钎焊硬钎剂ppt
合集下载
钎焊介绍课件
◦ 5.热水浸泡后.再在体积分数为10% 的硝酸和体积分数为0 25%氢氟酸中浸 渍2—3min。 储运保管:存放在阴凉干 燥处,注意防潮.不可食用。
◦ 银钎剂
◦ 使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、 硬质合金、金刚石聚晶片等多种材料,可用于炉中 钎焊、火焰钎焊、高频钎焊。 物理状态:白色粉末状.颗粒度≤150μm 执行标准:JB/T6045—92《硬钎焊用钎剂》 主要成分:KF、KBF4、B2O3,复合氟硼酸盐、复合 硼酸盐、活性剂。不含禁用物质。
钎焊
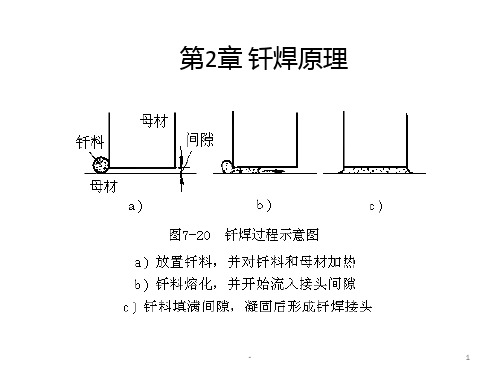
钎焊是利用熔点比母材低的金属作为钎料,加热 后,钎料熔化,焊件不熔化,利用液态钎料润 湿母材,填充接头间隙并与母材相互扩散,将 焊件牢固的连接在一起。 根据钎料熔点的不同,将钎焊分为软钎焊和 硬钎焊。
钎剂的作用有:
•去除氧化膜和油污等杂质
•保护母材接触面和钎料不受 氧化
•增加钎料的润湿性和毛细流 动性
在850-1150℃范围钎焊铜、钢及不锈钢 的助熔剂。
◦ 说明:
铜及铜合金应用较广,除了用来焊接各种铜合金,
由于具有良好的耐蚀性和耐磨性,因此常用于堆焊受 金属间磨擦磨损的另件(如轴承、阀门密封面)和耐 海水腐蚀另件(如螺旋浆)等。此外,黄铜焊丝更广 泛用于钎焊碳钢、铸铁、硬质合金刀具等。
铜及铜合金焊条操作较钢焊条困难,焊前需预热并 用较大的焊接电流。
选用合适的焊丝进行氩弧钎焊,可大大减少焊件的 变形。
黄铜焊丝进行氧-乙炔气焊时应配合CJ301铜气焊熔 剂共同使用,钎焊时则应选用QJ302铜钎焊熔剂。如 果采用涂熔剂的黄铜药皮焊丝如S221F、S222F和 S225F时则不用另加熔剂便可施焊。
铜及铜合金焊条
◦
牌号
相当国 际
相当AWS 特 性 及 用 途
◦ 银钎剂
◦ 使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、 硬质合金、金刚石聚晶片等多种材料,可用于炉中 钎焊、火焰钎焊、高频钎焊。 物理状态:白色粉末状.颗粒度≤150μm 执行标准:JB/T6045—92《硬钎焊用钎剂》 主要成分:KF、KBF4、B2O3,复合氟硼酸盐、复合 硼酸盐、活性剂。不含禁用物质。
钎焊
钎焊是利用熔点比母材低的金属作为钎料,加热 后,钎料熔化,焊件不熔化,利用液态钎料润 湿母材,填充接头间隙并与母材相互扩散,将 焊件牢固的连接在一起。 根据钎料熔点的不同,将钎焊分为软钎焊和 硬钎焊。
钎剂的作用有:
•去除氧化膜和油污等杂质
•保护母材接触面和钎料不受 氧化
•增加钎料的润湿性和毛细流 动性
在850-1150℃范围钎焊铜、钢及不锈钢 的助熔剂。
◦ 说明:
铜及铜合金应用较广,除了用来焊接各种铜合金,
由于具有良好的耐蚀性和耐磨性,因此常用于堆焊受 金属间磨擦磨损的另件(如轴承、阀门密封面)和耐 海水腐蚀另件(如螺旋浆)等。此外,黄铜焊丝更广 泛用于钎焊碳钢、铸铁、硬质合金刀具等。
铜及铜合金焊条操作较钢焊条困难,焊前需预热并 用较大的焊接电流。
选用合适的焊丝进行氩弧钎焊,可大大减少焊件的 变形。
黄铜焊丝进行氧-乙炔气焊时应配合CJ301铜气焊熔 剂共同使用,钎焊时则应选用QJ302铜钎焊熔剂。如 果采用涂熔剂的黄铜药皮焊丝如S221F、S222F和 S225F时则不用另加熔剂便可施焊。
铜及铜合金焊条
◦
牌号
相当国 际
相当AWS 特 性 及 用 途
钎焊第四讲 钎料
cu075227图421sncu共晶组织照片图422ag对sn07cu拉伸性能的影响添加ag细化cu6sn5金属间化合物的晶粒43al基钎料图423alsi二元相图表44al基钎料的化学成分及物理性能ag基钎料agmnagcuagcuzn等表45ag基钎料的化学成分及物理性能cu基钎料表45cu基钎料的化学成分及物理性能cucupcuzn等ni基钎料表46ni基钎料的化学成分及物理性能au基钎料表47ni基钎料的化学成分及物理性能ti基钎料表48ti基钎料的化学成分及物理性能cunizr图43amdry研制的805钎料用于低成本高强度的不锈钢热交换器钎料的使用形式
