醚化汽油收率影响因素浅析
影响汽油质量的因素分析
影响汽油质量的因素是多方面的,无论生产加工过 程,还是对汽油进行调和等。但是无论采取哪些具体的措 施,都必须满足汽油质量的国家级标准,才可以使用。
2.1 汽油质量标准的升级
汽油质量的指标包括:抗爆性、硫含量、蒸汽压、烯 烃含量、芳烃含量、苯含量、腐蚀等具体的控制参数。 目前,我国用汽油的质量标准是国4标准,汽油的牌号有 90、93、97三种类型。以往的国3标准已经退出市场。而 到2018年全国车用汽油标准要达到国5标准,汽油牌号有 89、92、95甚至出现98号汽油,国5标准比国4标准中的规 定硫含量的指标大幅度降低。今年来质量升级换代比较 快,如果购置车辆的话,达不到规定的国4标准就不能通 过环保认证,不允许上路行驶。
化工生产的汽油的安全性能良好,保证在长期储存
(下转第51页)
ᐕ㢪⍱〻
RSH NaOH o NaSR H 2O Ϋ2ά
⏢⻡2㝡01⺛6年㌫第㔏10ᐕ期㢪⍱〻ྲл˖Ḥ⋩࣐≒⏢ॆ≄䙊䗷⻡⏢ਸಘਾ
工业、生产
䘋⻡ޕ⍇㖀ˈ㓿⻡⍇ਾӾ⻡⍇㖀亦䜘ࠪˈ䘋⻡⏢˗≄ॆ⏢⭘≁ޕ㻛⻡
液混合器后进入碱洗罐,经碱洗后从碱洗罐顶部出,进入 2500~5000 ppm的液化气经碱洗后,硫化氢含量未检出,
1 汽油概述
汽油从外观来看为透明的油状易流动的液体,通过感 官能够分辨出汽油的油质是否合格。主要成分是C4~C10 的烃类物质,按照辛烷值不同可以分为90#、93#、97#三个 牌号。辛烷值为汽油的燃爆特性,辛烷值越高的汽油纯度 越高,燃烧的效果越好。汽油很难溶于水,具有易燃的特 点,因此,可以应用于各类汽油发动机上。促进发动机平 稳高效运转,是比较好的清洁能源,在航空、陆地以及海 洋上均得到了广泛的应用。
工业、生产
醚化汽油

段启彬兰洪平(南充炼油[wiki]化工[/wiki]总厂厂部二车间)摘要:本文阐述了南充炼油化工总厂引进美国CDTECH公司催化蒸馏加[wiki]氢[/wiki]、催化蒸馏醚化及LYONDELL公司碳五烯烃异构化组合工艺技术建成的16万吨/年催化汽油醚化装置在用能设计、操作控制上所作出的改进,在保证设计转化率的前提下,装置能耗降低到43.0kgEO/t催化汽油,较设计能耗58.58kgEO/t(其中醚化装置56.95kgEO/t,PSA制氢1.63kgEO/t)低15.58kgEO/t。
关键词:汽油醚化装置能耗工艺措施改进Abstract: Elaborate the improvement about energy consumption design and operation control of the 160,000t/year gas etherification equipment in Nanchong Refining & Chemical Complex who introduced catalytic distillation hydrogenation technics & catalytic distillation etherification technics from CDTECH Company of USA and C5 olefin isomerous combination technics of LYONDELL Company of USA to bulit the equipment for catalytic gas, which can make equipment reduce energy consumption to 43.0kgEO/t catalytic gas without changing the designed conversion rate. It means the improved energy consumption is lower 15.58kgEO/t than designed energy consumption (58.58kgEO/t; etherification equipment 56.95kgEO/t; PSA hydrogen manufacturing 1.63kgEO/t).Key words: gas etherification equipment; energy consumption; technics measure; improvement1 工艺包设计工艺简介催化汽油经过换热器加热至设计温度后进催化蒸馏加氢塔C—501内,在加氢塔中,C7以下的烃与C8以上的烃被分离开,进入塔内的氢气对C5、C6、C7的二烯烃进行选择性加氢,汽提塔把C6/C7烃中的C5烃分离出来。
影响油气田采收率的主要因素

影响油气田采收率的主要因素---- 自动化网时间:2009-06-12 来源:网络油气田最终的可采储量与原始地质储量的比值称为采收率。
影响采收率的因素很多,总体是内因,凡属于受油气藏固有的地质特性所影响的因素都是内因;二是外因,凡属于受人对油取的开发策略和工艺措施所影响的因素都是外因。
内因起主导作用,好油藏总比差油藏采收率发过程中人对油气藏采用的合适的部署和有效的工艺措施也会使油气藏固有的地质特性得到改使油气藏的采收率得到提高。
(1)油气藏的内在因素:油气藏的类型,如构造、断块、岩性和裂缝性油气藏;储层的孔隙结构,如润湿性、连通性、孔隙度、渗透率及饱和度大小等;油藏天然能力,如油藏压力水平,有无气顶,边、底水天然能量的活跃程度;油气性质,如油、气的密度、原油的粘度、气油比、气田的天然气组分和凝析油含量。
