M90物性表
常用塑料物性-表格扫描

243
296
洛氏硬度
M169
M110
M98
热变形温度/℃
174
274
210
长期使用温度/℃
-120~150
-240~260
-100~180
线膨胀系数/(×10-5K-1)
体积电阻率(1016)/Ω·cm
3
5
介电常数(60Hz)
介电损耗角正切值(60Hz)
8×10-4
3×10-3
10-3
介电强度/(kV/mm)
—
—
3000
压缩强度/MPa
缺口冲击强度/(kJ/m2)
—
—
~
邵氏硬度
A50~95
A60~95
D75~85
长期使用温度/℃
60~70
80~104
80~90
线膨胀系数/(×10-5K-1)
7~25
7~25
5~
热导率/[W/(m·K)]
体积电阻率/Ω·cm
1011~1013
101l ~1014
1012~1014
1017
1016~1017
2×1017
×1015
介电常数(103Hz)
4
~
介电损耗角正切值(103Hz)/×10-3
1
1~5
1
~4
介电强度/(kV/mm)
110~120
20
36~42
20
耐电弧/s
230
—
125
—
表6-12PEI 的性能
性能
数值
性能
数值
相对密度
~
冲击强度/(kJ/m2)缺口
>6
PET常用物料物性数据表

171-1000
一、乙二醇(EG) ............................ - 0 -
表 1.1 乙二醇的物性数据〔7〕.....................................................................................- 0 表 1.2 乙二醇液体密度〔7〕.........................................................................................- 1 表 1.4 乙二醇粘度〔6〕.................................................................................................- 2 表 1.5 乙二醇液体动力粘度〔7〕.................................................................................- 3 表 1.6 乙二醇气体动力粘度〔7〕.................................................................................- 4 表 1.7 乙二醇液体蒸汽压〔7〕.....................................................................................- 5 表 1.8 乙二醇液体比热〔7〕.........................................................................................- 6 表 1.9 乙二醇气体比热〔7〕.........................................................................................- 7 表 1.10 乙二醇蒸汽热容量 (理想值)〔7〕 压力:1.01325 bar..................- 8 表 1.11 乙二醇蒸发热〔7〕...........................................................................................- 9 表 1.12 乙二醇液体导热系数〔7〕.............................................................................- 10 表 1.13 乙二醇气体导热系数〔7〕.............................................................................- 11 表 1.14 乙二醇液体表面张力〔1〕(N/M) ...............................................................- 12 表 1.15 乙二醇和它的水溶液在不同温度下的比重〔15〕(g/ml).............................. 13 表 1.16 乙二醇水溶液冰点〔15〕................................................................................... 14 表 1.17 乙二醇水溶液沸点〔15〕................................................................................... 15 表 1.18 乙二醇水溶液二元体系在不同浓度和不同温度下的热容〔15〕Cp(cal/g·℃) ................................................................................................................................................ 0 表 1.19 乙二醇和它的水溶液在不同温度下的粘度〔15〕(厘泊)............................... 2 表 1.20 图 1.2 水—乙二醇二元体系汽液平衡图表〔1〕.......................................... 0 表 1.21 图 1.3 乙二醇—二甘醇二元体系汽液平衡图表〔1〕 .................................. 3 表 1.22 图 1.4 乙二醇—三甘醇二元体系汽液平衡图表〔1〕.................................... 6 表 1.23 图 1.5 乙二醇—对苯二甲酸乙二酯二元体系汽液平衡图表〔1〕 ................ 8 表 1.24 图 1.6 乙醛—乙二醇二元体系汽液平衡图表................................................ 11
物性参数表
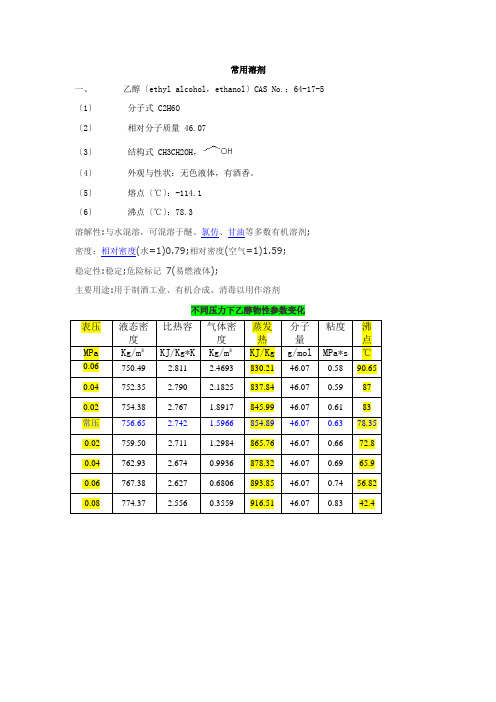
常用溶剂一、乙醇〔ethyl alcohol,ethanol〕CAS No.:64-17-5 〔1〕分子式 C2H6O〔2〕相对分子质量 46.07〔3〕结构式 CH3CH2OH,〔4〕外观与性状:无色液体,有酒香。
〔5〕熔点〔℃〕:-114.1〔6〕沸点〔℃〕:78.3溶解性:与水混溶,可混溶于醚、氯仿、甘油等多数有机溶剂;密度:相对密度(水=1)0.79;相对密度(空气=1)1.59;稳定性:稳定;危险标记7(易燃液体);主要用途:用于制酒工业、有机合成、消毒以用作溶剂不同压力下乙醇物性参数变化表压液态密度比热容气体密度蒸发热分子量粘度沸点MPa Kg/m³KJ/Kg*K Kg/m³KJ/Kg g/mol MPa*s ℃0.06 750.49 2.811 2.4693 830.21 46.07 0.58 90.650.04 752.35 2.790 2.1825 837.84 46.07 0.59 870.02 754.38 2.767 1.8917 845.99 46.07 0.61 83 常压756.65 2.742 1.5966 854.89 46.07 0.63 78.35 -0.02 759.50 2.711 1.2984 865.76 46.07 0.66 72.8 -0.04 762.93 2.674 0.9936 878.32 46.07 0.69 65.9 -0.06 767.38 2.627 0.6806 893.85 46.07 0.74 56.82 -0.08 774.37 2.556 0.3559 916.51 46.07 0.83 42.4二、甲醇〔methyl alcohol,Methanol〕CAS No.:67-56-1〔1〕分子式 CH4O〔2〕相对分子质量32.04〔3〕结构式 CH3O,〔4〕外观与性状:无色澄清液体,有刺激性气味。
美国泰科纳POM M90物性数据表

ASTM D638/ISO 527