Sn-80%Au
3. 高强度焊锡
+2%Ag, Ag3Sn细晶强化
锡黑死病(锡疫)
•不是人摄入Pb所得 的病;
•是Sn工件得病;
特征与传染病相似: •有潜伏期;
•表面形貌类似病理 上的囊肿;
图4.9 冷却管上发现的Sn黑死病
事实上含Pb的Sn,反而不会出现黑死病现象
表4.3 Sn的同素异构体
转变温度:13.2 oC Sn黑死病发生的特征: 产生很大过冷,潜伏期长; 在表面发生,从不在内部发生; 伴随体积膨胀产生的龟裂和粉末; 由金属颜色变灰色; 加工促进转变;
Ag基钎料
Ag-Mn, Ag-Cu, Ag-Cu-Zn等
表4.5 Ag基钎料的化学成分及物理性能
Cu基钎料
Cu, Cu-P, Cu-Zn等
表4.5 Cu基钎料的化学成分及物理性能
Ni基钎料
表4.6 Ni基钎料的化学成分及物理性能
Au基钎料
表4.7 Ni基钎料的化学成分及物理性能
Ti基钎料
Cu, Ni, Zr, Be等
钎料的牌号
Sn-80%Au
3. 高强度焊锡
+2%Ag, Ag3Sn细晶强化
锡黑死病(锡疫)
•不是人摄入Pb所得 的病;
•是Sn工件得病;
特征与传染病相似: •有潜伏期;
•表面形貌类似病理 上的囊肿;
图4.9 冷却管上发现的Sn黑死病
事实上含Pb的Sn,反而不会出现黑死病现象
表4.3 Sn的同素异构体
转变温度:13.2 oC Sn黑死病发生的特征: 产生很大过冷,潜伏期长; 在表面发生,从不在内部发生; 伴随体积膨胀产生的龟裂和粉末; 由金属颜色变灰色; 加工促进转变;
Ag基钎料
Ag-Mn, Ag-Cu, Ag-Cu-Zn等
表4.5 Ag基钎料的化学成分及物理性能
Cu基钎料
Cu, Cu-P, Cu-Zn等
表4.5 Cu基钎料的化学成分及物理性能
Ni基钎料
表4.6 Ni基钎料的化学成分及物理性能
Au基钎料
表4.7 Ni基钎料的化学成分及物理性能
Ti基钎料
Cu, Ni, Zr, Be等
钎料的牌号
钎剂ppt课件
(2)去膜剂:溶解钎焊金属和钎料的表面氧化膜,常 用碱金属和碱性金属的氟化物。 (3)活性剂:活化钎剂,以加速氧化物的溶解和改善 钎料在钎焊金属上的润湿,常用氯化锌、硼酐等。
软钎剂
无机软钎剂
无机软钎剂
无机软钎剂
无机软钎剂
常用无机软钎剂
有机软钎剂
有机软钎剂
有机软钎剂
有机软钎剂
• 松香一般以粉末或以酒精、松节油溶液的形式使用。 • 松香钎剂只能在300℃以下使用,超过此温度时将碳化而 失效。
硬钎剂
硬钎剂
硬钎剂
硼砂和硼酸作钎剂存在下列缺点
• 活性温度高,均在800℃以上,只能配合铜基钎 料使用 • 去氧化物的能力不强,不能去除铬、硅、铝、钛 等的氧化物。因此不能用来钎焊含这些元素多的 合金钢、不锈钢和高温合金。 • 残渣对金属的腐蚀作用虽然不大,但在接头表面 形成玻璃状硬壳,他它不溶于水,也难用机械方 法清楚干净。
钎剂
什么是钎剂?
钎剂是钎焊过程中用的
熔剂 对于大多数钎焊方法来说 : 钎剂是不可缺少的
去膜的必要性
钎剂
• 其目的是通过防止母材和钎料氧化,配合钎料促 进钎焊接头的形成。 • 通过清除工件表面氧化物,钎剂还起到减少表面 张力和促进钎料流动性的作用。 • 钎焊保护气体或真空条件也可视作一种特殊的钎 剂,保护气体或真空在工件周围提供了一个活性 或惰性的保护气氛,起到的也是钎剂作用。
可加水调制成膏,或加灼热的钎料插入粉状 钎剂中,或直接撒于接头处. 最长用的形式,直接刷涂在接头或钎料上
可将母材浸入悬浮液当中施加钎剂
钎剂清理
• 由有机酸及盐组成的钎剂,一般都溶于水,可采用热水洗 涤。由无机酸组成的软钎剂溶于水,因此可用热水洗涤。 含碱金属及碱土金属氯化物的钎剂(例如氯化锌),可用 2%盐酸溶液洗涤 • 硬钎焊用的硼砂和硼酸钎剂残渣基本上不溶于水,很难去 除,一般用喷砂去除。比较好的方法是将已钎焊的工件在 热态下放入水中,使钎剂残渣开裂而易于去除 .
