再生后DN-3100催化剂在加氢精制装置的应用
柴油加氢催化剂的再生及工业应用

柴油加氢催化剂的再生及工业应用张文吉(中国石化 镇海炼化分公司,浙江 宁波 315207)[摘要]通过对比某炼厂3.0 Mt/a 柴油加氢装置使用新剂和再生剂的运行情况,分析和评估了加氢精制催化剂和裂化改质催化剂的再生活性。
试验结果表明,加氢精制催化剂通过再生,催化剂的活性基本恢复,可以满足国Ⅵ排放标准的车用柴油生产需求;裂化剂F -50通过再生保留了部分裂化改质性能,石脑油收率可达6.50%,与设计值接近,适合柴油加氢装置的改质使用。
[关键词]柴油加氢;催化剂;再生;裂化改质[文章编号]1000-8144(2021)03-0264-04 [中图分类号]TE 624 [文献标志码]ARegeneration and industrial application of diesel hydrogenation catalystZhang Wenji(Sinopec Zhenhai Refining & Chemical Company ,Ningbo Zhejiang 315207,China )[Abstract ]The regeneration activities of hydrofining catalyst and cracking catalyst were analyzed and evaluated by comparing the operation of new catalyst and regeneration catalyst in a 3.0 Mt/a diesel hydrogenation unit of a refinery. The results show that the activity of the hydrofining catalyst is basically recovered after regeneration ,which can meet the diesel production requirements of national Ⅵ emission standard. The cracking agent F-50 retains part of the cracking and upgrading performance through regeneration ,and the naphtha yield can reach 6.50%,which is close to the design value ,so it is suitable for the upgrading of diesel hydrogenation unit.[Keywords ]diesel hydrogenation ;catalyst ;regeneration ;cracking upgradingDOI :10.3969/j.issn.1000-8144.2021.03.011[收稿日期]2020-10-21;[修改稿日期]2020-12-16。
石化罐区安全仪表系统的设计
1 引言石化罐区的特点是工艺流程简单、作业过程缓慢、介质易燃易爆,随着国家对石化罐区安全生产的日益关注,国家安全生产监督管理总局下发了一系列围绕危险化学品重点设施的相关政令,其中116号文《加强化工安全仪表系统管理的指导意见》中明确规定:从2016年1月1日起,大型和外商独资合资等具备条件的化工企业新建涉及“两重点一重大”的化工装置和危险化学品储存设施,要按照本指导意见的要求设计符合相关标准规定的安全仪表系统。