(2)油气藏的外在因素开发方式的选择,如油田选择消耗方式还是注水或注气方式开采,凝析气藏选择消耗方式还是方式开采;井网合理密度及层系合理划分;钻采工艺技术水平和合适而有效的增产措施,如钻水平井、复杂结构井、酸化、压裂等;为提高油田采收率所进行的三次采油技术,如注聚合物驱、化学驱、热驱等;经济合理性,涉及到经济模式、油价、投资成本、操作成本、开采期限、产量经济极限等。
油气田开发通过地质勘探,发现有工业价值的油田以后,就可以着手准备开发油田的工作了。
任何一个矿藏的开发,都要讲究其经济有效性。
即要能够实现投入少(即少花钱),产出多(即多采矿),最终采收率高。
作为对一个油田的开发来说,讲究其有效性的目标,就是尽可能地延长油田高产稳产期,使得油田最终能采出最多的原油,有一个高的最终采收率及好的经济效果,但是实现这个目标很不容易。
由于各个油田的地质情况不同,天然能量的大小不同,以及原油的性质不同,因而对不同油田应采取什么样的开发方式?又怎样合理布置生产井的位置?油田的年产量多少为好?这些都是油田投入开发之前必须认真研究和确定的原则性问题。
催化裂化提高汽油收率操作分析
催化裂化提高汽油收率操作分析摘要:通过对催化裂化装置操作调整的分析,改善操作,有效提高汽油收率。
关键词:催化裂化;操作调整;汽油收率催化裂化装置的汽油是原油进提升管经过裂化反应,通过分馏塔组分切割,再经过吸收稳定精馏分离而出来的。
下面通过对装置操作调整分析,确定怎样来提高汽油收率。
本文从反应再生系统,分馏系统,吸收稳定系统三个方面的操作调整,分析对汽油收率的影响。
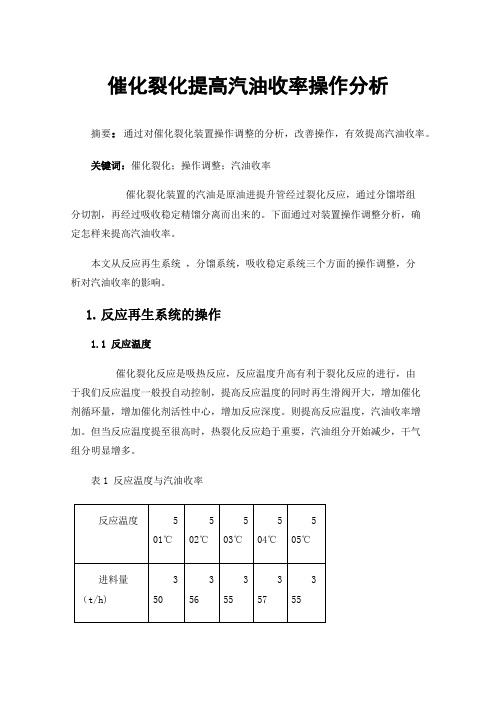
1.反应再生系统的操作1.1 反应温度催化裂化反应是吸热反应,反应温度升高有利于裂化反应的进行,由于我们反应温度一般投自动控制,提高反应温度的同时再生滑阀开大,增加催化剂循环量,增加催化剂活性中心,增加反应深度。
则提高反应温度,汽油收率增加。
但当反应温度提至很高时,热裂化反应趋于重要,汽油组分开始减少,干气组分明显增多。
表1 反应温度与汽油收率图1 反应温度与汽油收率由表1和图1中可以看出,其他条件不变时,提高反应温度,汽油收率增加.反应温度在504℃时,汽油收率最高。
505℃时,汽油收率开始下降,干气收率增加。
1.2急冷介质在反应温度不变情况下,提高汽油收率另一种手段就是在提升管反应部分喷入急冷介质,提高剂油比和反应深度,减少二次裂化和热裂化,从而提高汽油收率。
急冷介质一般用粗汽油或者水或者两者混合。
但急冷介质的喷入会影响系统的油气分压,分流塔产品质量的控制需相应调整。
1.3 再生温度本装置再生器采用重叠式两段再生型式。
两个再生器重叠布置,一段再生位于二段再生上面。
一再贫氧、CO部分燃烧;二再富氧再生、CO完全燃烧。
催化裂化反应所需热量是通过再生器内完全再生的热催化剂提供的,所以再生温度的高低也直接影响催化剂循环量的大小。
再生温度高则催化剂循环量降低,反应的催化剂活性中心减少,反应深度降低,汽油收率降低。
表2 再生温度与汽油收率图2再生温度与汽油收率由表2与图2可以看出其他条件不变时,汽油收率随再生温度升高而降低,但当再生温度降至670℃以下后,再生器烧焦效果变差,再生器稀相出现尾燃。
MTBE装置醚化催化剂失活原因分析
用卧螺式离心式脱水机1台,间歇运行(一天2次,每次4h),处理量10m3/h,脱水后污泥含水率75%。
为使污泥脱水机正常工作,需向污泥中投加絮凝剂。
设计中要求投加聚丙烯酰胺PAM,投加量按干污泥量的4‰投加(2.3t/a)。
污泥脱水间平面尺寸为6m×4.5m,加药间平面尺寸为4.5m×4.5m。
2 效益分析本设计要求处理后出水水质:冬季满足国家二级排放标准进行排放和回用于锅炉冲渣水;夏季达到绿化水水质标准,全部加以回收利用,替代新水进行绿化。
每年绿化用水可节约新水资源50×104m3/a,节约锅炉冲渣水用新水42.3×104m3/a,按1.05元/m3新水价格计算,每年可节省204.9×104元,经济效益良好。
另外,为贯彻当地政府对污染物实施总量控制的政策,实施本工程后,将大大减少总厂污染物排放总量(主要是CODcr和NH3-N排放量),为今后石化新项目的实施打下基础,这方面产生的间接经济效益也是相当可观的。
3 结语(1)研究表明,采用A/O法处理工艺处理我厂生活区生活污水处理效果良好,CODcr 去除率达88%,BOD5去除率达92%。
出水达到《污水综合排放标准》(GB8978-96)二级标准和《污水再生利用工程设计规范》(GB50335-2002)中“城镇绿化水质标准”的要求。
(2)厌氧A段在不充氧条件下即可去除部分有机物,并使后续好氧O段的曝气时间缩短,减少了池容,比传统活性污泥法节省基建投资。
(3)好氧O段产生的剩余污泥可部分或全部回流到厌氧A段,使之水解消化,大大减少了污泥产量,节省了污泥处理费用。
(4)A/O工艺有一定的脱氮除磷作用,如以后需要,可增加好氧段出水的混合液回流系统,形成A2/O工艺,可更好地去除水中氨氮。
MTBE装置醚化催化剂失活原因分析李忠1刘勇1方胜生2史维松3 王晓刚3新疆独山子天利高新甲乙酮厂 833600关键词:MTBE 催化剂失活新疆独山子天利高新甲乙酮厂MTBE装置于2002年11月建成投产,采用齐鲁石化研究院的混相床—催化蒸馏组合工艺。