焊接课件之模块五钎焊

咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
• (2)硬钎剂
• 常用的硬钎剂有硼砂、硼酸(活性温 度高,均在800℃以上,只能配合铜基钎 料使用,去氧化物能力差,不能去除Cr、 Si、Al、Ti等的氧化物)、KBF4(氟硼 酸钾,熔点低,去氧化能力强,是熔点 低于750℃银基钎料的适宜钎剂)等。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
3. 零件的装配和固定
• 经过表面准备处理的零件在实施钎焊 前必须先按图纸进行装配,可以用来固 定零件的方法很多。对于尺寸小,结构 简单的零件,可采用较简易的固定方法, 诸如依靠自重、紧配合、滚花、翻边、 扩口、旋压、模锻、收口、咬边、开槽 和弯边、夹紧、定位销、螺钉、铆接、 点焊等。对于结构复杂,生产量较大的 焊件,主要装配固定方法是使用夹具。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
硬钎焊
硬钎焊是指使用的钎料熔点高于450℃的钎焊。其主
要加热方式有:火焰加热、电阻加热、感应加热、炉内加
热、盐浴加热等。软钎焊的接头强度不高(>500MPa)。
硬钎焊所用的钎剂主要有:硼砂、硼酸和氟化物等。 硬钎料主要用于钎焊受力大,工作温度较高的工件。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
2.钎料的编号
• 国标:B(表钎料代号(Braze))+化学元 素符号(表钎料的基本组元)+数字(表基 本组元的质量分数(%))+元素符合(表 钎料的其它组元,按含量多少排序,不标含 量(最多不超过6个))----其它特性标记 (表钎料的某些特性,如“V”表示真空级 钎料,“R”表示即可作钎料,又可作气焊 丝的铜锌含量)。 • 如:B(钎料代号)Ag72Cu(银基钎料 WAg=72%,并含有铜元素)---V(真空级钎
第2章--钎焊原理PPT课件
3、钎剂的影响
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5
§2.2 液态钎料的填缝
§2.2.1 液态钎料在垂直放置的平行间隙中的填缝
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
钎焊区的低氧分压外,还与氧化膜直接发生作用予
以消除氧化膜。
-
18
氧化膜直接发生作用予以消除氧化膜。 通常采用氢,也可以使用CO。两者相比
,氢活泼得多。
MemOn + nH2 = mMe + nH2O Kp与氢中水蒸气含量有关。
露点—气体所含水蒸气开始凝聚成水的温度。 气体中水蒸气含量越少,则它的露点温度越低。
-
17
4. 氧化膜为母材所溶解;如TiO2在高于700℃溶
入Ti中。
5. 被母材合金元素还原去除;如Mg还原Al2O3。
6. 液态钎料的吸附作用使氧化膜强度下降,破
碎弥散并溶入钎料中。可能是上述作用的相互补充
。氧化物的挥发可能性较大。真空比中性气氛有较
好的去膜作用。
3 活性气体
活性气体介质除能防止母材和钎料氧化及保证
-
14
2 真空
粗真空 101kPa~1.33kPa
(760~10Torr)
低真空 1.33kPa~133mPa
(10~10-3Torr)
高真空 133mPa~133×10-5mPa
(10-3~10-8Torr)
超高真空 133×10-5mPa以下
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5
§2.2 液态钎料的填缝
§2.2.1 液态钎料在垂直放置的平行间隙中的填缝
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
钎焊区的低氧分压外,还与氧化膜直接发生作用予
以消除氧化膜。
-
18
氧化膜直接发生作用予以消除氧化膜。 通常采用氢,也可以使用CO。两者相比
,氢活泼得多。
MemOn + nH2 = mMe + nH2O Kp与氢中水蒸气含量有关。
露点—气体所含水蒸气开始凝聚成水的温度。 气体中水蒸气含量越少,则它的露点温度越低。
-
17
