主轴箱装配图纸-10-彩色-出图-Model
车床主轴箱课程设计机床主轴箱有全套CAD图纸

目录1、参数的表述2、体育设计3、传动件的估算和校核计算4、展开图的设计5、摘要一.参数制定1、确定公比φ。
已知Z = 12级(采用集中传输)nmax =1800 nmin=40Rn =φz-1所以算出来φ≈1.41。
2.确定电机功率n。
根据ф 320和ф 400车床的设计参数,采用插补方法:已知最大旋转直径为ф 360。
切割深度ap(t)为3.75毫米,进给速度f (s)为0.375毫米/转,切割速度V为95米/分钟。
计算:主(垂直)切削力:FZ = 1900ap0.75n=1900 X 3.75 X0.3750.75牛顿≈3414.4北纬切割功率:N切割= FZV/61200千瓦= 5.3千瓦主电机的估计功率:N= N cut/η total= N切割/0.8千瓦=5.3/0.8千瓦=6.6千瓦因为N的取值必须根据Y系列中国产电机的额定功率来选择,所以选择7.5 KW。
第二,体育运动的设计1.列出结构式12=2[3] 3[1] 2[6]因为:如果换向摩擦离合器安装在I轴上,为了减小轴向尺寸,第一个传动组的传动副数不宜多,2个为好。
在机床设计中,由于所需的R较大,最终展开组选择2比较合适。
由于I 轴装有摩擦离合器,结构上要求齿轮的根圆大于离合器的直径。
2.画出结构网络。
3.绘制速度图。
1)主电机的选择电动机功率n: 7.5kw电机速度nd:因为nmax =1800r/min,按N=7.5 KW,因为电机转速nd应接近或适宜于主轴的最大转速,以免采用过大的增速或过小的减速传动。
因此,电机初步确定为Y132m-4,电机转速为1440r/min。
2)恒速传动在变速传动系统中,采用定比传动,主要考虑传动、结构和性能的要求,以满足不同用户的要求。
为了减缓中间两个齿轮组的速度,减小齿轮箱的径向尺寸,在ⅰ-ⅱ轴之间增加了一对减速传动齿轮。
3)分配减速比。
① 12步减速:40 56 80 12 112 160 224 315 450630900 1250 1800(转/分钟)②确定ⅳ档和ⅴ档之间的最小减速传动比:由于齿轮的极限传动比限定为imax=1/4,为了提高主轴的稳定性,最后一个换挡的减速比为1/4。
主轴箱展开图
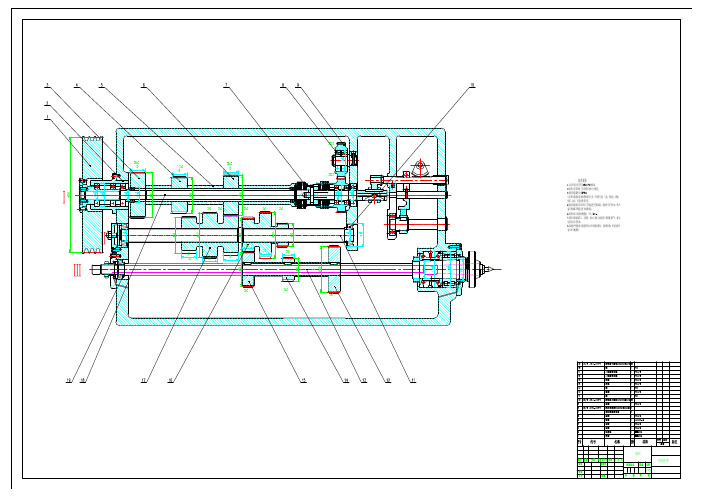
主轴箱展开图
装配图
Ⅱ39x3
35x3
30X3
∅25H 7r 6
∅25H 7
r 6∅25H 7r 6
∅80X 1.5
∅30H 7
r 6
∅120K 7h 6
∅120K 7h 6
∅60R 7h 6
∅60R 7h 6
∅40R 7
h 6
∅50R 7h 6
∅50R 7h 6
∅30H 7
r 6
39x3
35x3
∅30H 7r 6
31x3
40
40
40
31x3
30X3
4040
40
Ⅰ
30
30
30x3
40x3
20x3
30
30x3
20x3
40x3
Ⅲ
技术要求
1.未注形状公差应符合GB1184-80的要求;
2.铸件公差带对称于毛坯铸件基本尺寸配置;
3.铸件铸造圆角半径R5-R10;
4.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等;
5.齿轮箱装配后应设计和工艺规定进行空载试验。
试验时不应有冲击、噪声,温升和渗漏不得超过有关标准规定;
6.铸件非加工表面的粗糙度,不大于50μm;
