内冷式砂轮的机床附件结构设计及工艺设计
内冷车刀设计的结构和热复合分析方法及应用
数控专用磨床砂轮架部件设计论文(总)
目录中文摘要ABSTRACT第一章绪论 (1)1.1概述 (1)1.2外圆磨床的发展概况和前景 (2)1.3外圆磨床典型部件的功能介绍 (3)1.3.1 机床总体布局 (3)1.3.2 主要部件结构 (3)(1)磨床的主要部件 (4)(2)外圆磨床外观图 (4)1.4课题任务和意义 (5)第二章数控专用磨床砂轮架设计 (6)2.1砂轮架设计要点 (6)2.1.1主轴旋转精度及提高措施 (6)(1)主轴旋转精度 (6)(2)提高主轴旋转精度的措施 (6)2.1.2主轴系统的振动、发热及其降低措施 (8)(1)主轴系统的振动与发热 (8)(2)减小振动措施 (8)(3)降低发热的措施 (8)2.2主轴设计及计算 (8)2.2.1主轴强度计算校核 (8)(1)选择轴的材料,确定许用应力 (8)(2)按扭矩强度估算轴的最小直径 (9)(3)主轴砂轮上的作用力的计算 (9)(4)主轴的结构设计 (9)(5)校核轴的强度 (10)2.3轴承的选择与计算.......................................................................... 错误!未定义书签。
第三章横向进给部件设计...................................................................... 错误!未定义书签。
3.1横向进给部件的设计要求.............................................................. 错误!未定义书签。
3.2横向进给部件的机械传动设计...................................................... 错误!未定义书签。
3.3滚珠丝杠的设计和计算.................................................................. 错误!未定义书签。
(新)机床(磨床)主传动系统结构设计

1绪论1.1磨床简介磨床(grinder,grinding machine)是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。
磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
十八世纪30年代,为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。
这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
1876年在巴黎博览会展出的美国布朗-夏普公司制造的万能外圆磨床,是首次具有现代磨床基本特征的机械。
它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。
1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。
1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。
随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。
例如20世纪初,先后研制出加工气缸体的行星内圆磨床、曲轴磨床、凸轮轴磨床和带电磁吸盘的活塞环磨床等。
自动测量装置于1908年开始应用到磨床上。
到了1920年前后,无心磨床、双端面磨床、轧辊磨床、导轨磨床,珩磨机和超精加工机床等相继制成使用;50年代又出现了可作镜面磨削的高精度外圆磨床;60年代末又出现了砂轮线速度达60~80米/秒的高速磨床和大切深、缓进给磨削平面磨床;70年代,采用微处理机的数字控制和适应控制等技术在磨床上得到了广泛的应用。
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
某机床盘类零件制造工艺及工装设计
某机床盘类零件制造工艺及工装设计众所周知,对于如今的绝大多数机械来说,盘类零件己经成了其组成中不可或缺的零部件,在机械中盘类零件往往起到连接和支撐的作用,如法兰、齿轮、套圈等。
对于盘类零件的重要作用己经毋庸置疑,盘类零件的制造工艺也直接决定着其质量的好坏,所以必须对盘类零件的制造工艺有所了解,通常这些零件的生产都是车削为主的加工工艺,该文则对某盘类零件的制造工艺以及工装设计做详细分析, 期待能对其他盘类零件的加工生产起到参考作用。
1加工零件的分析该文以CA6140卧式车床上的法兰盘的加工为例,该零件主要的作用是为了能够实现纵向进给,安装于车床丝杆的尾端。
该零件上标有刻度,与调节刻度盘上的刻度值相对应,以此实现定量控制调节进度。
该法兰盘一共有三组加工表而,它们分别是:(1)以①20mm的孔为中心加工表而;(2)两端面;(3)以090 mm为中心的加工表而。
对该零件的加工,我们选择的加工工艺是在选定的粗基准的加工表而加工出精基准表而,再借用专用夹具加工其他表而,以此保证位置的精确度。
2加工工艺路线设计2.1零件毛坯的制造该法兰盘的材料为HT200,另外该零件的加工轮廓尺寸并不大, 零件形状不复杂,在保证精度的前提下可采取铸造成型,因此可以采用砂模机器造型,毛坯形状尽可能与零件形状接近,内孔不必铸岀。
2.2选择粗基准由于法兰盘属于轴类零件,所以可选用外圆为粗基准。
通常情况下选用的粗基准表面都不需要加工,但本零件不同,各表而都需要加工,這时应当以加工余量最小的面为粗基准。
2.3选择精基准对于精基准的选择,我们应当将基准重合与统一基准为主要原则, 因此我们选取020 mm孔为精基准。
2.4加工顺序对于盘类零件通常包括:端面、孔以及外圆面,其轴向尺寸远远小于径向尺寸,除了要求其零件的表面粗糙度以及尺寸之外,更应该把盘类零件加工工艺重点放在端而圆跳动以及径向圆跳动上。
在进行零件精加工时,应该将外圆、孑L、端面装夹后一次性加工完毕,避免二次装夹。
一种适于低温冷气内冷却的CBN砂轮的研制
・9
一种适于低温冷气内冷却的CBN砂轮的研制
110006(沈阳J东北大学机械工程与自动化学院高航王继先兰雄侯 摘要本文介绍了一种适于低温冷气内冷却的电镀cBN砂轮。实验结果表明,此cBN砂轮的结构不仅能够 满足低温冷气内冷却的要求,而且与传统磨削相比能够使磨削温度降低30一柏%。此外,本文对冷气压力对磨 削温度的影响也进行了实验分析。本文研究表明,在磨削过程中,使用冷气代替磨削液冷却是降低磨削温度、减 少由于磨削液排放造成的环境污染的一种有效的方法。 主题词磨削cBN砂轮低温冷气内冷却
2刘志锋干切削技术的发展与应用机械制造,1997(7) 3路博程(译)一种无冷却润滑液的磨刚新技术世界制造技术市场,
1999,5(2):63
图3磨削温度对比试验结果
主要试验条件:D2112外圆磨床,K=19一s, U=ll““n,%=o.025n蚰.工件材料,Q235
4
F砌0cke
D珂Cmb【lg
nmd删eEl咖s.Um岫Ⅱons
№dmicm E咖ei g.Vol42,(3)
第一作者简介:高航,男,1962年生。东北大学机 械与自动化学院教授,博士。主要研究方向:磨削加工 理论及机械自动化。
(收稿日期:2001—05—26)
(编辑:王琴)
万 方数据
1引言
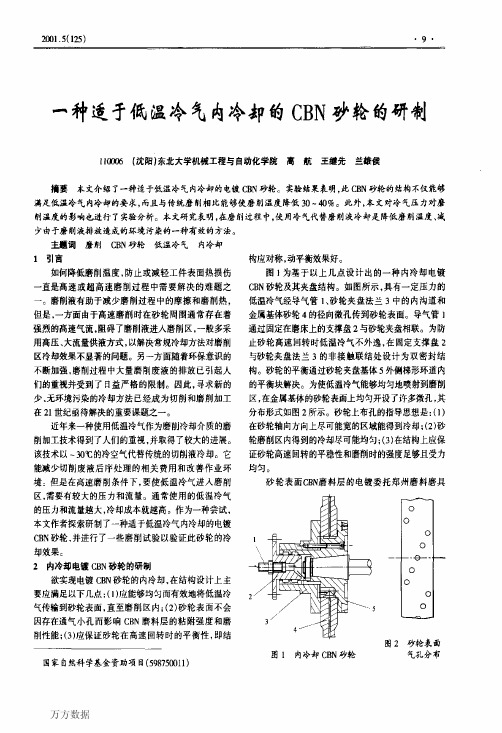
构应对称,动平衡效果好。 图1为基于以上几点设计出的一种内冷却电镀 CBN砂轮及其夹盘结构。如图所示,具有一定压力的 低温冷气经导气管l、砂轮夹盘法兰3中的内沟道和 金属基体砂轮4的径向微孔传到砂轮表面。导气管l 通过固定在磨床上的支撑盘2与砂轮夹盘相联。为防 止砂轮高速回转时低温冷气不外逸,在固定支撑盘2 与砂轮夹盘法兰3的非接触联结处设计为双密封结 构。砂轮的平衡通过砂轮夹盘基体5外侧梯形环道内 的平衡块解决。为使低温冷气能够均匀地喷射到磨削 区,在金属基体的砂轮表面上均匀开设了许多微孔,其 分布形式如图2所示。砂轮上布孔的指导思想是:(1) 在砂轮轴向方向上尽可能宽的区域能得到冷却;(2)砂 轮磨削区内得到的冷却尽可能均匀;(3)在结构上应保 证砂轮高速回转的平稳性和磨削时的强度足够且受力 均匀。 砂轮表面cBN磨料层的电镀委托郑州磨料磨具
