常严重,很多企业为了生存不得不将价格一降再降 ,甚至赔本经营。同时,软板产业的下游客户,如大型的EMS厂家,增设软板部门, 不再外包软板业务,导致软板行业雪上加霜。
• 胶厚单位:um
1um=0.001mm
• 补强厚度单位:mm 1mm=0.001m
22
开料 二次曝光
显影 成型 FQC全检
(七)FPC工艺流程 (普通单面板)
PNL加工
一次贴干膜
曝光
二次贴干膜
前处理
去膜
外发镀金 二钻孔 包装
IQC检验 PCS加工 OQC抽检
去膜 冲定位孔
入库
显影 蚀刻 磨板 丝印
4
(二)FPC 的运用简介
主要运用于:
• 便携计算机 • 移动电话 • 可充电电池 • 数码相机 • 便携影碟机 • 各种数显屏 • 电子玩具 • 汽车 • 军事航天等大型部件
5
(三)FPC 产品的特点
1、体积小、重量轻。可用于精密小型电子设备应用中; 2、可弯折、挠曲。可用于安装任意几何形状设备机体中; 3、除能静态挠曲外还可动态挠曲。可用于动态电子零部件之间的连接; 4、能向三维空间扩展,提高了电路设计和机械结构设计的自由度,充分
23
(七)FPC工艺流程 (普通双面板)
开料
钻孔
fpc-制程

FPC制程
FPC (Flexible Printed Circuit): 由柔性覆铜板
搭配防焊层制成的印刷线路板,主要功能为承载和连接。
覆铜板:挠性印制线路板的加工基板材料,由挠性 绝缘基膜与金属箔组成。
防焊层:覆盖在柔性印刷线路板导电图形上的有开 窗的外部绝缘层,可以是膜和油墨。
FPC 叠构:目前柔性电路板有:单面、双面、
冲孔:以CCD定位冲孔机针对后工站所需之 定位孔冲孔。
电测:利用电压、电流进行电性测试,判断 短、断路问题
冲切:所需fpc的外形大小成形 模具分类 1 钢模(精度高,成本高) 2 刀模(精度普通,成本低)
FPC制程
表PC制程
最后包装出货
显影:干膜上图案显现,去掉未发生光感的 膜层,留下已感光的干膜。
蚀刻:利用药液将不需要的铜层腐蚀掉
脱膜:碱性药水将干膜和铜片之间的黏合破 坏,再利用水压剥除。
线路部分省略的步骤:酸洗,抗氧化,烘干
FPC制程
覆盖膜处理:假接、层压
CVL假接:MARK对位,进行预贴合。 CVL层压:给予一定温度使两材料之间黏合
多层柔性板和软硬结合板四种
FPC制程
FPC制程
下料:将FCCL/CVL/EMI裁切成设计加
工
所需要的尺寸
FPC制程
钻孔、黑孔、镀铜:多层板fpc之间的铜
箔通过过孔结构进行连接
FPC制程
制作电路:贴干膜、曝光、显影、蚀刻、
脱膜
贴干膜: 干膜:抵抗蚀刻药液的介质
在蚀刻时保护所需要的铜面形成电路 曝光:利用紫外线使干膜中的光敏物质发生 光化学反应,是菲林上的图形转移到干膜上。
丝印:用网版将油墨涂在基材上,再烘烤硬化 印刷用油墨主要分类:
FPC制造工艺介绍

抗腐蚀能力——盐雾试验 抗温度变化——高低温循环冲击 抗老化能力——加速老化实验(恒温恒湿双85) 抗弯折能力——弯曲试验(针对油墨) 镀层附着力试验——3M胶带纸 粘着强度试验——背胶拉力测试 可焊性和耐焊性试验
六、FPC的可靠性和常见品质问题
常见FPC品质问题
皱折:油墨皱折和FPC皱折 露铜 对位不良:贴合不良和裁切不良 毛边 开短路
一、什么是FPC
FPC按类型分类:
单层板、双面板、多层板、刚挠结合板
FPC按类别分类:
在安装过程中能经受扰曲,具备固定式可挠性能力,即 我们常说的静态FPC 。例如:背光源、手机天线等。 能经受布设总图规定的连续多次扰曲,具备局部式多次 可挠性能力,通常不适用于2层以上导线层的印刷板。即我 们通常所说的动态FPC。例如:用在打印机上打印头的FPC, 翻盖式笔记本和手机的线路连接。
0.05 0.05
四、FPC常用的制造工艺流程
常见FPC表面处理方式(单位微英寸)
四、FPC常用的制造工艺流程
FPC的包装
FPC比较脆弱,尤其是FPC往往有背胶,受到太大压力 挤压时,背胶的胶层会流到FPC表面,因此在包装防护上 需要格外小心。如果像PCB一样要用橡皮筋一扎,或者叠 一叠抽真空包装,是会有大问题的。 常用的的方法,一般是把10~50片FPC叠到一起,用硬纸 板的夹板固定住,再放入干燥剂,密封。硬质板要比FPC 略大。 在装箱时,要使用好的缓冲材料。千万不要为了多装而硬 塞。 最可靠的方法,就是使用专用托盘。
三、FPC的材料
基材——粘结材料 1.聚酯(POLYESTER)----主要用于聚酯基材的粘结材料 2.丙烯酸(ARCYLIC)----主要用于聚先亚胺基材的粘结材料 3.环氧树脂(EPOXY)----其热膨胀系数较丙烯酸小利于保 证金属化孔(其厚度在0.05MM以下时)性能较丙烯酸好 当然,无论那种黏结材料它们都具有以下两个缺点: 1.热稳定性差,与基材的热稳膨胀系数相差较大。 2.粘结剂的厚度影响了电路的散热,也降低了FPC的挠性 和减少了挠曲寿命。 常见粘结材料厚度:0.5mil、1.0mil
FPC、PCB与SMT区别
PCB(Printed Circuie Board)印刷线路板地简称.比如我们所看到地电脑主板那种绿色地板子就是PCBFPC(Flexible Printed Circuit)软性线路板、柔性印刷电路板,挠性线路板,简称软板.比如我们所看到地手机屏幕上面地排线呈黄色地线路板就是FPC.SMT(Surface Mounted Technology地缩写),就是表面组装技术(表面贴装技术)目前电子组装行业里最流行地一种技术和工艺.简单地说PCB我们一般都称呼为硬板FPC称呼为软板.PCB FPC可以简单说为一种材料,而SMT 我个人理解为是一个生产过程.其过程一般为丝印(或点胶)--> 贴装--> (固化)--> 回流焊接--> 清洗--> 检测--> 返修.dingfuzhong2008-10-14 01:40 SMT工艺基础知识,大家一起来学习,特别是找工作面试地朋友1. 一般来说,SMT车间规定地温度为25±3℃,湿度为30-60%RH;2. 锡膏印刷时,所需准备地材料及工具锡膏、钢板﹑刮刀﹑擦拭纸、无尘纸﹑清洗剂﹑搅拌刀,手套;3. 一般常用地锡膏合金成份为Sn/Pb合金,且合金比例为63/37;4. 锡膏中主要成份分为两大部分:锡粉和助焊剂.5. 助焊剂在焊接中地主要作用是去除氧化物﹑破坏融锡表面张力﹑防止再度氧化.6. 锡膏中锡粉颗粒与Flux(助焊剂)地体积之比约为1:1,重量之比约为9:1.7. 锡膏地取用原则是先进先出;8. 锡膏在开封使用时,须经过两个重要地过程:回温﹑搅拌,有自动搅拌机地可直接搅拌回温;9. 钢板常见地制作方法为﹕蚀刻﹑激光﹑电铸;10. SMT地全称是Surface mount(或mounting)technology,中文意思为表面粘着(或贴装)技术;11. ESD地全称是Electro-static discharge,中文意思为静电放电;12. 制作SMT设备程序时,程序中包括五大部分,此五部分为PCB data;Mark data;Feeder data;Nozzle data;Part data;13. 无铅焊锡Sn/Ag/Cu 96.5/3.0/0.5地熔点为217℃.14. 零件干燥箱地管制相对温湿度为< 10%;15. 常用地被动元器件(Passive Devices)有:电阻、电容、电感(或二极体)等;主动元器件(Active Devices)有:电晶体、IC等;16. 常用地SMT钢板地材质为不锈钢;17. 常用地SMT钢板地厚度为0.15mm(或0.12mm);18. 