哈斯VF参数一览表
哈斯VF参数一览表

2000
66
SPINDLE ORT DELAY
主轴定位时最大延时
5000
612
SPIGOT TYPE
喷嘴型号
0
67
GEAR CHANGE DELAY
齿轮换档时最大延时
9000
613
SPG FWD MTR DLY(MS)
喷嘴马达正转延时
0
68
DRAW BAR MAX DELAY
刀具夹紧和松开延时
换刀门开关
0
RESERVED
保留
0
HS2 SDMTCRSL
0
CNCR SPINDLE
主轴和程序指令同步运动
0
HS3 SDMTCRSL
0
HS3 HYD TC
HS-3 液压刀盘
0
S MNTBIT 1
0
HAAS VECT DR
电压在诊断页上显示
1
S MNTBIT 2
0
uP ENCL TEMP
外罩温度在诊断页上显示
0
PAL HARDCODE
PAL硬件密码
0
RESERVED
保留
0
M50 CLOSE DR
关门后执行M50
0
RESERVED
保留
0
MANUAL JOG
手动移动
0
RESERVED
保留
0
SFTY SWITCH
安全开关
0
RESERVED
保留
0
FOURTH AXIS
第四轴
1T
RESERVED
保留
0
FIFTH AXIS
1
PARAMETER 209 COMMON SWITCH 参数209 公共开关
哈斯机床机床结构(内部培训资料,超实用!)

断电 通电
K1
198 V 214 V 230 V 240 V
哈斯 矢量驱动 器
相线 1
198 V 214 V 230 V 240 V
电路保护断电器
CB 2
相线 2
198 V 214 V 230 V 240 V
换刀转臂
软驱 显像管 /液晶屏
操作 控制台 主轴 指令
刀具钳制 气动阀 主轴轴驱 主轴 电机 编码器
哈斯 状态反馈 矢量驱动器 A 320伏 直流电 B
主轴 转速 主轴编码器反馈 Z 轴驱信号 Z 伺服放大器 A B 2 电机控制 集成电路板 Y 轴驱信号 Y 伺服放大器 Y 轴驱 Z 轴驱 Z轴 电机 编码器 主轴头座装置 Y轴 电机 编码器
主轴 转速 主轴编码器反馈 Z 轴驱信号 Z 伺服放大器 A B 2 电机控制 集成电路板 Y 轴驱信号 Y 伺服放大器 Y 轴驱 Z 轴驱 Z轴 电机 编码器 主轴头座装置 Y轴 电机 编码器
Z轴编码器反馈
视频图象显示 集成电路板
A B
Y轴编码器反馈
X 轴驱信号
控制 指令
微处理器 集成电路板
X 伺服放大器
软驱 显像管 /液晶屏
操作 控制台
主轴 电机 编码器
Z轴编码器反馈
视频图象显示 集成电路板
A B
Y轴编码器反馈
X 轴驱信号
控制 指令
微处理器 集成电路板
X 伺服放大器
X 轴驱
X轴 电机 编码器
A B
X轴编码器反馈 工作台
A 轴驱信号
A 伺服放大器 A B
A 轴驱
A轴 电机 换刀器 编码器
A轴编码器反馈
A B
控制 指令
X 伺服放大器
哈斯VF参数一览表

哈斯V F参数一览表文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
HAAS PARAMETER LIST (VF系列参数一览表) PARAMETER 57 COMMON SWITCH 参数57 公共开关
PARAMETER 209 COMMON SWITCH 参数209 公共开关
注:LOPHAONIY 设“1”用LOPHA检测电源矢相
设“0”用三个离散输入检测矢相
M36 AUTO MOT 设“1”按“PART READY”后M36指令命A轴旋转 SPNDL NOWAIT 主轴转速不影响刚性攻丝或TSC功能
“T”客户试用功能
PARAMETER 278 COMMON SWITCH 参数278 公共开关
PARAMETER 315 COMMON SWITCH 参数315 公共开关
注:“T”客户试用功能
红色 : SOFTWARE 软件桔黄:MACRO G CALL G指令宏程序粉红 : SPINDLE 主轴鲜绿:GB/DOOR/CLNT
蓝色:TOOL CHANGER 换刀装置天蓝:APC 交换工作台绿色:MISC 杂项淡紫:ROT/AUX AXIS 辅助轴
桔黄:MACRO M CALL M指令宏程序黑色:COMMON SPARE。
哈斯VF3(数控加工中心)

380V
最大工作行程
X向
1000mm
频 率
50HZ
Z向
600mm
功率
7.5/11KW
Y向
600mm
设备重量
8.7吨
主轴转速
100-6000r/min
设备体积
3300*2900*3000
主轴锥度孔
BT40
增压缸
G-400 4T×13L
二、设备主要资料及附件
序号
名称
规格
单位
数量
备注
1
使用说明书
电气部分/机械部分
设备档案
设备名称:哈斯数控加工中心
设备编号:VF-3
使用部门:科技项目组
苏城轨道交通设备有限公司
一、
设备主要参数
设备名称
数控加工中心
设备编号
设备型号
VF-3
生产厂家
美国哈斯数控机床厂
出厂编号
0809007
生产日期
2006.09
设置地点
科技项目组
使用日期
2006.11
设备原值
用 途
立铣、钻盘式刀库使用说明书
本
2
出厂资料
3
主轴检验记录表
本
1
出厂资料
4
检验合格证明书
本
2
出厂资料
5
装箱单
本
1
出厂资料
6
设备维保规程
份
1
自编
7
设备日常保养点检表
份
1
自编
8
RS232通讯电缆
条
1
出厂配件
9
10
三、设备检修记录
日期
Haas机床参数
参数是用于改变机器的操作但其本身很少被修改的数值。
这些数值包括伺服电动机类型、传动比、速度、存储的行程极限、导螺杆偏差、电动机控制继电器以及宏调用选择。
这些都是用户很少改变的数值,并且应使用参数锁定设置加以保护以免其被改变。
如果你需要改变参数,请联系HAAS公司或你的经销商。
参数是通过设置7来保护其免遭改变的。
设置页面列出了用户在正常操作中可能需要改变的部分参数,这些被简单地称为“设置”。
在正常条件下,不应改变参数的显示值。
这里提供了所有参数的完整清单。