毕业设计参考题目

毕业设计参考题目81 传动齿轮工艺设计82 带式运输机用的二级圆柱齿轮减速器设计83 低速级斜齿轮零件的机械加工工艺规程84 端面齿盘的设计与加工85 惰轮轴工艺设计和工装设计86 二级直齿轮减速器设87 法兰零件夹具设计188 分离爪工艺规程和工艺装备设计89 杠杆90 杠杆工艺和工装设计91 过桥齿轮轴机械加工工艺规程92 后钢板弹簧吊耳的工艺和工装设计93 活塞的机械加工工艺,典型夹具及其CAD设计94 机械手的设计95 机座工艺设计与工装设计96 减速箱体工艺设计与工装设计97 渐开线涡轮数控工艺及加工98 金属切削加工车间设备布局与管理99 连杆零件加工工艺及100 滤油器支架模具设计101 螺旋千斤顶设计102 平面关节型机械手设计103 汽车半轴104 青饲料切割机105 三辊卷板机106 设计“推动架”零件的机械加工工艺及工艺设备(毕设)107 设计“CA6140法兰盘”零件的机械加工工艺规程及工艺装备108 设计“推动架”零件的机械加工工艺及工艺设备(课设)109 设计一用于带式运输机上的传动及减速装置110 十字接头零件分析111 输出轴工艺与工装设计112 数控车削中心主轴箱及自驱动刀架的设计113 数控机床自动夹持搬运装置的液压系统设计114 套筒机械加工工艺规程制订115 椭圆盖板的宏程序编程与自动编程116 斜齿圆柱齿轮减速器装配图及其零件图117 型星齿轮的注塑模设计118 轴向柱塞泵设计119 总泵缸体加工120 组合件数控车工艺与编程121 组合铣床的总体设计和主轴箱设计122 FXS80双出风口笼形转子选粉机123 JLY3809机立窑(加料及窑罩部件)设计124 JLY3809机立窑(窑体及卸料部件)125 JLY3809机立窑(总体及传动部件)设计125 MR141剥绒机锯筒部、工作箱部和总体设计126 PF455S插秧机及其侧离合器手柄的探讨和改善设计127 化工塔图与说明书128 环面蜗轮蜗杆减速器129 多用途气动机器人结构设计130 三通管的塑料模设计131 高速数字多功能土槽试验台车的设计132 高层建筑外墙清洗机---升降机部分的设计133 0-卧式钢筋切断机的设计134 颗粒状糖果包装机设计135 矩形花键拉刀及矩形花键铣刀设计136 活动钳137 杠杆Zl159-a138 0-卧式钢筋切断机的设计139 04双齿减速器设计140 03CG2-150型仿型切割机141 普通钻床改造为多轴钻床142 (设计)5XZ-3.0型重力式清选机下体设计143 毕业设计齿轮144 单拐曲轴机械加工工艺145 带式输送机传动装置设计146 传动盖冲压工艺制定及冲孔模具设计147 ML280螺旋钻采煤机推进机构的设计148 PE10自行车无级变速器设计149 QTZ25型塔式起重机变幅机构150 CM6132型精密车床主传动系统数控改造设计151 CA6140杠杆加工工艺及夹具设计152 可伸缩带式输送机卷带装置设计(半成品)153 05多功能自动跑步机(机械部分设计)154 单级圆柱齿轮减速器155 3L-108空气压缩机曲轴零件156 拨叉(12-07-05)加工157 后钢板弹簧吊耳加工工艺及夹具设计158 铣套筒四槽铣床与夹具图纸及说明书159 设计气门摇杆轴支座零件的机械加工工艺规程及专用夹具160 柴油机曲轴工艺设计及夹具设计161 钻泵体盖6-φ7机床与夹具图纸说明书162 钻泵体盖6-φ2孔机床与夹具图纸说明书163 CA6140车床手柄座钻法兰四孔夹具及加工工艺和说明书164 钻阀门φ16机床与夹具图纸说明书165 设计机床-CJK6132数控车床及其控制系统设计168 组合机床主轴箱及夹具设计169 钻箱体6-@17孔夹具170 一级圆柱齿轮减速器171 摇臂磨床钻机设计图纸172 压燃式发动机油管残留测量装置设计173 铣箱体平面夹具174 设计-机械手-数控机床上下料机械手设计(高速切削的数控加工工艺) 175 X62W铣床主轴机械加工工艺规程与钻床夹具设计176 X5020B立式升降台铣床拔叉壳体工艺规程制订177 Z90型电动阀门装置及数控加工工艺的设计178 回转盘工艺规程设计及镗孔工序夹具设计179 MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程180 MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程181 CA6140床头I轴轴承座及专用夹具设计182 “填料箱盖”零件的工艺规程及钻孔夹具设计183 CA6140型铝活塞的机械加工工艺设计及夹具设计184 8英寸钢管热浸镀锌自动生产线设计185 102机体齿飞面孔双卧多轴组合机床及CAD设计186 200米液压钻机变速箱的设计187 “包装机对切部件”设计188 C618数控车床的主传动系统设计189 地下自卸汽车工作、转向液压系统190 DTⅡ型皮带机设计191 GBW92外圆滚压装置设计192 NK型凝汽式汽轮机调节系统的设计192 PLC控制机械手设计193 SPT120推料装置194 T611镗床主轴箱传动设计及尾柱设计195 XQB小型泥浆泵的结构设计196 YZJ压装机整机液压系统设计197 巷道堆垛类自动化立体车库198 巷道式自动化立体车库升降部分199 小型轧钢机设计200 校直机设计201 液压绞车设计202 液压式双头套皮辊机203 玉米脱粒机设计204 自动跳绳机205 柴油机燃油系统毕业论文206 自动冲床设计207 0.6L摩托车用四气门电喷汽油机气缸盖的设计208 星轮加工工艺及夹具设计209 万能外圆磨床液压传动系统设计210 实验用减速器的设计211 单转子可逆式锤式破碎机212 反击锤式破碎机.rar213 设计“支架”零件的机械加工工艺规程及此零件“铣77两端面”.ra r 214 白炽灯自动生产线动力传递主系统优化设计.rar 215 往复杠杆的工艺夹具设计.rar216 CA6140车床拨叉831003.rar218 X62w主轴工艺规程及钻4-M12夹具设计.rar219 分离爪的工艺分析及工装夹具设计.rar220 汽车变速器体的工艺及夹具设计.rar221 活塞机械加工工艺规程及粗镗销孔夹具设计.rar222 打印机墨加工工艺223 传动箱体工艺与夹具设计.rar224 拖拉机倒挡拨叉两套夹具设计及说明书225 数控加工工艺分析及程序设计226 壳体加工艺及量检具设计227 二级展开式圆柱齿轮减速器228 摇柄浇注模模型建模及数控加工工艺设计与仿真加工229 拨叉的上数控加工数控工艺230 组合件的数控工艺分析及加工231 复合轴的数控工艺分析及加工232 连杆合件工艺夹具设计233 油压泵盖工艺夹具设计234 转速器盘工艺夹具设计235 分度盘零件的机械加工工艺规程及工艺装备设计236 十字头的机械加工工艺规程及五套夹具设计237 连杆螺钉及其夹具238 盘类零件工艺规程编制及钻床夹具设计239 CA6140“法兰盘”零件的机械加工240 CA6140“法兰盘”零件的机械加工241 拨叉80-08的加工工艺规程及夹具设计(CA6140车床)242 柴油机P型喷油器的设计243 单级圆柱齿轮减速器244 普通机床的数控改造(横向进给机构的设计)245 吊葫芦246 端盖夹具设计247 柴油机气缸体两端面粗铣组合机床总体及夹具设计248 蜗轮——蜗杆减速器的设计249 铣床杠杆零件工艺设计与工装设计250 阀体零件工艺及夹具设计251 传动轴凸缘叉(A10B解放牌汽车)252 卧式蜗轮蜗杆减速器253 结合件工艺分析254 玩具汽车的建模与仿真加工255 液压阀芯加工工艺及翻转铰链式钻孔夹具设计256 十字接头零件工艺及钻孔夹具设计257 倒档拨叉”零件机械加工工艺规程及工艺装备(钻削)设计258 端盖加工艺及专用夹具设计259 后缸盖加工工艺及夹具设计260 