%
拉伸断裂伸长率(延伸率)
ASTM D638/ISO 527
%
弯曲模量(弯曲弹性率)
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
弯曲强度
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
洛氏硬度
Ω
耐电弧性
ASTM D495/IEC 60112
加工条件
干燥条件
加工温度
射嘴
℃
料筒前段
℃
料筒中段
℃
料筒后段
℃
熔体温度
℃
模具温度
℃
压力
注塑压力
Mpa
保压压力
Mpa
背压
Mpa
螺杆转速
rpm
其他
备注
颜色
特性
一般用途,性能良好的优化
用途
本文档由东莞市宇灵塑胶原料提供:聚甲醛
ASTM D785
IZOD 缺口冲击强度
1/4" 23℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/4" -30℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/8" 23℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
美国泰科纳POMM90物性数据表
性能项目
测试条件
测试方法
数值/描述
单位
机械性能
拉伸强度(引张强度)
ASTM D638/ISO 527
pom aw01物性

0.00013
cm/cm/°C
横向: 23到55°C
0.00013
cm/cm/°C
电气性能
额定值
单位制
测试方法
表面电阻率
3.0E+14
ohm
IEC 60093
体积电阻率
3.0E+14
ohm·cm
IEC 60093
耐电强度(3.00 mm)
20
kV/mm
IEC 60243-1
可燃性
rpm
供应POM日本宝理M25-44标准级高粘度
供应POM日本宝理M25-04挤压级
供应POM日本宝理M90-44注塑级
供应POM日本宝理M90-45耐候级
供应POM日本宝理SW-01特供应POM日本宝理NW-02高滑动
殊润滑剂高性能高滑动
供应POM日本宝理GH-25玻纤增强高刚性高强度
供应POM日本宝理GH-25D玻纤增强高流动性
物理性能
额定值
单位制
测试方法
密度
1.37
g/cm³
ISO 1183
吸水率(23°C, 24 hr)
0.70
%
ISO 62
机械性能
额定值
单位制
测试方法
拉伸应力
54.0
MPa
ISO 527-2
断张率
25
%
ISO 527-2
弯曲模量
2200
MPa
ISO 178
弯曲强度
75.0
MPa
ISO 178
摩擦系数
JIS K7218
供应POM日本宝理KT-20无机物填充耐磨损
供应POM日本宝理GB-25玻璃珠增强
材料物性一览表

0.40-0.70% 0.40-0.60% 0.40-0.70% 0.40-0.70% 0.40-0.70% 0.40-0.70% 0.50-0.80% 0.50-0.80% 0.40-0.60% 0.40-0.60% 0.40-0.60% 0.40-0.60% 0.40-0.70% 流动1.9% 横向1.9% 流动1.9% 横向1.9% 1.8-2.2% 流动1.7% 横向1.8% 流动1.9% 横向1.9% 2.00% 2.10% 2.00% 流动0.4-0.7%横向0.8-1.5% 流动0.7-0.9%横向1.2-1.5% 1.5-2.3% 1.8-2.1% 1.80% 1.30% 1.90% 1.80% 1.90% 1.90% 流动2.0% 横向2.1% 1.8-2.2% 1.6-2.0% 1.6-2.0% 0.25-0.35% 0.15-0.25% 0.20-0.25% 0.5-0.7% 0.4-0.6% 0.1-0.3% 0.05-0.25% 0.05-0.2% 0.05-0.2% 0.4-0.6% 流动0.1-0.3%横向0.3-0.5%
E50075
MEP/三菱 住友DOW 住友 出光兴产 帝人化成
1.2 1.2 1.42 1.18
0.5%-0.7% 0.5%-0.7% 流动0.15% 横向0.6% 0.5-0.7%
0.20% 0.20% 0.11% -
110-115(4-5)
60-80
250-300 E123529 Nhomakorabea90-100(4-8h)
1.05 1.05 1.09 1.14 1.16 1.15 1.14 1.22 1.1 1.06 1.16 1.15 1.06 1.36 1.42 1.42 1.39 1.41 1.41 1.41 1.41 1.59 1.59 1.36 1.41 1.42 1.41 1.53 1.37 1.42 1.41 1.39 1.42 1.42 1.41 1.41 1.31 1.43 1.53 1.34 1.30 1.34 1.42 1.52 1.63 1.28 1.42 1.61 1.29
TPX物性表

DX231 833
0.030
DX350 833
0.030
DX820 833
0.030
測試方法
ASTM-D1505
(MX004XB*2 )
MX002 833
0.030
MX002O DX310 833
0.030
833
0.030
833
0.030
833
0.030
833
0.030
1b/in3
g/10min ASTM-D1238
-4
93
199.4
80
176.0
1.17*10-4 1.17*10-4 2.11*10-4 2.11*10-4
抗張強度 斷裂伸長率 抗張模數
Mpa PSI Mpa PSI
%
30
4350
30
4350
30
4350
29
4200
29
4200
32
4641
25
3625
21
3046
21
3046
20
2900
25
3625
2.1
cm
% %
成形特性 模收縮率 射出 紙塗膠 成形方式 膜押出 心軸押出 纖維押出 吹膜
機械方向 垂直方向
X ◎ X X ○ X X X X
X ◎ X X ○ X X X X
X ◎ X X ◎ X ◎ ◎ ◎
◎ X ◎ ◎ ○ ○ ◎ ◎ X
X ◎ X X ○ X X X X
◎:建議 ○:可能 X :不可能
JHOPA Regulation(Positive List) 安全衛生規範 FDA Regulation(21 CFR) EU Directive(2002/72/EC and its amendment)
METOLAT

欢迎使用以下方式与我们取得联系,以获取更多产品信息、样品支持和技术服务:工厂:中国上海市青浦区崧泽大道5350号电话:+86-21-32513560传真:+86-21-32513556免费咨询热线:400-021-8700网址: 微信服务号:ytservice 微信订阅号:e-titanos METOLAT ®P 588粉末润湿剂化性与物性:组成:聚乙二醇酯类产品,非离子型外观:粉体✓颜色:白色✓一般性质活性份约70%比重约390g/l 表面张力约37mN/m 水中溶解度在水中易乳化上述数据只提供作为参考使用,并不做为详细规格的说明书。
产品的化性物性性质若有微小的偏差时,产品的应用及性能都不受影响,有关于详细规格数据,请查阅产品检验报告。
性质与应用METOLAT ®P 588是粉末形式的,不含APEO 的润湿剂。
加到干粉体系中,在使用之前用水溶解。
METOLAT P 588可以加速所有固体粒子的润湿,包括砂、水泥和纤维,可以形成更均相的干粉混合物,并在干燥后会形成更均一的表面状态。
在含颜料的体系,METOLAT P 588能很快润湿颜料表面,防止再结块,色强度得到提高,使颜料更有效的被使用。
METOLAT P 588提高颜料的均匀分散并防止浮色。
在粉末状涂料中,使用METOLAT P 588可以防止色差,同时也可以防止发花。
主要应用于:填缝胶,自流平产品,灰泥(水泥和石膏基),石膏,砂浆,预混颜料粉末 建议添加量与使用方法采用阶梯试验法确定最佳添加量,一般添加量为0.1~1.0%(配方总量)。
通常添加0.3~0.5%就足够了。
METOLAT ®P 588流动性好,易混合,为达到最佳效果,请预先测试。
储存和运送METOLAT®P 588应避免受冻,应储存在干燥、15~25℃(即室温)条件下。
本产品在密闭罐中其保存期限为出厂日后的12个月内。
包装纸袋包装,净重:15KG/包,450KG/栈板。
POM M90

夺钢/DURACON 备考
TEPCON DURANEX
DX Ext. Grade
M90S.pdf (115.53KB)标准
FR-PET FORTRON
VECTRA FREQTIS
TOPAS
项目
颜色
ISO(JIS)材质表示