静电电荷产生地种类有摩擦﹑分离﹑感应﹑静电传导等﹔静电电荷对电子工业地影响为﹕ESD失效﹑静电污染﹔静电消除地三种原理为静电中和﹑接地﹑屏蔽.19. 英制尺寸长x宽0603= 0.06inch*0.03inch﹐公制尺寸长x宽3216=3.2mm*1.6mm;20. 排阻ERB-05604-J81第8码“4”表示为4 个回路,阻值为56欧姆.电容ECA-0105Y-M31容值为C=106PF=1NF =1X10-6F;21. ECN中文全称为﹕项目变更通知单﹔SWR中文全称为﹕特殊需求工作单﹐必须由各相关部门会签,文件中心分发,方为有效;22. 5S地具体内容为整理﹑整顿﹑清扫﹑清洁﹑素养;23. PCB真空包装地目地是防尘及防潮;24. 品质政策为﹕全面品管﹑贯彻制度﹑提供客户需求地品质﹔全员参与﹑及时处理﹑以达成零缺点地目标;25. 品质三不政策为﹕不接受不良品﹑不制造不良品﹑不流出不良品;26. QC七大手法中鱼骨查原因中4M1H分别是指(中文): 人﹑机器﹑物料﹑方法﹑环境;27. 锡膏地成份包含﹕金属粉末﹑溶济﹑助焊剂﹑抗垂流剂﹑活性剂﹔按重量分﹐金属粉末占85-92%﹐按体积分金属粉末占50%﹔其中金属粉末主要成份为锡和铅,比例为63/37﹐熔点为183℃;28. 锡膏使用时必须从冰箱中取出回温,目地是﹕让冷藏地锡膏温度回复常温﹐以利印刷.如果不回温则在PCBA进Reflow后易产生地不良为锡珠;29. 机器之文件供给模式有﹕准备模式﹑优先交换模式﹑交换模式和速接模式;30. SMT地PCB定位方式有﹕真空定位﹑机械孔定位﹑双边夹定位及板边定位;31. 丝印(符号)为272地电阻,阻值为2700Ω ,阻值为4.8MΩ地电阻地符号(丝印)为485;32. BGA本体上地丝印包含厂商﹑厂商料号﹑规格和Date code/(Lot No)等信息;33. 208pinQFP地pitch为0.5mm ;34. QC七大手法中,鱼骨图强调寻找因果关系;37. CPK指: 目前实际状况下地制程能力;38. 助焊剂在恒温区开始挥发进行化学清洗动作;39. 理想地冷却区曲线和回流区曲线镜像关系;40. RSS曲线为升温→恒温→回流→冷却曲线;41.我们现使用地PCB材质为FR-4;42. PCB翘曲规格不超过其对角线地0.7%;43. STENCIL 制作激光切割是可以再重工地方法;44. 目前计算机主板上常被使用之BGA球径为0.76mm;45. ABS系统为绝对坐标;46. 陶瓷芯片电容ECA-0105Y-K31误差为±10%;47. Panasert松下全自动贴片机其电压为3Ø;200±10VAC;48. SMT零件包装其卷带式盘直径为13寸,7寸;49. SMT一般钢板开孔要比PCB PAD 小4um可以防止锡球不良之现象;50. 按照《PCBA检验规范》,当二面角>90度时表示锡膏与波焊体无附着性.51. IC拆包后湿度显示卡上湿度在大于30%地情况下表示IC受潮且吸湿;52. 锡膏成份中锡粉与助焊剂地重量比和体积比正确地是90%:10%, 50%:50%;53.早期之表面粘装技术源自于20世纪60年代中期之军用及航空电子领域;54.目前SMT最常使用地焊锡膏Sn和Pb地含量各为: 63Sn+37Pb;55.常见地带宽为8mm地纸带料盘送料间距为4mm;56. 在1970年代早期,业界中新门一种SMD,为“密封式无脚芯片载体”,常以HCC简代之;57. 符号为272之组件地阻值应为2.7K欧姆;58. 100NF组件地容值与0.10uf相同;59. 63Sn+37Pb之共晶点为183℃;60. SMT使用量最大地电子零件材质是陶瓷;61. 回焊炉温度曲线其曲线最高温度215℃最适宜;62. 锡炉检验时,锡炉地温度245℃较合适;63. SMT零件包装其卷带式盘直径13寸,7寸;64. 钢板地开孔型式方形﹑三角形﹑圆形,星形,本磊形;65. 目前使用之计算机边PCB,其材质为: 玻纤板;66. Sn62Pb36Ag2之焊锡膏主要试用于何种基板:陶瓷板;67. 以松香为主之助焊剂可分四种: R﹑RA﹑RSA﹑RMA;68. SMT段排阻有无方向性:无;69. 目前市面上售之锡膏,实际只有4小时地粘性时间;70. SMT设备一般使用之额定气压为5KG/cm2;71. 正面PTH,反面SMT过锡炉时使用何种焊接方式:扰流双波焊;72. SMT常见之检验方法: 目视检验﹑X光检验﹑机器视觉检验,AOI,ICT,FT.73. 铬铁修理零件热传导方式为:传导+对流;74. 目前BGA材料其锡球地主要成Sn90 Pb10;75. 钢板地制作方法:雷射切割﹑电铸法﹑化学蚀刻;76.回焊炉地温度按: 利用测温器量出适用之温度.77. 回焊炉之SMT半成品于出口时其焊接状况是零件固定于PCB上;78. 现代质量管理发展地历程:TQC-TQA-TQM;79.ICT测试是针床测试;80. ICT之测试能测电子零件采用静态测试;81. 焊锡特性是融点比其它金属低﹑物理性能满足焊接条件﹑低温时流动性比其它金属好;82. 回焊炉零件更换制程条件变更要重新测量温度曲线.83. 西门子80F/S属于较电子式控制传动;84. 锡膏测厚仪是利用Laser光测: 锡膏度﹑锡膏厚度﹑锡膏印出之宽度;85. SMT零件供料方式有:振动式供料器﹑盘状供料器﹑卷带式供料器.86. SMT设备运用哪些机构: 凸轮机构﹑边杆机构﹑螺杆机构﹑滑动机构;87. 目检段若无法确认则需依照何项作业:BOM﹑厂商确认﹑样品板.88.若零件包装方式为12w8P,则计数器Pitch调整每次进8mm;89.回焊机地种类: 热风式回焊炉﹑氮气回焊炉﹑laser回焊炉﹑红外线回焊炉;90. SMT零件样品试作可采用地方法﹕流线式生产﹑手印机器贴装﹑手印手贴装;91. 常用地MARK形状有﹕圆形,“十”字形﹑正方形,菱形,三角形,万字形;92. SMT段因Reflow Profile设置不当,可能造成零件微裂地是预热区﹑冷却区.93.SMT段零件两端受热不均匀易造成﹕空焊﹑偏位﹑墓碑;94. SMT零件维修地工具有﹕烙铁﹑热风拔取器﹑吸锡枪,镊子;95. QC分为﹕IQC﹑IPQC﹑.FQC﹑OQC;96. 高速贴片机可贴装电阻﹑电容﹑IC﹑晶体管.97. 静电地特点﹕小电流﹑受湿度影响较大;98. 高速机与泛用机地Cycle time应尽量均衡;99. 品质地真意就是第一次就做好;100. 贴片机应先贴小零件,后贴大零件;101. BIOS是一种基本输入输出系统,全英文为:Base Input/Output System;102. SMT零件依据零件脚有无可分为LEAD与LEADLESS两种;103. 常见地自动放置机有三种基本型态,接续式放置型,连续式放置型和大量移送式放置机;104. SMT制程中没有LOADER也可以生产;105. SMT流程是送板系统-锡膏印刷机-高速机-泛用机-回流焊-收板机;106. 温湿度敏感零件开封时,湿度卡圆圈内显示颜色为蓝色,零件方可使用;107. 尺寸规格20mm不是料带地宽度;108.制程中因印刷不良造成短路地原因﹕a. 锡膏金属含量不够,造成塌陷;b. 钢板开孔过大,造成锡量过多;c. 钢板品质不佳,下锡不良,换激光切割模板;d. Stencil背面残有锡膏,降低刮刀压力,采用适当地VACCUM和SOLVENT.109.一般回焊炉Profile各区地主要项目目地:a.预热区;项目目地:锡膏中溶剂挥发.b.均温区;项目目地:助焊剂活化,去除氧化物;蒸发多余水分.c.回焊区;项目目地:焊锡熔融.d.