4. 氧化膜为母材所溶解;如TiO2在高于700℃溶
入Ti中。
5. 被母材合金元素还原去除;如Mg还原Al2O3。
6. 液态钎料的吸附作用使氧化膜强度下降,破
碎弥散并溶入钎料中。可能是上述作用的相互补充
。氧化物的挥发可能性较大。真空比中性气氛有较
好的去膜作用。
3 活性气体
活性气体介质除能防止母材和钎料氧化及保证
-
14
2 真空
粗真空 101kPa~1.33kPa
(760~10Torr)
低真空 1.33kPa~133mPa
(10~10-3Torr)
高真空 133mPa~133×10-5mPa
(10-3~10-8Torr)
超高真空 133×10-5mPa以下
钎焊方法及工艺PPT课件

• 1.1 钎焊
• 钎焊与熔化焊不同,它是采用液相线温度 比母材固相线温度低的金属材料作钎料, 将母材和钎料加热到钎料熔化,利用液态 钎料润湿母材,填充接头间隙并与母材溶 解和扩散而实现连接母材的方法。
• 钎焊是一种用于材料连接或材料涂层的热 连接方法,在连接处是通过钎料的熔化或 接触而的扩散作用实现焊接,母材没有达 到熔化温度。
• ①铜基钎料
• 铜基钎料由于其经济性好,在钢、合金钢、 铜和铜合金的钎焊方面获得了广泛的应用。 标准GB64l8-93中将铜基钎粉分为铜,铜锌 和铜磷钎料。
• ②银基钎料
• 银基钎料是应用最广泛的一类硬钎料,由于 熔化温度不很高,能润湿很多金属,并且有 良好的强度、延性、导热性、导电性和抗腐 蚀性。广泛应用于钎焊低碳钢、结构钢、不 锈钢、铜及铜合金、可伐合金、难熔金属等。
2、钎焊材料
• 2.1对钎焊材料的基本要求 a) 合适的熔化温度范围,一般比母材的熔化 温度低;
b) 在钎焊温度下具有良好的润湿作用,能充 填充接头间隙;
c) 与母材的物理、化学作用应保证它们之问 形成牢固的结合;
d) 成份稳定尽可能减少钎焊温度下元素的损 耗:少含或不含稀有金属和贵重金属;
e) 能满足钎焊接头物理、化学及力学性能等 要求。
• (3)钎剂
• 钎剂的主要用途:去除母材和液态钎料表 而上的氧化物,保护母材和钎料在加热过 程中不致进一步氧化以及改善钎料对母材 表面的润湿能力。
• 钎剂应具备以下条件:
• ①具有足够的去除母材及钎料表面氧化物 的能力;
• ②熔化温度及最低活性温度略低于钎料的 熔化温度;
• ③在钎焊温度下具备足够的润湿能力。
a、 外观检查;
度和钎缝的致密性。 表4给出了各种材料组合适用的钎料。
• 钎焊与熔化焊不同,它是采用液相线温度 比母材固相线温度低的金属材料作钎料, 将母材和钎料加热到钎料熔化,利用液态 钎料润湿母材,填充接头间隙并与母材溶 解和扩散而实现连接母材的方法。
• 钎焊是一种用于材料连接或材料涂层的热 连接方法,在连接处是通过钎料的熔化或 接触而的扩散作用实现焊接,母材没有达 到熔化温度。
• ①铜基钎料
• 铜基钎料由于其经济性好,在钢、合金钢、 铜和铜合金的钎焊方面获得了广泛的应用。 标准GB64l8-93中将铜基钎粉分为铜,铜锌 和铜磷钎料。
• ②银基钎料
• 银基钎料是应用最广泛的一类硬钎料,由于 熔化温度不很高,能润湿很多金属,并且有 良好的强度、延性、导热性、导电性和抗腐 蚀性。广泛应用于钎焊低碳钢、结构钢、不 锈钢、铜及铜合金、可伐合金、难熔金属等。
2、钎焊材料
• 2.1对钎焊材料的基本要求 a) 合适的熔化温度范围,一般比母材的熔化 温度低;
b) 在钎焊温度下具有良好的润湿作用,能充 填充接头间隙;
c) 与母材的物理、化学作用应保证它们之问 形成牢固的结合;
d) 成份稳定尽可能减少钎焊温度下元素的损 耗:少含或不含稀有金属和贵重金属;
e) 能满足钎焊接头物理、化学及力学性能等 要求。
• (3)钎剂
• 钎剂的主要用途:去除母材和液态钎料表 而上的氧化物,保护母材和钎料在加热过 程中不致进一步氧化以及改善钎料对母材 表面的润湿能力。
• 钎剂应具备以下条件:
• ①具有足够的去除母材及钎料表面氧化物 的能力;
• ②熔化温度及最低活性温度略低于钎料的 熔化温度;
• ③在钎焊温度下具备足够的润湿能力。
a、 外观检查;
度和钎缝的致密性。 表4给出了各种材料组合适用的钎料。
钎焊方法PPT课件

NaCl 30 22 22 22.5 -
成分 %
CaCl2 BaCl2
-
65
48
30
-
48
50
50
77.5 -