浅析煤直接液化油品收率的影响因素

浅析煤直接液化油品收率的影响因素基于我国富煤缺油少气的能源资源结构,发展煤直接液化是我国实现煤炭资源清洁利用、缓解石油资源短缺、满足国民经济稳定发展的最有效可行的技术途径之一,不仅具有保障国家能源安全的重大战略意义,而且具有缓解煤炭产能过剩、满足环保要求日益提高的现实意义。
本文针对目前煤直接液化项目煤转化油品收率偏低、煤直接液化项目经济性相对较差的问题,提出从煤粉原料、催化剂活性组分、溶剂油供氢性、反应条件、减底油品拔出等方面研究,调整操作,摸索最佳工艺条件。
通过摸索研究,固化最佳工艺条件,煤转化油品收率显著提高,提高煤直接液化项目经济性。
标签:煤直接液化;氢分压;油品收率;提高措施前言中国神华煤制油化工有限公司鄂爾多斯煤制油分公司采用具有自主知识产权的神华煤直接液化工艺,在内蒙古马家塔建立了全世界第一套商业化煤直接液化工业示范装置。
煤炭直接液化是将适合的煤炭磨粉、干燥后,与液硫、催化剂和加氢稳定装置来的供氢溶剂制备成油煤浆,在临氢、高温、高压以及催化剂作用下生成液化油的的过程;而煤的油收率是评价煤直接液化项目经济性的一项最重要的指标。
针对目前神华煤直接液化项目存在着油收率偏低,经济性相对较差的问题,示范装置从煤液化原料(包括煤粉、催化剂、溶剂油)、反应条件、油品拔出等方面进行系列研究,通过调整催化剂活性组分含量、溶剂油供氢性、系统氢分压、反应温度、提高减底温度等操作,摸索最佳工艺条件,提高油收率措施,取得良好的实效。
1、神华煤直接液化工艺神华煤直接液化工艺是采用具有国内自主知识产权的煤液化工艺技术,催化剂采用神华鄂尔多斯煤制油分公司自行开发研制具有自主知识产权的国家高新技术的“863”合成高效催化剂。
自主开发的煤直接液化工艺与国外其他煤直接液化工艺比较,神华煤直接液化工艺的主要特点有:①采用含(FeOOH)的水煤浆经氧化反应生成含催化剂的水煤浆作为液化催化剂,催化剂具有反应活性高、投加量小、制备成本低、煤液化转化率高;②油煤浆制备工艺采用循环供氢溶剂和煤先预混捏和一级循环搅拌的工艺;③煤液化反应部分采用二级串联全返混悬浮床的反应器技术,反应器底部装有循环泵,可以提高反应器内液相的流速和气液固三相的传热传质速率,可以避免反应器内的固体颗粒物沉降和局部过热问题;④反应产物的固液分离采用减压蒸馏,所有固体从减压塔底抽出,并且减压塔底物料中固体含量达到50wt%左右,分离精度高,馏出物不含沥青;⑤所有循环供氢溶剂和液化油产品均经过T-Star工艺过程进行加氢稳定,供氢溶剂具有良好的供氢性能,溶剂性质稳定。
醚化反应器温度波动原因分析及调整措施

1.前言表象:自MTBE装置开工以来,醚化反应器只投用了A和B,反应器A和B共六个温度点,上部温度,中部温度和下部温度。
一开始R301A串联R301B 时,R301A的中部温度和R301B的上部温度时不时的波动较大,后来因MTBE 中甲醇含量严重超标,将流程改为R301B串联R301A,改动之后,R301B的中部温度和R301A的上部温度时不时的波动较大。
2.工艺简介:从气体分馏装置来的C4馏分经汽油加氢装置脱硫后,进入本装置C4原料罐(V-301),在此分离沉降可能携带的水分,经C4泵(P301/A、B)和从装置外罐区来的新鲜甲醇进入反应进料混合器(MI-301),两种原料在MI-301中按甲醇:异丁烯=1.0(分子比)充分混合后,经进料预热器(E-301)控制进料温度由反应器(R-301)底部进入反应器,反应物料自下而上流经R-301树脂催化剂床层发生醚化反应,在此异丁烯转化率达到90%左右。
反应物从膨胀床顶部出来,气液混相进入分馏塔(T-301),甲醇与未反应C4以共沸物形式,从塔C-301顶馏出,馏出物经分馏塔冷凝器(E-302)冷凝后进入分馏塔顶回流罐(V-302)。
用分馏塔回流泵(P-303/A、B)从V-302抽出的冷凝共沸物,一部分作为T-301的回流返回塔顶(T-301),另一部分与重组分混合外送至罐区。
T-301底部MTBE 产品经MTBE冷却器(E-304)冷却后,自压到装置外MTBE产品罐储存。
T-301底部设有共沸塔重沸器(E-303),。
该重沸器由蒸汽作为加热介质,为共沸塔提供热源,重沸液从塔底流出进入重沸器,部分汽化后返回T-301底部。
3.反应原理:在催化剂的作用下,异丁烯与甲醇生成MTBE,放热。
反应温度越高,反应速度越快;反应温度越低,反应平衡常数越高,即转化率越高。
反应机理:催化剂中的H+离子攻击异丁烯双键中的TT键。
TT键断裂生成叔丁基阳离子。
催化剂中H+离子浓度高低是影响MTBE生成的关键。
汽柴液收率下降原因分析及应对措施

汽柴液收率下降原因分析及应对措施摘要:近期我装置汽柴液的总收率下降近2个百分点,本文就此问题做了具体分析,最终确定是催化剂重金属中毒的缘故,后经调整催化剂配方,并大量置换中毒催化剂使得汽柴液总收率达到原来的水平。
关键词:重油催化裂化轻质油收率催化剂重金属中毒1 概述榆林炼油厂180万t/年催化裂化装置,采用先进的MIP降烯烃工艺技术,自2011年6月份开车以来,正常生产后的汽柴液的平均收率可达84.5%,自从2012年11月份以来,汽柴液总收率出现了大幅度的下降,如表1所示。