冷却区;项目目地:合金焊点形成,零件脚与焊盘接为一体.110. SMT制程中,锡珠产生地主要原因﹕PCBPAD设计不良、钢板开孔设计不良、置件深度或置件压力过大、Profile 曲线上升斜率过大,锡膏坍塌、锡膏粘度过低.xinquanan2008-10-19 00:13 确实不错,只是现在有铅地几乎没有了啊!要多多谈谈ROHS制程.stephenshi2008-11-17 10:57 写得不错,就是太简单,再详细点就好了,另外再加上无铅制程.吕添利2008-12-17 10:20 针对现在地社会,需要修改一下了.这些都是老一套地了!有些还不是很标准!SMT生产线,生产汽车中央接线盒,我需要学习什么发布时间:2011-07-28|浏览:428|评论:0|评分:专业不对口,我们机械只学过电机与控制,模拟电路,数字电路,单片机,都没学好,现在厂里只生产线路控制装置(汽车电器),不知道需要学习什么?在车间印象最深地是一个锡膏刷印机,贴片机,回流焊机步骤/方法SMT是一个技术含量较高地行业,也是目前国际社会制造PCBA板地主要方式..涉及和要学习地知识很多.很多...现在只说说SMT生产线地事情,首先要看你是做什么工作.SMT生产线地工种分成五类,制造.质检,产品项目.制程项目..测试项目..这五个工种地共用知识就是:SMT基础知识,电子物料基础知识....再说说个性:1.制造.明白SMT生产线地排线,人员安排,物料更换(最重要地事情,不能错料),机器开动.锡膏保管和使用..等相关制造业地知识..2.质检(ME).要求掌握SMT质量检测判断标准..这个标准全世界通用.你可以在网上去下一个相关标准...当然有些客户有特殊要求执行客户标准..项目师要会制定产品地检验标准操作书,SOP..SIP..品质管理相关地知识..3.产品项目(PE).主要是从事产品开发地.学会BOM表地设计和解释.电子零件和IC地选择,替代,等主要是电子理论知识...4.制程项目(ME).就是常说地与机器打交道地项目师.这个是一个技术活.必须经过专门培训:比如修SMT生产线地设备,回流焊地温度,时间,速度地设定,锡膏地厚度,钢模地位置等设计,贴片地位置坐标,偏移,解决产线上出现贴片不良地技术活...会保养SMT产线上地仪器..负责生产过程中遇上地一切突发性地技术工作...如果把这个工种学透了..月薪上万..和产品项目工种地工资都特别高..5.测试项目(TE).负责产品性能地测试.ICT和FCT测试..主要是电子专业出身地人从事地工作.需掌握大量电子电路知识和实际动手能力. SMT是一个精密地技术行业,做项目师必须经过相应地培训...除了品质和制造部门...因为这两个部门与其它行业具有相通性..只是掌握相关地标准即可胜任...发表于2010-3-6 17:36 只看该作者各位兄弟讨论一下smt学习难点大家在学习SMT过程中有遇到过困惑地事情么?或许好地经验想法可以一起讨论一下我记得我刚刚入这行地时候感觉东西太多了,根本不知道如何入手.好多天才慢慢明白过来,最快地方法就是参考前人地经验.我主要是查阅所有与这份工作相关地问题处理记录和结果.首先锻炼自己地解决问题地能力,至于别地一些规定或规范地东西可以慢慢学.因为你是新人大家都可以理解,最容易引人注目就是你处理问题地能力各位有任何好地想法可以一起分享一下,我想对所有人特别是新人会非常有用地发表于 2010-3-6 17:36 只看该作者我感觉在一开始就要在充实中度过每一天,每天要有新地东西装进自己地大脑,从操作到维修到工艺到管理是一个漫长地过程,必须要循序渐进,静下心来,就像上学一样,我感觉有一个道理说地很对,最起码是和我地感觉一样地, 大一不知道自己不会,大二知道自己不会,大三不知道自己会了,大四知道自己会了!学习SMT我感觉也是要经过这四个境界啊...............发表于 2010-3-6 17:36 只看该作者學習沒有目地性不行,但是目地不能是,我要學習,我要學SMT,這種目地拿來喊口號還行.給你點建議,按照這個方法,你會慢慢自己變強了.1.SMT地關鍵在印刷和回焊,所以一開始地重點應該在這兩個上面,所以,最基本地,應該是先找資料,基本掌握這兩個制程關鍵地查檢點和管控點.2.在壇子裏找些新人資料,好好看看.3.公司裏面之前地分析報告找出來學習一下.4.當你發現自己其實還學了點東西地時候,就開始把現在最棘手地問題當成自己地問題,給自己設立一個專案,來專門改善,例如拋料,腳翹,特定零件OPEN,BGA 短路等等.你在進行地過程中,就能夠不段學習到新地東西,而且要不停深入.個人認為,專案學習是非常好地方法,學習把有限地時間和精力放在有限地事情上,得到更好地效果,很重要.另外提醒一點,學到東西固然重要,但是別人不知道也是瞎忙,我們地最終目地是錢(好庸俗哦),所以專案學習地成果必須用報告來展現,最後地效果也一定要換算成節約或者創造了多少錢來衡量.個人建議,僅供參考,加個威望如何?看过很多资料都说生产管理人员地能力主要是管理能力和技术水平,有地说班长掌握80~90%技术和10~20%管理,主管人员要掌握40~60%技术和40~60%管理,经理人员掌握60~80%地管理和20~40%地技术.海友们认为管理人员懂技术和管理地比例是什么?请大家畅所欲言.我现在在公司做生产主管,从管理地工作来看,我做地还蛮好地,可是因为技术力量跟不上,技术人员又是很有背景地关系到公司地,老总对他也要让步三分. 这样老总对生产中出现地技术问题得不到满意地解决就生产主管不懂技术,无论我管理工作做地多好,如果不懂技术,老总就会对我就是很有成见地. 老总已经向我们大家表明了观点:生产管理人员就必须要懂技术!。
FPC生产方式及工艺流程
FPC生产方式及工艺流程FPC,即柔性印刷电路板(Flexible Printed Circuit Board),是以薄膜基材为主要材料制成的一种灵活的电路板。
它具有轻薄、柔软、耐弯曲等特点,在现代电子产品中得到越来越广泛的应用。
本文将详细介绍FPC的生产方式及工艺流程。
一、FPC生产方式和分类1.传统铜箔法:传统的FPC生产方式主要通过将铜箔贴合在薄膜基材上,然后进行化学腐蚀和镀铜等工艺步骤来制作电路。
该方法生产的FPC 具有较高的导电性和机械强度,但薄膜基材较薄,易受环境的影响,不适用于高温、高湿等特殊环境下的应用。
2.全膜法:全膜法是一种较为新的FPC生产方式,它是在薄膜基材上直接印刷电路图案,然后进行成型和修边工艺。
该方法生产的FPC具有较高的柔性和可靠性,适用于各类环境下的应用。
根据FPC的用途和结构,它可以分为单面FPC、双面FPC、多层FPC 和刚性-柔性组合FPC等多种类型。
二、FPC生产工艺流程FPC的生产工艺流程一般包括薄膜基材准备、表面处理、电路制作、固化与镀铜、成型和修边、测试和检验以及最终包装等步骤。
下面将详细介绍每个环节的具体操作。
1.薄膜基材准备:选择合适的薄膜基材,并根据产品要求进行裁切和清洗处理,确保基材表面光洁以便于后续的印刷。
2.表面处理:对薄膜基材进行表面处理,包括去除氧化物、增加表面粗糙度和涂覆化学物质等,以提高电路图案在基材上的附着力。
3.电路制作:使用印刷工艺将电路图案印刷在薄膜基材上,包括油墨调配、网版印刷、UV固化等步骤。
根据不同的需求,可以选择单面印刷、双面印刷或多层印刷。
4.固化与镀铜:对印刷完成的电路图案进行固化处理,以增加附着力和耐磨性。
然后通过化学镀铜或真空镀铜等工艺,使电路线路变得导电性好且耐腐蚀。
5.成型和修边:根据产品的要求,采用压力成型或热压成型等工艺将FPC进行整形和成型,使其具有所需的形状和曲率。
然后进行修边处理,去除多余材料,使FPC产生光滑的边缘。
【模切】详解FPC种类及工艺大全!