PAGE UP(页上移)、PAGE DOWN(页下移)、上下光标键、以及轻推轻推手柄可用于上下滚动控制器内的参数显示屏幕,左右光标键用于滚动显示某个参数各位的设置。
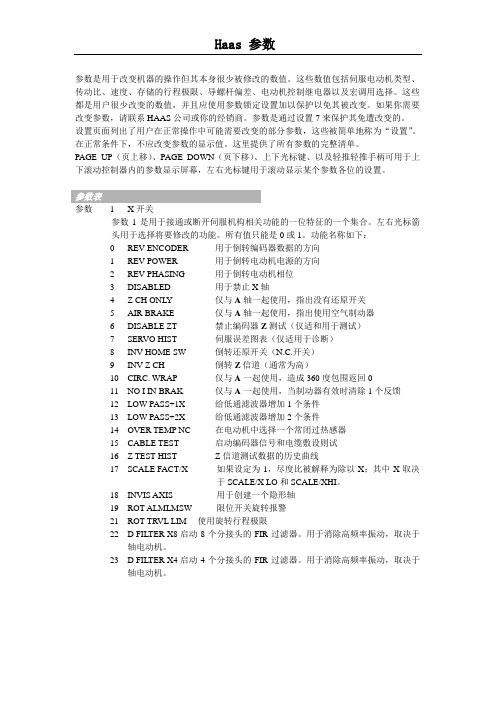
参数 1 X开关参数1是用于接通或断开伺服机构相关功能的一位特征的一个集合。
左右光标箭头用于选择将要修改的功能。
所有值只能是0或1。
功能名称如下:0 REV ENCODER 用于倒转编码器数据的方向1REV POWER 用于倒转电动机电源的方向2REV PHASING 用于倒转电动机相位3DISABLED 用于禁止X轴4Z CH ONL Y 仅与A轴一起使用,指出没有还原开关5AIR BRAKE 仅与A轴一起使用,指出使用空气制动器6DISABLE ZT 禁止编码器Z测试(仅适和用于测试)7SERVO HIST 伺服误差图表(仅适用于诊断)8INV HOME SW 倒转还原开关(N.C.开关)9INV Z CH 倒转Z信道(通常为高)10CIRC. WRAP 仅与A一起使用,造成360度包围返回011NO I IN BRAK 仅与A一起使用,当制动器有效时清除1个反馈12LOW PASS+1X 给低通滤波器增加1个条件13LOW PASS+2X 给低通滤波器增加2个条件14OVER TEMP NC 在电动机中选择一个常闭过热感器15CABLE TEST 启动编码器信号和电缆敷设则试16Z TEST HIST Z信道测试数据的历史曲线17SCALE FACT/X 如果设定为1,尽度比被解释为除以X;其中X取决于SCALE/X LO和SCALE/XHI。
哈斯产品介绍

程。
航空零件的特点
• 侧壁带3-10度锥度。 • 薄壁。VR可选配高转速主轴,适合加工薄壁件。 • 零件体积大。
尺寸 最大重量
VR-8
64” x 36” (163 cm x 91 cm) 4,000 lbs (1814 kg)
刀柄类型 刀位数
BT40 32
标配: • 32位刀库 • 可编程冷却液喷嘴 • 16MB内存 • 便携手轮 • 第二原点 • 地脚固定件
• HSM 部分选配: • 15000RPM 主轴 • 10000RPM主轴 • 主轴内冷 • 光栅尺 • 螺旋排屑器
TR系列机床
• 使用双轴转台实现五轴。 • 两旋转轴范围大。+-120度倾斜,360度旋转。 • 适合于中、小型复杂外形零件加工或是一次定位多面
120” (305 cm) 40” (102 cm) 30” (76 cm)
线性比例尺
X, Y & Z-轴
选件l
主轴
带万向头设计的5轴
转速 最大额定功率
7,500 RPM (10K 30 马力选件) (15K 30马力选件) 30 hp (22.4 kW)
进给速度
X快移速度 Y, Z 快移速度 A & B 快移速度 X, Y, Z 进给速度 A & B 进给速度
5轴机床
五轴机床特点
• 优势: • 能加工复杂外型,如各类叶轮。 • 一次装夹加工多个面,如汽车转向节等。 • 劣势: • 价格昂贵 • 需要出口许口证,手续多。 • 需要购买正片的CAM软件,并为机床定制后处理程序。 • 需要有经验的工艺编程人员。
VF参数一览表讲解

HAAS PARAMETER LIST (VF系列参数一览表) PARAMETER 57 COMMON SWITCH 参数57 公共开关
PARAMETER 209 COMMON SWITCH 参数209 公共开关
注:LOPHAONIY 设“1”用LOPHA检测电源矢相
设“0”用三个离散输入检测矢相
M36 AUTO MOT 设“1”按“PART READY”后M36指令命A轴旋转
SPNDL NOWAIT 主轴转速不影响刚性攻丝或TSC功能
“T”客户试用功能
PARAMETER 278 COMMON SWITCH 参数278 公共开关
PARAMETER 315 COMMON SWITCH 参数315 公共开关
注:“T”客户试用功能
红色 : SOFTWARE 软件桔黄:MACRO G CALL G指令宏程序粉红 : SPINDLE 主轴鲜绿:GB/DOOR/CLNT
蓝色:TOOL CHANGER 换刀装置天蓝:APC 交换工作台绿色:MISC 杂项淡紫:ROT/AUX AXIS 辅助轴
桔黄:MACRO M CALL M指令宏程序黑色:COMMON SPARE
参数
开
关
参数
开
关
参数
开
关。
哈斯VF 参数一览表.xls2

参号 英文内容说明 195 SP START/STOP DELAY 196 SP ACCEL LIMIT LOAD 197 SP SWITCH FREQUENCY 198 SP SWITCH HYSTERESIS 199 SP PRE-SWITCH DELAY 200 SP POST-SWITCH RATIO 214 SP D:Y CURRENT RATIO 234 SP BELT COMPENSATION 284 SP SCALE GAIN MULT 290 SP SCALES PER REV 332 SP SCALES PER INCH 338 SP SCALES PER REV 344 SP SPINDLE THERM COEF. 350 SP SPINDLE THERM T.C. 593 SP ENC. SCALE FACTOR 625 SP PLUS TRAVEL LIMIT 637 SP AXIS MOCON CHANNEL 649 SP INDEXER INCREMENT
参号 英文内容说明 177 SP P GAIN 178 SP D GAIN 179 SP I GAIN 180 SP SLIP GAIN 181 SP MIN SLIP 182 SP ACCELERATION 183 SP MAX FREQ 184 SP MAX ERROR 185 SP FUSE LEVEL 186 SP DECELERATION 187 SP MOT HI GEAR ST/REV 188 SP ORIENT GAIN 189 SP BASE FREQ 190 SP HI SP CURR LIM 191 SP MAX CURRENT 192 SP MAG CURRENT 193 SP SPIN ORIENT MARGIN 194 SP SPINDLE STOP FREQபைடு நூலகம்