1.1 分析产品分布从表1可以看出,产品汽油、柴油、液化气的分布发生了较大的变化,汽油呈现出逐渐下降的趋势,最大下降了约1.7个百分点,柴油的选择性也降低了将近0.9个百分点,液化气的产率变化不大。
1.2 分析收率变化从汽柴液总收率的变化曲线得知,汽柴液总收率出现了大幅的下滑,从84.64%降至82.44%,降低了1.8个百分点,如图1。
1.3 分析生焦变化从图2可以看出,反应生焦量明显增大,从7.5%升高到10.35%。
催化装置轻质油的收率代表了炼油厂的可观效益,汽柴液收率的下降就降低了我厂的经济效益。
2 原因分析及调整过程2.1 催化原料油残炭升高从图3的曲线可以得知,近几个月来,原料油残炭逐渐升高,从原来的5.22%增大到6.2%,根据原料油残炭的40%~80%可以转变为生焦量[2],目的产品汽柴液的收率至少损失0.39%~0.78%,但是汽柴液收率的降低不止这么多,故原料油残炭升高只是一个方面的原因,但并不是主要原因。
此外,如图4所示:从原料油Fe含量的大幅度变化来分析,Fe 含量的增大可能会对加大对催化剂的毒害,从而导致催化剂中毒,致使催化剂的平衡活性降低,最终导致轻质油收率的大幅下降。
采取措施:一是通过重点排查对原油的一脱四注来降低渣油的Fe含量;二是严格常压塔的操作来降低渣油的残炭,共同稳定常压渣油的性质。
2.2 油浆外甩量的加大由于装置加工量任务繁重,实际加工量达到了设计值的112.0%,分馏系统取热负荷大,分馏塔底温度超高(大于350?℃),油浆系统结焦现象明显,故加大了油浆外甩量,如图5:2012年底控制油浆外甩大于3.0%,油浆外甩量加大致使汽柴液收率下降的损失约为0.5%。
化学反应中的醚化反应机理探讨

化学反应中的醚化反应机理探讨醚化反应是一种常见的有机合成反应,它在化学合成、制药、材料科学等领域中有着广泛的应用。
本文将探讨醚化反应的机理及其影响因素,以期深入了解该反应的原理和进行更加有效的反应控制。
一、醚化反应的基本原理醚化反应是通过醇与酸或酸酐反应生成醚的过程。
在反应中,醇中的氢原子与酸中的氧原子发生酯键形成,并在此过程中释放出水分子。
以乙醇和乙酸为例,它们经过醚化反应可以生成乙醚和水。
醚化反应的基本方程式如下:R-OH + R'-COOH → R-O-R' + H2O其中,R和R'分别代表有机基团。
醚化反应可分为酸催化和碱催化两种类型,这两种类型的反应机理有所不同。
二、醚化反应的酸催化机理酸催化的醚化反应是相对常见的一种类型。
在该反应中,酸可起到促进反应速率的作用,并且在反应中能够稳定生成酸盐离子。
酸催化醚化反应机理主要包括以下几个步骤:1. 酸催化生成酸离子:催化剂中的酸通过质子化产生酸离子,例如H2SO4可产生HSO4-。
2. 酸离子与醇发生质子化反应:酸离子与醇分子发生质子化反应,形成质子化醇中间体。
3. 离去基离去形成碳正离子:质子化醇中间体经过脱水,使得离去基离去并形成碳正离子。
4. 碳正离子与醇进行亲核取代反应:碳正离子与另一分子醇基团发生亲核取代反应,生成醚化合物。
三、醚化反应的碱催化机理碱催化的醚化反应主要通过碱催化剂中的碱离子起作用。
醚化反应中的碱催化机理也可分为几个步骤:1. 碱催化剂离解生成碱离子:碱催化剂在反应中离解生成碱离子,例如NaOH可产生Na+。
2. 碱离子与醇发生中间体生成:碱离子与醇发生质子化和缩水反应,生成碱中间体。
3. 中间体进一步缩水生成醚:碱中间体再经过缩水反应,生成醚化合物。
四、影响醚化反应的因素醚化反应受到多种因素的影响,以下列举几个主要因素:1. 底物的反应性:不同的醇和酸反应性不同,反应性较高的醇和酸可更容易发生醚化反应。
制醚装置醚化转化率影响原因分析

制 醚装 置 ( 甲醇 ): ( 丁烯 ) 是 制 约 醚 异 也 化转 化率 的 因素之 一 , 果 甲醇 太 少就 会 导 致 异 如
丁烯转 化 率 低 , 甲醇 过 高 又会 影 响 产 品 ( 一 而 MT
20 0 9年 1 2月 1 0日原 料 中 叫( 乙烯 基 乙 炔 ) 有 所升 高 , 不被 消耗 , 品中 叫( 若 产 乙烯 基 乙炔) 也 应 该有所 上 升 , 以通 过 1 丁 炔 来 证 明 , 品 中 可 一 产 的 (一 炔 ) 1丁 比原料 稍高 , 实际并 不是 如此 , 但 产 品 中 叫( 乙烯 基 乙炔 ) 并没有 发 生大 的改变 。原 料 与 产 品中 砌( 乙烯 基 乙炔 ) 叫(一 与 1丁炔 ) 比数据 对
中 国石油吉 林 石化公 司有 机合成 厂 制醚装 置 ( 简称 制 醚装 置 ) 料 组 成 为 异 丁烯 、 丁 烯 、 原 正 碳 三 、 五 、 量 1丁炔 与 乙烯 基 乙炔 等 , ( 碳 微 一 乙烯 基 乙炔 ) 一般 都很低 (~5 ) 乙烯 基 乙炔 或 其 0 l x O , 生成 物是 否对 醚化 反 应 有 影 响 无相 关 资 料 可 查 。 该装 置 20 09年 1 月 1 2 0日运行 过程 中 , 料抽 余 原
化反应转化率 降低 , 初步分析排除X 艺参数 变化影响 , - 进一 步对反 影 响 到 醚 化 反 应 的转 化 率 。
关键词 : 乙烯基 乙炔 ; 醚化反应 ; , ,- 甲基一一 3 44三 2戊烯 ; 树脂活性
中 图分 类 号 : Q 2 . 4 T 232 文献 标 识 码 : B 文章 编 号 : 0 80 1 (0 0 0~0 80 10 —5 12 1 )40 3—2