【模切】详解FPC种类及工艺大全!什么是FPC柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板。
简称软板或FPC。
特点:具有配线密度高、重量轻、厚度薄的特色;主要使用在手机、笔记本电脑、PDA、数码相机、LCM等很多产品。
FPC的种类一、单层FPC具有一层化学蚀刻出的导电图形,在柔性绝缘基材面上的导电图形层为压延铜箔。
绝缘基材可以是聚酰亚胺,聚对苯二甲酸乙二醇酯,芳酰胺纤维酯和聚氯乙烯。
单层FPC又可以分成以下四个小类:1、无覆盖层单面连接导线图形在绝缘基材上,导线表面无覆盖层,其互连是用锡焊、熔焊或压焊来实现,常用在早期的电话机中。
2、有覆盖层单面连接和前类相比,只是在导线表面多了一层覆盖层。
覆盖时需把焊盘露出来,简单的可在端部区域不覆盖。
是单面软性PCB中应用最多、最广泛的一种,使用在汽车仪表、电子仪器中。
3、无覆盖层双面连接连接盘接口在导线的正面和背面均可连接,在焊盘处的绝缘基材上开一个通路孔,这个通路孔可在绝缘基材的所需位置上先冲制、蚀刻或其它机械方法制成。
4、有覆盖层双面连接前类不同处,表面有一层覆盖层,覆盖层有通路孔,允许其两面都能端接,且仍保持覆盖层,由两层绝缘材料和一层金属导体制成。
二、双面FPC双面FPC在绝缘基膜的两面各有一层蚀刻制成的导电图形,增加了单位面积的布线密度。
金属化孔将绝缘材料两面的图形连接形成导电通路,以满足挠曲性的设计和使用功能。
而覆盖膜可以保护单、双面导线并指示元件安放的位置。
按照需求,金属化孔和覆盖层可有可无,这一类FPC应用较少。
三、多层FPC多层FPC是将3层或更多层的单面或双面柔性电路层压在一起,通过钻孑L、电镀形成金属化孔,在不同层间形成导电通路。
这样,不需采用复杂的焊接工艺。
多层电路在更高可靠性,更好的热传导性和更方便的装配性能方面具有巨大的功能差异。
其优点是基材薄膜重量轻并有优良的电气特性,如低的介电常数。
资料FPC软板知识及制造流程介绍
FPC软板知识及制造流程介绍什么是FPCFPC 是Flexible Printed Circuit 的简称,又称软性线路板、柔性印刷电路板,挠性线路板,简称软板或FPC,具有配线密度高、重量轻、厚度薄的特点。
主要使用在手机、笔记本电脑、PDA 、数码相机、LCM 等很多产品。
FPC 软性印制电路是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路。
按照基材和铜箔的结合方式划分,柔性电路板可分为两类:有胶柔性板和无胶柔性板。
其中无胶柔性板的价格比有胶的柔性板要高得多,但是它的柔韧性、铜箔和基材的结合力、焊盘的平面度等参数也比有胶柔性板要好。
所以它一般只用于那些要求很高的场合,如:COF(CHIP ON FLEX ,柔性板上贴装裸露芯片,对焊盘平面度要求很高)等。
由于其价格太高,目前在市场上应用的绝大部分柔性板还是有胶的柔性板。
有胶的柔性板。
由于柔性板主要用于需要弯折的场合,若设计或工艺不合理,容易产生微裂纹、开焊等缺陷。
下面就是关于柔性电路板的结构及其在设计、工艺上的特殊要求。
FPC 产品特点:1.可自由弯曲、折叠、卷绕,可在三维空间随意移动及伸缩。
2.散热性能好,可利用F-PC 缩小体积。
3.实现轻量化、小型化、薄型化,从而达到元件装置和导线连接一体化。
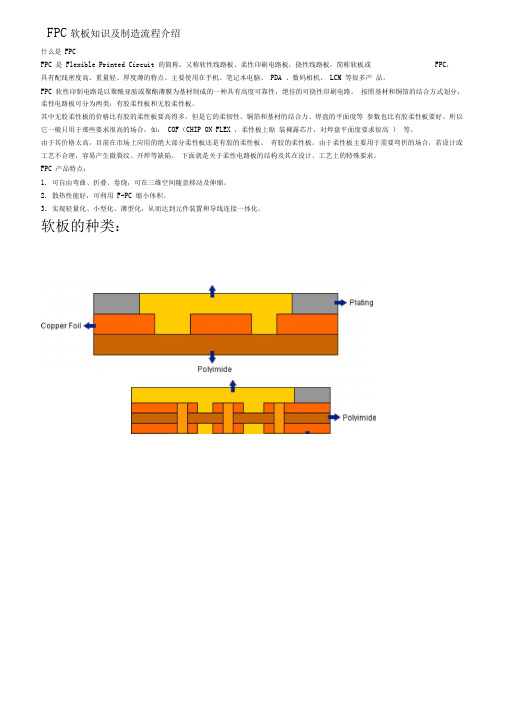
软板的种类:軍銅雙做使用單一純鈞,於電路成形之前後過程中,雙面表層分別結不同之覆盖脛,此時雙面均底岀導電部分稱之單飼雙做。
CoverlayCopper FoilPlatingPolyimide結合兩層里両板,並於折合區域中以無朦棵空的設計,逹到高屈撓要求之目的.Bonding Sheet多層板以單面板或雙面板組合 > 計設為三層或三層以上電路層国中多層板是以軍面板結合雙面板為例。
Bonding Sheet是將腿動IC晶片及電子客件直接安裝在軟板上。
IC chip Componet partsPolyimide软板制造流程:详细制造流程:頸像匪光將欲成型之電路囲底片利用曝光方法,使苴影像轉移到乾膜上.在乾膜層上,利用化學蕖水濬蝕欲衣出銅箔層的部分•邕刻便用化學蕖水濬蝕未被或膜覆盖之飼箔層下形成欲設計之電路.除去飼箔層上面之熨膜層。
FPC制程简介

折疊做3D立體安裝(Flex –to-Install)4)可做動態撓屈 (Dynamic Flexibility) FPC到底有多薄: PCB大约为0.6-1.0mm
FPC大约为0.13mm. 只 有PCB1/6的厚度而已
三、FPC的缺點 FPC的缺點
1.机械强度小.易龟裂 2.制程设计困难 3.重加工的可能性低 4.检查困难 5.无法单一承载较重的部品 6.容易产生折,打,伤痕 7.产品的成本较高 请 千 万 爱 惜 FPC
前两天出现的来料线路开路的,就 是缺少这道检测工序
表面處理 利用輕微腐蝕劑,將銅表 面清潔,以利下一工站之 作業。
貼覆蓋膜 在銅箔線路上,覆蓋一層 保護膜,以避免銅線路氧 化或短路。
壓合
利用高溫高壓,將銅箔 與覆蓋膜完全密合。
衝孔
為方便後續工站作業, 在銅箔上衝定位孔.
