ASME-Ⅸ焊接评定(汇编)
ASME焊接文件的编制以及焊工的考核过程

ASME焊接文件的编制以及焊工的考核过程作为一名焊接工程师,在ASME认证过程中的工作程序,可按照下列步骤进行。
所必须遵循的标准文章中全部列出。
1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .Ⅷ DIV. 1 2001 EDITION)分类的A类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev. 0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ 2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .Ⅷ DIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C按照ASME规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
ASME焊接工艺评定和焊工技能评定
关于ASME焊接工艺评定和焊工技能评定认证的方案
一.评定前工作和要求:
1.在进行ASME焊接工艺评定和焊工技能取证前应与具有ASME认证资质的机构取得联系(公司质量保证部宋同乐联系),并要与该机构签订详细的合同。
在合同签订后,该机构委派专人进行联系和指导。
2.焊接工艺评定试件和焊工技能评定试件焊接时,必须在ASME机构监督下进行。
3.不允许外包试件的焊接。
但允许外包试件的准备,切取加工,无损检测和力学性能试验等
二.焊接工艺评定报告内容:
1.评定报告内容(包括试件的材质,填充金属材质和焊接位置等)
2.无损检测。
3.力学性能试验(包括拉伸,弯曲及冲击试验)
三.焊工技能评定内容:
1.焊接理论知识考试。
2.焊接试件。
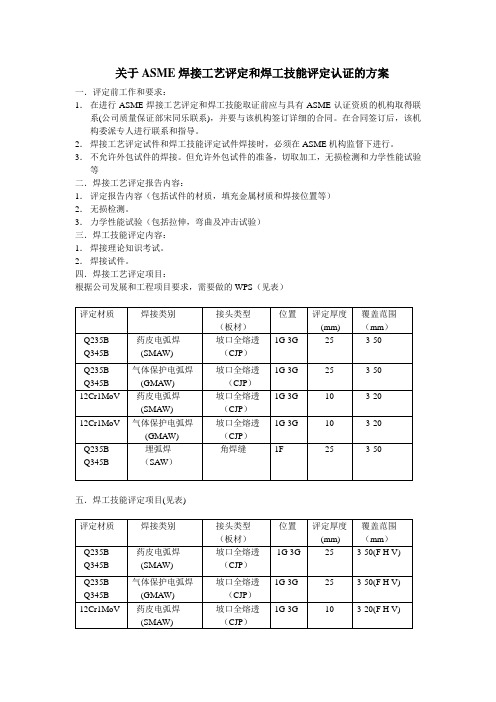
四.焊接工艺评定项目:
根据公司发展和工程项目要求,需要做的WPS(见表)
五.焊工技能评定项目(见表)
说明:1.山东电力三公司现在组织ASME认证,预计2011年3月份认证结束。
公司ASME 认证通过后,焊接工艺评定和焊工考试可以发证,符合ASME要求。
2011.1.8。
NBT47014与ASME第Ⅸ卷管板堆焊工艺评定标准对比

NB/T47014与ASME 第IX 卷管板堆焊工艺评定标准对比史建涛 王 钊 杨学锋摘 要 管板堆焊技术被广泛应用于压力容器制造行业, 并且堆焊隔离层可用于过渡金属焊接性以及热处理工艺要 求差异较大的不同母材, 但是该应用在国内并不常见。
本文针对管板堆焊的焊接工艺评定, 分别使用 NB/T47014-2011 以 及 ASME 第 IX 卷 2019 版时的不同要求, 详细阐述两个标准体系在堆焊类型、 堆焊方法、 堆焊焊接方法控制要素、 试件性 能试验等方面的异同, 并且尝试从适用范围、 使用方法以及控制要点等方面深入对比分析, 结果表明在表面耐蚀层堆焊评 定时, 两个标准并无本质区别, 各有侧重, 但是在表面加硬层堆焊评定方面, NB/T47014-2011 标准并不适用。
最后结合国 内电站锅炉行业的实际应用, 提出国标产品使用管板堆焊隔离层时在焊接工艺评定方面的建议, 为今后填补该领域标准 空白提供参考依据。
关键词 管板堆焊 NB/T47014 ASME 第 IX 卷 焊接工艺评定 隔离层高压加热器是发电厂回热系统非常重要的辅机之一, 由于其使用的介质高温高压, 因此对其制造过程有着更为 严格的要求。
如图1所示, 某容器制造厂为国内某知名锅 炉厂制造的高压加热器管板与U 型换热管的焊缝示意图, 其中部件A 为换热管, 材质20G , 规格 16X2.5mm , 部件B 为管板, 材质20MnMo , 板厚295mm , 部件C 为堆焊层。
按 照NB/T47014进行焊接工艺评定时发现, 对于堆焊层与换 热管的连接焊缝, 标准里无具体规定, 参考电站锅炉行业 的通行做法,制造厂对堆焊层的化学成分进行理化分析, 同时考虑堆焊层的焊材(埋弧焊焊丝和焊剂 H08A+ HJ431)的化学成分和力学性能,决定使用 20mm 厚的 Q245R 板材代替堆焊层进行焊接工艺评定。
尽管该评定 法为国内电站锅炉行业的通行做法,同时也参考了美国 ASME 第IX 卷的类似规定,但是对于这一做法的合理性 笔者认为值得商榷, 因为按照TSG21-2016中1.9规定, 采 用新工艺以及有特殊要求的压力容器,应进行技术评审, 经批准后方可投入生产、 使用 [1]。
ASME规程学习总结焊接

ASME规程学习总结ASME概述:ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