汽缸加工工艺及夹具设计261 拨叉D的加工工艺规程及夹具设计262 轴加工工艺规程及铣方块163 LS-150型注塑机注射座数控加工工艺设计及专用夹具设计264 检具的数控加工工艺与编程265 汽车连杆加工工艺及夹具设计(打印)266 C6132车床尾座体的机械加工工艺规程及夹具设计267 摆架铣槽夹具268 机床主轴箱加工工艺及夹具设计269 压缩机后支承座钻孔组合机床设计270 差速器壳盘部多轴钻床设计271 仪表壳体类零件的数控加工工艺设计272 设计机床-车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计273 X5032A-6270216工作台加工工艺及夹具设计274 中心架盖加工工艺规程及工装夹具设计275 CA6140车床主轴箱体的设计与工艺分析及镗模276 叉形凸缘加工工艺及双面铣床夹具设计277 XZ25-50变速箱278 江淮12变速箱体机械加工工艺及钻两侧面孔工序的夹具279 凸缘机械加工工艺及工装设计280 “CA6140车床手柄座”零件的工艺工装设计281 TY495柴油机机体工艺工装设计282 变速箱体加工工艺及夹具设计283 箱盖的加工工艺及夹具设计(Φ17,Φ22轴孔加工)284 传动箱体工艺与夹具设计(2)285 皮带盘加工工艺规程及工装夹具设计286 TY495柴油机机体工艺工装设计287 支架加工工艺规程及工装夹具设计288 连接座零件钻6-φ7孔组合机床设计及其说明书289 连接座加工艺及钻床夹具设计说明书290 车床转盘零件的机械加工工艺规程及工艺装备设计291 阀盖加工工艺规程及工装夹具设计292 蜗轮箱I的工艺规程和夹具设计293 钻夹具与精磨夹具设计294 浮动夹头工艺及夹具设计295 钻夹具与精磨夹具设计296 刀库支座数控加工工艺及夹具设计297 主轴承盖的工艺方案分析及工装设计298 液压系统中截止阀的钻孔夹具设计299 铣削组合机床及其主轴组件设计300 “万向节滑动叉”φ39孔端面铣削组合机床设计301 XK5032A托架的加工工艺及Φ55H7镗孔夹具设计302 +设计-200米钻机回转器设计303 B6030牛头刨床设计304 FX280-2201梳葙墙板305 解放牌汽车第四及第五速变速叉工艺及夹具设计306 XT-4032-F41-11箱体零件的机械制造工艺与夹具设计307 AVC1200电机座的工艺308 计算机辅助W型往复式活塞压缩机设计309 数控机床的进给传动装置设计310 智能巡线机器人设计311 装载机智能称重仪设计312 步进电机指数规律升降速的单片机控制系统设计313 基于LabVIEW的监控系统设计314 基于LabVIEW远程监控系统设计315 基于PLC立体车库控制系统设计316 基于声卡的数据采集317 计算机辅助V型往复式活塞压缩机设计318 132汽车差速器壳加工工艺及夹具设计319 AutoCAD Lisp二次开发带轮的参数化绘制320 AutoCAD二次开发钣金展开CAD系统开发B321 AutoCAD—油浸式变压器的参数化绘图设计322 AVC1200螺母座的机械加工工艺及镗孔夹具设计323 CG6125主轴加工工艺及夹具设计324 X62W主传动设计325 X6232C齿轮加工工艺及其齿轮夹具和刀具设计326 典型零件(连杆)的工艺及工装设计327 内冷式砂轮的机床附件机构设计及工艺设计328 轴向柱塞泵体加工生产线专机及主要辅助设备生产线布置及粗镗机液压系统设计329 轴向柱塞泵体加工生产线专机及主要辅助设备多头钻床及攻丝机床液压系统设计330 轴向柱塞泵泵体加工生产线专机及主辅助设备(车基准机床及双头镗床液压系统设计)331 铣床工作台机械加工工艺及铣削T形槽夹具设计332 推动架的数控工艺及钻孔夹具的设计333 输出轴的数控工艺及主要工装设计334 十字头零件的工艺规程335 气缸盖多轴钻孔组合机床设计336 连接座的数控工艺337 进给箱体加工工艺及夹具设计338 减速箱体及夹具设计339 加工箱体零件的组合机床设计340 后托架零件工艺及加工Φ40、Φ30.2、Φ25.5孔夹具设计341 锻钢固定球阀加工工艺及中体螺孔8-M20的钻孔夹具设计342 铣床升降台加工工艺及夹具设计343 柴油机气门摇臂轴支座加工艺及夹具设计345 柴油机机体加工工艺及组合机床铣两端面夹具设计346 柴油机机体机械加工工艺及其Φ66镗孔夹具设计347 900150旋回破碎机设计348 BJ-130汽车变速箱二轴一二档齿轮工艺、刀具及夹具设计349 箱体零件上六孔的组合机床设计350 尾座体工艺及夹具设计351 套筒加工工艺及夹具设计352 双面铣组合机床设计353 平切口连杆的工艺工装设计354 内冷式砂轮的理论研究355 连杆加工工艺及夹具设计356 将旧车床改造成拉削齿轮内花键的拉床及主体部分设计357 将旧车床改造成拉削齿轮内花键的拉床及浮动部分设计358 机床主传动设计359 东方红拖拉机变速箱箱体工艺及夹具设计360 典型零件(EM170A-01001)工艺过程及工装设计361 磁阀体中心孔组合机床、机床总体工位布置和钻、扩、铰工位液压系统设计362 车床小刀架机械加工工艺及镗孔的夹具设计363 CA6140车床床身加工工艺及夹具设计364 c615车床进给箱加工工艺及其镗孔夹具设计365 弹簧吊耳零件工艺及加工Φ30 两孔夹具设计366 四缸柴油机曲轴工艺工装设计367 减速箱体零件工艺规程及铣尺寸159两侧面铣床夹具设计368 泵体工艺规程及钻6M8孔夹具设计369 X6132主轴加工工艺及夹具设计370 箱体零件工艺规程及加工φ42 孔夹具设计371 铣削组合机床及其传动装置设计372 减速箱体零件工艺规程及加工φ52H8孔夹具设计373 减速器箱体零件工艺及加工Φ120外圆的夹具设计374 电磁阀体平面加工组合机床液压系统设计375 蛙式打夯机设计376 镗削动力头及主轴组件设计378 电磁阀体进出油口孔加工组合机床液压系统设计379 CA6140主轴加工工艺及夹具设计380 钻模体工艺规程及钻2-ф16H7孔夹具设计381 单转子可逆式锤式破碎机设计382 铣削组合机床及其主轴组件设计383 AVC1200电机座的工艺及其镗孔夹具设计384 铣床升降台机械加工工艺及刨燕尾夹具设计385 铣削组合机床及其工作台设计386 减速箱箱体加工工艺及夹具设计387 减速器箱体零件的工艺设计及其加工72H7孔的夹具设计388 齿轮泵泵体工艺及加工Φ14、2-M8 孔夹具设计389 X6132-28主传动设计及主轴组件设计390 压缩机箱体加工工艺及夹具设计391 CQM6132主轴前轴承加工工艺及夹具设计392 CA6140车床后拖架零件加工工艺及铣底面专用夹具设计393 柴油机机体机械加工工艺及其组合机床钻孔夹具设计394 泵体工艺规程及镗Φ48H8孔夹具设计395 XK5032A螺母座加工工艺及其4-M8深20钻孔夹具设计396 VF67空气压缩机曲轴加工工艺及夹具设计397 LH9900拉丝机卷筒机构设计398 EQ140变速箱二轴三档齿轮工艺、刀具及夹具设计399 D85推土机齿轮工艺及刀具设计400 BJ-130汽车变速箱壳体工艺及其夹具设计401 盘类轴向多孔成组钻模设计402 副翼摇臂零件的机械加工工艺规程和机床夹具设计403 带轮工艺及夹具设计404 铣刀405 复合材料数控加工及刀具设计研究406 CA6140拨叉831005408 盘型体三套工装夹具设计409 毕业设计“CA6140法兰盘”零件的机械加工工艺规程及工艺装备410 设计175F柴油机曲轴零件的机械加工工艺规程及加工20孔的夹具411 左支座零件数控加工412 尾座体工艺及夹具设计413 齿轮泵前盖加工艺及铣8mm流油槽夹具414 左支座工艺及夹具设计415 带式输送机的圆柱斜齿轮二级减速器416 蜗轮箱工艺及夹具设计(课程)417 支架零件的机械加工工艺规程编制及钻削φ4孔工序专用夹具设计418 定位支座铣槽夹具设计419 茶叶修剪机420 CA6140滤油器体421 钻床夹具零件钻孔设计422 单拐曲轴工艺规程与装备设计423 磨床砂轮夹具主体加工工艺424 