-
100
Tm /℃ KCl
TB /℃
5 510 570~900
- 435 485~900
30 550 605~900
0 595 655~900
- 635 665~1300
- 962 1000~1300 第16页/共30页
I 4.44B S f W 1012 (A) Z
由于感应电流具有集肤效应,即焊件表 面的感应电流强度大,而内部较小。这样, 焊件内部的加热只能靠表面向内部的热传导 来实现,从而造成了焊件上温度的不均匀, 而且频率越高,电流强度的分布越不均匀。
所以,对于感应钎焊,选用过高的频率 并不利,一般钎焊时频率为500kHz左右。
第10页/共30页
• 钎剂:膏状或液态
• 钎料:箔状、丝状、粉未状、膏状、或在焊件 上预镀钎料层。
• 特点:加热迅速,氧化少,主要钎焊较小工件
感应钎焊时常使用一些辅助夹具来夹持 和定位焊件,这对于提高生产率和保证钎焊质 量有重要作用。感应钎焊的操作简单,易于实 现自动化,且钎焊第质11页量/共也30页易于保证。
•
烙铁钎焊
•
火焰钎焊
•
电阻钎焊
•
感应钎焊
•
浸沾钎焊
•
炉中钎焊扩散钎焊
•
其它钎焊方法
第1页/共30页
4.1 烙铁钎焊(iron soldering)
利用烙铁头部积聚 的热量来实现钎焊加热。 特点:
温度低 应用范围 :
钎焊工艺介绍 PPT

9
钎焊焊料—硬钎料
硬钎料由于强度相对较高,可用于钎焊受力构件。硬钎料包括: AI基钎料:用于钎焊铝及铝合金 Ag基钎料:综合性能优良,可以钎焊各种金属,是应用最广的一类硬钎料。 Cu基钎料:
铜钎料:钎焊碳钢、低合金钢。 铜锌钎料:多种钎焊方法焊多种金属。 铜磷钎料:主要用于钎焊铜和铜合金,在电机制造和制冷设备应用广泛。 Ni基钎料:性能优良,可焊多种金属。
通常可采用钎剂、气体介质、机械方法 和物理方法清除。
钎剂既可以防止工件及钎料氧化,又可 以去除其氧化膜,还可以减小表面张力促进 钎料流动,配合钎焊接头的形成。
11
钎焊焊料—钎剂
12
钎焊气体介质及其作用
钎焊中使用的中性气体主要是氩,个别情况下也用氮。 氩是惰性气体,主要是起保护作用,没有直接去除氧化膜的能力。有
合件的尺寸精度、零件的装配定位、钎料的安置、钎焊接头的间隙等工艺 问题。
钎焊接头大多采用搭接形式。 在生产实践中,对采用银基、铜基、镍基等强度较高的钎料钎焊接头, 搭接长度通常取为薄件厚度的2~3倍;对用锡铅等软钎料钎焊接头,可取 为薄件厚度的4~5倍,但不希望搭接长度大于15mm。
5、电阻钎焊(resistance brazing) (加热极快,生产率高)
17
钎焊方法与工艺
6、感应钎焊(induction brazing)(加热迅速,氧化 少,主要钎焊比较小的工件)
18
二、钎焊工艺
钎焊生产工艺包括钎焊前工件表面准备、装配、安置钎料、钎焊、钎 后处理等各工序。
1、钎焊接头设计 设计钎焊接头时,首先应考虑接头的强度,其次还要考虑如何保证组
14
钎焊方法与工艺
2、火焰钎焊(torch brazing ; torch soldering)
钎焊焊料—硬钎料
硬钎料由于强度相对较高,可用于钎焊受力构件。硬钎料包括: AI基钎料:用于钎焊铝及铝合金 Ag基钎料:综合性能优良,可以钎焊各种金属,是应用最广的一类硬钎料。 Cu基钎料:
铜钎料:钎焊碳钢、低合金钢。 铜锌钎料:多种钎焊方法焊多种金属。 铜磷钎料:主要用于钎焊铜和铜合金,在电机制造和制冷设备应用广泛。 Ni基钎料:性能优良,可焊多种金属。
通常可采用钎剂、气体介质、机械方法 和物理方法清除。
钎剂既可以防止工件及钎料氧化,又可 以去除其氧化膜,还可以减小表面张力促进 钎料流动,配合钎焊接头的形成。
11
钎焊焊料—钎剂
12
钎焊气体介质及其作用
钎焊中使用的中性气体主要是氩,个别情况下也用氮。 氩是惰性气体,主要是起保护作用,没有直接去除氧化膜的能力。有
合件的尺寸精度、零件的装配定位、钎料的安置、钎焊接头的间隙等工艺 问题。
钎焊接头大多采用搭接形式。 在生产实践中,对采用银基、铜基、镍基等强度较高的钎料钎焊接头, 搭接长度通常取为薄件厚度的2~3倍;对用锡铅等软钎料钎焊接头,可取 为薄件厚度的4~5倍,但不希望搭接长度大于15mm。
5、电阻钎焊(resistance brazing) (加热极快,生产率高)
17