主要领域为机械工程的发展,是一个集设计、制造、安装、检验、试验为一体的标准规程。
ASME规程每年都会有更新增补,并且每三年修订一次。
目前ASME已增加到12卷,其中在火力电站建设应用的有5卷,分别是ASME Ⅰ卷动力锅炉建造规则、ASME Ⅱ卷材料、ASME Ⅴ卷无损检测、ASME Ⅷ卷压力容器建造规则、ASME Ⅸ卷焊接和钎焊评定。
焊接专业的各类指导性文件分别包括在了这5卷里。
各卷册的解释说明:(一)A SME Ⅸ焊接和钎焊评定此卷主要说了焊接工艺评定(WPS)的制作和焊工、焊接操作工的证书评定1、焊接工艺评定(WPS):WPS是对焊接施工的一个指导性文件,所有的焊接工作都根据WPS施工,WPS包括内容有:焊接方法、材质、焊接材料、预热、热处理等详细的参数,支持焊接工艺评定的指导文件是工艺评定记录(PQR),PQR是在做焊接工艺评定时的记录。
不同的焊接方法和材质都对应不同的焊接工艺评定。
2、焊接工艺评定流程:做焊接工艺评定时主要包括3个条件,重要变素、附加重要变素、和非重要变素。
重要变素是焊接工艺评定中的重要环节,如果重要变素改变那么这个工艺评定就不能再用,需重新评定,因为重要变素影响焊缝的力学性能。
重要变素包括(母材材质的改变、焊接材料的改变、预热温度的大幅度改变、热处理温度的改变、保护气体的改变等)附加重要变素是当有冲击要求时才需要的变素,当改变附加重要变素时工艺评定也需要重新评定。
附加重要变素包括(层间温度、电极特性、母材厚度等)非重要变素是不影响焊缝力学性能的变素,非重要变素改变时焊接工艺评定不需重新评定。
非重要变素包括( 焊条直径、坡口形式、焊材厂家牌号等)有了这三个条件就可以做焊接工艺评定,流程为:坡口加工-----合格焊工焊接-----记录PQR-----表面检查-----无损检测-----力学性能试验(拉伸、弯曲、冲击)------工艺评定卡。
ASME规范-焊缝RT-评定法则

ASME规范中焊缝RT评定法则一. 透照黑度要求:(1)单片:X射线D≥1.8,γ射线:D≥2.0;(2)多片曝光并叠片观察时,每一张底片的D≥1.3;(3)对(1)或(2)最大黑度D=4.0;(4)当孔型IQI的本体黑度或线型IQI规定线号区的黑度为D时,则被检区任一处的黑度为0.85D~1.3D,否则为不符合要求,在这超差区域应另加一个IQI重新拍片──计算D的变化时,应圆整到0.1。
二.线型IQI选用按下表规定:(1)线形缺陷显示评为不合格的有三种:((a)任何显示特征为裂纹、未焊透、未熔合的;对全焊透焊缝包含角焊缝,则角焊缝的厚度应计入t内。
(c)任何一群成一直线分布的显示,在12 t焊缝长度内显示累计长度> t的,但相邻缺间距> 6L的除外,这L为群显示中最长缺陷显示长度。
当长度<12t的则按比例折算。
(2)圆形缺陷显示(a)不计黑度大小;(b)计作圆形缺陷显示的:(c)间距≥1in.(25mm)时,允许单个显示尺寸为1/3 t或1/4in.(6mm)中的较小者。
若t >2in.(50mm)允许单个圆形显示尺寸为3/8in.(10mm)。
(d)多个圆形显示成线状排列时:在长度为12 t内显示直径d的总和< t时为合格,详见强制性附录4中图4-1。
各组群孔显示成线状排列长度Li及各组相互间距的规定,详见图4-2;在长度12 t内各组群长度之和< t为合格。
(d)密集的和单个的圆形显示对于不同焊缝厚度在图4-3至图4-8中分别给出了典型密集度和尺寸的合格范围,这应结合表4-1给焊缝质量作出正确评定。
(e)对于焊缝厚度t <1/8(3mm)时,在长6in.(150mm)的焊缝内圆形显示数量≤12为合格。
当长度< 6in.(150mm)的焊缝则应按比例折算。
(以上图、表的复印件另附本文后面)(f)密集性显示:(ⅰ)合格的密集性显示长度≤1in.(25mm)或2t中的较小者。
ASME锅炉压力容器规范第_卷新版焊接规范介绍_二_
标 准 规 范 ASME锅炉压力容器规范第Ⅸ卷新版焊接规范介绍(二)赵孟显摘 要:介绍了AS ME锅炉及压力容器规范第Ⅸ卷2007版(包括2007和2008增补)的主要内容和对该规范理解中的注意事项,将最新版与2004版进行了比较,并对该规范的使用进行了说明。
关键词:焊接;规范;工艺;技能;评定中图分类号:T-651;TH49 文献标识码:A 文章编号:1001-4837(2009)10-0041-09doi:10.3969/j.issn.1001-4837.2009.10.0094 第Ⅸ卷使用中的注意事项4.1 W PS的编制和修改(1)W PS是为制造符合规范要求的产品焊缝而提供指导的,经过评定的焊接工艺文件。
W PS的有效性不受规范修改的影响,但要注意有例外,即当原来评定材料的P-No.或S-No.或组号在新版本中有修改时,则要对W PS进行相应的修改,虽然这种情况很少出现(2008增补强调此要求)。