结合储运厂联合车间隐患治理的设计实施过程,介绍石化罐区安全仪表系统工程设计的基本内容和方法。
安全仪表系统的设计工作,尤其是液位计、紧急切断阀的设计,面临着老旧罐区的各种复杂情况和后期工程作业的局限,设计中依据相关政令及现行规范,针对上述问题提出了不同的解决方案,并进行归类、对比和总结,旨在为石化罐区安全仪表系统的工程设计提供一些可借鉴的经验。
2 设计基础安全仪表系统是实现一个或多个安全仪表功能的控制系统,它主要包括测量仪表、逻辑控制器、最终元件等。
根据罐区生产的特点,最常见的安全仪表功能为储罐高高液位联锁切断进料,但各罐区的罐体型式、介质物性不同,其安全仪表回路的设计也不尽相同。
在联合车间的隐患治理项目中,安全仪表系统的主要组成部分为液位计、紧急切断阀、逻辑控制器等。
3 液位计根据安全仪表回路的安全完整性等级,在液位计设计时,可采用单台或冗余配置方式,常见的结构形式包括“1oo1”、“1oo2”、“2oo2”、“2oo3”等。
在联合车间隐患治理项目中,采用“1oo1”、“1oo2”逻辑时,一台液位计报警即触发联锁动作,若联锁为误动作,容易造成上游装置停车,影响到炼油厂、管道局的核心装置和设备运行,间接造成经济的损失,这种配置方案的可用性较低;而“2oo2”逻辑,必须两台液位计同时报警,才能触发联锁动作,易发生不动作情况,影响罐区的安全生产,其可靠性较差。
最终设计为“2oo3”的表决结构,三台液位计中的两台报警时,触发联锁动作,不易发生误动作或不动作现象,兼顾了可用性及可靠性。
柴油加氢改质装置首次开工催化剂干燥

柴油加氢改质装置首次开工催化剂干燥发布时间:2021-09-27T09:00:48.109Z 来源:《科学与技术》2021年15期作者:魏玮[导读] 2020年12月下旬,中国石油兰州石化公司新建90万吨/年柴油加氢改质装置转入开工阶段。
魏玮中国石油兰州石化【摘要】:2020年12月下旬,中国石油兰州石化公司新建90万吨/年柴油加氢改质装置转入开工阶段。
本文主要就该装置首次开工过程中的重点氮气置换气密及催化剂干燥工作进行介绍,以期为同类装置提供参考。
【关键字】:加氢改质;催化剂;干燥;1 装置介绍兰州石化公司90万吨/年催化柴油加氢改质装置由中国石油工程建设有限公司华东设计分公司(CEI)设计,采用中国石化大连(抚顺)石油化工研究院(以下简称 FRIPP)开发的FD2G高芳烃催化柴油加氢转化生产高辛烷值汽油技术,通过单段串联部分循环工艺,把原料转化为车用汽油、柴油、轻石脑油、液化气。
根据总部及公司安排,对装置进行航煤方案改造,改造后装置采用FRIPP开发的 FDHC 直馏柴油加氢裂化增产航煤技术,装置以两套常减压直馏柴油为原料,通过加氢裂化生产3号喷气燃料、国Ⅵ质量标准的柴油产品和作为重整原料的重石脑油,同时副产液化气和供乙烯生产使用的轻石脑油。
装置包括原料预处理系统、反应系统、分馏系统、脱硫系统、辅助系统及公用工程系统,采用DCS、CCS、SIS、GDS控制。
2 装置首次开工简介新建90万吨/年催化柴油加氢改质装置在现场施工完毕、杂物清扫干净;催化剂完成装填、反应器头盖安装完毕;投用前安全检查(PSSR)验收合格,交付开工。
系统验收,检查所属工艺管线、流程符合工艺要求,检查所属塔器、容器、加热炉、冷换设备符合开工要求,各机泵达到正常运转条件,仪表电气系统正常,安全环保设施齐全完好备用,引入公用工程介质进入氮气置换气密及催化剂干燥阶段。