探析轻汽油醚化装置开工存在问题及处理
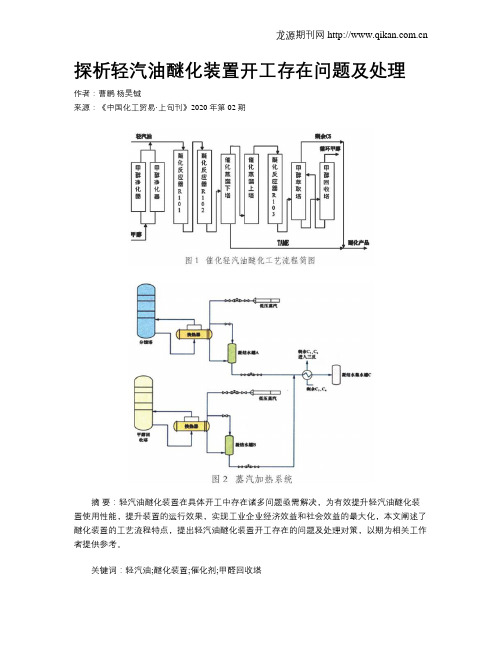
探析轻汽油醚化装置开工存在问题及处理作者:曹鹏杨昊铖来源:《中国化工贸易·上旬刊》2020年第02期摘要:轻汽油醚化装置在具体开工中存在诸多问题亟需解决,为有效提升轻汽油醚化装置使用性能,提升装置的运行效果,实现工业企业经济效益和社会效益的最大化,本文阐述了醚化装置的工艺流程特点,提出轻汽油醚化装置开工存在的问题及处理对策,以期为相关工作者提供参考。
关键词:轻汽油;醚化装置;催化剂;甲醛回收塔1 工艺流程特点1.1 主要工艺特点该装置的轻汽油原料由上游催化汽油加氢脱硫装置提供,并经过加氢处理;主醚化学反应系统采用泡点反应器技术,通过反应物的气化,利用反应热降低装置的总耗能,并且在必要情况下可以实现串联操作,提高总转化率;醚化装置采用的蒸馏技术,可以保障反应和分离步骤在同一塔内进行,有效节省设备的投入成本,提高企业节能降耗;催化蒸馏塔分为上、下两塔,热源主要来自系统内凝结的水,利用蒸汽的余热,可以实现节能的目的;同时,醚化装置在混合甲醇管线设置净化器,延长催化蒸馏塔的使用寿命,延长醚化装置的使用年限,促进装置稳定运行。
1.2 醚化反应器串联过程的优化措施为充分发挥催化剂的活性,部分企业采用醚化反应串联的办法,保证醚化蒸馏塔在串联过程中将甲醛控制在合理范围内,在反应蒸馏塔中,过量的甲醇与未反应的共沸物达到塔顶,可有效实现塔底甲醇与TAME实现分离。
具体进行优化时可以在串联前退尽R102内的甲醇,采用醚化后的轻汽油进行置换,从而提升甲醇的浓度;串联前将R101入口的醇烯比降低,加强并将反应器温度提升至醚化反应的激活点[1]。
在串联过程中适当延长时间,降低串联速率,并将醚化蒸馏塔底灵敏板物浓度控制在80摄氏度,进行装置优化后,要加强串联过程中对醚化塔底产品进行采样分析,加强醚化汽油产品的质量保证,从而能够更好参与汽油调和。
2 轻汽油醚化装置开工存在问题及处理意见2.1 醚化催化剂无法进行甲醛浸泡问题及处理在轻汽油醚化装置开工中,影响开工的因素有很多,其中甲醇的浸泡问题占据较大比例,醚化催化剂甲醇浸泡通常采用正向流程浸泡,也就是从顶部流入反应器,同时将醚化催化剂中的杂质冲洗到底部,保证浸泡时间在12h,将安全阀副线打开,保障气体充分排出;确保将催化剂中的水分和甲醇充分融合,通过醚化反应器底部排出甲醇回收单元,从而实现甲醇的回收再利用。
醚化汽油收率影响因素浅析
醚化汽油收率影响因素浅析汽油醚化技术降低了催化轻汽油烯烃含量,提高了辛烷值,满足了市场对高品质汽油产品的需求,醚化汽油收率是醚化反应效果、装置运行工况、经济效益的综合反应,本文结合某石化企业醚化装置近两年的生产实践,从装置特点、原料性质、操作条件等方面,对影响醚化汽油收率的因素进行探讨。
标签:醚化汽油;收率;因素汽油醚化工艺是将催化汽油中C4~C7的活性烯烃与甲醇在催化剂作用下发生反应生成相应的醚,从而降低催化汽油中的烯烃含量,同时提高辛烷值,降低蒸汽压,将低价值的甲醇转化为高价值汽油的过程。
某企业汽油醚化装置由醚化反应、醚化产物分离、甲醇萃取和回收单元组成,工艺流程简单,操作费用低,经济效益显著。
1 装置工艺特点及技术路线醚化反应器采用膨胀床。
整个床层压降小且恒定,床层径向温度分布均匀,不存在局部热点,各床层温度自下而上呈梯度上升,有利于控制反应器超温及抑制副反应的发生。
装置操作灵活。
两台醚化反应器可在不停工状态下进行切换和更换催化剂,短时间内可单台操作,既可实现长周期开工,又能根据催化剂活性变化情况及时更换催化剂。
采用两台醚化反应器串联→反应产物进醚化分馏塔分离的技术路线,即可保证轻汽油中活性烯烃转化率,又有利于控制第二台反应器入口温度,防止反应器超温,装置原则工艺流程图如下:2 原料性质对醚化汽油收率的影响该醚化装置原料为甲醇和馏程≤70℃的加氢轻汽油,馏分低于70℃的轻汽油中富集了绝大部分的C5、C6叔碳烯烃,同时轻汽油中硫含量低,醚化汽油无需进行加氢处理,直接作为低硫、低烯烃的汽油调和组分。
如果原料馏分沸点上升,C7以上馏分中叔碳烯烃含量随着碳数的增加而减少,醚化反应速度也随之降低,转化率降低20%左右,醚化产品辛烷值也相应降低。
甲醇含水量过高,这些游离的水会与异丁烯反应生成叔丁醇,造成醚化汽油收率的降低。
3 催化剂对醚化汽油收率的影响该装置使用的催化剂为国内某公司生产的阳离子交换树脂催化剂,使用周期为两年,一般情况下,催化剂使用初期,活性较强,醚化反应效率高,活性烯烃转化率高,在催化剂使用后期,随之活性的减弱,不利于醚化汽油的提高,在操作上主要采取提高醚化反应器进料温度的方法来提高反应器床层温度,提高反应温升,强化反应深度。
轻汽油醚化甲醇回收系统结垢原因分析

轻汽油醚化甲醇回收系统结垢原因分析摘要:通过对轻汽油醚化装置甲醇回收塔塔底泵、甲醇回收塔进料与塔底换热器结垢原因分析,发现不同pH水混合后,导致系统中的铁离子析出结垢。
通过对甲醇回收系统补水流程的调整,稳定系统内水的pH 值,解决了系统结垢的问题。
关键词:醚化;结垢;甲醇回收塔;磺酸1、装置概况大连石化公司100万吨/年轻汽油醚化装置以催化汽油加氢脱硫装置分馏塔顶轻汽油为原料,与甲醇进行反应生产高辛烷值、低蒸汽压汽油产品。
装置采用美国CDtech催化蒸馏醚化技术。
装置由原料水洗、反应、甲醇回收三个单元组成,主要功能是使轻汽油中活性烯烃最大程度地与甲醇进行反应,生成汽油产品具备高辛烷值、低蒸汽压。