(2)一份完整的W PS应述及在W PS中采用的、对每一种焊接方法而言的所有重要变素、非重要变素和当需要时的附加重要变素。
在W PS中应注明QW—200.2中所述的支持文件———工艺评定记录(P QR)。
制造商或承包商也可以在W PS中编进其它可能有助于制造规范焊接结构的资料。
(3)用于规范产品焊接的W PS,应当在制造现场便于获得,以供查考,并供授权检验师检查。
(4)为适应生产需要,可以变更W PS中的一些非重要变素,而无需重新评定,只要这种变更与焊接方法中的重要变素、非重要变素和当需要时的附加重要变素一样都附有文件。
文件可以是W PS的修正页,或代之以新的W PS。
(5)W PS的格式和表达方式,根据制造商或承包商的需要,可以是文字式或表格式的,只要QW—250至QW—280所要求的每一个重要变素、非重要变素和当需要时的附加重要变素都被包括无遗或被提及即可。
表格QW—482(见非强制性附录B)可作为W PS的一种指南。
核电技术中ASME规范第Ⅸ卷1998版至2010版的对比研究
2021年 第4期 热加工33核电技术中ASME 规范第IX 卷1998版至2010版的对比研究李哲,白林,王宇欣中国核电工程有限公司 北京 100840摘要:通过对ASME 规范第IX 卷1998版至2010版进行对比研究,分析不同版本内容的差异,尤其是常用核电焊接方法焊接变量的变化,对核电项目中焊接技术的应用具有实际指导意义。
关键词:核电项目;ASME 规范;焊接工艺评定;焊接变量1 序言A S M E 规范在我国核电项目上应用广泛,例如,在国内引进、消化的三代非能动核电项目AP1000中,其核岛设备的设计、制造采用的标准均为ASME 规范1998版至2000补遗(1998版+1999补遗+2000补遗)。
而目前ASME 规范公开发行的最新版为2015版,实施应用的为2010版。
另外,在我国自主研发设计的乏燃料运输和贮存容器设计中,设计标准也主要采用不同版本的ASME 规范。
在核电焊接技术中,焊接工艺评定是焊接质量控制中最复杂、最核心的工作。
因此,对于采用ASME 规范设计的项目及设备,亟需比较ASME 第IX 卷1998版[1]与2010版[2]在结构和内容上的差异,并对差异进行分析研究,以便后续相关项目的应用。
2 ASME 规范第IX 卷ASME 第IX 卷《焊接和钎焊评定标准》规范是对焊接和钎焊工艺、焊工、钎焊工,以及焊接和钎焊机械操作工的评定标准。
该规范分为两大部分:焊接评定篇(PART QW-WELDING )和钎焊评定篇(PART QB-BRAZING )。
其中,“PART QW-WELDING ”分为5个章节:焊接总要求、焊接工艺评定、焊接技能评定、焊接数据及标准焊接工艺规程。
在AP1000核电项目中,焊接工艺评定的制定主要参照焊接评定篇。
ASME 第IX 卷在焊接评定篇中,对所评价的每个焊接方法都列出了重要变量、附加重要变量和非重要变量。
通常,焊接工艺规程(WPS )为每个包含在特定工艺规程中的焊接方法列出了所有重要和非重要变量。
ASME焊接规范第九卷精编版

此两章还包括评定的厚度/直径范围/位置范围。 此两章给出试件方位、取样方法、试验夹具尺寸的简图。 QW-470叙述侵蚀方法和侵蚀剂。 QW/ QB -492给出焊接/钎接术语的定义。
焊接篇还有第V章《标准焊接工艺规程》(SWPS), 该章给出了可以不经过评定而使用的标准焊接工艺规程, 但第一次使用的单位在使用前还要焊接一个验证试件进行 试验,且仅限于产品卷不要求冲击试验的情况,《标准焊接 工艺规程》适用的母材限于P-No.1和P-No.8 焊接方法限于 SMAW、GTAW和FCAW /GMAW。
OFW (oxyfuel gas welding ) (氧-燃料气焊)、 SMAW (shielded metal-arc welding ) (手工电弧焊) SAW (submerged-arc welding ) (埋弧焊) GMAW (gas metal-arc welding ) (熔化极气体保护焊)、 FCAW (flux-cored arc welding ) (药芯焊丝弧焊) GTAW (gas tungsten arc welding ) (钨极气体保护焊)、 PAW(plasma arc welding ) (等离子弧焊) ESW (electroslag welding ) (电渣焊) EGW (electrogas welding ) (气电立焊) EBW(electron beam welding ) (电子束焊) FRW (friction welding ) (摩擦焊) LBW (laser beam welding ) (激光焊)