密度 拉伸强度 断裂应变 弯曲强度 弯曲模量 简支梁冲击强度 (有缺口) 负荷变形温度 (1.8MPa) 线性热膨胀系数 ((23×55°C)流动方向) 线性热膨胀系数 ((23×55°C)垂直方向) 绝缘破坏强度 (3mmt) 体积电阻率 表面电阻率 阻燃性 UL发行的黄卡 「出口贸易管理法令」的该当项目番号
物性的目录
页码,1/1
印刷用页 Site Map
主页
最新消息
产品介绍
技术支持
公司信息 环境・社会(CSR)
FAQ
HOME > 产品介绍 > 物性的目录 > 品级构成表:夺钢/DURACON > M90S CF2001/CD3069
用户名 密码
证明书
联系我们
进入
夺钢/DURACON M90S CF2001/CD3069 (ISO)
商标 隐私权保护条例 利用时的注意事项 通过电子邮件发送此页
Copyright© 2001-2011 Polyplastics Co.,Ltd. All rights reserved.
PDF 文h件tt使p:用//w"wpwdf.FpaocltyoprlyasPtircos".co试m用/G版id本b创/G建radÿntion.do;jsessi... 2011-7-2
以上数值为材料的代表性测试值、并非该规格材料的最低值。 本资料是根据本公司积累的经验及实验数据作成的,本文所示数据对在不同的条件下使用的制品不一定能完全适用。 因此其内容并非能保证完全适用于客户的使用条件,引用或借用时请客户作最终判断。 有关本公司材料的安全使用,请参考与所用材料、品级相对应的制品安全数据表[MSDS]。 本资料是根据现阶段搜集到的资料、信息、数据而作成的,如有新的见解时,有可能不加预告而作更改,敬请注意。
美国赫斯特POM MC90物性数据表

ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/4" -30℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/8"g·cm/cm(J/M)ft·lb/in
1/8" -30℃
ASTM D256/ISO 179
ASTM D638/ISO 527
%
拉伸断裂伸长率(延伸率)
ASTM D638/ISO 527
%
弯曲模量(弯曲弹性率)
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
弯曲强度
ASTM D790/ISO 178
kg/cm²(MPa)[Lb/in2]
洛氏硬度
ASTM D785
IZOD缺口冲击强度
美国赫斯特POMMC90物性数据表
性能项目
测试条件
测试方法
数值/描述
单位
机械性能
拉伸强度(引张强度)
ASTM D638/ISO 527
kg/cm²(MPa)[Lb/in2]
断裂伸长率
ASTM D638/ISO 527
%
拉伸模量
ASTM D638/ISO 527
kg/cm²(MPa)[Lb/in2]
拉伸屈服伸长率(延伸率)
-30℃(无缺口)
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
物性性能
比重(密度)
ASTM D792/ISO 1183
成型收缩率
ASTM D955
%
熔融指数(流动系数)
200℃/5kg
常用塑料物性-表格扫描.doc

表2-1 LDPE 、 LLDPE 、HDPE 的具体性能性能LDPE LLDPE HDPE 相对密度~ ~ ~吸水率 /% < < <成型收缩率 /% ~ ~ ~拉伸强度 /MPa 7~15 15~25 21~37断裂伸长率 /% >650 >880 >500 弯曲强度 /MPa 34 —11压缩强度 /MPa 28 —10缺口冲击强度 /(kJ/m 2 ) 80~90 >70 40~70洛氏硬度R45 —R70 热变形温度 / ℃50 75 78脆化温度 / ℃-80~-55 <-120 <-140~-120 线膨胀系数 /( ×10 -5 K-1 ) 20~24 —12~13 热导率 /[W/(m ·K)] —体积电阻率 / Ω·cm 6×10 15 —6×1015 介电常数 (10 6Hz) ~ —~介电损耗角正切值 (10 6Hz) —介电强度 /(kV/mm) >20 —>20耐电弧 /s 115 —115氧指数 /% 20 —20性能通用软 PVC 电器用软 PVC 硬 PVC 相对密度~ ~ ~吸水率 /% ~ ~成型收缩率 /% ~ ~ ~拉伸强度 /MPa ~ ~断裂伸长率 /% 100~500 100~500 25弯曲强度 /MPa ——100弯曲模量 /MPa ——3000压缩强度 /MPa缺口冲击强度 /(kJ/m 2) ——~邵氏硬度A50~95 A60~95 D75~85 长期使用温度 / ℃60~70 80~104 80~90线膨胀系数 /( ×10 -5 K-1 ) 7~25 7~25 5~热导率 /[ W/(m·K)]体积电阻率 / Ω·cm 1011~1013 101l ~1014 1012~1014 介电常数 (10 6Hz) 5~9 4~5 ~介电损耗角正切值 (10 6Hz) ~ ~介电强度 /(KV/mm) ~ ~35耐电弧 /s —60~80 —性能数据性能数据相对密度热变形温度 / ℃102 吸水率 /% 脆化温度 / ℃-8~8 成型收缩率 /% 1~ 线膨胀系数 /( ×10 -5 K-1 ) 6~10 拉伸强度 /MPa 29 热导率 /[W/(m ·K)]断裂伸长率 /% >200 体积电阻率 / Ω·cm 1019 弯曲强度 /MPa 50 介电常数 (10 6Hz)压缩强度 /MPa 45 介电损耗角正切值 (10 6Hz)缺口冲击强度 /(kJ/m 2) 介电强度 /(kV/mm)洛氏硬度R80~110 耐电弧 /s 185 摩擦因数氧指数 /% 18磨痕宽度 /mm表 2-18 PS 的具体性能性能数据性能数据相对密度维卡软化点 / ℃100 吸水率 /% 长期使用温度 / ℃60~75成型收缩率 /% ~ 脆化温度 / ℃-30透光率 /% 88~92 线膨胀系数 /( ×10 -5 K-1 ) 8折射率~ 热导率 /[W/(m ·K)]拉伸强度 /MPa 50 体积电阻率 / Ω·cm 1017~1019 断裂伸长率 /% 2 介电常数 (10 6 Hz) ~弯曲强度 /MPa l05 介电损耗角正切值 (10 6 Hz) (1 ~2) ×l0-4 压缩强度 /MPa 115 介电强度 /(kV/mm) 20~28弯曲弹性模量 /MPa 3200 耐电弧 /s 60~l35 无缺口冲击强度 /(kJ/m 2) 16 氧指数 /% 20洛氏硬度M65~90表 2-21 ABS 的具体性能性能高抗冲型耐热型中抗冲型相对密度~ ~ ~吸水率 /% ~ ~ ~成型收缩率 /% ~ ~ ~拉伸强度 /MPa 35~44 45~57 42~62断裂伸长率 /% 5~60 3~20 5~25弯曲强度 /MPa 52~81 70~85 69~72压缩强度 /MPa 49~64 65~71 73~88悬臂梁缺口冲击强度 /(J/m) 16~44 11~25 6~22洛氏硬度R65~109 R105~115 R108~115 热变形温度 / ℃93~103 104~118 93~107 线膨胀系数 /( ×10 -5 K-l ) ~ ~ 5~热导率 /[W/(m ·K)] ~ ~ ~体积电阻率 / Ω·cm (1~ ×10 16 (1~5) ×1016 (1~5) ×1016 介电常数 (10 6Hz) ~ ~ ~介电损耗角正切值 (10 6Hz)介电强度 /(kV/mm) 13~20 13~20 13~20耐电弧 /s 66~82 66~82 66~82氧指数 /% 20 20 20表2-22 ACS 的主要性能性能通用级阻燃级性能通用级阻燃级相对密度介电强度 /(mV/m) 26拉伸强度 /MPa 体积电阻率 / Ω·cm 2×10 15 ×l015 断裂伸长率 /% 40 50 介电常数 (10 3 Hz)冲击强度 /(J/m) 490 氧指数 /% —热变形温度 / ℃86 78 成型收缩率 /%表3-1 PA 的主要性能性能PA6 PA66 PA1010 PA610 PA11 PA12 相对密度~ ~吸水率 /% ~ ~ ~成型收缩率 /% ~ ~ ~ ~拉伸强度 /MPa 74 80 55 60 55~62 55~64断裂伸长率 /% 200 60 250 200 300 250~300 洛氏硬度M114 M118 M116 M95 M108 M106Izod 冲击强度56 40 40~50 56 38 52~116 /(J/m)长期使用温度 / ℃105 105 —80 60 55 