VF

HAAS加工中心
VF-1详细资料
哈斯VF-1立式加工中心本身拥有20 x 16 x 20英寸(508 x 406 x 508毫米) 的xy z 行程,它的制造全部使用了美国制造的铸铁部件。
和每台哈斯机床一样,VF-1代表了多年来持续不断的改进。
客户的反馈以及对完美的不懈追求带来了进步和旨在改进设计的变革,直接结合到每日的生产线中。
哈斯VF-1是强有力的、占地面积小的立式加工中心,具有小结构机床的可靠性和精确度。
VF-1拥有40锥度的主轴箱,由20马力的矢量双驱动(Y-De lta)马达驱动。
VF-1在1400 rp m低转速下产生75英尺-磅的转矩,或在450 rp m和配备可选件2速变速箱的情况下,产生250英尺-磅的转矩,也可以在 1.2秒内加速至7500 rp m用以加工铝。
哈斯VF-1拥有大量标准特征和高生产率可选件(其中许多以打折后的套件来销售),它是当今最具价值的产品之一。
哈斯自动装载器系列产品介绍说明书

Lathe ToolingHaas Automation, Inc., 2800 Sturgis Road, Oxnard, CA, USA, 805-278-1800 The Haas Automatic Parts Loader is a simple and affordable way to automate part production and boost productivity. It is designed and built exclusively for use on Haas turning centers and VMCs, and connects directly to the Haas control.GUIDEMyHaas: Meet Your New Fleet ManagementHIGH-PERFORMANCE MACHINE TOOLSHaas Pallet Pool systems are perfect for high-volume production runs, or high-mix/low-volume machining. They integrate seamlessly with the Haas control, which includes a simplified Pallet Schedule Table that allows pallet-scheduling functions from a single dedicated screen.Pallets can be scheduled individually according to priority and sequencing requirements, allowing high-priority parts to be machined first or staged more often. Completed pallets are returned automatically to the holding location, or can be sent to a protected operator station for immediate unloading and reloading.AUTOMATION IS Machine ActivitiesUp-to-the-minute event tracking for a single machine, or your entire fleet – all in one window.View detailed information about your machines, including serial numbers, build dates, warranty start/end dates, product details, and machine option details. Sign up now at /myhaasAutomatic Parts LoaderHaasDrop HaasDrop is a fastHaas Pallet Pools• All-inclusive design, with plug-and-play capabilities • Interfaces directly with the Haas control• Accommodates parts up to 6" length x 6" width x 10 lb (152 mm x 152 mm x 4.5 kg)• Includes light curtain for safe operation • Made in the USAHaas Robot Packages are all inclusive robotic automationsolutions for your Haas machine. Everything needed to start automatic loading and unloading of parts are included (robot, stand, fence, etc.), NEW! Robot PackagesROBOT PACKAGES AVAILABLE ON:VF Series Vertical Mills: VF-1, 2, 2SS, 2YT, 2SSYT, VM-2UMC Series:UMC-500, 500SSST Series Turning Centers:ST-10Y, 15Y, 20, 20Y, 25, 25YAPLs AVAILABLE ON:Package 1 7 kg capacity, 6-axis robot system Package 2 25 kg capacity, 6-axis robot