我们这里主要介绍ASME第IX卷的焊接部分
(二) 第IX卷的结构
ASME工艺评定基本要求

ASME焊接文件的编制以及焊工的考核过程1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册”的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)分类的A类,B类,C类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev.0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252-260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC .Ⅸ2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .ⅧDIV. 1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400。
SA662-C 按照ASME规范第九卷(ASME SEC .Ⅸ)中QW-420材料的分组,类别属于P-No.1,组别属于Group No.2,强度等级C,亦即最小抗拉强度70-90ksi,大约相当于485-600Mpa。
ASME锅炉及压力容器规范第Ⅸ卷简介
ASME锅炉及压力容器规范第区卷简介—2007版与2004版对比及与国内标准的比较(节选)在本文中,简要介绍了ASME锅炉及压力容器规范第区卷,并将其20 07 版与2004 版和国内标准进行了对比。
一、差不多概念(1)ASME 锅炉及压力容器规范第IX 卷的内容ASME BPV 规范第IX 卷的内容:是关于焊工、焊机操作工、钎接工、钎机操作工的评定,以及按照ASME BPV规范和ASMEB31压力管道规范所采纳的焊接或钎接工艺评定及操作工的技能评定。
第IX 卷建立焊接和钎接的差不多准则,在编制焊接和钎接工艺评定及技能评定的要求时是应当遵守的。
焊接工艺规程(WPS)和工艺评定记录(PQR)的目的是决定结构中焊件具有要求的使用性能。
执行焊接工艺评定的焊工和焊机操作工应当是技术熟练的工人。
我们那个地点要紧介绍ASME BPV 规范第IX 卷焊接部分。
(2)第IX 卷的结构分为两篇:焊接篇和钎接篇。
每一篇再分章,焊接分成五章,钎接分成四章:a)一样要求章(焊接篇第I 章,钎接篇第XI 章):包括位置、各种试验的类型和目的以及合格标准等;b)工艺评定章(焊接篇第II 章,钎接篇第XII 章):要紧以表格形式列出指定焊接或钎接方法工艺评定的重要变素、附加重要变素和非重要变素的条款号,如果任一重要变素的变化超出了规定范畴,则要对工艺进行重新评定。
当有冲击韧性要求时,附加重要变素作为重要变素看待;而非重要变素的变化仅需修改工艺规程;c)技能评定章(焊接篇第III 章,钎接篇第XIII 章):列出指定焊接和钎接方法技能评定的重要变素,要紧以表格形式列出;d)资料章(焊接篇第IV章,钎接篇第XIV章)包括变素的具体内容描述,以分类的形式列出。
分类如接头、母材、填充金属、位置、预热、焊后热处理、气体、电特性和技巧(焊接)。
各种变素的应用只提供在焊接篇第II 章、钎接篇第XII 章(关于工艺评定)或焊接篇第III 章、钎接篇第XIII 章(关于技能评定)中有关焊接/钎接方法引用时才使用,否则就会被错用。
焊接工艺评定钢、镍基分组应用(NBT47014、ASMEⅨ、EN15614)

钢、镍基类组别适用范围(电弧焊)NB/T 47014‐2011ASME Section Ⅸ:2017评定试件焊件适用范围 评定试件 焊件适用范围 同类别 同组别 同组别同组别+较低组别 P ‐No.x + P ‐No.xP ‐No.x + P ‐No.x不同组别 不同组别 Fe ‐1‐2 + Fe ‐1‐2Fe ‐1‐2 + Fe ‐1‐2 Fe ‐1‐2 + Fe ‐1‐2 Fe ‐1‐1 + Fe ‐1‐1 不同类别不同类别 P ‐No.x + P ‐No.yP ‐No.x + P ‐No.y有HAZ 冲击Fe ‐x + Fe ‐y Fe ‐x + Fe ‐x Fe ‐y + Fe ‐y Fe ‐x + Fe ‐x Fe ‐y + Fe ‐yFe ‐x + Fe ‐yFe ‐3 + Fe ‐3Fe ‐3 + Fe ‐3(按同组别) Fe ‐3 + Fe ‐2 Fe ‐3 + Fe ‐1P ‐No.3 + P ‐No.3P ‐No.3 + P ‐No.3 P ‐No.3 + P ‐No.1 Fe ‐4 + Fe ‐4 Fe ‐4 + Fe ‐4(按同组别) Fe ‐4 + Fe ‐3 Fe ‐4 + Fe ‐1 P ‐No.4 + P ‐No.4P ‐No.4 + P ‐No.4 P ‐No.4 + P ‐No.3 P ‐No.4 + P ‐No.1P ‐No.4 + P ‐No.3/1P ‐No.4 + P ‐No.3/1 Fe ‐5A + Fe ‐5A Fe ‐5A + Fe ‐5A (按同组别)Fe ‐5A + Fe ‐4 Fe ‐5A + Fe ‐3 Fe ‐5A + Fe ‐1 P ‐No.5A + P ‐No.5A P ‐No.5A + P ‐No.5A P ‐No.5A + P ‐No.4 P ‐No.5A + P ‐No.3 P ‐No.5A + P ‐No.1 P ‐No.5A + P ‐No.4/3/1 P ‐No.5A + P ‐No.4/3/1P ‐No.15E+ P ‐No.15EP ‐No.15E+ P ‐No.15E P ‐No.15E+ P ‐No.5B P ‐No.5B+ P ‐No.5B P ‐No.15E+ P ‐No.x P ‐No.15E+ P ‐No.x P ‐No.5B+ P ‐No.xunassigned metalunassigned metalNB/T 47014‐2011 ASME Section Ⅸ:2017评定试件 焊件适用范围 评定试件 焊件适用范围unassigned metal+ P‐No.x unassigned metal+ P‐No.xunassigned metal+ P‐No.15E unassigned metal+ P‐No.15Eunassigned metal+ P‐No.5B unassigned metal A + unassigned metal B unassigned metal A + unassigned metal BISO/EN 15614‐1:2017 钢类别号适用范围试件A 类别试件B类别1 2 3 4 5 6 7 8 9 10 111 1‐1 / / / / / / / / / /2 1‐12‐11‐12‐12‐2/ / / / / / / / /3 1‐12‐13‐11‐12‐12‐23‐13‐21‐12‐12‐23‐13‐23‐3/ / / / / / / /4 4‐1 4‐14‐24‐14‐24‐34‐14‐24‐34‐4/ / / / / / /5 5‐1 5‐2 5‐3 5‐4 5‐15‐25‐5/ / / / / /ISO/EN 15614‐1:2017 钢类别号适用范围试件A 类别试件B类别1 2 3 4 5 6 7 8 9 10 116 6‐1 6‐16‐26‐16‐26‐36‐16‐26‐36‐46‐16‐26‐36‐46‐56‐16‐26‐36‐46‐56‐6/ / / / /7 7‐1 7‐17‐27‐17‐27‐37‐4 7‐57‐57‐67‐7 / / / /8 8‐1 8‐18‐28‐18‐28‐38‐48‐18‐28‐48‐58‐68‐18‐28‐48‐58‐68‐7 8‐8 / / /9 9‐1 9‐19‐29‐19‐29‐39‐4 9‐5 9‐6 9‐7 9‐8 9‐9 / /10 10‐1 10‐110‐210‐110‐210‐310‐410‐110‐210‐310‐410‐610‐110‐210‐410‐610‐7 10‐8 10‐9 10‐10 /11 11‐11‐111‐111‐211‐111‐211‐311‐4 11‐5 11‐5 11‐7 11‐8 11‐9 11‐1011‐1111‐11‐1ISO/EN 15614‐1:2017 钢组别号适用范围a 对于类别号1、2、3和11,同组别的评定也适用于该组别和较低屈服(最低)强度材料(不考虑材料厚度)。
ASME-Ⅸ焊接评定
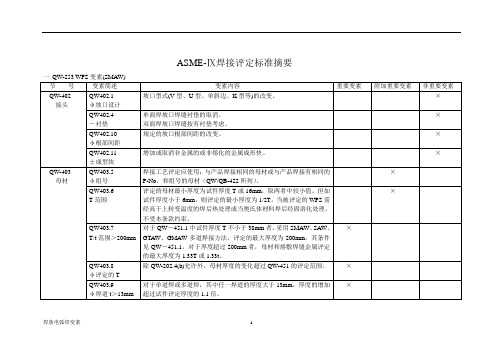
ASME-Ⅸ焊接评定标准摘要焊条电弧焊变素 1焊条电弧焊变素 2焊条电弧焊变素 3注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
焊条电弧焊变素 4焊条电弧焊变素 5焊条电弧焊变素 6注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
焊条电弧焊变素7埋弧自动焊变素8埋弧自动焊变素9埋弧自动焊变素10埋弧自动焊变素11埋弧自动焊变素12注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
埋弧自动焊变素13埋弧自动焊变素14埋弧自动焊变素15埋弧自动焊变素16注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