热变形温度 / ℃70 75 —57 52 —热导率~ —/[W/(m-K)]线膨胀系数7 8 11——/( ×l0-5 K-1 )介电常数 (l0 3Hz)体积电阻率5×10 13 7×1014 4×10 14 4×1014 4×1013 8×1014 /Ω·cm介电强度181510~15181715 /(kV/mm)介电损耗角正切值—(l0 6Hz)表3-6 PC 及玻璃纤维增强PC的性能性能PC 30%玻璃纤维增强 PC 相对密度吸水率 /%成型收缩率 /%拉伸强度 /MPa 56~66 132拉伸模量 /MPa 2100~2400 10000断裂伸长率 /% 60~120 <5弯曲强度 /MPa 80~85 170弯曲模量 /MPa 2100~2440 —压缩强度 /MPa 75~80 120~130剪切强度 /MPa 35 —缺口冲击强度 /(kJ/m 2) 17~24 8洛氏硬度M80 M90疲劳极限 106次 /MPa —热变形温度 / ℃130~135 146长期使用温度 / ℃110 130线膨胀系数 /( ×10 -5 K-1 )热导率 /[W/(m ·K)]体积电阻率 / Ω·cm ×10 16 ×1016介电常数 (10 6Hz)介电损耗角正切值 (10 6Hz)介电强度 /(kV/mm) 18 19耐电弧 /s 120 120表3-8 均聚 POM和共聚 POM的性能性能指标均聚 POM 共聚 POM 25%GF共POM相对密度吸水率 /% —成型收缩率 /% ~3 ~ —拉伸强度 /MPa 70 62 130断裂伸长率 /% 40 60 —拉伸模量 /MPa 3160 2830 8300弯曲强度 /MPa 90 98 182弯曲模量 /MPa 2880 2600 7600压缩强度 /MPa 127 110 —剪切强度 /MPa 67 54 —缺口冲击强度 /(J/m) 76 65 86洛氏硬度M94 M80 —摩擦因数——疲劳极限 /MPa 35 31 —热变形温度 / ℃110 124 l63长期使用温度 / ℃80 100 —线膨胀系数 /( ×10 -5 K-l )热导率 /[ W/(m·K)] —体积电阻率 / Ω·cm 1015 1015 ×1014 介电常数 (10 6Hz) —介电损耗角正切值 (10 6Hz) —介电强度 /(kV/mm) 20 20 —耐电弧 /s 220 240 —表 3-9纯PBT及改性PBT的性能性能纯PBT 30%GFPBT 阻燃增强 PBT 相对密度吸水率 /%成型收缩率 /% —~ ~拉伸强度 /MPa 55 137 137断裂伸长率 /% 200~300 4 4弯曲强度 /MPa 85 196 196弯曲模量 /GPa缺口冲击强度 /(kJ/m 2)洛氏硬度M72 R121 M90线膨胀系数 /( ×10 -5 K-1 ) ~热变形温度 / ℃58 220 220~230 长期使用温度 / ℃120 120~140 120~l40介电常数介电强度 /(kV/mm) 17 23 26体积电阻率 / Ω·cm 1016 1016 1016耐电弧 /s 125~190 125 130燃烧性V-1 V-1 V-0表3-10 纯PET和玻璃纤维增强PET的性能性能纯 PET 30%GFPET 相对密度吸水率 /%成型收缩率 /% ~拉伸强度 /MPa 78断裂伸长率 /% 50 3弯曲强度 /MPa 115缺口冲击强度 /(kJ/m 2) 4 80洛氏硬度—R120线膨胀系数 /( ×10 -5 K-1 ) 10热变形温度℃ ) 85介电常数~介电强度 /(kV/mm) 30体积电阻率 / Ω·cm 1018 1016耐电弧 /s 63~190 —表3-12 PPO 及 MPPO 的性能MPPO(PPO MPPO(PPO 性能PPO共混 HIPS) 接枝 HIPS) 相对密度吸水率 /%成型收缩率 /%拉伸强度 /MPa 76 62 54拉伸模量 /GPa —弯曲强度 /MPa 114 86 83弯曲模量 /GPa断裂伸长率 /% 60 50 20冲击强度 /(J/m) 147热变形温度 / ℃173 128 120线膨胀系数 /( ×10 -5 K-1 ) 4 6阻燃性自熄自熄V-1洛氏硬度R119 R115 L90介电强度 /(kV/mm) 16~ 16~20 16~20介电常数 (60Hz)体积电阻率 / Ω·cm 1017 l0 16 1016介电损耗角正切值 (60 Hz)/ ×10 -4 4 4耐电弧 /s 75 75 80表 5-1 PMMA 的性能性能数据性能数据相对密度~ 热变形温度 / ℃115 吸水率 /% 2 长期使用温度 / ℃80 拉伸强度 /MPa 55~77 线膨胀系数 /( ×10 -5 K-1 ) 7 拉伸模量 /MPa 2400~2800 热导率 /[W/(m ·K)] ~ 断裂伸长率 /% ~6 体积电阻率 /0 ·cm 1015 弯曲强度 /MPa 110 介电常数 (10 6Hz) ~ 压缩强度 /MPa 130 介电损耗角正切值 (10 6Hz) ~ 缺口冲击强度 /(kJ/m 2) 18~24 介电强度 /(kV/mm) 20 洛氏硬度M118 耐电弧 /s 不漏电表6-3 PPS 的性能性能PPS(R-4) PPS(R-8) 相对密度吸水率 /% < <成型收缩率 /% < <拉伸强度 /MPa 137 98断裂伸长率 /%弯曲强度 /MPa 204 144 弯曲模量 /GPa缺口冲击强度 /(J/m) 76 27热变形温度 / ℃>260 >260 无载荷连续使用温度 / ℃260 260 线膨胀系数 /( ×10 -5 K-1 ) 3 <3硬度R132 R12l 介电强度 /(kV/mm) 18介电常数 (10 3Hz)体积电阻率 / Ω·cm 1016 1015 介电损耗角正切值 (10 3Hz) ×103 ×103 氧指数 /% 44 53耐电弧 /s 120 190表6-7 PSF 、 PASF、 PES 的性能性能PSF PASF PES 相对密度吸水率 /%成型收缩率 /%拉伸强度 /MPa 75 91 85弯曲强度 /MPa 128 l21 89压缩强度 /MPa 98 126 110 断裂伸长率 /% 50~100 13 80缺口冲击强度 /(kJ/m 2)无缺口冲击强度 /(kJ/m 2) 310 243 296 洛氏硬度M169 M110 M98 热变形温度 / ℃174 274 210 长期使用温度 / ℃-120~150 -240~260 -100~180 线膨胀系数 /( ×10 -5 K-1 )体积电阻率 (10 16)/ Ω·cm 3 5介电常数 (60Hz)介电损耗角正切值 (60Hz) 8×10 -4 3×10-3 10-3介电强度 /(kV/mm) 17耐电弧 /s 122 61 —表6-8 常用 PI 的性能比较性能均苯型 PI 单醚酐型 PI 聚酰胺型 PI 顺酐型 PI 可否熔融不可可不可可外观不透明褐色琥珀半透明——相对密度~吸水率 /%成型收缩率 /% —~1 ~ —阻燃性不燃难燃不燃难燃热变形温度 / ℃360 —274 260长期使用温度 / ℃260 -180~230 230~250 180热导率 /[W/(m ·K)] —线膨胀系数 /( ×10 -5 K-l ) —1~5 ~拉伸强度 /MPa 90 100 200 80断裂伸长率 /% 6~8 —10 —弯曲强度 /MPa 98 205 131 —压缩强度 /MPa 166 166 153 —无缺口冲击强度 /(kJ/m 2) 53 69~118 ——缺口冲击强度 /(kJ/m 2) 4 ——体积电阻率 / Ω·cm 1017 1016~1017 2×1017 ×1015 介电常数 (10 3Hz) 4 ~介电损耗角正切值 (10 3 Hz)/ ×10 -3 1 1~5 1 ~4介电强度 /(kV/mm) 110~120 20 36~42 20耐电弧 /s 230 —125 —表6-12 PEI 的性能性能数值性能数值相对密度~ 冲击强度 /(kJ/m 2) 缺口>6无缺口140 熔体流动指数~摩擦因数(300,/(g/l0min) ~热分解温度 / ℃518 体积电阻率 / Ω·cm 23℃2×10 15 玻璃化温度 / ℃210~215 180℃2×l014 热变形温度 / ℃200~210 表面电阻率 / Ω23℃3×1016~17 燃烧性 (UL-94) V-0 180℃2×10 15 拉伸强度 /MPa 23℃110~160 介电损耗角正切值 (1MHz) —180℃44 23℃弯曲强度 /MPa 23℃106~230 180℃180℃53~73 介电常数 (1MHz) 23℃200℃47~66 