钎焊方法与工艺
6、感应钎焊(induction brazing)(加热迅速,氧化 少,主要钎焊比较小的工件)
18
二、钎焊工艺
钎焊生产工艺包括钎焊前工件表面准备、装配、安置钎料、钎焊、钎 后处理等各工序。
1、钎焊接头设计 设计钎焊接头时,首先应考虑接头的强度,其次还要考虑如何保证组
14
钎焊方法与工艺
2、火焰钎焊(torch brazing ; torch soldering)
硬质合金钎焊PPT课件

硬质合金钎焊材料的制备方法
粉末冶金法
将金属粉末和碳化物粉末混合、压制、烧结,制成硬质合金材料。此方法制备 的硬质合金具有较高的致密度和性能稳定性。
溶胶凝胶法
通过溶胶凝胶反应制备硬质合金材料,具有制备温度低、材料纯度高、粒度细 等特点。此方法制备的硬质合金适用于制备高性能的超细和纳米级硬质合金材 料。
具有高硬度、高耐磨性、高耐腐 蚀性和良好的高温性能,广泛应 用于切削工具、耐磨零件和刀具 等领域。
钎焊的定义与特性
钎焊定义
钎焊是一种通过液态钎料在加热条件 下润湿、铺展和流淌,将两个或多个 金属连接起来的工艺方法。
钎焊特性
钎焊具有加热时间短、工件变形小、 接头强度高、密封性好等优点,广泛 应用于电子、航空航天、汽车、家用 电器等领域。
02
硬质合金钎焊材料
硬质合金钎焊材料种类
钨钴类硬质合金
以碳化钨和钴为基体,硬度高、 耐磨性好,常用作切削化钨、碳化钛和钴为基体,具 有较高的韧性和抗热性,常用于加 工铸铁、高温合金等难加工材料。
钨钛钽类硬质合金
以碳化钨、碳化钛、碳化钽和钴为 基体,具有极高的硬度和耐磨性, 常用于加工硬质合金、陶瓷等超硬 材料。
03
硬质合金钎焊工艺
硬质合金钎焊工艺流程
涂敷钎剂
在工件表面均匀涂敷适量的钎 剂。
加热过程
将工件加热至钎焊温度,确保 钎料熔化并与母材充分润湿。
准备阶段
清理工件表面,确保无杂质和 污染物。
放置钎料
将硬质合金钎料放置在工件相 应的位置。
冷却与清理
待钎料冷却凝固后,去除多余 钎料和钎剂,完成焊接。
硬质合金钎焊工艺参数
母材开裂
钎料不润湿
可能是由于加热不均或冷却过快导致的。 解决方案是优化加热和冷却过程,确保温 度均匀且缓慢冷却。
钎焊第五讲 钎剂
图5.6 NaCl-KCl-LiCl三元相图
3.钎剂的配方
覆盖剂:LiCl-NaCl-KCl, CaCl2-NaCl-KCl和SrCl2-LiCl 去膜剂:LiF
界面活性剂:Al和LF21(Al-Mn1.6)-ZnCl2和CdCl2 含Mg的铝合金-TlCl或兼有ZnCl2和CdCl2
表5.6 推荐钎剂的组成及使用材料和方法
覆盖剂 去膜剂 界面活性剂
LiCl+NaCl+KCl+3.8% (5.2%) (9.8%) CdCl2 熔点:570oC, 540oC, 520oC
图5.8 3.8%CdCl2钎剂在铝箔和轧制铝片上析出的Cd 图5.9 Al与表面上的Cd无相互作用
图5.10 600oC时在Al表面上析出的Zn渗入晶界并形成固溶体
铝用钎剂又可以根据钎焊温度分为铝用硬钎剂和铝用软钎剂
•钎剂的组成: 主体组分; 活性组分; 添加剂组分。
•钎剂的选用原则: 基体材料:首先要考虑与被焊基体材料的匹配; 钎料:钎剂的选择还要考虑与已经选用的钎料的匹配; 钎焊方法:根据采用的钎焊方法选择合适的钎剂,同时还要 考虑钎剂的使用形式; 钎焊工艺:钎焊工艺决定于钎料,需选用合理的钎剂,即钎 剂的熔化温度、活性温度、理化性能要在该钎焊工艺条件下 达到最理想的状态。
图5.2 不同覆盖剂的钎剂对流布面积的影响
界面活性剂作用:降低界面张力使钎料易于润湿母材。
3MCln+nAl→M↓+nAlCl3
活性金属析出速度: 1.浓度 2.温度 3.析出金属熔盐的电位序
LF2(Al-Mg2.8) LY12(Al-Cu4.9-Mg1.8)
TlCl最佳
图5.3 不同活性剂与流布面积
表5.5 常规气体钎剂的种类、组分、钎焊工艺及用途
3.钎剂的配方
覆盖剂:LiCl-NaCl-KCl, CaCl2-NaCl-KCl和SrCl2-LiCl 去膜剂:LiF
界面活性剂:Al和LF21(Al-Mn1.6)-ZnCl2和CdCl2 含Mg的铝合金-TlCl或兼有ZnCl2和CdCl2
表5.6 推荐钎剂的组成及使用材料和方法
覆盖剂 去膜剂 界面活性剂