熔化极气体保护焊变素19熔化极气体保护焊变素20熔化极气体保护焊变素21熔化极气体保护焊变素22熔化极气体保护焊变素23熔化极气体保护焊变素26熔化极气体保护焊变素27注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
钨极氩弧焊变素30钨极氩弧焊变素31钨极氩弧焊变素32钨极氩弧焊变素33注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
钨极氩弧焊变素34钨极氩弧焊变素36钨极氩弧焊变素37注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
五QW-257 WPS变素(PAW)等离子弧焊变素39等离子弧焊变素40等离子弧焊变素41等离子弧焊变素42等离子弧焊变素43注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
ASME第Ⅸ卷与NB/T47014焊接工艺评定对比
ASME第Ⅸ卷与NB/T47014焊接工艺评定对比作者:胡广泽来源:《科技视界》 2013年第15期胡广泽(山东核电设备制造有限公司,山东海阳 265118)【摘要】2011年10月1日国家能源局正式发布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T 4708《钢制压力容器焊接工艺评定》。
新规范在很大程度上借鉴了ASME第Ⅸ卷。
本文对两者的不同之处进行了举例、对比,为工程技术人员在标准使用过程中给出笔者的见解。
【关键词】ASME第Ⅸ卷;压力容器;焊接工艺评定0引言2011年10月1日,国家能源局正式颁布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T4708。
其新的规范在很大程度上借鉴了ASME第Ⅸ卷,但其中又有很多不同点。
现在,很多企业在同时使用这两个标准,在使用过程中,对于一些细节很有可能互相串用,导致最终焊接工艺评定不能满足应用要求。
1 版本适用性对比ASME第Ⅸ卷对于版本的控制有固定的修订周期,并对旧版本进行焊接工艺评定进行认可。
一般情况是在每年的7月份做一次修订,每三年进行升版一次,中间年份使用增补的方式对规范进行修订。
我国国内压力容器焊接工艺评定规范没有固定的修订周期,且对旧版本的焊接工艺评定是否认可,要求不明确。
从JB/T4708-2000到目前的NB/T47014-2011,跨度11年,升版时间长,且不明确升版周期。
在执行过程中,可能会因为监管人员或企业技术人员各自理解不同,而造成要求不一致。
2 焊接工艺评定检验对比ASME第Ⅸ卷对于焊接工艺评定及焊工考试的要求是分开的,焊接工艺评定是考察的焊缝接头的力学、冲击等性能,焊工考试是考察焊工是否能够按照规范在缺陷限制范围内完成接头的焊接。
因此,对于焊接工艺评定接头,只规定了需要进行相关的理化试验,只要理化试验合格了,该工艺也就满足产品要求了,未要求焊缝表面检测及体积检测。
ASME第Ⅸ卷焊接工艺评定,焊工技能评定77

准的更新而修改等。 2.5 PQR的格式: QW483,非强制性附录B.
All rights reserved BV I&F China
第Ⅲ卷:核设施部件建造规则;
第Ⅳ卷:采暖锅炉建造规则;
第Ⅷ卷:压力容器建造规则;
第Ⅹ卷:纤维增强塑料压力容器建造规则;
第Ⅻ卷:运输罐的建造和连续使用规则。
► 2)通用部分:共3卷
第Ⅱ卷:材料;
第Ⅴ卷:无损检测;
第Ⅸ卷:焊接和钎接评定标准。
► 3)运行部分:共2卷
第Ⅵ卷:采暖锅炉维护和运行推荐规则;
第Ⅶ卷动力锅炉维护推荐指南。
► WPQ
Welder Performance Qualification ► 变素 ► P号,F号 ► 资料
All rights reserved BV I&F China
11
焊接工艺评定
► 总则 1.焊接工艺规程WPS: 1.1 目的:是用于为焊工或焊机操作工按规范要求制造产品提供指导的书面文件。它们应 是按规范规定进行过评定,得到PQR支持的文件;或是规范允许的标准焊接工艺规程。 1.2 WPS的内容:一份完整的WPS应述及在WPS中所采用的、对每一种焊接方法而言的 所有重要变素、非重要变素和当需要时的附加重要变素。 需要得到PQR的支持,可以是 一份或多份PQR支持一个WPS. 1.3 WPS的变更: 产品焊接需要,可对WPS进行变更。仅变更非重要参数,WPS无须重评。 当变更重要参数或附加重要参数(适用时),WPS需要重评。 1.4 WPS的格式: 格式不限,可以文字,表格等, 但必须提及每个重要参数、非重要参数、 附加重要参数(适用时)。可采用非强制性附录B。 1.5 WPS的可得性: 应在焊接现场得到,便于焊工使用及备查。 可能问题: WPS没有体现所有要求的变数; WPS没有PQR支持; WPS现场得不到.