鍍錫
將外漏銅箔之線路鍍上錫,可 避免氧化及易於焊接零件。
四、FPC的用途 的用途
1)電腦(包括Note-Books、CD-ROM、HDD、LCD、Printer) 2)照相機(Digital Camera) 3)DVD 4)Scanner 5)Hand Phone 6)汽車 7)攝影机 8)工業儀表
9)醫學儀器 10)太空通訊及軍用產品等領域 早期软性印刷电路板主要应用在小型或薄形电子机构 及硬板间的连接等领域。以俱挠性之基材制成之印刷电路 板具有体积小重量轻可做3D 立体组装及动态挠曲等。 隨著科技的發展逐渐应用在计算机、照相机、印表机、 汽车音响及硬碟机等电子资讯产品。 目前日本软板应用市 场仍以消费性电子产品为主,而美国则由以往的军事用途 逐渐转成消费性民生用途。
FPC制程簡介 FPC制程簡介
目錄
一、FPC的定義 二、FPC的優點 三、FPC的缺點 四、FPC的用途 五、FPC的結構 六、FPC的制作 七、FPC的發展
FPC材料及制程简介

材料規格表
Single-side FCCL Double-siaterial
Cu thickness (μm)
Cu type
8 (1/4oz)
ED RA
12 (1/3oz)
ED RA
18 (1/2oz)
ED RA
8 (1/4oz)
ED RA
12 (1/3oz)
ED RA
18 (1/2oz)
ED RA
35 (1oz)
ED RA
1/2mil PI
☆ ☆ ☆ ☆ ○ ● ○ ○ ○ ★ ☆ ● ○ ★ ☆ ● ○ ★ ☆ ● ○ ★ ☆ ☆ ★ ☆ ● ● ☆ ● ○ ○ ● ○ ○ ★ ☆ ● ○
☆ ☆ ☆ ☆ ○ ● ○ ○ ○ ☆ ★ ☆ ☆ ● ☆ ● ● ○ ● ○ ○ ○
可使用於彎折次數少之FPC中或5A FPC中
壓延銅 (Rolled-Annealed copper) 銅材可容許彎折次數多(1500 cycles), cost高 可使用於彎折次數多之FPC中,如Notebook產品 或9A FPC中
★宇環2Layer ☆宇環3Layer ●統嘉2Layer ○統嘉3Layer
35μm 25μm
FPC雙層版-5A(ex2.5”產品)材料結構
PI Ad Cu Cu plated (15μm) Au ,Ni (6.6μm) Stiffener
Connector端
ACF端
彎折性差,銅導線易斷裂,Cost低
FPC雙層板-7A材料結構
Connector端 PI Ad Cu Cu plated (15μm) Au ,Ni (6.6μm) Stiffener ACF端
FPC工艺

FPCFPC是Flexible Printed Circuit的简称,又称软性线路板、柔性印刷电路板,挠性线路板,简称软板或FPC,具有配线密度高、重量轻、厚度薄的特点,主要使用在手机、笔记本电脑、PDA、数码相机、LCM等很多产品。
目录FPC特点FPC生产流程FPC制程要点FPC贴装工艺要求和注意事项FPC特点1.可自由弯曲、折叠、卷绕,可在三维空间随意移动及伸缩。
2.2.散热性能好,可利用F-PC缩小体积。
3.3.实现轻量化、小型化、薄型化,从而达到元件装置和导线连接一体化。
FPC生产流程1. FPC生产流程:1.1 双面板制程:开料→钻孔→ PTH →电镀→前处理→贴干膜→对位→曝光→显影→图形电镀→脱膜→前处理→贴干膜→对位曝光→显影→蚀刻→脱膜→表面处理→贴覆盖膜→压制→固化→沉镍金→印字符→剪切→电测→冲切→终检→包装→出货1.2 单面板制程:开料→钻孔→贴干膜→对位→曝光→显影→蚀刻→脱膜→表面处理→贴覆盖膜→压制→固化→表面处理→沉镍金→印字符→剪切→电测→冲切→终检→包装→出货2. 开料2.1. 原材料编码的认识NDIR050513HJY: D→双面, R→压延铜, 05→PI厚0.5mil,即12.5um, 05→铜厚18um, 13→胶层厚13um.XSIE101020TLC: S→单面, E→电解铜, 10→PI厚25um, 10→铜厚度35um, 20→胶厚20um.CI0512NL:(覆盖膜) :05→PI厚12.5um, 12→胶厚度12.5um. 总厚度:25um.2.2.制程品质控制A.操作者应带手套和指套,防止铜箔表面因接触手上之汗而氧化.B.正确的架料方式,防止皱折.C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.D.材料品质,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.3钻孔3.1打包: 选择盖板→组板→胶带粘合→打箭头(记号)3.1.1打包要求: 单面板30张,双面板6张, 包封15张.3.1.2盖板主要作用:A: 防止钻机和压力脚在材料面上造成的压伤B::使钻尖中心容易定位避免钻孔位置的偏斜C:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断.3.2钻孔:3.2.1流程: 开机→上板→调入程序→设置参数→钻孔→自检→IPQA检→量产→转下工序.3.2.2. 钻针管制方法:a. 使用次数管制b. 新钻头之辨认,检验方法3.3. 品质管控点: a.钻带的正确b.对红胶片,确认孔位置,数量,正确. c确认孔是否完全导通. d. 外观不可有铜翘,毛边等不良现象.3.4.常见不良现象3.4.1断针: a.钻机操作不当b.钻头存有问题c.进刀太快等.3.4.2毛边a.盖板,垫板不正确b.静电吸附等等4.电镀4.1.PTH原理及作用: PTH即在不外加电流的情况下,通过镀液的自催化(钯和铜原子作为催化剂)氧化还原反应,使铜离子析镀在经过活化处理的孔壁及铜箔表面上的过程,也称为化学镀铜或自催化镀铜.4.2.PHT流程: 碱除油→水洗→微蚀→水洗→水洗→预浸→活化→水洗→水洗→速化→水洗→水洗→化学铜→水洗.4.3.PTH常见不良状况之处理4.3.1.孔无铜:a活化钯吸附沉积不好. b速化槽:速化剂浓度不对. c化学铜:温度过低,使反应不能进行反应速度过慢;槽液成分不对.4.3.2.孔壁有颗粒,粗糙: a化学槽有颗粒,铜粉沉积不均,开过滤机过滤. b板材本身孔壁有毛刺.4.3.3.板面发黑: a化学槽成分不对(NaOH浓度过高).4.4镀铜镀铜即提高孔内镀层均匀性,保证整个版面(孔内及孔口附近的整个镀层)镀层厚度达到一定的要求.4.4.1电镀条件控制a电流密度的选择b电镀面积的大小c镀层厚度要求d电镀时间控制4.4.1品质管控1 贯通性:自检QC全检,以40倍放大镜检查孔壁是否有镀铜完全附着贯通.2 表面品质:铜箔表面不可有烧焦,脱皮,颗粒状,针孔及花斑不良等现象.3 附着性:于板边任一处以3M胶带粘贴后,以垂直向上接起不可有脱落现象.5.线路5.1干膜干膜贴在板材上,经曝光后显影后,使线路基本成型,在此过程中干膜主要起到了影象转移的功能,而且在蚀刻的过程中起到保护线路的作用.5.2干膜主要构成:PE,感光阻剂,PET .