system Package 3 50 kg capacity, 6-axis robot systemRobot PackagesPackage 1 7 kg cap. / 6-axis robotPackage 2 25 kg cap. / 6-axis robotPackage 3 50 kg cap. / 6-axis robotFully integrated with the Haas control.No 3rd-party integration needed. Machines shown with optional equipment. Specifications subject to change without notice. Machines not shown1016 x 660 x 635 mmVM-6 64" x 32" x 30" (xyz)1626 x 813 x 762 mm559 x 406 x 508 mmVC-400SS 22" x 16" x 20" (xyz)559 x 406 x 508 mmDrill/Tap/Mill Series20" x 16" x 15.5" (xyz)508 x 406 x 394 mm28" x 16" x 15.5" (xyz)711 x 406 x 394 mm20" x 16" x 15.5" (xyz)508 x 406 x 394 mm28" x 16" x 15.5" (xyz)711 x 406 x 394 mmUniversal MachinesUMC-500UMC-500SSSuper SpeedUMC-750UMC-750SSSuper SpeedUMC-1000UMC-1000-PProfilingUMC-1000SSSuper SpeedUMC-1000SS-PSuper Speed + ProfilingUMC-1250Super SpeedUMC-1250SSSuper SpeedUMC-1500-DUODual TableUMC-1500SS-DUODual TableSuper SpeedUMC-1600-HGantry SeriesGR-510 121" x 61" x 11" (xyz)3073 x 1549GR-712145" x 85" x 11" (xyz)3683 x 2159GM-2 145" x 87.5" x 22" (xyz)3-Axis3683 x 2223 x 559GM-2-5AX145" x 87.5" x 39.4" (xyz)5-Axis3683 x 2223 x 1000 mmMiniMillsMini Mill 16" x 12" x 10" (xyz)406 x 305 x 254 mm20" x 16" x 14" (xyz)508 x 406 x 356 mmSuper Mini Mill 16" x 12" x 10" (xyz)406 x 305 x 254 mmSuper Mini Mill 2 20" x 16" x 14" (xyz)508 x 406 x 356 mmMini Mill-EDU 16" x 12" x 10" (xyz)406 x 305 x 254 mm30" x 12" x 16" (xyz) 762 x 305 x 406 mm 30" x 12" x 16" (xyz)Desktop Mill152 x 254 x 76 mmExtra-Large VMCVS-3Vertical Mill/TurnCompact MillsCM-1VF SeriesNEW Long-Bed ModelsST-10L1.75" BarST-10LY1.75" BarST-15L2.5" BarST-15L2.5" BarST-20L2.5" Bar12" x 16" (max cap)305 x 406 mm12" x 16" (max cap)305 x 406 mm13" x 22.5" (max cap)330 x 572 mm13" x 22.5" (max cap)330 x 572 mm15" x 32.5" (max cap)381 x 826 mm15" x 32.5" (max cap)381 x 826 mmY-AxisST-10Y* 12" x 16" (max cap)305 x 406 mmLarge-Through-BoreST-404.0" BarST-40L4.0" BarST-457.0" BoreST-45L7.0" BoreST-508.5" BoreST-5512.5" BoreChucker LatheTL-1 16" x 30" (max cap)Small RotaryMedium RotaryHRT210SSHRT210SPHRT310SPSingle SpindleMultiple SpindleHA5C2-TComing Soon –Through-Hole RotaryTH160, TH240, and TH310. Theseuse the compact tilt-axis of theredesigned TRTs.TrunnionTR160TR160-2TR200YTR210TR310TR500SSTilting Rotary(coming soon)Tilting IndexerT5CT5C2T5C3T5C4LargeRotaryHRT450HRT600HRT630HRT800HRT1000EC Series VR Series20" x 16" x 20" (xyz) 508 x 406 x 508 mm 30" x 16" x 20" (xyz) 762 x 406 x 508 mm 30" x 16" x 20" (xyz) 762 x 406 x 508 mm 30" x 16" x 20" (xyz) 762 x 406 x 508 mm 30" x 20" x 20" (xyz) 762 x 508 x 508 mm 30" x 20" x 20" (xyz) 762 