ASME焊工技能评定

ASME焊工技能评定焊工技能评定记录WELDER PERFORMANCE QUALIFICATIONS (WPQ)WPQ Number:A011-1焊工姓名Welder’s Name: 刘志波 Liu Zhibo识别号Identification Number: A011试验说明Test Description遵照的焊接工艺Identification of WPS followed: ASME001 Rev.0 试件T est Coupon 产品焊缝Production Weld 母材材料标准和级别Specification and grade of base metal(s): SA 213 T12 尺寸Dimension: Ф60X5mm试验变量和评定范围Testing Variables and Qualification Limits 焊接变量(QW-350)Welding Variables (QW-350) 实际值Actual Values评定范围Range Qualified 焊接方法Welding process(es)GTAW GTAW 焊接方式Type (i.e.; manual, semi-automatic) used Manual Manual衬垫Backing (with/without) WithoutWith and without板Plate管子Pipe (enter diameter if pipe or tube)Ф60X5Groove: Plate & O.D 25 Min Pipe, Fillet: All母材类别Base metal P-Number to P-NumberP No.4 to P No.4P No. 1 to P No. 15F 填充金属或焊条标准Filler metal or electrode specification(s) (SFA) (info. only) GB/T 8110 填充金属或焊条等级Filler metal or electrode classification(s) (info. only) ER55-G(TIG R30)填充金属F 号Filler metal F-Number(s)F6F6 可熔化嵌条Consumable insert (GTAW or PAW)NONENONE 填充金属制品形式(实芯,药芯或粉末)(GTAW 或PAW)Filler Metal Product Form (Bare,flux cored, flux coated or powder) (GTAW or PAW)BareBare 每个焊接方法的熔敷金属厚度Deposit thickness for each process方法Process 1 GTAW 3层至少3 layers minimum Yes No 5mm ≤10mm 方法Process 2 3层至少3 layers minimum Yes NoNA NA位置Position(s)6G Groove & Fillet: All 立焊方向Vertical progression (uphill or downhill) Up Up 燃料气体类型Type of fuel gas (OFW) NA NA 背面保护气Inert gas backing (GTAW, PAW, GMAW)99.99%Ar Ar 熔滴过渡方式Transfer mode (spray/globular or pulse to short circuit-GMAW) NA NA 钨极气体保护焊电流类型和极性GTAW current type/polarity (AC, DCEP, DCEN) DCEN DCEN成型焊缝的外观检查Visual examination of completed weld (QW-302.4) Acceptable; no cracks and complete joint penetrationwith complete fusion of weld metal and base metal 横向面弯和背弯Transverse face and root bends [QW-462.3(a)] 纵向面和背弯Longitudinal face and root bends [QW-462.3(b)] 侧弯Side bends (QW-462.2)管子弯曲,耐蚀焊缝堆焊Pipe bend specimen, corrosion-resistant weld metal overlay [QW-462.5(c)] 板弯曲,耐蚀焊缝堆焊Plate bend specimen, corrosion-resistant weld metal overlay [QW-462.5(d)] 管子宏观试样Pipe specimen, macro test for fusion [QW-462.5(b)] 板宏观试样Plate specimen, macro test for fusion [QW-462.5(e)]使用体积检测替代检测结果Alternative Volumetric Examination Results (QW-191): 射线RT Acc (Report No.:RT-WQT-3) 角焊缝-断裂试验 Fillet weld — fracture test (QW-181.2) 缺陷长度和百分比Length and percent of defects NA 板角焊缝宏观检查Macro examination (QW-184) NA 角焊缝尺寸 Fillet size (mm) NA X NA 凹凸 Concavity/convexity(mm) NA其它试验Other tests NA底片或试样评定者Film or specimens evaluated by Liu Mingdong 力学性能试验者Mechanical tests conducted by NA 实验室试验编号Laboratory test No. NA 焊接监督者Welding supervised by Ji He我们声明所有这里的记录是正确的,并且试样的准备,焊接和试验符合ASME 第IX 卷要求We certify that the statements in this record are correct and that the test coupons were prepared, welded, and tested in accordance with the requirements of Section IX of the ASME Boiler and Pressure Vessel Code.