7.铸件应清除浇冒口、飞刺等,非加工表面上的浇冒口残留量要铲平、磨光,达到未注公差要求;
8.装配前严格检查并清除零件加工时残留的锐角、毛刺和异物,保证密封件装入时不被擦伤。
机械制图-轴系装配图

•向心推力轴承
annular contact thrust bearing
同时承受径向 力和轴向力
瑞典SKF轴承
SKF Bearing from Sweden
代号 基本代号Basic codes:
Codes
基本代号表示轴承的基本类型、结构和尺寸,是轴承 代号的基础。Basic code indicate the type, features and dimensions.
2. 齿轮尺寸计算 Gear size
• 齿轮的齿数Number of teeth:Z • 齿轮的模数Module:m(m=P/π)
分度圆Reference circle:d=mz 齿顶高Addendum:ha=m 齿根高Dedendum:h f =1.25m P428 表15-9 (See P428 table 15-9)
此孔尺寸?
What is the size of this hole?
长度?
合起来
Put together
轴和轴上零件的定位方法
b.轴肩
Shoulder
a.轴环Collar
c.轴套 Bushing
d.端盖 Side cover
•轴的位置如何确定?Determine the location of shaft.
今日作业:习题集P100 (Exercise P100 )
计算螺钉长度
Used to calculate the screw
length.
1. Draw the shaft system assembly in A3 sheet 2. All sizes as the detail drawing 3. Standard parts should be by appendix table:
数控铣床主轴箱结构设计方案(有全套图纸)

目录绪论 (1)第1章主传动系统设计概述 (3)第2章数控铣床主传动系统的配置方式 (4)第3章主轴电动机的选取 (5)第4章同步带传动设计与计算 (6)4.1、同步材料选择 (6)4.2、同步带参数的计算 (6)4.2.1、模数的选取 (6)4.2.2、小带轮齿数 (6)4.2.3、同步带节距 (6)4.2.4、节圆直径 (7)4.2.5、大带轮齿数 (7)4.2.6、大带轮直径 (7)4.2.7、带的速度 (7)4.2.8、定中心距 (7)4.2.9、带的节线长度 (7)4.2.10、计算中心距 (7)4.2.11、带轮与带的啮合齿数 (8)4.2.12、带宽 (8)4.2.13、作用在轴上的力 (8)4.2.14、小带轮的最小包角 (8)4.2.15、带轮宽度 (8)第5章主轴组件的设计 (9)5.1、主轴组件的设计要求 (9)5.1.1、回转精度 (9)5.1.2、主轴刚度 (9)5.1.3、主轴的抗振性 (10)5.1.4、主轴温升 (10)5.1.5、主轴耐磨性 (10)5.1.6、提高主轴组件抗振性的措施 (10)5.2、减少主轴组件热变形的措施 (10)5.3、主轴材料的选择及尺寸、参数的计算 (11)5.4、主轴转动装置箱体的作用 (13)5.5、主轴箱体的截面形状和壁厚的计算 (15)第6章主轴轴承的选择 (15)6.1、轴承的选择和轴承的精度 (15)6.2、轴承预紧力的要求 (15)6.3、主轴轴承的润滑与密封 (16)6.4、选取轴承求 (16)6.5、轴承寿命校核 (18)6.6、轴承座孔的设计要求 (19)第7章联接键的选择碟形弹簧的选择与计算 (20)7.1、碟形弹簧的特点 (20)7.2、碟形弹簧材料及热处理厚度和脱碳 (21)7.3、碟形弹簧的强压处理 (21)7.4、表面强化处理和防腐处理 (21)第8章螺钉联接的设计 (23)8.1、根据设计要求计算 (23)8.2、螺钉的强度计算与校核 (23)第9章液压缸的设计 (24)9.1.