S195柴油机机体工艺及夹具设计425 数控轴类零件加工设计说明书426 数控X-Y工作台设计457 数控加工458 “175F柴油机凸轮轴”零件的机械加工工艺规程及铣键槽的铣床夹具459 带式输送机的圆柱直齿轮二级减速器460 CA6140滤油器体工艺及夹具设计461 浅论轴类零件的数控加工工艺分析与夹具设计462 活塞加工艺463 钻孔组合机床设计464 杠杠加工工艺分析设计465 轴承座加工工艺设计466 CA6140车床拨叉83008加工艺及夹具设计468 彩印机偏心套工艺规程及专用夹具设计469 基于数控机床的典型零件的编程及加工工艺470 车床长丝杠零件机械加工工艺规程制订工艺装备设计471 摇臂零件机械加工工艺规程制订及工艺装备设计472 密封件定位套473 密封件定位套工艺及夹具设计478 底座工艺规程及专用夹具设计479 杠杆机械加工工艺规程设计480 钳身钻孔夹具481 油泵阀芯工艺规程及专用夹具设计482 设计蜗轮零件的数控加工工艺规程483 砂轮外圆整修器零件机械加工工艺规程制订及工序工艺装备设计484 拨叉加工工艺分析485 数控加工工艺与编程综合设计486 阀门装置及数控加工工艺的设计487 杠杆831009488 换档叉铣端面夹具489 高压转子联轴器工艺过程设计490 转向器壳体加工工艺及专用夹具设计491 连杆零件机械加工工艺过程及钻铰Φ14H9孔和倒角夹具设计492 1阀体工艺规程及专用夹具设计493 拨叉861002工艺及夹具设计(CA6140车床)494 拨叉加工工艺规程及专用夹具设计495 车夹具设计496 传动轴凸缘叉(A10B解放牌汽车)497 对开螺母下部工装及夹具设计498 飞锤支架夹具装配图499 设计“轴承座”零件机械加工工艺规程及工艺装备500 输出轴工艺与工装设计501 数控零件加工设计说明书502 轴承座加工工艺说明书及夹具设计503 轴出轴夹具设计504 “填料箱盖”零件的工艺规程及钻孔夹具设计505 变速器换档叉506 传动轴凸缘叉(A10B解放牌汽车)507 底板坐架零件的机械加工工艺规程及工艺装备300--50508 对开螺母下部工装及夹具设计509 套筒加工艺及专用夹具设计510 设计“CA6140车床拨叉”831007零件的机械加工及夹具设计511 拨叉工艺及专用夹具设计512 放泄块接头工艺及其夹具设计513 端盖加工艺及专用夹具设计(大批量)514 端盖加工艺及专用夹具设计(小批量)515 “法兰盘”零件的机械加工(小批量)516 设计“CA6140法兰盘”零件的机械加工517 拨叉夹具工艺及夹具设计518 1拨叉夹具工艺及夹具设计519 踏脚座夹具加工艺及专用夹具设计520 右端盖加工艺及专用夹具设计521 1轴承座工艺及夹具设计522 蜗杆轴工艺工装夹具设计523 摇臂轴座工艺及夹具设计524 支架工艺规程及夹具设计525 微电机壳加工工艺规程及钻孔夹具设计526 设计油封盖零件图零件的机械加工工艺规程及工艺装备527 C6140车床齿轮零件的机械加工工艺规程528 杠杆加工工艺规程及端部宽22mm的槽铣削加工夹具设计529 4100QB柴油机箱体钻孔三面立卧式组合机床后多轴箱设计(立式)530 左右摆动杠杆加工工艺531 右支架工艺及夹具设计532 底座的工艺及其夹具设计533 轮芯工艺夹具设计534 典型零件的造型与数控加工工艺设计535 CA6140数控化改造536 加工脱粒机箱体后面a组孔系的专用机床及工装设计537 减速器箱体镗模夹具设计538 杠杆加工工艺规程及端部宽22mm的槽铣削加工夹具设计539 杠杆6加工工艺及钻孔夹具设计540 深孔夹具设计说明书及图纸541 变速器齿轮轴机械加工工艺过程分析542 轴加工工艺规程分析543 泵座加工工艺规程分析544 机壳机械加工工艺过程分析545 车用空调双孔法兰加工工艺规程及夹具设计(大批量生产)546 角型轴承箱547 车用空调高压充注法兰加工工艺规程及夹具设计(大批量生产)548 自行车花盘复合膜凸模549 减速器箱体镗模夹具设计550 中央泵房自动控制设计551 注塑模-圆珠笔笔盖的模具设计552 冲大小垫圈复合模553 斗式提升机全套毕业设计(水泥谷物)554 模具-电机炭刷架冷冲压模具设计555 安全气囊556 杯子模具557 带式输送机的PLC控制558 毕业设计-花生去壳机559 茶叶修剪机560 柴油机喷油泵的专用夹具设计561 车床改进毕业设计562 齿辊破碎机详细设计563 齿轮箱工艺及钻2-φ20孔、工装及专机设计564 冲压汽车灯罩565 带式二级圆锥圆柱齿轮减速器设计566 电子钟后盖注射模具设计567 冲压汽车灯罩568 盖子零件注射模设计569 谷物运输机传动装置设计570 活塞结构设计与工艺设计571 纳米粉体的实验装置毕业设计572 起重机设计573 清车机毕业设计(打印)574 双螺杆压缩机的设计575 水峪矿300万吨新井设计576 提升机制动系统577 洗衣机机盖的注塑模具设计578 铣床的数控x-y工作台设计579 移动式x光机总体及移转组件设计580 中央泵房自动控制设计581 减速箱体零件工艺规程及两套夹具设计582 车用空调视镜体加工工艺规程及夹具设计(大批量生产)583 底座零件数控加工工艺及夹具设计584 车用空调压缩机充注三通加工工艺规程及夹具设计585 车用空调用压缩机充注体加工工艺规程及夹具设计(大批量生产)586 复合轴的数控工艺分析及加工587 钻体零件的工艺及夹具设计588 车用空调高压管进气锁紧件加工工艺规程及夹具设计(大批量生产)589 箱体加工工艺与夹具设计590 车用空调双孔法兰加工工艺规程及夹具设计(大批量生产)591 滤油器壳体工艺工装设计592 齿轮箱箱箱体制造工艺设计593 汽车变速箱箱体零件的数控加工工艺设计594 “CA6140车床拨叉设计”零件的机械加工工艺规程设计595 离合器从动盘花键套机械加工工艺及夹具设计596 支架的加工工艺与夹具设计597 曲轴箱箱盖零件机械加工工艺规程制订及铣端面工序工艺装备设计598 便携式研磨机锥体座的加工工艺设计及工装准备599 联接轴零件工艺加工及分析600 手柄座夹具设计601 床头箱盖定位器(ZL06-C)零件机械加工工艺规程制订及第钻孔工序工艺装备设计602 泵体零件机械加工工艺规程制订及钻孔工序工艺装备设计603 数控加工工艺卡及夹具设计604 江淮12变速箱体精镗两侧面孔组合机设计及夹具设计605 减速器箱体专用组合机床及工艺装备设计606 对开螺母夹具设计及箱体零件数控加工工艺设计607 CBF-E32-41齿轮泵泵体8-M10底孔钻削专用机床及夹具设计608 泵体零件及夹具设计609 双轴承支撑座钻铰组合机床610 汽车轮毂加工工艺的编制及钻床夹具611 C620车床轴承座的机械加工工艺与夹具设计612 杯轴零件的数控加工工艺设计613 CA6140车床法兰盘的设计及工艺分析614 端盖加工工艺设计615 C6140后托架加工工艺及钻孔夹具设计616 轴承壳体加工艺及专用夹具设计612 上刀连杆槽铣用夹具设计613 机床丝杠的加工工艺及夹具设计614 泵体零件及钻床夹具设计615 设计“连杆盖”零件的机械加工工艺规程(大批量生产)616 轴类零件材料与成形方法的设计及案例分析607 轴承座的材料与加工工艺设计608 安装框架的夹具设计609 变速箱体机械加工工艺规程及铣顶斜面夹具设计610 缸盖两夹具设计611 汽车轴承盖工艺工装设计612 减速箱箱座的夹具设计613 A2J-PK921卧式双面差速器壳钻孔锪端面组合机床的总体设计614 空气压缩机曲轴零件的机械加工工艺及夹具设计615 冲模数控加工工艺文件的拟订616 薄壁套的机械加工工艺规程及专用夹具设计617 轴零件机械加工工艺规程制订及第4刀具9夹具13-14量具工序工艺装备设计。
内冷式砂轮的流道设计及分析
磨削裂纹, 从而难以 保证零件加工质量。 因此, 磨削温度是影响磨 2 1 道 的结构 设 计 .流
削加工质量和加工效率的重要因素。
控制磨削区温度的方法很多 , 采用冷却液是最直接也是最有 效的一种 , 冷却液的冷却效果与冷却液的冷却方式密切相关。 目
21 流 道 的 曲 线 形 状 .1 .