装置设计规模为100×104t/a,操作弹性为60%~110%。
年开工时数为8400小时。
2、甲醇回收塔流程简介醚化蒸馏塔抽出另一部分回流液经后醚化反应器进一步反应后,至甲醇萃取的混合物为分散相,萃取水为连塔下部进料。
在甲醇萃取塔中,甲醇与未反应C5馏分中萃取出来,萃余液即不含甲醇续相,两相连续逆流接触,用水把甲醇从C5,与TAME混合后送出装置。
萃取液为甲醇水溶液,从甲醇萃取塔塔的未反应C5底排出。
从甲醇萃取塔塔底排出的甲醇水溶液与甲醇回收塔塔釜的出料在萃取水-原料水换热器换热后进入甲醇回收塔。
在甲醇回收塔中将甲醇与水分离开,甲醇回和DME等混合物,经回收塔顶空冷器冷凝后进入收塔塔顶馏出物是甲醇、少量C5甲醇回收塔顶回流罐。
来自罐区的新鲜甲醇也直接进入到回流罐中,甲醇回收塔回流泵从回流罐中抽出回收的甲醇,其中一部分作为回流送入甲醇回收塔顶部,一部分作为新鲜甲醇与轻汽油混合,剩下一部分作回收的甲醇送至第一醚化反应器,循环使用。
甲醇回收塔塔底部排出的含微量甲醇的水,经甲醇回收塔底泵加压进入E-9206与甲醇回收塔进料换热后,再经萃取水冷却器冷却后作为甲醇萃取塔的萃取用水送入塔上部,循环使用。
在甲醇萃取塔底部、甲醇回收塔底泵入口、甲醇回收塔进料/塔底换热器壳程入口均有补充新鲜除盐水线。
影响醚化反应因素的探讨

I l
CH3 一 C — CH3 + C H3 — 0H C H3
I 甘 C H3 一C —O —C H3+ ( 一 △H1 )
表2 不 同温度 下异 丁烯的极大转化率
I
CH3
原料碳四 、 甲醇 中携带 有水 , 在 反应 操作条 件下 异丁 烯 与水反应 生产副产物叔丁醇。在醇烯 比小于 1 的情况 下 , 如
益。
关键词 : 醚化反应 ; 影响; 操作条件 ; 产品质量 ; 经 济效益
中 图分 类 号 : T Q 2 2 3 . 2 4 文献标识码 : A 文章编号 : 1 0 0 8— 0 2 1 X( 2 0 1 4 ) 0 3— 0 1 2 8一O 3
生产无铅 、 含氧 、 高辛 烷值 、 低芳 烃 、 低烯 烃车 用汽油 是 当今世界环境保护的迫切需要 , 混合碳 四中的异 丁烯 与甲醇 反应生成 的甲基叔丁基醚 ( b l ' r B E ) 辛 烷值很 高 , 是生产低 污
收稿 日期 : 2 0 1 4— 0 1— 1 0
利 于提高转化率 , 只有 当转化 率远低 于平衡转 化率 时 , 提高 温度才能提高转化率 ; 反应温度高 , 可 以加快反应速度 , 但平
作者简介 : 赵实柱 ( 1 9 8 1 一) , 辽 宁沈 阳人 , 硕士研究生 , 工程 师。
应生成 甲基 叔 丁 基 醚 ( MT B E) , 三 段 反 应 器 总 转 化 率 ≥
在原料 中异丁烯浓 度一定 时 , 合成 MT B E的反应速度与
反应温度有直接关 系。据 实验测知 , 在5 0—8 0  ̄ C区间, 温度
9 7 %, 筒式反应器出料送入反应精馏塔 中 ; 在反应精馏 塔 中,
提高醚化装置二反MTBE的纯度

38近年来随着国家对环保的重视,各个炼油企业不断对油品进行升级,MEBE作为汽油添加剂对汽油环保性能有较大的影响,控制MEBE产品中的甲醇含量能有效提高环保汽油环保性能。
一、现状情况描述1.流程简述。
抽余液与甲醇进入缓冲罐,再由进料泵送入离子过滤器除去金属阳离子和其它对催化剂有害的杂质后,经预热器预热后进入三段筒式反应器,在催化剂床层上抽余液中的异丁烯和甲醇按醇烯比进行反应,生成MTBE。
反应器底部含MTBE 60%左右的碳四物料,进入碳四精馏塔完成分离,塔釜分离出产品MTBE,塔顶含异丁烯4%左右的碳四组分经预热器预热后进入二级反应器和甲醇进行二次反应。
二级反应器全部进入MTBE精馏塔进行分离,塔底分离出MTBE产品,塔顶的醚后碳四送到水洗回收单元回收甲醇,回收的甲醇返回到反应系统继续参与反应,水洗塔顶部的醚后碳四送到超级精馏系统进行精制得到纯度99%以上的丁烯-1产品,送到聚乙烯车间作为聚合单体使用。
2.MTBE纯度影响因素。
抽样调查二反MTBE的纯度偏低,合格率非常低,为改变这一现状,我们对不合格的MTBE产品的组成作了分析,MTBE产品中的组分有叔丁醇(TBA)、碳四(C 4)、甲醇(CH 3OH)、二聚物(DIB),每一组分所占的比例均不同,对不合格的MTBE收集组成分析发现二反出口MTBE中的叔丁醇(TBA)、碳四(C 4)、二聚物(DIB)的含量占的比例都比较小,含量的波动范围也不大,而甲醇的含量相对较高,波动幅度也大,因此影响MTBE纯度的决定性因素是甲醇的含量,只要控制好甲醇的含量,提高MTBE的纯度也就有了保证。
不合格MTBE组成分析:抽样12345CH 3OH 10.077.57 6.77 5.25 4.81C 40.040.020.020.020.01TBA 1.070.80 1.10 1.050.98DIB 0.010.010.010.010.01MTBE 88.891.6092.0993.3394.19二、提高二反MTBE纯度的难点1.控制二反补甲醇的量。
MTBE装置醚化反应器温度控制讨论张洪明张照鹏

MTBE装置醚化反应器温度控制讨论张洪明张照鹏发布时间:2023-06-23T06:52:39.178Z 来源:《中国科技信息》2023年7期作者:张洪明张照鹏[导读] 甲基叔丁基醚简称MTBE,是齐翔腾达的主要产品之一。