3 氮气置换气密及催化剂干燥3.1氮气置换气密催化剂装填完毕后,对反应系统进行氮气置换至氮气纯度达99.5%,并在0.6MPa、1.0MPa、2.0MPa、3.0MPa、4.0MPa压力下进行氮气气密,气密合格后,降压至高分压力为1.5MPa,气密过程安排专人密切关注催化剂床层温度。
柴油加氢精制装置应用微界面强化反应技术总结

柴油加氢精制装置应用微界面强化反应技术总结柴油加氢精制装置应用微界面强化反应技术总结摘要:随着全球能源需求不断增长和环境保护意识的提高,对石油燃料质量的要求也越来越高。
柴油加氢精制装置是一种常用的炼油工艺,通过加氢反应将原始柴油转化为更高质量的燃料。
然而,传统的加氢反应技术存在反应效率低、能耗高等问题。
为了克服这些问题,近年来微界面强化反应技术逐渐引起研究者的关注,并在柴油加氢精制装置中得到应用。
本文将总结柴油加氢精制装置中微界面强化反应技术的应用现状和发展趋势,并对其在提高反应效率、降低能耗、减少催化剂损失等方面的优势进行探讨。
一、微界面强化反应技术概述微界面强化反应技术是一种通过调控反应过程中的界面结构和性质来增强反应效率的新兴技术。
其核心理念在于提高反应物分子与催化剂表面之间的接触面积和接触频率,从而提高反应速率和效率。
目前,微界面强化反应技术主要包括界面活性剂增效、微流控技术和大分子增效等几种方法。
二、柴油加氢精制装置中微界面强化反应技术的应用现状1. 界面活性剂增效技术界面活性剂在柴油加氢反应中可使催化剂颗粒分散更均匀,提高反应物在催化剂表面的吸附能力,增强反应的速率和效率。
目前,研究者通过添加适量的表面活性剂,成功地提高了柴油加氢反应的转化率和产品选择性。
2. 微流控技术微流控技术在柴油加氢精制装置中的应用主要包括微流体化设计、微反应器和微混合器等方面。
通过微流体化设计,可使反应物分子与催化剂更好地接触,提高反应效率;微反应器和微混合器则可实现反应条件的精确控制,进一步提高反应的选择性和产率。
3. 大分子增效技术柴油加氢反应中,大分子存在多聚作用,不利于反应物与催化剂的接触和质量传递。
研究者通过引入大分子聚合物,抑制了大分子的多聚作用,从而增强了反应的选择性和产率。
三、微界面强化反应技术的优势与发展趋势1. 优势微界面强化反应技术具有增强反应效率、降低能耗和减少催化剂损失等优势。
通过增加反应物与催化剂的接触面积和接触频率,微界面强化反应技术能够显著提高反应速率和效率,减少能源消耗。
加氢精制催化剂DN3551的再生及工业应用

加氢精制催化剂DN3551的再生及工业应用张中军;李高峰【摘要】介绍了加氢精制催化剂DN3551(DN3551)在中国石油天然气股份有限公司锦西石化分公司1.0 Mt/a汽、柴油加氢精制装置的反应器外部再生及工业应用情况.该装置以催化柴油与焦化汽、柴油的混合油为原料,生产石脑油和柴油.结果表明:①DN3551再生后,催化剂硫质量分数由5.70%下降至1.10%,碳质量分数由2.80%下降至0.64%,催化剂再生效果较好.②采用掺入部分再生DN3551的混合装填方案后,在催化柴油和焦化汽、柴油的混合油的质量比为1∶2、混合原料中硫质量分数为2 300~2 330 μg/g、氮质量分数为1 221.4 ~1 298.0μg/g、反应器入口温度及压力分别为280℃和6.4 MPa、氢油体积比445∶1、体积空速1.6 h-1的工艺条件下,柴油脱硫率达到98.4%,脱氮率为74.2%,柴油硫质量分数在50μg/g以下,达到国Ⅳ标准要求;石脑油中硫和氮质量分数分别低于1,10 μg/g,是优质的重整原料.