180℃压缩强度 /MPa 23℃150~163 介电强度 /(mV/m) 36~42 180℃62 吸水率 /%表 6-16 PEEK 、PEK、PEKK 的性能性能PEEK PEK PEKK 相对密度—拉伸强度 /MPa 103 —102 拉伸模量 /GPa —断裂伸长率 /% 11 — 4缺口冲击强度 /(J/m) 1387 ——氧指数 /% 35 —40热变形温度 / ℃135~160 175~200 —使用温度 / ℃230~240 260 —线膨胀系数 /( ×10 -5 K-l ) 10 —介电常数 (60Hz) ~ ——体积电阻率 / Ω·cm ×10 16 ——介电强度 /(kV/mm) 19 ——表 6-17 聚苯酯的性能性能Ekonol- Ekonol- Ekonol- Ekonol- Ekonol- l00 1000 2000 2008 2008L相对密度吸水率 /%成型收缩率 /% ———拉伸强度 /MPa 75 80 120 弯曲强度 /MPa 105 85 100 130 拉伸模量 /GPa弯曲模量 /GPa压缩强度 /MPa 110 141 ———冲击强度 /(J/m) —22 40 50 70 洛氏硬度—R124 R88 ——热变形温度 / ℃—300 293 310 310 长期使用温度 / ℃315 260 280~300 ——线膨胀系数 /( ×10 -5 K-1 )热导数 /[W/(m ·K)] —阻燃性V-0 V-0 V-0 V-0 V-0 体积电阻率 / Ω·cm l0 16 1015 1015 1015 1015 介电强度 /(V/mm) 30 18 14 17 17 介电常数 10 3Hz ——106Hz介电损耗角正切值 / ×10-3103Hz 10 ——106Hz 15 25 18 l8 耐电弧 /s —127 124 136 136表6-26 F4 的具体性能指标20%GF+5% 60%锡性能F4 20%GFF4石墨 F4 青铜 F4 相对密度吸水率 /% < < < < 氧指数 /% >95 ———断裂伸长率 /% 233 207 193 l0l拉伸强度 /MPa压缩强度 /MPa 13 17 16 2l 弯曲强度 /MPa 21 21 28 缺口冲击强度 /(kJ/m 2) ~无缺口冲击强度 /(kJ/m 2) —硬度 ( 布氏 HB) 456 546 554 796 最高使用温度 / ℃288 ———最低脆化温度 / ℃-150 ———线膨胀系数 /( ×10 -5 K-1 ) 12热导率 /[W/(m ·K)]摩擦因数~ ~ ~ ~ 磨痕宽度 /mm ~ ~6 ~ 极限 PV值 /s) — 3 体积电阻率 / Ω·cm >1017 ———介电强度 /(kV/mm) 60~100 ———介电常数~ ———介电损耗角正切值2×10 -4 ———耐电弧 /s 360 ———表 6-27 PVDF 的物理力学性能性能数值性能数值相对密度~ 弯曲强度 /MPa 48~62 分解温度 / ℃350 弯曲弹性模量 /GPa ~热变形温度 / ℃90 压缩强度 /MPa 69~103150 冲击强度 /(J/m) 211 熔点/ ℃165~185 体积电阻率 / Ω·cm 2×10 4 玻璃化温度 / ℃-35 介电强度 /(kV/mm) 5~10 脆化温度 / ℃-60 介电常数 1000Hz结晶度 /% 35~80 60Hz吸水率 /% 耐电弧性 /s 50~70 最高使用温度 / ℃150~165 阻燃性自熄邵氏硬度 (D) 70~80 线膨胀系数 /K -l ×10-5 拉伸强度 /MPa 36~60 热导率 /[W/< m·K>]断裂伸长率 /% 50~100 成型收缩率 /% 3表6-29 PVF 、PFA、 ETFE、ECTFE 的性能性能PVF PFA ETFE ECTFE 相对密度~ ~吸水率 /% < < < 1氧指数 /% —>95 31 64折射率——硬度( 邵氏或洛氏 ) —D60 D75 R93 拉伸强度 /MPa 85~105 28~32 31~49 弯曲强度 /MPa —48长期使用温度 / ℃-100~150 260 -10~180 -80~l70 线膨胀系数 / ( ×10 -5 K-1 ) 12 —8体积电阻率 / Ω·cm 7×10 14 10 18 10 17 >10 15 介电强度 /(kV/mm) 137 19 16 19介电常数 10 3Hz106Hz介电损耗角正切值10 3Hz10 6Hz ——耐电弧 /s —180 72 135表 6-32 氧化聚醚的性能性能数值性能数值相对密度无缺口冲击强度 /(kJ/m 2) 不断吸水率 /% 缺口冲击强度 /(kJ/m 2) ~ 成型收缩率 /% ~ 热变形温度 / ℃99 拉伸强度 /MPa 43~55 体积电阻率 / Ω·cm 1016 断裂伸长率 /% 60~130 介电强度 /(kV/mm) 20 压缩强度 /MPa 62~75 介电常数弯曲强度 /MPa 61~70 介电损耗角正切值 (50Hz)。
POM GB-25物性
POM 100ST 美国杜邦超高韧性POM 100P 美国杜邦高韧性POM 500P 美国杜邦高韧性表面经润滑POM 900P 美国杜邦高流动低黏度表面经润滑POM 500T 美国杜邦高韧性表面经润滑POM 500CL 美国杜邦耐磨耗POM 500AF 美国杜邦添加20%TEFLON3纤维表面润滑耐磨擦POM 100T 美国杜邦坚韧高粘度耐磨POM 525GR 美国杜邦中粘性25%玻纤增强POM 100 美国杜邦高粘度具有优良的热稳定性POM KT-20 日本宝理无机物填充高刚性耐磨损POM VC-11 日本宝理防静电POM EB-20 日本宝理防静电POM M270-48日本宝理防静电高流动POM GH-25 日本宝理25%玻纤增强高刚性高强度POM GH-25D 日本宝理25%玻纤增强高流动POM GH-20 日本宝理20%玻纤增强POM GB25 日本宝理玻璃珠增强POM M90-44 日本宝理高流动注塑级POM M90-45 日本宝理耐候级POM NW-02 日本宝理特殊润滑剂高性能高滑动POM SW-01 日本宝理特殊润滑剂高滑动高性能POM SX-35 日本宝理质软消音POM TR-20 日本宝理矿物增强级高刚性低翘曲POM TR-10D 日本宝理无机物增强高刚性低翘曲POM SW-41 日本宝理高滑动高刚性POM U10-01 日本宝理食品级FDA认证POM 4590 日本宝理食品级FDA 认证POM CP15X 日本宝理抗蠕变POM ES-5 日本宝理导电级POM MT24U01日本宝理食品级FDA认证POM MT8U01 日本宝理食品级FDA认证POM MT12U01日本宝理食品级FDA认证POM GB-25物性表资料由长城塑胶提供T e L 1 3 6 8 6 6 5 8 5 1 7填料/增强材料玻璃珠, 25% 填料按重量性能特点低翘曲性UL 档案号E45034部件标识代码(ISO 11469) >POM-GB25<物理性能额定值单位制测试方法比重 1.59 g/cm³ASTM D792, ISO1183机械性能额定值单位制测试方法拉伸应力屈服59 MPa ISO 527-2-- 61 MPa ASTM D638伸长率断裂9 % ASTM D638断裂10 % ISO 527-2弯曲模量-- 3530 MPa ASTM D790-- 3800 MPa ISO 178弯曲强度-- 100 MPa ASTM D790-- 104 MPa ISO 178冲击性能额定值单位制测试方法简支梁缺口冲击强度 3.6 kJ/m²ISO 179/1eA悬壁梁缺口冲击强度37 J/m ASTM D256反向缺口冲击410 J/m ASTM D256热性能额定值单位制测试方法热变形温度1.8 MPa, 未退火148 °C ASTM D6481.8 MPa, 未退火123 °C ISO 75-2/A线形膨胀系数流动0.00009 cm/cm/°C ASTM D696流动: 23 到55°C 0.00009 cm/cm/°C ISO 11359-2横向0.00009 cm/cm/°C ASTM D696横向: 23 到55°C 0.00009 cm/cm/°C ISO 11359-2电气性能额定值单位制测试方法体积电阻率3.00 mm 8.00E+14 ohm·cm ASTM D257 -- 8.00E+14 ohm·cm IEC 60093 介电强度2.00 mm 18 kV/mm ASTM D1493.00 mm 18 kV/mm IEC 60243-1 可燃性额定值单位制测试方法UL 阻燃等级HB UL 94补充信息额定值Color Number CF3500/CD3501。