x 508 x 508 mm40" x 20" x 25" (xyz) 1016 x 508 x 635 mm 40" x 20" x 25" (xyz) 1016 x 508 x 635 mm 40" x 26" x 25" (xyz) 1016 x 660 x 635 mm 40" x 26" x 25" (xyz) 1016 x 660 x 635 mm 40" x 26" x 25" (xyz) 1016 x 660 x 635 mm VF-4SS 50" x 20" x 25" (xyz)Super Speed1270 x 508 x 635 mmVF-5 50" x 26" x 25" (xyz)1270 x 660 x 635 mmVF-5SS 50" x 26" x 25" (xyz)Super Speed1270 x 660 x 635 mmVF-5TR 50" x 26" x 25" (xyz)5-Axis1270 x 660 x 635 mmVF-5XT 60" x 26" x 25" (xyz)1524 x 660 x 635 mmVF-5/50 50" x 26" x 25" (xyz)1270 x 660 x 635 mmVF-5/50TR 50" x 26" x 25" (xyz)5-Axis1270 x 660 x 635 mmVF-5/50XT 60" x 26" x 25" (xyz)1524 x 660 x 635 mmVF-7 84" x 32" x 30" (xyz)2134 x 813 x 762 mmVF-7/50 84" x 32" x 30" (xyz)2134 x 813 x 762 mmVF-8 64" x 40" x 30" (xyz)1626 x 1016 x 762 mmVF-8/50 64" x 40" x 30" (xyz)1626 x 1016 x 762 mmVF-984" x 40" x 30" (xyz)2134 x 1016 x 762 mmVF-9/50 84" x 40" x 30" (xyz)2134 x 1016 x 762 mmVF-10 120" x 32" x 30" (xyz)3048 x 813 x 762 mmVF-10/50 120" x 32" x 30" (xyz)3048 x 813 x 762 mmVF-11 120" x 40" x 30" (xyz)3048 x 1016 x 762 mmVF-11/50 120" x 40" x 30" (xyz)3048 x 1016 x 762 mmVF-12 150" x 32" x 30" (xyz)3810 x 813 x 762 mmVF-12/50 150" x 32" x 30" (xyz)3810 x 813 x 762 mmVF-14/40 150" x 40" x 30" (xyz)3810 x 1016 x 762 mm150" x 40" x 30" (xyz)3810 x 1016 x 762 mm LargeVF-6 64" x 32" x 30" (xyz)1626 x 813 x 762 mmVF-6SS 64" x 32" x 30" (xyz)Super Speed1626 x 813 x 762 mmVF-6TR 64" x 32" x 30" (xyz)5-Axis1626 x 813 x 762 mmVF-6/50 64" x 32" x 30" (xyz)5-Axis1626 x 813 x 762 mm。
哈斯机床改用磁性编码器需改变参数
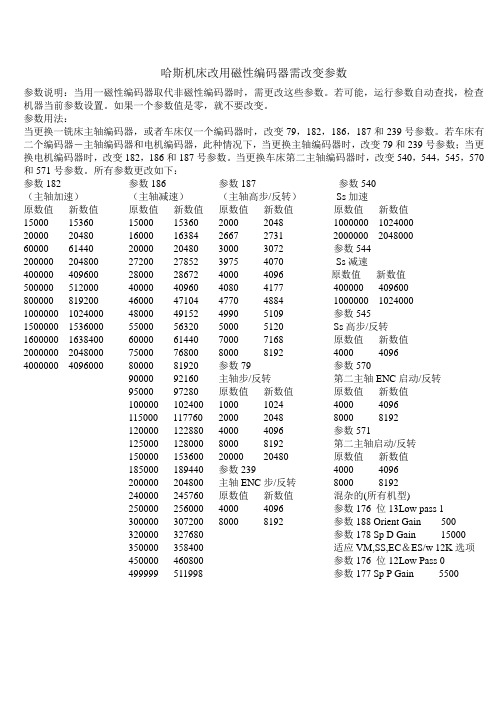
哈斯机床改用磁性编码器需改变参数参数说明:当用一磁性编码器取代非磁性编码器时,需更改这些参数。
若可能,运行参数自动查找,检查机器当前参数设置。
如果一个参数值是零,就不要改变。
参数用法:当更换一铣床主轴编码器,或者车床仅一个编码器时,改变79,182,186,187和239号参数。
若车床有二个编码器-主轴编码器和电机编码器,此种情况下,当更换主轴编码器时,改变79和239号参数;当更换电机编码器时,改变182,186和187号参数。
当更换车床第二主轴编码器时,改变540,544,545,570和571号参数。
所有参数更改如下:参数182 参数186 参数187 参数540(主轴加速)(主轴减速)(主轴高步/反转)Ss加速原数值新数值原数值新数值原数值新数值原数值新数值15000 15360 15000 15360 2000 2048 1000000 102400020000 20480 16000 16384 2667 2731 2000000 204800060000 61440 20000 20480 3000 3072 参数544200000 204800 27200 27852 3975 4070 Ss减速400000 409600 28000 28672 4000 4096 原数值新数值500000 512000 40000 40960 4080 4177 400000 409600800000 819200 46000 47104 4770 4884 1000000 10240001000000 1024000 48000 49152 4990 5109 参数5451500000 1536000 55000 56320 5000 5120 Ss高步/反转1600000 1638400 60000 61440 7000 7168 原数值新数值2000000 2048000 75000 76800 8000 8192 4000 40964000000 4096000 80000 81920 参数79 参数57090000 92160 主轴步/反转第二主轴ENC启动/反转95000 97280 原数值新数值原数值新数值100000 102400 1000 1024 4000 4096115000 117760 2000 2048 8000 8192120000 122880 4000 4096 参数571125000 128000 8000 8192 第二主轴启动/反转150000 153600 20000 20480 原数值新数值185000 189440 参数239 4000 4096200000 204800 主轴ENC步/反转8000 8192240000 245760 原数值新数值混杂的(所有机型)250000 256000 4000 4096 参数176 位13Low pass 1300000 307200 8000 8192 参数188 Orient Gain 500320000 327680 参数178 Sp D Gain 15000350000 358400 适应VM,SS,EC&ES/w 12K选项450000 460800 参数176 位12Low Pass 0499999 511998 参数177 Sp P Gain 5500。