LiCl+NaCl+KCl+3.8% (5.2%) (9.8%) CdCl2 熔点:570oC, 540oC, 520oC
图5.8 3.8%CdCl2钎剂在铝箔和轧制铝片上析出的Cd 图5.9 Al与表面上的Cd无相互作用
图5.10 600oC时在Al表面上析出的Zn渗入晶界并形成固溶体
铝用钎剂又可以根据钎焊温度分为铝用硬钎剂和铝用软钎剂
•钎剂的组成: 主体组分; 活性组分; 添加剂组分。
•钎剂的选用原则: 基体材料:首先要考虑与被焊基体材料的匹配; 钎料:钎剂的选择还要考虑与已经选用的钎料的匹配; 钎焊方法:根据采用的钎焊方法选择合适的钎剂,同时还要 考虑钎剂的使用形式; 钎焊工艺:钎焊工艺决定于钎料,需选用合理的钎剂,即钎 剂的熔化温度、活性温度、理化性能要在该钎焊工艺条件下 达到最理想的状态。
图5.2 不同覆盖剂的钎剂对流布面积的影响
界面活性剂作用:降低界面张力使钎料易于润湿母材。
3MCln+nAl→M↓+nAlCl3
活性金属析出速度: 1.浓度 2.温度 3.析出金属熔盐的电位序
LF2(Al-Mg2.8) LY12(Al-Cu4.9-Mg1.8)
TlCl最佳
图5.3 不同活性剂与流布面积
表5.5 常规气体钎剂的种类、组分、钎焊工艺及用途
钎焊方法及工艺演示幻灯片

21
2、钎焊材料
• 2.1对钎焊材料的基本要求 a) 合适的熔化温度范围,一般比母材的熔化 温度低;
b) 在钎焊温度下具有良好的润湿作用,能充 填充接头间隙;
c) 与母材的物理、化学作用应保证它们之问 形成牢固的结合;
d) 成份稳定尽可能减少钎焊温度下元素的损 耗:少含或不含稀有金属和贵重金属;
e) 能满足钎焊接头物理、化学及力学性能等 要求。
35
• 塑料的结构是由链状分子构成,或称纤维 状分子。与棉花的网状纤维相类似,是无 序卷绕状。根据分子链的构造,塑料可分 热塑性塑料、弹性塑料(合成橡胶)和热固性 塑料(图1)。
36
• 在实际中,人们使用的塑料不是纯塑料,而是添加 了些辅助材料,如稳定剂、强化剂和着色剂等。由 此获得特殊性能和降低成本。
5
(2)钎料与母材的相互作用。 这种作用可归为两种:
一种是固态母材向液态钎料的溶解; 另一种是液态钎料向母材的扩散。 这些相互作用对钎焊接头性能影响很大。
• 1.3钎焊方法分类 • 根据所使用的热源来命名及分类,
见表1。
6
7
• 1.4典型钎焊方法介绍 • 图2 常用钎焊方法
8
• 1.6钎焊接头设计 • (1)设计原则: • ①首先考虑接头强度 • ②其次还要考虑组合件的尺寸精度 • 零件的装配定位; • 钎料的安置; • 接头间隙等。
• 4)钎焊性好坏又与工件材料同钎料作用后的 产物性能有关。
• 钛和钛合金同大多数钎料作用会在界面区形成
脆性化合物相,故钛的钎焊性差。
31
• 又如,低碳钢在炉中钎焊时对保护气氛的 纯度要求较低,而含铝、钛等元素的高温 合金只有在真空钎焊时才能获得良好的钎 焊接头。
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬钎剂
硬钎剂
硼酸
硼酸H3BO3为白色六 角片状晶体,可溶于 水和酒精,加热时分 解,形成硼酐B2O3 反应式如下: 2H3BO3→B2O3+3H2O↑ 硼酐的熔点为580℃, 它能与铜、锌、镍和铁 的氧化物形成易熔的硼 酸盐,反应式如下:
MeO+B2O3→MeO•B2O3
硬钎剂
改善硼砂的性能(碱性金属)
硬钎剂
钎剂的组成 化学成分
硼砂、 硼砂、硼酸及其混合体为基体 碱金属或碱土金属的氟化物、 碱金属或碱土金属的氟化物、 氟硼酸盐
硬钎剂
硬钎剂的性能
钎剂的性能要求
具有溶解或破坏表面氧化膜的足够能力 熔点和最低活性温度低于钎料熔点 良好的热稳定性 在钎焊温度范围,粘度小、流动性好 密度小于熔化钎料 钎剂及残渣不应有强烈的腐蚀作用 残渣容易去除
硬钎剂
钎剂的组成 结构
(1)覆盖剂:在钎焊时形成致密的液态薄膜,覆盖 在钎焊时形成致密的液态薄膜, 在钎焊时形成致密的液态薄膜 于钎料和钎焊金属表面,这是钎剂的基本组分, 于钎料和钎焊金属表面,这是钎剂的基本组分, 覆盖剂常用硼化物和氯化物。 覆盖剂常用硼化物和氯化物。 (2)去膜剂:溶解钎焊金属和钎料的表面氧化膜, (2)去膜剂:溶解钎焊金属和钎料的表面氧化膜, 溶解钎焊金属和钎料的表面氧化膜 常用碱金属和碱性金属的氟化物。 常用碱金属和碱性金属的氟化物。 (3)活性剂:活化钎剂,以加速氧化物的溶解和改 活化钎剂, 活化钎剂 善钎料在钎焊金属上的润湿,常用氯化锌、 善钎料在钎焊金属上的润湿,常用氯化锌、硼酐 等。