中图分 类号 :H1 , G 4 文献标识 码 : T 2T 7 3 A
1己l 言 为了保证磨削加工质量,不仅要考虑冷却液对磨削区的冷却效
在磨削加工中, 依靠磨粒来去除工件表面上的多余材料。磨 果, 还应考虑冷却液对磨 削加工过程的影响。 在实际应用中 , 可以
削时 , 切削速度很高 , 切削厚度很小 , 且磨粒 以很大 的负前角 ( 通过合理设计内冷式砂轮的流道结构及合理布置流道来达到减 一 6。8 。和较大刀刃钝圆半径 ( 0~ 0 ) 约为几微米至几十微米) 磨削工 小加工中砂轮和工件 的振动及改善冷却效果的 目的。
() 1流道 曲线选择 流道设计的目的是 :①保证喷液1与工件的接触边夹角在砂 = I
前常用 的冷却方式主要有液氮冷却 低 温冷风冷却 、 、 高压射流 冲 轮磨损的过程中不发生改变; ②尽可能减小磨削过程中喷液 口与工
击冷却[ 3 1 以及常规浇注冷却等 , 这些冷却方式在一定程度上能够 件碰撞引起的砂轮和工件的振动; ③具有 良好的冷却效果。因此在 缓解磨削温度 引起的磨削烧伤等问题 , 但由于冷却液很难达到磨 流道设计时应该考虑流道方向的控制、 喷液口与工件的接触边夹角 削区域 内部 , 直接作用在加工面上 , 以对磨削区的冷却效果并 大小以及砂轮的磨损等问题。基于以上分析, 所 对流道设计提出以下
件并 随 磨 的 损其 部 负 角 钝 半 还 增 , 2内冷式砂 轮流 道设计 ,且 着 粒 磨 ,尖 的 前 和 圆 径 会 大
某机床盘类零件制造工艺及工装设计

一零件的分析(一)零件的作用题目给的零件是CA6140卧式车床上的法兰盘,它位于车床丝杆的末端,主要作用是标明刻度,实现纵向进给。
零件的100外圆上标有刻度线,用来对齐调节刻度盘上的刻度值,从而能够直接读出所调整的数值。
法兰盘中部的通孔则给传递力矩的标明通过,本身没有受到多少力的作用。
该零件年产量为4000件,设其备品率为4%,机械加工废品率为1%,则该零件的年生产纲领为:N=Qn(1+ + )=4000×1(1+4%+1%)=4200(件/年),法兰盘的年产量为4200件,查表可知该产品为中批生产。
(二)零件的工艺分析法兰盘共有三组加工表面,他们之间有一定的位置要求。
现分述如下:1以Ф20 的孔为中心加工表面;2 俩端面;3 以Ф90为中心的加工表面。
它们之间的位置要求主要是:(1)Ф100mm 左端面与Ф45 mm孔中心轴的跳动度为;(2)Ф90mm 右端面与Ф45 mm孔中心轴线的跳动度为。
经过对以上加工表面的分析,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,保证它们的位置精度。
二工艺规程设计(一)确定毛坯的制造形式零件材料是HT200。
零件年产量是中批量,而且零件加工的轮廓尺寸不大,在考虑提高生产率保证加工精度后可采用铸造成型,采用方法为砂模机器造型。
零件形状并不复杂,因此毛坯形状可以与零件的形状尽量接近,内孔不铸出。
(二)基准的选择1 粗基准的选择因为法兰盘可归为轴类零件,一般以外圆作为粗基准。
一般以非加工表面作为粗基准,但本零件各面均需加工,此时应以加工余量最小的面为粗基准,所以对于本零件可以先以法兰盘右端 45的外圆及 90的右端面作为粗基准,利用三爪卡盘夹紧Ф45 mm外圆可同时削除五个自由度,再以 90的右端面定位可削除自由度。
2 精基准的选择精基准的选择主要考虑基准重合与统一基准原则。
以Ф20mm孔为精基准。
(三)制定工艺路线制定工艺路线应该使零件的加工精度(尺寸精度、形状精度、位置精度)和表面质量等技术要求能得到合理的保证。
内冷车刀设计的结构和热复合分析方法及应用

内冷车刀设计的结构和热复合分析方法及应用内冷车刀(Internal Cooling Tool)是一种用于金属切削过程中的刀具,其设计结构和热复合分析方法以及应用十分重要。
以下是对内冷车刀设计结构和热复合分析方法以及应用的详细介绍。
一、设计结构:内冷车刀通常由三个主要部分组成:刀柄、刀架和刀片。
刀柄是用来连接和固定刀片的部分,通常由高强度和刚性的材料制成,能够承受切削过程中产生的高压力和振动。
刀架是刀柄上固定的一个机构,用于支撑和调整刀片的位置和角度。
刀片是内冷车刀的切削部分,通常由高硬度和抗磨损的材料制成,能够在切削过程中保持较长的使用寿命。
内冷车刀的设计结构中最重要的部分是刀片。
刀片可以采用不同的形状和材料,以适应不同的切削材料和加工条件。
常见的刀片形状有单刃、双刃和多刃等,根据切削过程中的热量产生和传导,可以设计不同形式的冷却通道。
通常刀片的顶部和两侧都可以设置冷却通道,以提高切削过程中的冷却效果。
二、热复合分析方法:内冷车刀的热复合分析是通过数值模拟和实验手段,对切削过程中产生的热量进行计算和分析。
在进行热复合分析之前,需要获得刀片和加工材料的热物理性质参数,如热传导系数、比热容等。
然后,可以采用有限元方法对内冷车刀进行热传导分析。
在临界温度和时间步长条件下,可以计算刀片表面的温度分布和切削区域的热影响区域等。
热复合分析方法的主要目的是评估内冷车刀的散热能力和稳定性。
通过分析刀片的温度分布,可以判断刀片是否有过热的情况发生,以及冷却通道的设计是否有效。
此外,可以通过计算内冷车刀的热变形和应力分布,评估内冷车刀的机械强度和稳定性,以提高切削质量和延长刀具的使用寿命。
三、应用:内冷车刀广泛应用于金属切削加工中,特别是在高强度材料和难切削材料的加工中,具有以下几个优势:1.冷却效果好:内冷车刀的刀片上设置有冷却通道,可以通过循环冷却液降低刀片表面的温度,提高切削过程中的冷却效果,从而减少刀具磨损和延长切削时间。
内冷却砂轮工装研制
【 摘 要】 由于磨削加 工中过高的磨削温度 , 可采用内冷却砂轮磨 削, 削液直接 浇注到磨削区 将切 内 , 部 破坏了磨削区的封 闭性 , 从根本上解决磨削温度高引起的工程实际问题。在普通磨床上采用内冷
张良栋 廖映华 张 捷 李志荣 ( 过程装备与控制工程四川省高校重点实验室, 四川理工学院 机械工程学院, 自贡 63 0 ) 4 00
De eo men f oig f n in rc ol gg idn e l v lp t t l or e o i r ig wh e o a o n a n n n
个封闭区域 , 切削液难以进入切削区, 进行有效冷却 , 造成磨削区局
部温度高 , 使得磨削过程中工件表面极易发生磨削烧伤和磨削裂纹 , 从而难以保证零件加工质量。如何提高散热效率 , 降低磨削温度, 防 止和减轻工件表面热损伤 , 一直是磨削过程中需要解决的难题 。 砂轮内冷却方法被公认是一种最有效 的冷却方法 , 自上世纪
机 械 设 计 与 制 造
12 0
文章编号 :0 1 3 9 ( 0 )3 0 0 — 2 10 — 9 7 2 1 0 — 12 0 1
Ma h n r De i n c iey sg
&
Ma u a t r n f cu e
第 3期 2 1 年 3月 01
内冷却砂轮 工装研 制 木
工某些难 加 工材 料 , 大 了磨床 加 工范 围。 扩
关键词 : 磨削温度; 磨削烧伤 ; 内冷却砂轮 ; 砂轮工装改造
砂轮头架的工艺工装设计
某某毕业设计(论文)砂轮头架的工艺工装设计某某班级某某专业机械设计与制造(数控技术)所在系机电工程系指导老师某某完成时间 2012 年 12 月 10 日至 2013 年 6 月 16 日摘要本设计是砂轮头架的加工工艺规程及一些工序的专用夹具设计。
砂轮头架的主要加工表面是平面及孔。
一般来说,保证平面的加工精度要比保证孔的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗Φ外圆面作为粗基加工和精加工阶段以保证孔的加工精度。
基准的选择以头架45Φ孔及其下表面作为精基准。
先将底面加工出来,然后作为定位基准,准,以25在以底面作为精基准加工孔。
整个加工过程选用组合机床。
在夹具方面选用专用夹具。