数控加工参数表

一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(mm/min)二、进给速度VfVf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
1.铣削加工表2 铣刀每齿进给量fz攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度-0.7 d表7 用高速钢钻头钻孔切削用量5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm底孔直径=铰刀直径-(0.1~0.2)mm铰削加工时切削速度V取3~15m/min进给量f取0.05~0.5mm/r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
哈斯操控面板-加工中心

偏置键——工作坐标偏置
OFFSET (JOG) O91002 N0000
G CODE X Y Z G 52 0. 0. 0. G 54 0. 0. G 55 0. 0. 0. G 56 0. 0. 0. G 56 0. 0. 0. G 58 0. 0. 0. G 59 0. 0. 0. G154 P1 0. 0. 0. (G110) G154 P2 0. 0. 0. (G111) G154 P3 0. 0. 0. (G112) G154 P4 0. 0. 0. (G113) G154 P5 0. 0. 0. (G114) G154 P6 0. 0. 0. (G115) G154 P7 0. 0. 0. (G116) G154 P8 0. 0. 0. (G116) X POSITION: -9.0000 WRITE ADD/F1 SET/OFSET TOGGLE JOGGING Z AXIS HANDLE .01
POS-OPER (操作坐标系显页)
POS-OPER (MEM) O91002 N0000
输入 X, Y, Z 等键 再 按<ORIGIN> 可分别各轴清零 在手动模态: 按 X, Y, Z 进给键 再 按 <ORIGIN> 可分别各轴清零 你可输入例如: Z 3.5179 再 按 <ORIGIN> 显页则呈现其读数
哈斯操控台 立式加工中心
版本各异 排布相同
显示键 — 即使机床在运行中也可按任何的显示键
功能键
进给键
超控键
模态键
数字键
字母键
光标键
位置键:
POSITION (MEM) O91002 N0000
按 或 可呈不同显页: Operators (操作坐标) Work (工作坐标) Machine (机床原点) Dist-to-Go (剩余距离) 在 Debug 模态 可查阅 机床的原始数据
美国HAAS公司VF3加工中心主轴典型故障处理

美国HAAS公司VF3加工中心主轴典型故障处理发表时间:2019-05-20T15:05:09.453Z 来源:《电力设备》2018年第34期作者:强顺义李林峰[导读](陕西凌云电器集团有限公司陕西宝鸡 721006)一、提出问题我公司在2002年左右先后购进2台美国HAAS公司生产的VF3立式加工中心。
加工中心简称CNC,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
加工中心备有刀库,具有自动换刀功能,能对工件一次装夹后连续完成钻、镗、铣、铰、攻丝等多种工序,对加工形状复杂,精度要求较高,品种更换频繁的零件具有良好的经济效益。
该机床配置哈斯数控系统,X,Y,Z轴具备3轴联动功能。
其使用多年来,其中主轴的一些故障具有代表性,现将这些故障进行分析、整理和总结。
二、分析、解决问题1、加工中心主轴准停控制故障准停(定位)控制即数控系统接收到主轴定向指令时,主轴自动按规定的方向和速度旋转,当检测到主轴一转信号后,主轴旋转一个固定的角度准确停止。
其故障主要表现为机床经过长时间运行或主轴被碰撞之后,当执行主轴定位功能M19时主轴定位角度偏移,导致在自动换刀过程中机械手抓取主轴刀柄时出现左右错位而换刀失败的现象。
我们在检修的过程中,首先可以试着调整主轴定位角度,通过修改参数257#来实现(首先按下急停按钮,然后按SETING GRAPH,接着修改7#参数PARAMETER LOCK,打开写保护,然后找到257#参数SPINGDL ORIENT OFSET,调整其数值),257#参数SPINGDL ORIENT OFSET的意思是主轴定位偏置值。
如果修改之后主轴定位准确、稳定且换刀正常,那么说明是由于长时间的加工出现的偶尔偏移。
若换几次刀以后主轴定位角度又出现偏移,我们可以在MDI模式下执行主轴转动程序,仔细观察主轴速度设定值与实际转速的反馈值。
正常情况下,速度设定值与实际的转速反馈值相差无几,若设定速度为1000r/min,反馈转速多为998 r/min到1002r/min。
哈斯在大工件加工中的优势

哈斯国内大型机床的应用案例