硼砂和硼酸的混合物是应用很广的钎剂,降低熔点、减小钎剂的表面张力
硬钎剂
硬钎剂的性能 缺点
硼砂和硼酸作钎剂存在下列缺点: (1)活性温度高,均在800℃以上,只 能配合铜基钎料使用 (2)去氧化物的能力不强,不能去除铬、 硅、铝、钛等的氧化物。因此不能用来钎焊 含这些元素多的合金钢、不锈钢和高温合金。 (3)残渣对金属的腐蚀作用虽然不大, 但在接头表面形成玻璃状硬壳,他它不溶于 水,也难用机械方法清楚干净。
铜硬钎焊技术
硬钎剂
硬钎剂
硬钎料的熔点均在600℃以上,因此硬钎剂也必 须相应地具有较高的熔点。现有硬钎剂主要是以 硼砂,硼酸及他们的混合物作为基体,在添加某 些咸金属或咸土金属的氟化物、氟硼酸盐等,来 获得合适的活性温度范围和增强去除氧化物的能 力。
硬钎剂
硬钎剂的作用
钎焊时使用的金属连接材料。 是一种溶剂。其作用有3个 方面: (1)清除钎焊金属和钎料表面 的氧化物; (2)保护钎焊金属和钎料,使 其在钎焊过程中免遭氧化; (3)改善液态钎料在钎焊金属 上的润湿。
硬钎剂
硬钎剂的性能
硼酸的去膜机理
硼酸加热时分解,形成硼酐, 其熔点是580 ℃ 硼酐与铜、锌、镍和铁的氧 化物形成易溶的硼酸盐 但在900 ℃ 以下时,硼酐的 粘度很大,去膜能力也差
硼砂的去膜机理
硼砂在741℃熔化,分解成硼酐 和偏硼酸钠 硼酐与金属氧化物形成易溶的硼 酸盐 偏硼酸钠与硼酸盐形成熔点更低 的复合化合物 硼砂的去膜能力强于硼酸 但熔点较高,在800℃以下粘度 大,流动性不好
硬钎剂
硬钎剂的表示方法
表格1 表格1
硬钎剂
硬钎剂的表示方法
硬钎剂
几个牌号的钎剂
硬钎剂
谢谢!
硬钎剂
硼砂
硼砂在741℃熔化,在 液态下分解成硼酐和偏 硼酸钠,方程式如下:
Na2B4O7→B2O3+2NaBO2
偏硼酸钠能与硼酸盐形 成熔点更低的复合化合 物,方程式如下:
MeO+2NaBO2+B2O3→(NaBO2)2 •Me(BO2)2
硬钎剂
硬钎剂的性能
改善
当钎焊表面存在氧化物(如SiO2)的母材时,可在 钎剂中添加适量的钠盐,如碳酸钠,钎焊时发生反 应:
SiO2+2Na2CO3→(Na2O)•2Si2+2CO2 形成易溶的盐,进入渣中。
硬钎剂
硬钎剂的性能
改善
Hale Waihona Puke 氟硼酸钾KBF的作用降低熔点
氟硼酸钾的熔点为540℃
增强去膜能力
氟硼酸钾熔化后分解为KF和BF 氟硼酸钾熔化后分解为 和 3
加入CaF2, 可以提高去 膜能力,但 熔点高; 加入KF,可 以同时提高 去膜能力, 降低熔点和 表面张力
CaF2
表面张力 表面张力,MJ/m
B2O3
KF
Na2B4O7
组分含量,wt%
硬钎剂
Na2B6O10
8
Na2B4O7
Na2B8O13
45 含量,%
硬钎剂 B2O3
硬钎剂的表示方法
钎剂型号由硬钎焊用钎剂代号“FB” (furnace brazing)和根据钎剂的主要元素 组分划分的四种种类代号“1,2,3,4”的 数字组成及钎剂顺序号表示。X3 分别用大写 字母S(粉末状、粒状)、P(膏状)、L (液态)表示钎剂的形态。
KBF
Cr O3 + BF →2CrF + B2O3 2 3 3
可作为钎剂的主体
硬钎剂
三氟化硼具有比氟化钾更强的去膜能力 生成的硼酐还可以进一步起去膜作用
4
→
KF
+ BF
3
硬钎剂的性能
由状态 图可以 看出, 钎剂中 的硼酸 含量多 时,可 以降低 钎剂的 熔点。
改善
硼砂-硼酸平衡状态图
温度 温度,℃
硬钎剂 brazing flux,soldering flux
钎焊的分类 硬钎焊 硬钎剂的作用 硬钎剂的组成及性能 硬钎剂的表示方法
硬钎剂
钎焊的分类
钎料的分类
以熔点区分:低于450℃ 易熔钎料(软钎料) 以熔点区分:低于 易熔钎料(软钎料) 高于450℃ 难熔钎料(硬钎料) 高于 难熔钎料(硬钎料) 以组成钎料的主要元素分: 以组成钎料的主要元素分: 锡基、铅基、镉基、锌基等; 软钎料 锡基、铅基、镉基、锌基等; 铝基、银基、铜基、锰基、镍基等。 硬钎料 铝基、银基、铜基、锰基、镍基等。