由甲醇和粗异丁烯为原料发生醚化反应生产MTBE产品,因为此反应是放热反应,为避免其热量积聚,导致副反应发生,甚至导致催化剂失活变性,还可能降低产品质量当然,如果温度过低,反应速率大大降低,导致异丁烯的转化率低,同样也不能实现理想的产品收率。
因此本文在此讨论了醚化反应的温度控制最优条件,出现温度异常时如何进行调整,温度异常可能造成的危害,主要目的是保证装置在日后生产中能够以最优的温度进行生产反映,保证产品收率最大化、质量最优。
身份证:37078119900130XXXX 身份证:37078119880530XXXX淄博齐翔腾达化工股份有限公司摘要:甲基叔丁基醚简称MTBE,是齐翔腾达的主要产品之一。
由甲醇和粗异丁烯为原料发生醚化反应生产MTBE产品,因为此反应是放热反应,为避免其热量积聚,导致副反应发生,甚至导致催化剂失活变性,还可能降低产品质量当然,如果温度过低,反应速率大大降低,导致异丁烯的转化率低,同样也不能实现理想的产品收率。
因此本文在此讨论了醚化反应的温度控制最优条件,出现温度异常时如何进行调整,温度异常可能造成的危害,主要目的是保证装置在日后生产中能够以最优的温度进行生产反映,保证产品收率最大化、质量最优。
关键词:反应温度;进料温度;醇烯比;进料量;进料组分;外循环正文:齐翔腾达45万吨异丁烷脱氢装置配套的MTBE生产装置设计以产品粗异丁烯(含量44%,目前实际流程是脱氢装置粗异丁烯收至叔丁醇参与水合反应,异丁烯含量12%左右的醇后碳四送至醚化反应单元)和外购甲醇为原料,在筒式反应器中以D型苯乙烯系强酸性阳离子交换树脂为催化剂,因异丁烯结构中存在碳碳双键,而其中的π键键能较高,不稳定,易断裂,因此其可与甲醇发生亲电加成反映,由于此反映遵循马氏规则,生产MTBE,反应的主反应式如下:[1]此反应的的选择性很高,副反应生成物主要有少量的丁烯自聚物,二甲醚、叔丁醇等,以上几种杂质其本身的辛烷值较高,少量留在产品中,不会影响其作为汽油添加剂的使用性能,但对精细化工有一定影响。
关于催化汽油醚化装置的控制方案探讨

关于催化汽油醚化装置的控制方案探讨汽油炼化是炼化企业的重要工作内容之一,也是提升石油质量并提高石油利用率的主要工艺。
和普通汽油催化装置比起来,催化汽油醚化装置具有独特的优势特性。
催化汽油醚化装置的控制方法包括控制塔内顶部回流、轻汽油和甲醇的比值、甲醇补充、塔顶压力以及切割点,本次研究将对以上控制方案进行详细解读,为汽油脆化醚化控制提供建设性的参考意见。
标签:催化汽油;醚化;控制方案随着环保要求的日益严格,对车用汽油的要求也越来越高,因此很多炼化企业都希望降低烯烃并提高辛烷值,炼化优质汽油。
目前来看,国内的汽油达不到最新的汽油标准。
催化汽油醚化技术是将催化汽油中的烯烃转化成醚类,以降低催化汽油的烯烃质量分数和饱和蒸气压,同时提升辛烷值,将大量的低附加值甲醇转化为高价值汽油,能够产生显著的经济效益。
1 工艺特点催化汽油醚化装置的工艺流程如图所示。
催化汽油选择性加氢及轻/重汽油的分离在同一催化蒸馏塔中进行,塔内含有镍基和钯基催化剂,在反应的过程中,包含有二烯烃选择性加氢反应、二烯烃生成硫醚及烯烃异构化和硫醇反应。
当加氢蒸馏塔中的轻汽油被抽出后,轻汽油经过水洗进入醚化部分。
醚化部分有2台或3台沸点反应器,还有1台催化蒸馏塔,采用催化蒸馏结合混相床工艺,结果为活性炭的五烯烃总转化率达到了95%以上,剩余的甲醇则可以通过回收系统回收之后再利用。
正构碳五烯烃的异构化部分使用了固定床反应器,在其中装入了分子筛选的催化剂成分,异构化反应转化率能够达到70%以上。
异构化部分设3台异构化反应器,其中2台进行并联操作,剩下1台作再生产用,同时设异构化进料加热炉及再生气加热炉以及再生气压缩机。
2 装置控制方法2.1 控制塔内顶部回流在进行汽油催化的过程中,加氢蒸馏塔的顶部通常是全回流的,汽油也是从测线被抽出的。
塔内反应会形成一定热量,为了能够将产生的热量全部带走,就需要运用相应的塔顶回流液润湿催化剂,否则可能因回流量的不足而造成催化器形成局部热点的情况。
催化裂化装置提高汽油收率的措施

催化裂化装置提高汽油收率的措施发表时间:2017-10-16T10:40:20.850Z 来源:《基层建设》2017年第18期作者:黄海军[导读] 增大用量,如石油一直以来都是比较受社会关注的重要能源,虽然在现代发展中,电已经逐渐普及,但是对石油的用电也未减少,在一些重工业作业中,石油的产量与质量仍特别重要,而在石油炼制过程中,催化裂化装置又是最重要的部分,因为它直接影响到石油的加工能力。
吉林省松原石油化工股份有限公司 138000摘要:随着经济的高速发展,各项能源已日趋多元化,想要提高市场率,必然要降低成本,增大用量,如石油一直以来都是比较受社会关注的重要能源,虽然在现代发展中,电已经逐渐普及,但是对石油的用电也未减少,在一些重工业作业中,石油的产量与质量仍特别重要,而在石油炼制过程中,催化裂化装置又是最重要的部分,因为它直接影响到石油的加工能力。
重点探讨了提高催化裂化装置汽油收率的对策,最后简单地分析了催化裂化装置提高汽油收率的效果,从而了解到了催化裂化装置在提高汽油收率中的作用。
关键词:石油;催化裂化;汽油收率;措施催化裂化技术是当前炼油工艺中极其重要的一种技术,对炼油产量的提升具有举足轻重的地位,已经广泛地应用于炼油企业的炼油中,是炼油企业提升经济效益的重要手段。