贵州云马飞机制造厂 提起贵州的安顺,印象难免会往黄果树倾斜,这 里山清水秀,景色宜 人。中国航天工业第一集团公司贵州,,作为一家航空制造领域的三线 企业, 就隐居在这些充满灵气的群山之中,没有黄果 树瀑布整日的怒吼咆哮,只是 埋首默然耕耘,却常常 “不鸣则已,一鸣惊人”。 走进云马的车间发现它和其他行业的车间并不一样,映入眼帘的都是一 台台“大家伙”,和那些超大型的龙门式 机床相比,哈斯的两台VF-9 和VF11 在其中最多只能算中 等身材,但这并不影响它们在云马一天18小时的运 转。 主要为空客A320、波音做一些 机翼、垂直尾翼、水平尾翼等相关铝部件的加 工。 VF-9 和VF-11 是航空领域使用得比较多的机床,因为 这两款机型行程 大,能满足铝、钛等多种切削材质的加工,配合哈斯的转台,可以实现4 轴 联动,而价格非常经济。哈斯还配有抗震齿轮箱,包括一个独立的干润滑循 环系统,为齿轮箱内的所有关键部位润滑。齿轮箱用聚氨酯衬垫分隔开,从 而消除了可能造成精加工中表面过刀痕迹的振动。
2134*1016*813mm
EC-3000
3048*1016*813mm 8-9周
以上所列价格为标准配备 图片所显示的样机可能附加选项
超大型卧式加工中心
HS-3/3R
3810*1270*1524mm 39-40周
HS-4/4R
3810*1676*1524mm 39-40周
以上所列价格为标准配备 图片所显示的样机可能附加选项
哈斯在国际市场上大型机床的客户
• 汽车制造 –美国车桥 –美国卡特彼勒公司 –戴姆勒-克莱斯勒 –康明斯 –德尔福公司 –底特律(Detroit Diesel) –伊顿公司 – 法国套管 –福特 –通用汽车 –哈雷戴维森 –本田汽车 –美国迪尔公司 –美国江森自控公司 –老兄MACK卡车公司 –罗克韦尔自动化
哈斯机床换刀速度参数说明书

哈斯机床换刀速度参数说明书摘要:一、引言二、哈斯机床换刀速度参数的概述1.参数定义与作用2.参数取值范围及单位三、影响哈斯机床换刀速度的主要因素1.刀具类型2.刀具数量3.机床型号4.操作人员技能四、提高哈斯机床换刀速度的方法1.选择合适的刀具2.优化刀具存储布局3.加强操作人员培训4.采用自动化换刀系统五、结论正文:一、引言哈斯机床作为金属加工行业的常用设备,换刀速度是衡量其性能的重要指标。
本文将详细介绍哈斯机床换刀速度参数的定义、作用以及影响因素和提高方法。
二、哈斯机床换刀速度参数的概述1.参数定义与作用哈斯机床换刀速度参数是指在一定条件下,机床完成刀具更换所需的时间。
该参数直接影响到生产效率和加工质量,因此对于机床性能的优化具有重要意义。
2.参数取值范围及单位哈斯机床换刀速度参数的取值范围因机床型号和刀具类型的不同而有所差异,通常以秒(s)作为单位。
三、影响哈斯机床换刀速度的主要因素1.刀具类型不同类型的刀具在更换时所需的时间不同,例如,更换铣刀所需的时间可能比更换钻头长。
因此,选择合适的刀具类型对于提高换刀速度至关重要。
2.刀具数量在更换刀具时,需要从刀具库中取出相应的刀具。
刀具数量越多,换刀速度可能越慢。
因此,优化刀具存储布局以减少取刀时间至关重要。
3.机床型号不同型号的哈斯机床在换刀速度上可能存在差异。
通常情况下,新型号的机床换刀速度更快。
4.操作人员技能操作人员的技能水平也会影响换刀速度。
经验丰富的操作人员能够更快地完成刀具更换,从而提高生产效率。
四、提高哈斯机床换刀速度的方法1.选择合适的刀具根据加工需求,选择合适的刀具类型和尺寸,以减少更换刀具所需的时间。
2.优化刀具存储布局合理规划刀具库的存储布局,使刀具的取放更加便捷,从而缩短换刀时间。
3.加强操作人员培训对操作人员进行定期培训,提高其技能水平,使其能够更快地完成刀具更换。
4.采用自动化换刀系统引入自动化换刀系统,可以实现刀具的自动更换,从而显著提高换刀速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
NO MFIN CKPU
0
CK PALLET IN
仅用卧加
0
D:Y SW ENABL
可以进行Y-△切换
1
CK HIDDN VAR
仅用卧加
0
DY SW ON FLY
主轴加减速时可进行Y-△切换
1
DISPLAY ACT
显示主轴实际转速
1
5 AX TOFS -X
5轴与X轴同向
0
TSC PRG ENBL
TSC功能中允许其排空
1
5 AX TOFS -Y
5轴与Y轴同向
0
SNGL SW CLMP
夹紧开关信号
1
B+C 5 AXES
B+C 5取消
0
SPND DRV LCK
设1为矢量主轴驱动
0
TC DR SWITCH
换刀门开关
0
RESERVED
保留
0
HS2 SDMTCRSL
0
CNCR SPINDLE
1
SKIP OVERSHT
跳跃功能以及检测超调点
0
NC OVER VOLT
反向检测过电压信号
0
NONINV SP ST
不反转的主轴停止状态
0
SP MOTOR ENC
主轴马达解码器
0
SP LOAD MONI
主轴负荷监测功能起作用
1
DOOR STOP SP
门开关停止伺服系统和主轴运动
1
PARAMETER 209 COMMON SWITCH
关门后可换刀
0
GANTRY
起重机
0
VIBRN SENSOR
振动感应器
0
NO X MV NXTL
0
HIGH Z TC
换刀装置与Z轴高度
0
XL TOOLS
0
PAL AUTODOOR
PAL自动门
0
HIGH SPEED
高速度
0T
RESERVED
保留
0
FAEMAT SPIN
0
RESERVED
保留
0
MANUAL TC
HAAS PARAMETER LIST (VF
PARAMETER 57 COMMON SWITCH
REV CRANK
使点动手轮反向
1
SP TEMP MONI
主轴温度监测功能起作用
0
DISABLE T.C
使换刀装置不起作用
0
ENA ROT&SC
可进行旋转和缩放
1T
DISABLE G.B
取消齿轮功能
1
ENABLE DNC
M36 AUTO MOT设“1 ”按“PART READY”后M36指令命A轴旋转
SPNDL NOWAIT主轴转速不影响刚性攻丝或TSC功能
T”客户试用功能
PARAMETER 278 COMMON SWITCH
INVERT G.B.