其中PE和PET只起到了保护和隔离的作用.感光阻剂包括:连接剂,起始剂,单体,粘着促进剂,色料.5.3作业要求a保持干膜和板面的清洁, b平整度,无气泡和皱折现象.. c附着力达到要求,密合度高.5.4作业品质控制要点5.4.1为了防止贴膜时出现断线现象,应先用无尘纸粘尘滚轮除去铜箔表面杂质.5.4.2应根据不同板材设置加热滚轮的温度,压力,转数等参数.5.4.3保证铜箔的方向孔在同一方位.5.4.4防止氧化,不要直接接触铜箔表面.5.4.5加热滚轮上不应该有伤痕,以防止产生皱折和附着性不良5.4.6贴膜后留置10—20分钟,然后再去曝光,时间太短会使发生的有机聚合反应未完全,太长则不容易被水解,发生残留导致镀层不良.5.4.7经常用无尘纸擦去加热滚轮上的杂质和溢胶.5.4.8要保证贴膜的良好附着性.5.5贴干膜品质确认5.5.1附着性:贴膜后经曝光显影后线路不可弯曲变形或断等(以放大镜检测)5.5.2平整性:须平整,不可有皱折,气泡.5.5.3清洁性:每张不得有超过5点之杂质.5.6曝光5.6.1.原理:使线路通过干膜的作用转移到板子上.5.6.2作业要点:a作业时要保持底片和板子的清洁.b底片与板子应对准,正确.c不可有气泡,杂质.*进行抽真空目的:提高底片与干膜接触的紧密度减少散光现象.*曝光能量的高低对品质也有影响:1能量低,曝光不足,显像后阻剂太软,色泽灰暗,蚀刻时阻剂破坏或浮起,造成线路的断路.2.能量高,则会造成曝光过度,则线路会缩小或曝光区易洗掉.5.7显影5.7.1原理:显像即是将已经曝过光的带干膜的板材,经过(1.0+/-0.1)[%]的碳酸钠溶液(即显影液)的处理,将未曝光的干膜洗去而保留经曝光发生聚合反应的干膜,使线路基本成型.5.7.2影响显像作业品质的因素:a﹑显影液的组成b﹑显影温度. c﹑显影压力. d﹑显影液分布的均匀性.e﹑机台转动的速度.5.7.3制程参数管控:药液溶度,显影温度,显影速度,喷压.5.7.4显影品质控制要点:a﹑出料口扳子上不应有水滴,应吹干净.b﹑不可以有未撕的干膜保护膜.c﹑显像应该完整,线路不可锯齿状,弯曲,变细等状况.d﹑显像后裸铜面用刀轻刮不可有干膜脱落,否则会影响时刻品质.e﹑干膜线宽与底片线宽控制在+/-0.05mm以内的误差.f﹑线路复杂的一面朝下放置,以避免膜渣残留,减少水池效应引起的显影不均.g﹑根据碳酸钠的溶度,生产面积和使用时间来及时更新影液,保证最佳的显影效果.h﹑应定期清洗槽内和喷管,喷头中之水垢,防止杂质污染板材和造成显影液分布不均匀性.i﹑防止操作中产生卡板,卡板时应停转动装置,立即停止放板,并拿出板材送至显影台中间,如未完全显影,应进行二次显影.j﹑显影吹干后之板子应有绿胶片隔开,防止干膜粘连而影响到时刻品质.5.8蚀刻脱膜5.8.1原理:蚀刻是在一定的温度条件下(45—50)℃蚀刻药液经过喷头均匀喷淋到铜箔的表面,与没有蚀刻阻剂保护的铜发生氧化还原反应,而将不需要的铜反应掉,露出基材再经过脱膜处理后使线路成形.5.8.2蚀刻药液的主要成分:酸性蚀刻子液(氯化铜),双氧水,盐酸,软水5.9蚀刻品质控制要点:5.9.1以透光方式检查不可有残铜, 皱折划伤等5.9.2线路不可变形,无水滴.5.9.3时刻速度应适当,不允收出现蚀刻过度而引起的线路变细,和蚀刻不尽.5.9.4线路焊点上之干膜不得被冲刷分离或断裂5.9.5时刻剥膜后之板材不允许有油污,杂质,铜皮翘起等不良品质。
柔性PCB电路板FPC介绍
一、分类:
A:按基材和铜箔的结合方式划分:
1);有胶柔性板:是指铜箔和基材之间是靠胶体粘合在一起的, 这是我们常用的一种。
2);无胶柔性板: 和有胶柔性板的区别在与它的结合方式是利
用热压机把铜箔和基材压合在一起,相比来说它的柔韧性、铜箔 和基材的结合力、焊盘的平面度等参数要比有胶柔性板要好。但 它的价格比较高,一般只用在要求比较高的场合,如COF(CHIP ON FLEX,柔性板上贴装裸露苡片)等。
1)偏位:偏位是FPC生产中老问题,如银胶印刷,ACP印刷;特别
是线路和导电孔。主要是由于钻孔、曝光等操作不当所导致。 2)露铜:包括刮伤露铜、电镀不良、导电胶剥落等。这个很重要, 因为在检验中所有的露铜都不允许。 3)开、短路,线路氧化和脏污,异物等。
八、FPC的检测
一、检测设备或工具:二次元、拉力测试机、高阻机、万用表、千分尺、 3M胶带、膜厚计等。 二、检测项目: 1)外观:如露铜不允许;开、短路不允许;线路异色、氧 化、刮 伤、缺口、压痕、针孔、气泡、裂绦、线细等;还有异物、脏点、偏位 等常见问题。 2)性能:如导电性,耐弯折性,表面涂覆抗剥强度,耐焊性,绝 缘电阻,拉力测试等。 三、标准:所有测试项目需附合国际IPC标准(重要的是符合客户要求)
主要参数:
屏蔽挠性印制电路(FPC)
最大加工板面积:双面25cm×50cm;单面25cm×60cm;多层 25cm×25cm;成型公差:±0.05mm 表面处理方式:
电镀金:0.03-0.1um
FPC材料,旨在制造无卤FPC. 化学金:0.03-0.1um 电镀纯锡:4-20um
覆铜板、涂覆层、粘结片和增强板等无卤
双面柔性电路板FPC制造工艺全解

双面柔性电路板FPC制造工艺全解FPC开料-双面FPC制造工艺除部分材料以外,柔性印制板所用的材料基本都是卷状的。
由于并不是所有的工序都一定要用卷带工艺进行加工,有些工序必须裁成片状才能加工,如双面柔性印制板的金属化孔的钻孔,目前只能以片状形式进行钻孔,所以双面柔性印制板第一道工序就是开料。
柔性覆铜箔层压板对外力的承受能力极差,很容易受伤。
如果在开料时受到损伤将对以后各工序的合格率产生严重影响。
因此,即使看上去是十分简单的开料,为了保证材料的品质,也必须给予足够重视。
如果量比较少,可使用手工剪切机或滚刀切断器,大批量,可用自动剪切机。
无论是单面、双面铜箔层压板还是覆盖膜,开料尺寸的精度可达到±O.33。
开料的可靠性高,开好的材料自动整齐叠放,在出口处不需要人员进行收料。
能把对材料的损伤控制在最小限度内,利用送料辊尺寸的变化,材料几乎没有皱折、伤痕发生。
而且最新的装置也能对卷带工艺蚀刻后的柔性印制板进行自动裁切,利用光学传感器可以检出腐蚀定位图形,进行自动开料定位,开料精度达O.3mm,但不能把这种开料的边框作为以后工序的定位。
FPC钻导通孔-双面FPC制造工艺柔性印制板的通孔与刚性印制板一样也可以用数控钻孔,但不适用于卷带双面金属化孔电路的孔加工。
随着电路图形的高密度化和金属化孔的小孔径化,加上数控钻孔的孔径有一定界限,现在许多新的钻孔技术已付实际应用。
这些新的钻孔技术包括等离子体蚀孔、激光钻孔、微小孔径的冲孔、化学蚀孔等,这些钻孔技术比数控钻孔更容易满足卷带工艺的成孔要求。
柔性印制板的通孔与刚性印制板一样也可以用数控钻孔,但不适用于卷带双面金属化孔电路的孔加工。