液压压缸安装应注意的问题 (24)9.2.压缸各部分的结构及主要尺寸的确定 (24)9.3.强度校核 (25)第10章润滑与密封件设计 (26)10.1、封件的作用及其意义 (26)10.2、密封的分类及密封件的材料要求 (26)10.3、防尘圈的设计要求 (27)结论 (28)致谢……………………………………………………………………………….................. .29参考文献………………………………………………………………………….................. ..30绪论数控技术,简称数控(Numerical Control)。
CK7815型数控车床主轴部件结构图

选);
3. 华中 2000 型高性能数控系统软件(3~9 轴联动); 4. 内置式 PLC 输入卡 (48 通道/卡)、内置式 PLC 输出卡 (48 通道/卡)。
输入/输出点可扩至 198 点。
HSV-11D 交流永磁同步伺服驱动与伺服电机、国内外各类模拟式、数字式伺 2 进给系统
服系统、HC5801/5802 系列步进电机驱动单元与电机、HG.BQ3-5B 三相正弦
主要性能指标: 通道数:最多 4 通道 控制轴数:9 轴/通道,最多 16 轴 联动轴数:9 轴/通道 主轴数:1/通道, 最多为 4 最大编程尺寸:99999.999mm 最大进给速度:24m/min 最小分辨率:1um (可设置) 直线、圆弧、螺旋线插补 小线段连续高速插补 自动加减速控制(S 曲线) MDI 功能 M.S.T 功能 故障诊断与报警 汉字操作界面和在线帮助 全 屏 幕 程序在线编辑与校验功能 具有参考点返回和多个工件坐标系设置与选择功能 用户宏程序 多种固定循环 加工轨迹三维彩色图形仿真,加工过程实时三维图形显示
课程介绍
TIANJIN
中德培训中心
《数控机床维修》是数控机床应
用技术专业的一门专业课,主要介绍 CNC机床的安装工艺,机械调试及验 收,CNC机床的机械结构特点,典型CNC 系统的原理、参数设置、PLC编程及接 口,伺服及主轴的调整,数控机床常见 故障的查找与维修方法等内容。通过本 课程的学习使学生熟悉数控机床故障诊 断与维修技术,掌握数控机床日常维护、 保养和故障排除方法。
纹
螺纹切削循环
参数编程
最 大 圆 弧 编 程 角 度 为 360°
参数子程序
比例缩放
重复执行部分加工程序段
条件和无条件转移
机械制图装配图(共70张PPT)
二、装配图表达部件的根本要求的表达方法
1、表达部件的根本要求
装配图应满足的根本要求:
(1)应着重表达部件的整体结构,特别是各零件的相 互位置、连接方式、装配关系表达清楚;
(2)分析部件或机器的传动路线、运动情况、润滑 冷却方式以及操作或控制等。
3
2、选择表达的方法和步骤
根本方法:根据部件的机构特点,从装配干线入手:
拆去件3、10 A―A
定位凸块 在阀体上
B―B
φ113 φ107 φ97 φ80
140 220
球阀装配图
100 240
技术要求 1.装配后进行压力检验25Mpa.
2.关闭阀门时不得有泄漏.