考虑到零件的结构尺寸简单,夹紧方式多采用手动夹紧,夹紧简单,机构设计简单,且能满足设计要求。
毕业设计(论文)是高等学校人才培养计划中的重要组成部分,是教学过程中最后一个重要的教学环节,是人才培养质量的重要体现。
毕业设计(论文)的目的是培养我们综合运用所学基础理论、专业知识及基本技能来分析和解决实际问题的能力。
关键词砂轮头架,加工工艺,夹具,定位,夹紧某某毕业设计(论文)ABSTRACTThis paper is to design the craft processes of making the 砂轮头架lever spare parts and some specialized tongs in the process. The 砂轮头架lever spare part primarily processes the surface and bores. Generally speaking, to guarantee the accuracy of the flat surface process is easier than that of the bore. Therefore, this design follows the principle that surface first and then the bore, and definitely divides the process of flat surface and bore into coarse processes and precise processes to guarantee the bore processes. The basic choice is to consider 45 outside circle as rough basis and to consider 25 bore and its next surface as precise basis. The bottom is first processed out to be fixed position basis, and process the bore using the bottom as the precise basis. The whole processes choose the machine bed. In the aspects of tongs choosing, specialized tongs are used. In consideration of the simple construction size of the spare parts, clipping by hands is adopted. It is simple, and the organization design is simple, and can satisfy the design request.Key Words Lever spare parts, craft proces , tongs, fixed position, tight clip摘要 (Ⅰ)ABSTRSCT (Ⅱ)1 绪论 (1)1.1课题背景及发展趋势 (1)1.2 夹具的基本结构及设计内容 (1)2 头架加工工艺规程设计 (3)2.1零件的分析 (3)2.1.1零件的作用 (3)2.1.2零件的工艺分析 (3)2.2头架加工的主要问题和工艺过程设计所应采取的相应措施 (4)2.2.1确定毛坯的制造形式 (4)2.2.2基面的选择 (4)2.2.3确定工艺路线 (4)2.2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (6)2.2.5确定切削用量 (7)2.2.6确定基本工时 (22)2.3小结 (28)3 专用夹具设计 (29)3.1加工工艺孔Φ25夹具设计 (29)3.1.1定位基准的选择 (29)3.1.2切削力的计算与夹紧力分析 (30)3.1.3夹紧元件及动力装置确定 (31)3.1.4钻套、衬套、钻模板及夹具体设计 (31)3.1.5夹具精度分析 (33)3.1.6夹具设计及操作的简要说明 (35)3.2粗精铣宽度为30mm的下平台夹具设计 (35)3.2.1定位基准的选择 (35)3.2.2定位元件的设计 (35)3.2.3定位误差分析 (36)3.2.4铣削力与夹紧力计算 (37)3.2.5夹具体槽形与对刀装置设计 (37)3.2.6夹紧装置及夹具体设计 (40)3.2.7夹具设计及操作的简要说明 (41)3.3钻M8螺纹孔夹具设计 (41)3.3.1定位基准的选择 (41)3.3.2定位元件的设计 (41)3.3.3定位误差分析 (42)3.3.4钻削力与夹紧力的计算 (43)3.3.5钻套、衬套、钻模板及夹具体设计 (43)3.3.6夹紧装置的设计 (45)3.3.7夹具设计及操作的简要说明 (46)3.4小结 (46)4 总结 (47)参考文献 (48)致谢 (49)1 绪论加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
内冷式砂轮的理论研究
××××学院毕业设计(论文)××××学院毕业设计(论文)说明书题目内冷式砂轮的理论研究学生系别机电工程系专业班级机械设计制造及自动化03.2班学号指导教师××××学院毕业设计(论文)摘要该设计通过对各种构想理论的分析筛选,初步设计出内冷式砂轮的结构。
设计对于内冷式砂轮的内部结构,流道设计,流道布置等问题作了比较完整的分析,该次设计的内冷式砂轮,主要是通过改造传统砂轮结构而来的,易实现理论的现实转化,该设计有效的解决了砂轮加工中,磨削热导致的磨削烧伤和磨削裂纹的问题,具有很高的实用价值。
但该设计还有不够完善的地方,需要更进一步的研究,于实践中得到不断改进并成型。
关键词:内冷式砂轮、喷液流道、切开线、开槽式砂轮、蜂窝式内冷式砂轮摘要ABSTRACTThe design concept of the various theoretical analysis of the screening, preliminary design cooling-wheel structure. Design for the Cold-wheel within the internal structure, the design flow, flow layout made more complete analysis, The design of the cooling-wheel, mainly through the transformation of traditional structures from the wheel, easy realization of the theory into reality. The design of an effective solution to the wheel machining, grinding thermal burns caused by the grinding and grinding cracks, has high practical value. But the design also not perfect and needs further study, the practice has been continually improving and molding.Keywords : cold-wheel, jet flow, the incision line, slot-type wheel, cellular cooling Wheel××××学院毕业设计(论文)目录中文摘要 (I)英文摘要 (II)前言 (1)第1章绪论 (4)第2章内冷式砂轮设计构想与材料的现实分析 (8)2.1 设想1:利用泡沫金属 (8)2.2 设想2:利用粉末冶金生产一种适合的材料 (9)2.3 