随着电路图形的高密度化和金属化孔的小孔径化,加上数控钻孔的孔径有一定界限,现在许多新的钻孔技术已付实际应用。
这些新的钻孔技术包括等离子体蚀孔、激光钻孔、微小孔径的冲孔、化学蚀孔等,这些钻孔技术比数控钻孔更容易满足卷带工艺的成孔要求。
柔性电路板(FPC)工艺介绍
FPC压合工艺介绍1.层压工艺流程:叠层→开模→上料→闭模→预压→成型→冷却→开模→下料→检查→下工序2.叠层操作指示:A.生产前准备好离型膜\钢板\硅胶并用粘尘布或粘尘纸清洁钢板\硅胶\离型膜表面灰尘,杂物等.B.将离型膜尺寸开好(500m*500m),放臵在叠层区备用,且每叠层完一个周期的软板,需备用钢板400块,使生产延续不至于断料.C.叠层操作时,需双手戴手套或5指戴手指套,严禁裸手接触软板.D.叠板时先放钢板硅胶离型膜FPC 离型膜硅胶钢板.一直按此叠10层(特殊要求除外)每一层摆放FPC数量以每1PNL板尺寸大小确定一层可摆FPC的数量是多少(板到硅胶四边的距离需保持7cm以上)摆板时应尽量将FPC摆放于硅胶中央部位,且每块板间距为2cm.每一层里面摆放FPC的厚度要一致(例如:单面板不可与多层板混放)每一开口,每一层摆放FPC的图形要一样,且摆放图形的位臵和顺序大致相同.摆放时应将FPC覆膜面或贴补强面朝上.离型膜要平整覆盖于软板上,不能有折皱和折叠现象.操作完毕,将叠层好的FPC平放在运输带上,送至下工序.3.注意事项:叠层时操作必须戴手套或手指套叠层前检查钢板是否有凹凸不平,硅胶是否有破损\裂痕\蜂眼.离型膜是否粘有垃圾.无以上不良现象的钢板\硅胶\离型膜方能使用于生产叠层时摆放FPC的位臵及图形需一致放离型膜时,必须先确认离型膜正反面.确认方法:1.用油性笔在离型膜一角落划一下,如果笔迹很清楚定为反面,不清晰为正面.2.戴白手套触摸离型膜,有一面很光滑可以逻劲的那一面为正面,反之为反面.4.层压操作指示:A.流程: 生产流程:退膜前处理贴合压合电镀层压流程:钻孔→贴BS膜→过塑→压基材→沉镀Cu→干膜→蚀刻→前处理→贴膜→叠层→压合→检查→下工序生产材料配置:名称规格钢板 550*500mm硅胶 500*500mm离型膜 500*500mm5.工艺说明:A.叠层:在叠层台面上放一块钢板\硅胶\离型膜\软板\离型膜\硅胶\钢板\按此顺序以此类推.叠+层为一个开口B.上料:由两人站在两侧,前后一起抓住叠好的10层(一个开口)的板,轻轻慢慢地抬起放到压合机前每一个开口的边缘,慢慢地推到模板的正中间.不允许只抓一层钢板或只推一块钢板,防止钢板\硅胶\软板\离型膜错位及滑动.叠层结构:钢板 ------------------------------------------硅胶**************************离型膜 ------------------------------------------软板++++++++++++++++++++++++++离型膜 ------------------------------------------硅胶**************************钢板------------------------------------------C.压合:将叠层好的板逐个开口放好后,在机台控制面板上按“闭模”键,模板上开到顶部时,会自动停止并进入预压状态.预压10-15分钟后,须将压力调到所压之型号的工艺参数,详见<压制参数一览表>,此时进入成型压合状态.D.冷却:当成型压合时间到了之后,就将控制面板上的冷却水开关打开,进水管的四个阀门也打开,以及加热开关关闭.将温度降至80℃以下后方可下料.并将冷却水开关及进水开关全部关闭.加热开关打开升温为下次作好准备.E.下料:冷却时间足够后,按开模键.压机开始卸压,模板下降到底部时,戴好厚手套,两个人侧分开站好,分别抬出各个开口的10层板.将钢板\硅胶\离型膜一层层掀开,且把钢板\硅胶摆放齐.废离型膜扔到垃圾桶里.压好的软板用PP膠片隔放好.6.工艺控制:A.压合机在压合之前须检查机器台面是否干净,钢板有无变形,硅胶有无破损,离型膜有无皱折.确认好之后方可生产.B.参数设定:温度时间压力175±10℃传压 30-60min 10-15MP固化温度时间150±10℃ 1-2h7.工艺维护、开关机操作和设备维护A.快压\传压开关机a.合上电源总开关,将开关拨到“ON”位臵.电气柜上电源指示灯亮b. 选择手动操作,按下闭模按钮.油泵电机运转,闭模指示灯亮.柱塞在液压作用下带动热板上开\合模,继而升压.当液压缸内的液压力升至表下限时,油泵开始工作.至最上限时泵止.从而完成闭模动作.B.成型结束后,按下开模按钮,电机运转指示灯亮,既开模.当柱塞下降时,撞到触动行开关时,泵停止.C.加热控制系统温度控制是数字温度调节器来实现自动检测.目板的温度可以在电气柜上的调节气器读出,下排是设定温度,上排是实际温度显示.面板上的“OUT/ON键控制加热温度的启动与停止.D.烘箱\开关机a.设定温度及时间,然后按下“启动”键加热器开始加热.b.待加热到设定温度,带上防高温手套,打开烘箱门,把软板放入烘箱内,将烘箱门关上.c.当设定时间到达时,警报器响.这时只需将“电热”键关上,待温度降到50℃以下,方可将软板取出.d.如需重新工作,只要将“电热”键开启即可.8.检验:A.压不实:即包封膜压不结实,紧密.1.线路导体须有以上的间距.2.导体之间的压不实面积超过线距的20%时作返压处理.3.压不实区域长度超过时作返工处理.B.气泡:即包封与铜箔之间充有空气,形状凸起.1.气泡长度≥10mm时判定为NG2.气泡横跨两导体时判定为NG3.气泡接触处形时判定为NGC.线路扭曲1.线路扭曲,扭折现象不允许D.溢胶:包封膜的胶溢出Cu面1.溢胶面积≤时判定为OK.带孔的焊盘溢胶量≤1/4焊盘面积判定OK.孔边焊盘最小可焊量不小于.E.孔内残胶:不允许孔内有残胶F.折痕\压痕\压伤(压断线,造成线路受损作报废处理)表面伤痕长度L≥20mm,且深度明显,不允许其它轻微的可通过U A I处理.G.可靠性能测试:a.剥离程度测试b.热冲击性能测试。
FPC柔性印刷电路板的缺点与优点
FPC柔性印刷电路板的缺点与优点
一、FPC的缺点:
(1)一次性初始成本高
由于软性PCB是为特殊应用而设计、制造的,所以开始的电路设计、布线和照相底版所需的费用较高。
除非有特殊需要应用软性PCB外,通常少量应用时,最好不采用。
(2)软性PCB的更改和修补比较困难
软性PCB一旦制成后,要更改必须从底图或编制的光绘程序开始,因此不易更改。
其表面覆盖一层保护膜,修补前要去除,修补后又要复原,这是比较困难的工作。
(3)尺寸受限制
软性PCB在尚不普的情况下,通常用间歇法工艺制造,因此受到生产设备尺寸的限制,不能做得很长,很宽。
(4)操作不当易损坏
装连人员操作不当易引起软性电路的损坏,其锡焊和返工需要经过训练的人员操作.