加氢催化剂DN3551初始反应温度较低,操作压力低,反应器压差小,具有较高的催化活性和稳定性,可以满足生产要求.【期刊名称】《炼油技术与工程》【年(卷),期】2015(045)010【总页数】5页(P53-57)【关键词】加氢精制装置;催化剂;再生;湿法硫化;脱硫;脱氮【作者】张中军;李高峰【作者单位】中国石油天然气股份有限公司锦西石化分公司,辽宁省葫芦岛市125001;中国石油天然气股份有限公司锦西石化分公司,辽宁省葫芦岛市125001【正文语种】中文中国石油天然气股份有限公司锦西石化分公司(锦西石化分公司)1.0 Mt/a汽、柴油加氢精制装置原采用美国Criterion Catalysts Company(标准催化剂公司)的加氢精制催化剂DN200和DN3551,其中DN200已经到使用年限,催化剂活性下降,不能满足产品质量要求。
柴油加氢精制装置加氢精制催化剂和临氢降凝催化剂的联合应用

柴油加氢精制装置加氢精制催化剂和临氢降凝催化剂的联合应用摘要:FH-98加氢精制催化剂和FC-20临氢降凝催化剂联合应用于某炼油厂的柴油加氢油品精制装置,对混合汽、柴油进行中压加氢降凝精制,降低了其硫氮含量,降低了凝点,提高了产品质量。
关键词:催化剂;加氢精制;临氢降凝;联合应用1前言随着2002年新的轻柴油国家标准的实施,油品市场对轻柴油质量要求有较大提高。
某炼油厂焦化装置生产的焦化汽、柴油由于颜色、气味和安定性差,已经达不到新标准要求;催化裂化装置生产的催化柴油因安定性超标,也需要进一步精制;直馏柴油因凝点过高,量较大,对0#柴油的调和造成困难。
某炼油厂于2002年兴建了以混合汽、柴油(焦化汽油、焦化柴油、催化柴油、直馏柴油)精制为目的的油品精制装置,油品精制装置的规模为250kt/a。
采用某化工研究院开发的FH-98加氢精制催化剂和FC-20临氢降凝催化剂对混合汽、柴油进行中压加氢降凝精制。
油品精制装置于2003年6月8日一次开车成功。
工业应用结果表明,加氢催化剂和降凝催化剂通过在反应器中的联合使用,能同时降低物料硫氮含量,降低凝点,提高安定性,完成直馏柴油的降凝和催化柴油、焦化汽、柴油的改质。
生产的加氢精制稳定汽油可作合格化工轻油;加氢精制柴油可作0#柴油调和组份,较好地解决了焦化汽柴油、催化柴油、直馏柴油的出路问题。
2 FH--98加氢精制催化剂和FC-20临氢降凝催化剂的应用2.1催化剂装填催化剂装填前进行了反应炉烘干操作和反应系统烘干,完成后即进行了催化剂装填工作。
该装置加氢反应器为固定床二床层反应器,下床层下部装填FC -20降凝催化剂6600kg,上部装填FH - 98精制催化剂6150kg,中间用φ6瓷球分隔,上床层装FH-98精制催化剂6350kg及FZC-103、FZC-102保护剂各400kg。
试生产过程中整个床层压降小于O.lMPa,各测温点径向温差均小于1℃,说明装填效果良好。
加氢精制原理及催化剂性能简介

3加氢精制生产装置简介 目前,克拉玛依市石化公司炼油生产单元中,共 有四个联合车间,其中炼油第二联合车间共有生 产装置8套,涵盖了烃类水蒸气制氢、柴油加氢裂 化、汽柴油加氢精制(脱硫)、汽油加氢精制 (脱硫)、润滑油加氢裂化、润滑油临氢降凝 (催化脱蜡)、润滑油加氢精制(脱硫)等八套 主体装置。
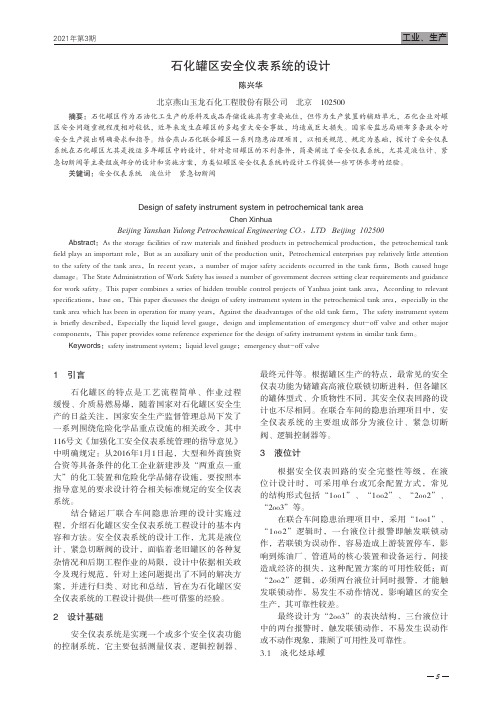