近些年来,随着社会经济的快速发展,炼油企业也获得长足的发展,在当前我国提倡绿色发展的背景下,炼油企业要想进一步提升自己的经济效益,就必须对催化裂化技术加以改进,从而实现经济效益和生态效益的双丰收。
一、催化裂化装置相关概述(一)催化裂化装置的工作原理以及加工过程作为最重要的炼油过程,催化裂化反应需要催化剂作为原料,催化裂化过程及其复杂,产物也很多样,如车用机油,家用柴油还有现今已被天然气取代的液化气等与生活息息相关的产物,而这些产物都是极其危险的用品,高温高压都可能发生危险,如爆炸事件,以及石油开采过程的危险事件数不胜数,催化裂化反应是一项化学反应,会造成分子结构的变化形成不一样的产物,或是分解,或是合成,在各项反应进行时都有不同的反应条件,反应状态和反应结果以及产生不同的废物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
醚化汽油收率影响因素浅析
作者:曹鹏
来源:《中国化工贸易·上旬刊》2016年第10期
摘要:汽油醚化技术降低了催化轻汽油烯烃含量,提高了辛烷值,满足了市场对高品质汽油产品的需求,醚化汽油收率是醚化反应效果、装置运行工况、经济效益的综合反应,本文结合某石化企业醚化装置近两年的生产实践,从装置特点、原料性质、操作条件等方面,对影响醚化汽油收率的因素进行探讨。
关键词:醚化汽油;收率;因素
汽油醚化工艺是将催化汽油中C4~C7的活性烯烃与甲醇在催化剂作用下发生反应生成相应的醚,从而降低催化汽油中的烯烃含量,同时提高辛烷值,降低蒸汽压,将低价值的甲醇转化为高价值汽油的过程。
某企业汽油醚化装置由醚化反应、醚化产物分离、甲醇萃取和回收单元组成,工艺流程简单,操作费用低,经济效益显著。
1 装置工艺特点及技术路线
醚化反应器采用膨胀床。
整个床层压降小且恒定,床层径向温度分布均匀,不存在局部热点,各床层温度自下而上呈梯度上升,有利于控制反应器超温及抑制副反应的发生。
装置操作灵活。
两台醚化反应器可在不停工状态下进行切换和更换催化剂,短时间内可单台操作,既可实现长周期开工,又能根据催化剂活性变化情况及时更换催化剂。
采用两台醚化反应器串联→反应产物进醚化分馏塔分离的技术路线,即可保证轻汽油中活性烯烃转化率,又有利于控制第二台反应器入口温度,防止反应器超温,装置原则工艺流程图如下:
2 原料性质对醚化汽油收率的影响
该醚化装置原料为甲醇和馏程≤70℃的加氢轻汽油,馏分低于70℃的轻汽油中富集了绝大部分的C5、C6叔碳烯烃,同时轻汽油中硫含量低,醚化汽油无需进行加氢处理,直接作为低硫、低烯烃的汽油调和组分。
如果原料馏分沸点上升,C7以上馏分中叔碳烯烃含量随着碳数的增加而减少,醚化反应速度也随之降低,转化率降低20%左右,醚化产品辛烷值也相应降低。
甲醇含水量过高,这些游离的水会与异丁烯反应生成叔丁醇,造成醚化汽油收率的降低。
3 催化剂对醚化汽油收率的影响
该装置使用的催化剂为国内某公司生产的阳离子交换树脂催化剂,使用周期为两年,一般情况下,催化剂使用初期,活性较强,醚化反应效率高,活性烯烃转化率高,在催化剂使用后期,随之活性的减弱,不利于醚化汽油的提高,在操作上主要采取提高醚化反应器进料温度的方法来提高反应器床层温度,提高反应温升,强化反应深度。
4 操作条件对醚化汽油收率的影响
与醚化反应及醚化汽油收率有关的参数有:温度、醇烯比。
①温度包括反应温度和分馏塔底温度。
提高反应温度,反应速度加快,但副反应产物也会增加,当反应温度达到一定值时,会使催化剂的结构破坏而失活。
根据放热反应的特点,反应温度越低,反应趋于平衡时的活性烯烃转化率就越高,因此第一醚化反应器在较高温度下操作以提高反应速度,第二醚化反应器在较低温度下操作以提高转化率。
分馏塔的作用是将醚化汽油与剩余C5和甲醇的共沸物进行分离,提高塔底温度,醚化汽油中总醚含量上升,辛烷值上升,但醚化汽油收率降低,反之亦然。
在实际生产中,通常要根据醚化反应情况和产品质量分析控制好塔底温度,既要兼顾醚化汽油的质量,又要最大限度的提高醚化汽油的收率。
②醇烯比是反应进料中甲醇的摩尔数与烯烃摩尔数的比值,增加醇烯比相应增加了醚化反应中甲醇的流量,有助于反应过程更加充分彻底地进行,减少二聚物、三聚物生产,达到提高醚化汽油收率的目的,但醇烯比过大会使萃取回收系统设备的负荷和操作费用增加,造成后续系统操作困难。
除上述影响因素,空速、反应压力对醚化产品收率也有影响。
5 生产实践中提高醚化汽油收率的措施
该装置运行期间,在提高醚化汽油收率方面,进行了广泛的实践和探索:①根据原料组成和产品质量分析,不断优化醇烯比和醚化反应进料温度等操作参数,控制合理的反应温升;②在保证醚化汽油辛烷值>97的前提下,适当降低分馏塔底温度,提高分馏塔底醚化汽油的抽出量;③切换醚化反应器进料顺序,两台醚化反应器串联运行15个月后,对两台反应器进料顺序进行了切换,醚化产品收率提高2.3%;④根据催化剂使用周期及活性情况及时更换醚化反应器、甲醇净化器内催化剂;⑤优化工艺流程,增加了装置内循环流程,降低了原料中断等异常情况的处理难度和工作量,缩短了开工时间,增加了醚化汽油产量。
6 结束语
醚化技术是一个汽油增量过程,醚化汽油收率和质量是装置运行工况和经济效益的重要指标,优化操作运行,提高醚化汽油产率,仍将是生产过程中探索和积累的重要课题。