设想3:利用黏土和高硬磨粒混合烧结 (10)2.4 设想4:利用传统工艺制作内冷式砂轮 (13)第3章内冷式砂轮的结构设计 (14)3.1 开槽式内冷式砂轮结构的初步构想 (14)3.1.1渐开线流道分析 (15)3.1.2冷却方式的分析 (18)3.2蜂窝式内冷式砂轮结构设计 (20)3.2.1内冷式砂轮流道设计研究 (21)3.2.1.1切开线的发现与分析 (21)3.2.1.2切开线流道的数学分析 (22)3.2.2 蜂窝式内冷式砂轮结构初步构想 (23)3.2.3蜂窝式内冷式砂轮的内部结构设计 (24)3.2.3.1蜂窝式内冷式砂轮的内部容液及密封结构设计 (25)3.2.3.2孔道大小的确定 (26)3.2.3.3砂轮的流道布置分析 (27)3.2.3.4砂轮孔道的成型 (30)3.2.3.5内冷式砂轮的制作工艺情况说明 (32)第4章结论 (33)参考文献 (34)致谢 (35)附录A:切削液选用参考表 (36)附录B:塑料浇铸情况简介 (37)附录C:磨削弧区采用径向射流冲击强化换热的试验研究 (39)前言前言随着现代机械加工的不断发展及各种新型材料的出现,对其加工精度表面粗糙度要求越来越高,磨削加工有很大的发展,已广泛应用于机械加工行业,磨削的机械零件有很高的精度和极低的表面粗糙度。
数控无心磨床及砂轮修整器设计

1 绪论1.1 毕业设计题目数控无心磨床设计及砂轮修整器设计1.2 毕业设计目的本课题旨在让学生综合运用大学四年所学的知识,设计数控无心磨床,树立理论联系实际的作风和严谨的科学态度。
该课题要求绘制磨床总体布局装配图、导轮修整器装配图、导轮转体装配图、砂轮修整器装配图,最后撰写设计说明书。
此外,要求学生跟随指导老师和研究生参与部分科学研究,进行磨削温度的测试实验并撰写科研报告。
1.3 任务与要求:(1)部件装配图(砂轮修整器0#);(2)零件图 (3#);(3)撰写科研报告;1.4 用途和规格(1)加工对象 A 带轴肩的多台阶轴(如齿轮轴)B 要求端面外圆一次完成的零件C 带较大端面的盘类零件D 作一般外圆磨床(2)主要规格 A 加工直径φ20mm---φ320mmB 最大加工长度为750mmC 最大加工重量200㎏D 砂轮线速度60m/sE 机床中心高1095mmF工件转速范围30~300rpm(3)主要运动 A 砂轮转动B工件转动C工作台纵向移动D砂轮架斜向进给运动E砂轮修整器斜向进给运动F砂轮修整器旋转运动1.5 设计重点与难点(1)磨床总体布局中各部件尺寸的确定;(2)砂轮架主轴和轴承的设计和选用;(3)皮带的选用和带轮的设计;(4)磨床液压系统的设计;(5)磨削温度科研报告。
6.拟采用的途径与手段(1)查阅国内外磨床相关资料,确定磨床总体布局中各部件(如砂轮架、头架和尾架等)尺寸;(2)检验主轴前端扰度,确保主轴刚度;(3)砂轮架采用静动压轴承以提高旋转精度,增强抗振性,延长轴承的使用寿命;(4)采用皮带和花键副带动主轴旋转,减少主轴变形,使载荷分布均匀;(5)采用Auto CAD绘制装配图和零件图;(6)参看液压工程方面的资料,设计磨床液压系统的设计;(7)参考磨削温度测试研究论文,认真、虚心向指导老师和研究生学习,进行大量的磨削温度的测试实验。
1.6 磨床的类型与用途1.6.1 磨床的类型及其特点用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的[1]。
砂轮主轴结构
砂轮主轴结构砂轮主轴是一种用于砂轮加工的工具,其结构是砂轮机械的核心部分。
它负责带动砂轮旋转,并提供必要的力量和稳定性,以保证砂轮加工的效果和质量。
砂轮主轴的结构设计直接影响到砂轮的运转效果和寿命,因此对于砂轮机械来说,砂轮主轴的设计和制造十分重要。
一般来说,砂轮主轴的结构包括主轴本体、主轴轴承和主轴驱动装置三个部分。
主轴本体是砂轮主轴的核心部分,它承载着砂轮和工件的加工力,同时保证砂轮的旋转平稳和精准。
主轴本体通常由一块坚固的金属材料制成,如高强度合金钢。
在主轴本体上会加工出一条或多条细长的直径一致的轴颈,用于安装砂轮。
主轴轴承是保证砂轮主轴旋转平稳和精确的关键部件。
它通常由两个或更多的轴承组成,包括前轴承和后轴承。
前轴承负责承受主轴的径向负荷,后轴承负责承受主轴的轴向负荷。
为了保证砂轮主轴的旋转精度和寿命,轴承选用高精度、高速度和高刚度的轴承,如陶瓷轴承或高速角接触球轴承。
同时,为了减小轴承的运动摩擦和热量产生,通常会在轴承上涂上一层特殊的润滑脂。
主轴驱动装置是砂轮主轴旋转的动力来源,通常采用电机或机械传动装置。
电机驱动是最常见的方式,通过电机带动主轴旋转。
电机可以是直流电机、交流电机或无刷电机,其选用取决于砂轮机械的要求和性能。
机械传动装置包括皮带传动和齿轮传动,它们通过传动带或齿轮将动力传递给主轴。
砂轮主轴的结构设计需要考虑多个因素,包括砂轮的直径、加工力和转速要求,以及机械的稳定性和刚度要求等。
在设计过程中,需要进行强度和刚度的计算,以确定主轴的尺寸和材料。
同时,还需要根据砂轮机械的要求选择适当的轴承和驱动装置。
砂轮主轴结构是砂轮机械的核心部分,它直接影响着砂轮加工的效果和质量。
合理的砂轮主轴结构设计可以提高砂轮机械的性能和稳定性,同时延长砂轮的使用寿命。
因此,在砂轮机械的设计和制造过程中,对砂轮主轴结构的设计和制造要给予足够的重视和关注。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)说明书题目内冷式砂轮的机床附件机构设计及工艺设计学生系别专业班级学号 __ 指导教师 _摘要本文分析了磨床的各种知识及国内外的磨床冷却方式,并在此基础上加以改进,自行研究并设计了内冷式磨床的冷却装置及其机床附件结构。
提出了解决冷却液进入磨削区域的问题,并设计了方案。
文章对零部件的加工工艺进行了分析及其指定的零件的工装设计,对冷却液进行了分析并对其他各种机床的防护装置进行了分析,从中加以总结。
文文章为内冷式磨床的研制整合了一套有效的结构方案分析改进方法。
关键词:内冷式磨床;ABSTRACT his article has analyzed grinder each kind of knowledge and the domestic and foreign grinders coolant conditions, and performs in this foundation to improve, voluntarily studied and has designed in the cold grinder cooling system and its the engine bed appendix structure .Proposed the solution refrigerant enters rubs truncates the region the question, and has designed the plan. The article has carried on the components work clothes design to the spare part processing craft which analyzes and its assigns, has carried on the analysis to there frigerant and has carried on the analysis to other each kind offen gine bed protective equipment, performs to summarize. Artic learticle for an in cold grinder development conformity set of effectives structures plans analysis improvement method.Key word: In cold grinder;目录摘要 (2)ABSTRAC (3)目录 (4)第一章前言 (6)第二章磨削基本知识 (7)2.1 磨削概念 (7)2.2 磨削方法 (9)第三章磨床简介及发展概况 (13)3.1 磨床简介 (13)3.2 磨床发展概况 (14)第四章磨床技术参数的确定 (15)4.1 磨床的系列 (16)4.2 选用的磨床参数 (19)第五章主要附件结构设计 (21)5.1 砂轮架概述 (21)5.2 砂轮架设计 (21)5.3左/右卡板的分析及加工工艺 (23)5.3.1 零件工艺分析 (24)5.3.2 工艺过程分析 (25)5.4 输液管件的分析及加工工艺 (25)5.4.1 零件工艺分析 (26)5.4.2 工艺过程分析 (26)5.5自制腔体设计及加工工艺 (27)5.5.1 零件工艺分析 (28)5.5.2 工艺过程分析 (29)5.6 卡盘/固定螺母的设计及加工工艺 (30)5.6.1 零件工艺分析 (31)5.7防护罩及挡板的设计及加工工艺 (33)5.7.1 零件工艺及其过程分析 (33)第六章防护装置与冷却装置 (35)6.1 防护装置 (35)6.2 冷却装置 (38)6.3 磨削液的分析 (44)第七章夹具的设计 (46)7.1问题的提出 (46)7.1.1 定位基准的选择 (46)7.1.2 夹紧面的选择 (46)7.2 切削力及夹紧力的计算 (47)7.3 定位误差的分析 (48)7.4 夹具设计及操作的简要说明 (48)第八章结论 (49)8.1 小结 (49)参考文献 (50)致谢 (51)第一章前言磨床是金属切削机床的一种。
大家知道,金属切削机床中刀具与工件之间的相对运动是一对基本矛盾,而机床是它们相互斗争,相互联结的矛盾统一体。
在切削过程中,刀具和工件之间经过不断的斗争,刀具刃口从工件表面切除一层金属,使被切工件的表面达到预定的技术要求(尺寸大小、几何精度、表面光洁度等)。
磨床是以磨具(它由无数微小磨粒粘结成不规则的“刀群”,如砂轮、砂瓦、油石、砂带等)作为刀具来加工工件表面的,因此,它具有其他机床加工时所没有的特殊点,主要有:(1) 磨床的磨具(砂轮)相对于工件作高速旋转运动。
(2) 它能使工件表面获得很高的精度和光洁度。
(3) 它能加工表面硬度很高的金属和非金属材料朗工件。
(4) 易于自动化和组成自动线,进行高效率生产。
由于磨床具有上述一些特点,因而它的使用范围较其他切削机床广泛。
以陶土为结合剂与天然磨料结合的可高速旋转的砂轮,加速了磨削加工的发展,磨床逐步成为金属切削机床的一个重要组成部分。
磨削加工是指用磨料类切除材料的加工方法,根据工艺目的和要求不同,磨削加工已发展为多种形式的加工工艺。
通常按工具类型进行分类,可分为使用固定磨粒的和游离的两大类。
各种加工形式的用途、工作原理和加工运动情况有相当大的差别,但都存在摩搽、微切削和表面化学反应等现象,只是形式和程度不同而已。
磨削加工是机械加工行业目前获得精度零件表面的主要方法,磨削加工质量的好坏直接影响到零件的质量和使用,而磨削加工过程的质量控制又十分复杂,影响因素众多,特别是磨削热,磨削温度的影响尤为重要。
众所周知,磨削区局部瞬时温度高达1000度左右,容易引起工件的烧伤,变形和裂纹。
因而成为限制磨削效率并影响磨削质量的一个关键因素。
在磨削过程中使用磨削液对减少磨削热,降低磨削温度具有很重要的作用。
但由于磨削过程的特殊性,磨削过程中磨削液并不能很好地进入磨削区,因而达不到减少磨削热,降低磨削温度的作用,而采用内冷式砂轮磨削,即由砂轮内部向外喷冷却液,使其由磨削区向外流动,润滑冷却效果更佳。
利用砂轮的的多孔性,从砂轮中心供给磨削液,通过砂轮内孔或侧面进入砂轮体内,利用砂轮旋转时的离心作用,将磨削液通过砂轮上的气孔甩出,这样能有效的将磨削液送入磨削区内。
在重负荷磨削,内孔磨削及其磨削耐热钢和高温合金等难磨削的材料时,采用内冷式效果较好。
然而,由于砂轮气孔比较小,磨削液必须经过精密过滤,以免磨削液中的杂质将砂轮气孔堵塞。
此外,砂轮整个周边都甩出磨削液,必须解决油雾问题。
此方法正待研究,生产尚待研究改进。
本次设计主要依据MM7132A型精密卧轴矩台平面磨床而改进,使原有的外冷装置改为内冷式砂轮。
该机床主要是用砂轮周边磨削平面,也可以用砂轮的端面磨削槽和凸缘的侧面。
通过对内冷式砂轮磨削机理进行研究,初步对使用内冷式砂轮的机床进行附件结构设计和工艺设计,使其能够将四年所学知识融会贯通,也使其在设计过程中不断学习一些新知识。
同时,为即将步入工作岗位,作为机械设计制造技术人员从事机械设计制造工作打下一定基础。
通过此次毕业设计环节,培养查找资料,分析问题,解决问题的能力,使其养成认真仔细,精益求精的科学工作习惯。
限于编写者的水平和时间仓促,难免有不足,缺点和错误之处,敬请老师和同学们批评和指正。
第二章磨削基本知识磨削就是用砂轮对工件表面进行切削加工,是机器零件精密加工的主要方法之一。
磨削用的砂轮是由许多细小而且极硬的磨粒用结合剂粘结而成。
将砂轮放大,可以看到在砂轮表面上杂乱地分布着很多尖棱多角的颗粒——磨粒。
这些锋利的磨粒类似于铣刀的刀刃,磨削就是以这些磨粒为刀刃,在砂轮的高速旋转下,切入工件表面。
所以磨削的实质是多刀多刃的高速微量切削过程。
磨削每次磨去的金属较薄,主要用于精加工。
磨削不仅能加工普通的金属,如:碳钢,及其一些有色金属和非有色金属材料,而且还可以加工硬度很高的材料,如:淬火钢,各种切削用刀具及其陶瓷。
这些材料用金属刀具很难加工,有的甚至根本不能加工,这是磨削加工的特点之一。
2.1 磨削概念我们介绍了磨削与其它金属切削(车、铣、刨、钻等)有不少相似之处,也有不同的地方,即磨削特殊的本质。
我们的任务是设计磨床,因此首先需要认识磨削过程的特点。
了解它、掌握它,采取相应的措施,更好地完成设计任务。
下面就来具体分析磨削过程的一些特点:(1) 在磨削过程中,由于砂轮以很高的速度旋转,离心力很大,若砂轮的质量不好或安装不妥,易造成砂轮碎裂产生事故,必须特别引起重视,因此在设计时要考虑可靠的防护设备。
工件在磨削过程中,往往由于砂轮结构不均匀,引起砂轮高速旋转的不平衡,产生振动,影响工件表面质量和机床的使用寿命,严重时也会引起砂轮碎裂。
因此,各种磨床必须具备砂轮的平衡措施。
(2) 砂轮具有自锐的性能,所谓“自锐性”,就是磨粒磨钝后在磨削力的作用下,自行破碎并从砂轮工作发面上脱落下来,露出新的磨粒,使磨削加工能继续正常进行。
但由于磨削过程很复杂,如磨屑、破碎了的小磨粒以及结合剂等,会塞住砂轮的孔隙,使砂轮切削性能降低,严重的甚至可能使砂轮工作表面被破坏,特别对表面光洁度要求较高及保证有正确形状的工件(如螺纹、齿轮等)。
因此单纯靠砂轮自锐还不能满足要求,还必须靠人工进行修整,所以应具备砂轮修整器。
(3) 在磨削过程中,由于磨削速度很高,磨粒和被加工工件之间的摩擦大,以及工件材料塑性变形的结果,会产生大量的切削热,其温度可达1000度以上,这超过一般碳钢的相变温度,甚至接近钢的熔化温度,并使剧热的磨屑被砂轮“刀齿”带走,在空气中与氧接触发生氧化作用.产生常见的火花。
在这样高的温度作用下,会使工件材料的性能和硬度改变,影响质量。
同时工件的内部和表面有很大的温差,特别是对导热性能较差的材料,温差更大,将产生磨削应力。
可能使工件发生裂纹。
因此,为了减少摩擦,带走热量,降低磨削温度,及时冲掉磨屑,使其不粘附在砂轮的表面上,以提高表面质量,在设计磨床时必须考虑具有较好的冷却装置。
(4) 砂轮上的磨粒形成的“刀齿”,多半是负前角和小后角。
且其刃口又非绝对尖锐,所以工件表面产生很大的变形和摩擦,特别是磨粒变钝、磨削很薄、负前角大时,金属变形更加严重,这样使被加工工件表面产生硬化现象。
磨削过程中产生的磨削力(用P来表示总的磨削力),它又可分解为三个彼此相互垂直的分力(图2--1)。
第一个分力叫切向力,它作用于工件的切线方向,是决定砂轮切削功率的依据,以Pz表示。
第二个分力叫径向力,它是沿着砂轮(或工件)半径方向的作用力,以Py表示。