PE塑料常用牌物性表

加强度掺AFFINITY-OG增加韧性LLDPE缠绕LLDPE膜缠绕LLDPE膜缠绕LLDPE膜缠绕LLDPE膜缠绕LLDPE膜缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE (6c)薄膜级LLDPE薄膜级LLDPE 缠绕膜LLDPE (6c )缠绕膜 LLDPE (6c )缠绕膜 LLDPE(8C 线性) 茂金属茂金属茂金属茂金属茂金属茂金属茂金属茂金属缠绕膜茂金属缠绕膜茂金属缠绕膜茂金属缠绕膜 茂金属(6c )缠绕膜茂金属缠绕膜茂金属茂金属 缠绕膜茂金属 茂金属 茂金属 茂金属 茂金属茂金属 茂金属 茂金属超低密度聚乙烯超低密度聚乙烯超低密度聚乙烯POE弹性体PE弹性体PE弹性体PE弹性体PP弹性体弹性体弹性体薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级 LLDPE 薄膜级 LLDPE薄膜级 LLDPE 1820S1 印尼 薄膜级 LLDPE 201XV 福建联合薄膜级 LLDPE 7087科威特EQUATE 1薄膜级LLDPE新加坡注塑级 LLDPE注塑级LLDPE注塑级LLDPE注塑级LLDPE注塑级 LLDPE 注塑级LLDPE 注塑级LLDPE 注塑级LLDPE 注塑级LLDPE注塑级LLDPE高压花料 挤出涂覆级LDPE 注塑级LDPELDPE 注塑级LDPELDPE 注塑LDPE 级LDPELDPELDPE 高压涂覆挤出LDPE 级涂覆LDPE 级涂覆LDPE 级涂覆LDPE 级注塑LDPE 级挤出LDPE 级挤出LDPE 级挤出LDPE 级LDPE 高压薄膜LDPELDPELDPELDPE 高压重包装注塑级LDPELDPELDPELDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE注塑级LDPE注塑级LDPE注塑级LDPE 注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE 涂覆级LDPE 涂覆级LDPE涂覆级LDPE 涂覆级LDPE 涂覆级LDPE 7008 美国陶氏薄膜级 HDPE薄膜级 HDPE 薄膜HDPE级薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE 薄膜级HDPE 薄膜级HDPE薄膜级 HDPE 薄膜级 HDPE 薄膜级HDPE薄膜级HDPE 薄膜级HDPE注塑级HDPE 低压聚乙烯MI :5属于低熔指MI :10属于中熔指MI :20属于高熔指注塑级HDPE 注塑级 HDPE 注塑级HDPE 注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE 注塑级HDPE注塑级HDPE注塑级HDPE 注塑级HDPE 注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE 注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级HDPE拉丝级 HDPE 拉丝级 HDPE拉丝级 HDPE 拉丝级 HDPE 拉丝级HDPE 拉丝级HDPE 拉丝级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空HDPE 级中空HDPE 级中空HDPE 级中空HDPE 级中空HDPE 级中空HDPE级中空HDPE 级中空HDPE 级中空HDPE 级中空HDPE 级中空HDPE 级中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE中空级HDPE拉丝级PP拉丝级PP拉丝级PP拉丝级PP拉丝级PP拉丝级 PP 拉丝级 PP 拉丝级PP注塑级PP注塑级PP 注塑级 PP 注塑级PP注塑级PP 注塑级 PP 注塑级PP 注塑级PP。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CELCON® M90™ | POM | UnfilledDescriptionCelcon acetal copolymer grade M90™ is a medium viscosity polymer providing optimum performance in general purpose injection molding and extrusion of thin walled tubing and thin gauge film. This grade provides overall excellent performance in many applications.Chemical abbreviation according to ISO 1043-1: POMPlease also see Hostaform® C 9021.Physical properties Value Unit Test Standard Density1410kg/m³ISO 1183Melt volume rate (MVR)8cm³/10min ISO 1133 MVR test temperature190°C ISO 1133MVR test load 2.16kg ISO 1133Mold shrinkage - parallel2%ISO 294-4Mold shrinkage - normal 1.9%ISO 294-4Water absorption (23°C-sat)0.75%ISO 62Humidity absorption (23°C/50%RH)0.2%ISO 62 Mechanical properties Value Unit Test StandardTensile modulus (1mm/min)2760MPa ISO 527-2/1A Tensile stress at yield (50mm/min)66MPa ISO 527-2/1A Tensile strain at yield (50mm/min)10%ISO 527-2/1A Tensile creep modulus (1h)2450MPa ISO 899-1Tensile creep modulus (1000h)1350MPa ISO 899-1Flexural modulus (23°C)2550MPa ISO 178Charpy impact strength @ 23°C188.0kJ/m²ISO 179/1eU Charpy impact strength @ -30°C181.0kJ/m²ISO 179/1eU Charpy notched impact strength @ 23°C 6.0kJ/m²ISO 179/1eA Charpy notched impact strength @ -30°C 6.0kJ/m²ISO 179/1eA Notched impact strength (Izod) @ 23°C 5.7kJ/m²ISO 180/1AThermal properties Value Unit Test Standard Melting temperature (10°C/min)165°C ISO 11357-1,-2,-3 DTUL @ 1.8 MPa101°C ISO 75-1/-2DTUL @ 0.45 MPa158°C ISO 75-1/-2Coeff.of linear therm. expansion (parallel) 1.2E-4/°C ISO 11359-2 Coeff.of linear therm. expansion (normal) 1.2E-4/°C ISO 11359-2Electrical properties Value Unit Test Standard Volume resistivity8E12Ohm*m IEC 60093Surface resistivity3E16Ohm IEC 60093Test specimen production Value Unit Test Standard Processing conditions acc. ISO9988-2-InternalCELCON® M90™ | POM | UnfilledRheological Calculation properties Value Unit Test Standard Density of melt1200kg/m³Internal Thermal conductivity of melt0.155W/(m K)Internal