螺钉 GB/T 73 M6×12
6
球阀装配图表达方法
拆去件3、10
A-A
定位凸块在阀体上
B-B
局部剖补充表 达定位凸块与手 柄的相对位置。
26
4、 技术要求的注写
❖ 当技术要求在视图上不能表达清楚时,应
(4)标准件:可不画草图,但要测出主要尺寸。
在标题栏上方或左方空白处,用文字说明。 装配图的局部放大图2:主视图左右两端
根本方法:根据部件的机构特点,从装配干线入手:
在装配图中允许不画的零件的工艺结构如倒角、圆角、退刀槽等,在零件图中应全部画出。
查无重复、无遗漏时,
再统一填写序号。 25
3、明细栏和标题栏
(1)明细栏是机器或部件中全部零、部件的详细目录,应画在 标题栏的上方。
(2)零、部件的序号应自下而上填写,如空间不够时,可将明细 栏分段画在标题栏的左方。
(3)当明细栏不能配置在标题栏的左方时,可作为装配图的续 页,按A4幅面单独绘制,其填写顺序应自上而下。
主轴组件图库

角接触球轴承具有良好的高速性能,但它 的承载能力较小,因而适用于高速轻载或精密 机床,如高速镗削单元、高速CNC车床等。
• 返回
典型高速结构
MNC 300
SKF 1
SS 125
NDM-40
76_300
返回
• MNC 300 该高速CNC车床主轴前后轴承都采用两 联角接触球轴承,具有较高的转速。
速度刚度结构
FNR 140 FNC 200 H2_077 SAG 101 BTA_B
HF2
SDNC 560
TNC 131
TS_15
返回
• FNR 140 返回
• FNC 200 返回
• H2_077
返回
• SAG 101
返回
• BTA_B返回• Fra bibliotekF2返回
• SDNC 560 返回
• TNC 131
主轴组件图库
高刚度结构 高速结构 速度刚度结构 主轴组件典型实例
高刚度结构
• 前支承用双列圆柱滚子轴承承受径向载 荷和60°角接触双列向心推力球轴承承 受轴向载荷,后支承采用双列短圆柱滚 子轴承。
这种轴承配置的主轴部件,适用于
中等转速和切削负载较大,要求刚度高 的机床。如数控车床主轴、镗削主轴单 元等。
返回
• TS_15
返回
机床主轴实例
• 返回
该图为具有一级转速的变速箱展开
图。最下面的轴是电动机轴或运动输入 轴,最上面的轴是机床主轴,主轴的位 置主要由车床的中心高确定。
• 返回
该图是采用圆锥滚子轴承的主轴部件,结 构比采用双列短援助滚子轴承简化,承载能力 和刚度比角接触球轴承高。但是因为圆锥滚子 轴承发热大、温升高,允许的极限转速要低些。 适用于载荷较大、转速不太高的普通精度的机 床主轴。
主轴图纸

键槽尺寸需要根据锤盘隔套尺寸来确定
380 20 6.3 155 D 1 : 7
+0.093 200 -0.071
M214
D
锥度需要根据锤盘来确定
+0.093 200 -0.071
230 213
锥度需要根据锤盘来确定
(单位名称) 技术要求: 1.公差原则按GB/T 4249。 2.未注线性尺寸公差等级GB1804 f级。 3.未注角度公差等级GB11335 f级。 4.未注形位公差等级GB/T1184 M级。 5.锐角倒钝。 (材料标记) 处数 标记 设计
分区
更改文件号
签名 年,月,日 签名 年,月,日 图样标记 重量 X kg 比例 1:1 页
签名 年,月,日 标准化
(图样名称)
审核 工艺 批准 共 页
(图样代号)
第
15942586201522155380155380键槽尺寸需要根据锤盘隔套尺更改文件号签名设计签名工艺审核批准标准化签名图样标记重量比例单位名称图样名称图样代号材料标记1
其余
12.5
2586 380 213 155 6.3 20 215 1594 1522 D