反转齿轮箱输入检测(方向)
0
GIMBAL SPNDL
0
DPR SERIAL
NEG WORK OFS
选用负向工作偏置
1
PHLOSS DET
起作用时可检测到失相
0
TRANS OIL
可检测主轴低油压
0
COOLANT SPGT
冷却液喷嘴位置和显示
1
ENA QUIKCODE
可使用对话式编程
1
OVER T IS NC
超温传感器选为数字控制
0
OILER ON/OFF
伺服或主轴运动时供压力油
主轴和程序指令同步运动
0
HS3 SDMTCRSL
0
HS3 HYD TC
HS-3液压刀盘
0
S MNT BIT 1
0
HAAS VECT DR
电压在诊断页上显示
1
S MNT BIT 2
0
uP ENCL TEMP
外罩温度在诊断页上显示
1
S MNT BIT 3
1
HAAS RJH
用主轴遥控点动手轮
1
SAFETY INVRT
0
PAL ENABLE
使工作台托盘起作用
0
LOPHAONLY
检测电源失相
0
P RDY@Y160
仅用于卧式加工中心机
0
GREEN BEACON
继电器M25使指示灯闪烁
1
SPNDL NOWAIT
主轴转速未到可进行下插补运动
1
注:LOPHAONIY设“1”用LOPHA检测电源矢相
设“0” 用三个离散输入检测矢相
在MDI模式下可选择DNC
1
POF AT E-STP
在紧急停车下引起断电
0
ENABLE BGEDT
使后台编辑起作用
1
RIGID TAP
刚性攻丝下硬件功能
1T
ENA GRND FLT
使接地故障检测器起作用
1
REV SPIN ENC
主轴编码器检测方向改变
0
M19 SPND ORT
主轴定位使宏功能起作用
1T
CE的门互锁(断电时门锁定)
1
SP MOT OT NC
主轴温度传感器的型式
1
SWAP A&C
交换A&C轴
0
AIR DRV SHTL
空气驱动罩
0
INV SPD DCEL
主轴反向减速时间缩短
1
PARAMETER 315 COMMON SWITCH
ALIS M GRPHC
校正M图形
0
TOOL CAGE DR
REPT RIG TAP
可重复刚性攻丝
0
ENABLE MACRO
1T
EX ST MD CHG
模式改变时运动准确停止
1
INVERT SKIP
使反转检测跳跃起作用
0
SAFETY CIRC.
使安全硬件起作用
0
HANDLE CURSR
使点动手轮移动光标起作用
1
SP DR LIN AC
刚性攻丝时选择线性减速
1
1
DSC INP PR
离散的托盘旋转
0
50%RPD KBD
50%快速运动键起作用
1
RMT TOOL RLS
主轴头上遥控刀具释放按钮
1
FRONT DOOR
门开关操作信息
0
FLOPPY ENABL
可使用软盘驱动选件
1T
TC Z NO HOME
免除换刀前Z轴回零(卧加)
0
TCR KEYPAD
键盘上按钮使换刀装置恢复
手动换刀装置
0
RESERVED
保留
0
RST STOP PAL
1
M36 AUTO MOT
M36指令使A轴旋转(卧加)
0
MCD RLY BRD
可增加8个附加继电器
1
AUX AXIS TC
刀盘用辅助轴来旋转(卧加)
0
TSC ENABLE
忽略DSBL CLNTIN位TSC运行
1
SPGT KEY INV
排屑器电机指令方向相反
1
AUX JOG NACC
不允许积累辅助轴点动
0
T SUBROUTINE
T子程序
0
ALISM PRGRST
程序再启动时M码代号
0
SPIN Y ENCDR
主轴编码器输入给Y轴(车床)
0
DSBL JOG TST
不能用点动手轮编码器测试
0
REV CONVEYOR
使排屑器反向
0
AIR DR@M24
气压用M24指令(卧加)
0
M27-M28 CONVYR
排屑器用M27和M28控制
HORIZONTAL
设1为卧式加工中心机
0
RED BEACON
继电器M26使指示灯闪烁
1
RST STOPS TC
换刀装置用RESET停止
0
CNVY DR OVRD
门开关控制排屑器运行
1
CHAIN TC
换刀装置链条
0
DSBL CLNT IN
设1时不使用低冷却液输入
1
ENA CONVEYOR
排屑装置起作用