Specific heat capacity of melt2210J/(kg K)InternalEff. thermal diffusivity 4.85E-8m²/s Internal Ejection temperature140°C InternalStress-strain Secant modulus-strainCELCON® M90™ | POM | UnfilledStress-strain (isochronous)Creep modulus-timeStress-strain (isochronous)Creep modulus-timeCELCON® M90™ | POM | UnfilledTypical injection moulding processing conditionsPre Drying:Drying is not normally required. If material has come in contact with moisture through improper storage or handling or through regrind use, drying may be necessary to prevent splay and odor problems.Drying time: 3 hDrying temperature: 80 - 100 °CTemperature:Manifold Mold Melt Nozzle Zone4Zone3Zone2Zone1min (°C)18080180190190180180170max (°C)200120200200200190190180Pressure:Inj press Hold press Back pressuremin (bar)6006000max (bar)1200120040Above pressures, including back pressure, are given as specific or plastic pressures. The back pressure on Hostaform® and Celcon® POM materials should be as low as possible, just enough to remove air from the pellets during feeding.Speed:Injection speed: slow-mediumInjection MoldingStandard reciprocating screw injection molding machines with a high compression screw (minimum 3:1 and preferably 4:1) and low back pressure (0.35 Mpa/50 PSI) are favored. Using a low compression screw (I.E. general purpose 2:1 compression ratio) can result in unmelted particles and poor melt homogeneity. Using a high back pressure to make up for a low compression ratio may lead to excessive shear heating and deterioration of the material.Melt Temperature: Preferred range 182-199 C (360-390 F). Melt temperature should never exceed 230 C (450 F).Mold Surface Temperature: Preferred range 82-93 C (180-200 F) especially with wall thickness less than 1.5 mm (0.060 in.). May require mold temperature as high as 120 C (250 F) to reproduce mold surface or to assure minimal molded in stress. Wall thickness greater than 3mm (1/8 in.) may use a cooler (65 C/150 F) mold surface temperature and wall thickness over6mm (1/4 in.) may use a cold mold surface down to 25 C (80 F). In general, mold surface temperatures lower than 82 C (180 F) may hinder weld line formation and produce a hazy surface or a surface with flow lines, pits and other included defects that can hinder part performance.CELCON® M90™ | POM | UnfilledFilm ExtrusionStandard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 160-220 C (320-430 F)Other ExtrusionStandard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and uniform melt homogeneity. The design should be approximately 35% each for the feed and metering sections with the remaining 30% as transition zone.Melt temperature 180-220 C (355-430F)Profile ExtrusionStandard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio of at least 3:1 and preferably 4:1 to assure good melting and melt homogeneity. The design should be approximately 35% each for feed and metering sections with the remaining 30% as the transition zone.Melt temperature: 180-220 C (360-430 F).Sheet ExtrusionStandard extruders with a length to diameter ratio of at least 20:1 are recommended. The screw should be a high compression ratio (at least 3:1 and preferably 4:1) to assure good melting and uniform melt homogeneity. The screw design should be approximately 35% each for the feed and metering sections with the remaining 30% as the transition zone.Melt temperature 180-190 C (355-375 F).Blow MoldingConsult product information services.CalanderingConsult product information services.Compression MoldingConsult product information services.Contact InformationAmericas8040 Dixie Highway, Florence, KY 41042 USA Product Information Servicet: +1-800-833-4882 t: +1-859-372-3244 Customer Servicet: +1-800-526-4960 t: +1-859-372-3214e: info-engineeredmaterials-am@ Asia4560 Jinke Road, Zhang Jiang Hi Tech Park Shanghai 201203 PRCCustomer Servicet: +86 21 3861 9266 f: +86 21 3861 9599e: info-engineeredmaterials-asia@ EuropaAm Unisys-Park 1, 65843 Sulzbach, Germany Product Information Servicet: +(00)-800-86427-531 t: +49-(0)-69-45009-1011 e: info-engineeredmaterials-eu@celanese.coCELCON® M90™ | POM | UnfilledGeneral DisclaimerThis publication was printed based on Celanese’s present state of knowledge, and Celanese undertakes no obligation to update it. Because conditions of product use are outside Celanese’s control, Celanese makes no warranties, express or implied, and assumes no liability in connection with any use of this information. Nothing herein is intended as a license to operate under or a recommendation to infringe any patents.NOTICE TO USERS: Values shown are based on testing of laboratory test specimens and represent data that fall within the standard range of properties for natural material. These values alone do not represent a sufficient basis for any part design and are not intended for use in establishing maximum, minimum, or ranges of values for specification purposes. Colorants or other additives may cause significant variations in data values.Properties of molded parts can be influenced by a wide variety of factors including, but not limited to, material selection, additives, part design, processing conditions and environmental exposure. Any determination of the suitability of a particular material and part design for any use contemplated by the users and the manner of such use is the sole responsibility of the users, who must assure themselves that the material as subsequently processed meets the needs of their particular product or use.To the best of our knowledge, the information contained in this publication is accurate; however, we do not assume any liability whatsoever for the accuracy and completeness of such information. The information contained in this publication should not be construed as a promise or guarantee of specific properties of our products. It is the sole responsibility of the users to investigate whether any existing patents are infringed by the use of the materials mentioned in this publication.Moreover, there is a need to reduce human exposure to many materials to the lowest practical limits in view of possible adverse effects. To the extent that any hazards may have been mentioned in this publication, we neither suggest nor guarantee that such hazards are the only ones that exist. We recommend that persons intending to rely on any recommendation or to use any equipment, processing technique or material mentioned in this publication should satisfy themselves that they can meet all applicable safety and health standards.We strongly recommend that users seek and adhere to the manufacturer’s current instructions for handling each material they use, and entrust the handling of such material to adequately trained personnel only. Please call the telephone numbers listed (+49 (0) 69 30516299 for Europe, +1 859-372-3244 for the Americas and +86 21 3861 9266 for Asia) for additional technical information. Visit our web site for the appropriate Safety Data Sheets (SDS) before attempting to process our products. Feel free to call Customer Services for additional assistance.The products mentioned herein are not intended for use in medical or dental implants.© 2014 Celanese or its affiliates. All rights reserved. (Published 29.April.2015)Celanese®, registered C-ball design and all other trademarks identified herein with ®, TM, SM, unless otherwise noted, are trademarks of Celanese or its affiliates. Fortron is a registered trademark of Fortron Industries LLC.。