硫化升温曲线
350 320 300 250 230 230 290 320 280
温度
℃
200 150 100 50 0 0 3 6 14 22 时间 h 27 30 36 39 150 150
40
4.5 钝化 由于硫化后的催化剂具有很高的活性,直接接 触新鲜原料会造成剧烈反应,严重时引发超温事 故,影响催化剂活性。 钝化方式: 根据装置催化剂的不同一班采用直馏油、加氢 油或注氨钝化。
金属化合物的形式存在,它们在加氢过程中分解后会沉积
在催化剂表面,堵塞催化剂的微孔;As、Pb、Na等与催 化剂活性中心反应,导致催化剂载体结构破坏。另外,石 墨、氧化铝、硫酸铝、硅凝胶等灰分物质,它们堵塞催化 剂孔口、覆盖活性中心,并且当再生温度过高时会与载体
发生固相反应,这些都属于永久性失活。
金属聚集及晶体大小和形态的变化
2 加氢精制催化剂上发生的反应 2.1 加氢精制过程中,主要反应: 加氢脱硫 加氢脱氮 加氢脱氧 加氢脱金属 (包括Ni、V、Fe、Na、Ca、As、Pb、Hg、
Cu等)
烃类加氢饱和 少量烃类分子异构化 少量开环、大分子裂化
2.2 主要反应 2.2.1 加氢脱硫反应 硫化物的存在使油品在燃烧过程中生成二氧化 硫从而造成环境污染。 含硫化合物的加氢反应,在加氢精制条件下石 油馏分中的含硫化合物进行氢解,转化成相应的 烃和H2S,从而硫杂原子被脱掉。几种含硫化合 物的加氢精制反应如下:
加氢精制再生催化剂的合理使用

加氢精制再生催化剂的合理使用摘要:简要讨论了加氢精制再生催化剂的特点,说明了再生催化剂降级使用的技术方案是完全可行的,并介绍了在再生催化剂装填和硫化过程中,与新鲜催化剂的差别,及应该注意的事项。
关键词:加氢精制再生催化剂合理使用前言石油馏分的加氢工艺技术是目前生产清洁燃料应用最广泛、最成熟的主要加工手段之一,在石油化工企业中所占的地位越来越重要。
近年来,随着炼油企业加氢精制工业装置加工量的逐渐增加,所使用加氢催化剂的品种越来越多,数量也越来越大,经过烧焦再生后继续使用的再生催化剂的品种和数量也越来越多。
目前,全世界约有18 kt/a加氢催化剂需要再生[1],而预计其中的加氢精制催化剂至少在10 kt/a以上。
因此,如何合理使用加氢精制再生剂,使之发挥更大的作用,提高炼油企业的经济效益变得越来越重要。
加氢精制催化剂经过1 个周期的运转,由于积炭等原因造成活性下降,必须经过烧焦再生处理后才能使催化剂的活性得到恢复,并继续使用。
在正常使用的情况下,加氢精制催化剂可以再生1~2 次,催化剂总寿命在6~9 a之间。
加氢精制再生催化剂的开工过程原则上与新鲜催化剂是一致的,但是也有一些不同之处。
这主要是因为:再生催化剂的物理性质,如比表面积、孔容积和机械强度等都发生了变化;再生剂的催化活性要比新鲜剂低一些;再生剂上残留的硫、炭和其它杂质,对开工中催化剂的硫化过程会产生一定的影响。
如果再生催化剂完全按新鲜催化剂的开工方法进行,将会造成开工成本提高,和因过量的硫化氢对设备腐蚀而造成的安全隐患,以及不能充分发挥催化剂的活性和稳定性,影响工业装置长周期安全稳定运转。
本文主要讨论了加氢精制催化剂再生剂的合理使用及开工工艺过程中应当注意的一些问题。
1 加氢精制再生催化剂的特点再生催化剂与新鲜催化剂相比,孔容积和比表面积都比新催化剂略有降低。
这主要是由于积炭和杂质沉积堵塞催化剂孔道,降低了孔容积和比表面积,使催化剂活性金属的利用率降低,造成再生后的催化剂活性有所下降。