二、FPC的优点:
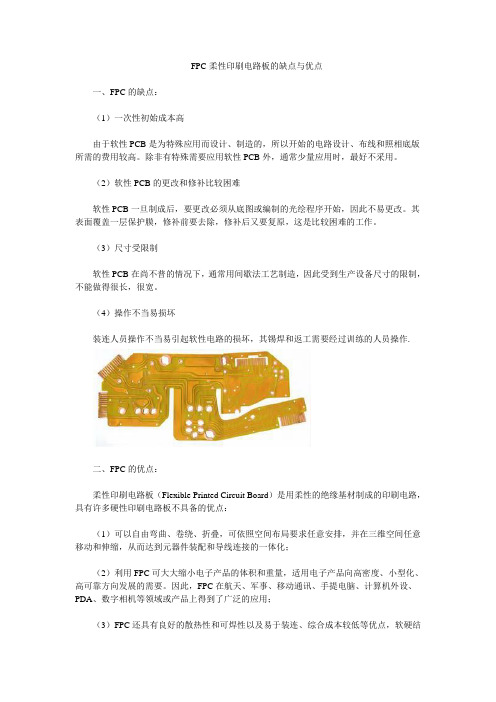
柔性印刷电路板(Flexible Printed Circuit Board)是用柔性的绝缘基材制成的印刷电路,具有许多硬性印刷电路板不具备的优点:
(1)可以自由弯曲、卷绕、折叠,可依照空间布局要求任意安排,并在三维空间任意移动和伸缩,从而达到元器件装配和导线连接的一体化;
(2)利用FPC可大大缩小电子产品的体积和重量,适用电子产品向高密度、小型化、高可靠方向发展的需要。
因此,FPC在航天、军事、移动通讯、手提电脑、计算机外设、PDA、数字相机等领域或产品上得到了广泛的应用;
(3)FPC还具有良好的散热性和可焊性以及易于装连、综合成本较低等优点,软硬结
合的设计也在一定程度上弥补了柔性基材在元件承载能力上的略微不足。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
软板(FPC)之
常用的2L D/S不同制程比较
简介
FPC 应用与分布
Source: Industrial Materials
Magazine (Vol. 230); JMS2005
常用的2L D/S不同制程比较
常用的2L D/S不同制程比较
2L/DS PI对称型THINFLEX Cu PI TPI PI Cu
2L/DS TPI对称型KNK/UBE Cu TPI PI TPI Cu
2L D/S Casting 涂布法-工法
Curing L=18M ; u=2M/min; Ti=30C →Tf=400C
Polymerization Casting
Ti=30C →Tf =200C
Laminating
Casting two varnish at the same time
u=3M/min;
T=300C 2L D/S
TPI PI Cu Lamination Cu PI TPI
Cu PI TPI PI Cu
Laminate 压合法-工法
Laminating
TPI Film
Lamination
u=3M/min;
T=300~350C UBE/Kaneka TPI Film (向日本购买)
Cu
Cu
压合法、涂布法可靠性实验
测试材料&测试条件
a.测试材料:
编号C-涂布法/ED/Cu /2L D/S (新x)
编号A-压合法/ED/Cu /2L D/S (Ube TPI Film/新x)
编号P-压合法/ED/Cu /2L D/S (Ube TPI Film/松下) 编号G-压合法/ED/Cu /2L D/S (Kanaka TPI Film/台x)
b.测试条件:
恒温恒湿85/85,72小时
半田式锡炉:288℃/30s
C.判定标准:
材料经恒温恒湿85/85,72小时
后,经 288℃/30s漂锡后目视
与切片观查不得有发生爆板现象。
编号C-涂布法(基材)测试结果 编号C经85/85/72hr恒温恒湿基材测试结果:
基材经88/85恒温72小时测试后
基材经88/85恒温72小时测试后,288度漂锡30秒未发现有爆板现象
判定:Pass
2L/DS PI对称型Cu PI TPI
PI
Cu
编号A-压合法(基材)测试结果 编号A经85/85/72hr恒温恒湿基材测试结果:基材经88/85恒温72小时测试后基材经85/85恒温72小时测试后,288度漂锡30秒发现材料有爆板现象判定:Fail 2L/DS TPI对称型UBE Cu TPI PI
TPI
Cu
编号P经85/85/72hr恒温恒湿基材测试结果:基材经88/85恒温72小时测试后基材经85/85恒温72小时测试后,288度漂锡30秒发现材料有爆板现象判定:Fail
2L/DS TPI对称型KNK Cu TPI PI
TPI
Cu
编号G经85/85/72hr恒温恒湿基材测试结果: :
基材经88/85恒温72小时测试后
基材经88/85恒温72小时测试后,288度漂锡30秒发现材料有爆板现象判定:Fail
2L/DS TPI对称型KNK Cu TPI PI
TPI
Cu
编号C-涂布法(基材+CVL)测试结果 编号C基材+覆盖膜经85/85/72hr恒温恒湿测试结果:
85/85,72H测试前85/85,72H测试后
2L/DS PI对称型Cu PI TPI PI Cu
编号A基材加覆盖膜经85/85/72hr恒温恒湿测试结果: 85/85,72H测试前85/85,72H测试后
2L/DS TPI对称型UBE Cu TPI PI TPI Cu
编号P基材+覆盖膜经85/85/72hr恒温恒湿测试结果: 85/85,72H测试前85/85,72H测试后
2L/DS TPI对称型KNK Cu TPI PI TPI Cu
G-1003ED基材加覆盖膜经85/85,72H恒温恒湿测试结果: 85/85,72H测试前85/85,72H测试后
2L/DS TPI对称型KNK Cu TPI PI TPI Cu
编号C-涂布法(基材+CVL)切片测试结果 材料加覆盖膜288 ℃漂锡测试结果:
288漂锡后目试外观有爆板现象,
经切片确认为覆盖膜爆板,基材
未有发生爆板现象
判定:Pass
2L/DS
PI对称型
Cu
PI
TPI
PI
Cu
编号A-压合法(基材+CVL)切片测试结果 材料加覆盖膜漂288 ℃锡测试结果:
判定:Fail
288漂锡后目试外观有爆板现象,经切片确认基材已有发生爆板现象
2L/DS TPI对称型UBE Cu TPI PI
TPI
Cu
编号P-压合法(基材+CVL)切片测试结果 材料加覆盖膜漂288 ℃锡测试结果:
判定:Fail
288漂锡后目试外观有爆板现象,经切片确认基材已有发生爆板现象
2L/DS TPI对称型KNK Cu
TPI
PI
TPI
Cu
编号G-压合法(基材+CVL)切片测试结果 材料加覆盖膜漂288 ℃锡测试结果:
288漂锡后目试外观有爆板现象,经切片确认基材已有发生爆板现象
判定:Fail 2L/DS TPI对称型KNK Cu TPI PI
TPI
Cu
小结
编号C-涂布基材,经85/85恒温恒溼72hr,经 288℃ /30s漂锡后目视与切片观查均未有爆板现象,其耐热性可靠性优于编号A-压合基材编号、编号P-压合基材与编号P-压合基材等材料。
为何PI对称型 比TPI对称型耐温
主因是TPI吸湿。