公司CompanyJiangxi Thermal Power Construction Corporation编制 Prepared by:日期Date:声明Certified by: 日期 Date:。
ASME第Ⅸ卷与NBT47014焊接工艺评定对比

Science &Technology Vision 科技视界0引言2011年10月1日,国家能源局正式颁布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T4708。
其新的规范在很大程度上借鉴了ASME 第Ⅸ卷,但其中又有很多不同点。
现在,很多企业在同时使用这两个标准,在使用过程中,对于一些细节很有可能互相串用,导致最终焊接工艺评定不能满足应用要求。
1版本适用性对比ASME 第Ⅸ卷对于版本的控制有固定的修订周期,并对旧版本进行焊接工艺评定进行认可。
一般情况是在每年的7月份做一次修订,每三年进行升版一次,中间年份使用增补的方式对规范进行修订。
我国国内压力容器焊接工艺评定规范没有固定的修订周期,且对旧版本的焊接工艺评定是否认可,要求不明确。
从JB/T4708-2000到目前的NB/T47014-2011,跨度11年,升版时间长,且不明确升版周期。
在执行过程中,可能会因为监管人员或企业技术人员各自理解不同,而造成要求不一致。
2焊接工艺评定检验对比ASME 第Ⅸ卷对于焊接工艺评定及焊工考试的要求是分开的,焊接工艺评定是考察的焊缝接头的力学、冲击等性能,焊工考试是考察焊工是否能够按照规范在缺陷限制范围内完成接头的焊接。
因此,对于焊接工艺评定接头,只规定了需要进行相关的理化试验,只要理化试验合格了,该工艺也就满足产品要求了,未要求焊缝表面检测及体积检测。
NB/T 47014-2011中第6.4条规定:“试件检验项目:外观检查、无损检测、力学性能和弯曲试验。
”对于“外观检查和无损检测结果不得有裂纹。
”因为,裂纹往往是由焊接工艺或材料的原因造成的。
3焊接母材覆盖范围对比3.1母材厚度覆盖范围ASME 第Ⅸ卷与NB/T47014中对于母材厚度的覆盖范围要求基本是一致的。
(可能是由于公英制转换原因,数值不同。
)但对于一些母材厚度覆盖范围的特殊性规定,ASME 规范描述更加的明确。
ASME焊接文件的编制以及焊工的考核过程【范本模板】
ASME焊接文件的编制以及焊工的考核过程作为一名焊接工程师,在ASME认证过程中的工作程序,可按照下列步骤进行.所必须遵循的标准文章中全部列出.1.当产品设计图纸完成以后,焊接工程师根据按照ASME规范编制的“压力容器质量手册"的要求编写焊接接头识别卡。
根据设计图纸标明的按照ASME规范2001版第8.1篇(ASME SEC 。
Ⅷ DIV. 1 2001 EDITION)分类的A类,B类,C 类,D类焊接接头,给每个接头编号,规定每个接头所遵循的焊接工艺指导书(WPS),材料类别号或者组别号,以及焊接方法和可行的焊接位置。
2.焊接工程师按照质量手册的要求参照焊接接头识别卡编写第零版焊接工艺指导书(WPS Rev。
0)。
2.1 WPS,以及后来的PQR,WPQ等等所有ASME文件的格式最好对照ASME规范2001版第九卷(ASME SEC .Ⅸ)末尾的附录中的样表的格式,WPS当中,必须包括对所有重要变素的描述,见QW252—260。
2.2 WPS当中的变素按照ASME规范2001版第九卷(ASME SEC 。
Ⅸ 2002 EDITION)QW250的叙述。
QW252(OFW)燃料氧气焊,QW253(SMAW)焊条电弧焊,QW254(SAW)埋弧焊,QW255(GMAW and FCAW)气体保护焊及药芯焊丝气体保护焊,QW256(GTAW)钨极氩弧焊,QW257(PAW)等离子焊,QW258(ESW)电渣焊,QW259(EGW)电气焊,QW260(EBW)电子束焊。
3.根据ASME规范2001版第8.1篇(ASME SEC .Ⅷ DIV。
1 2001 EDITION)的UW-28的规定,对所遵循的每一项焊接工艺作出工艺评定(PQR)。
3.1 焊接工艺评定的材料与设计图纸相同,SA662-C+SA662-C;SA662-C+SM-400.SA662—C按照ASME规范第九卷(ASME SEC .Ⅸ)中QW—420材料的分组,类别属于P—No。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME-Ⅸ焊接评定标准摘要一QW-253 WPS变素(SMAW)
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
五QW-257 WPS变素(PAW)
精品文档
精品文档
精品文档
精品文档
精品文档
注:+-增加,――取消,>-增大/大于,<-减少/小于,↑-上坡焊,↓-下坡焊,←-左焊法,→-右焊法,φ-改变。
精品文档
精品文档
精品文档
精品文档
2)熔化喷涂表面加硬层(HFSF)的重要变素和非重要变素见ASME-Ⅸ-2004版第27~28页。
精品文档
精品文档。