设置后处理输入出NC的固定目录方法
NC操作手册
目录1.质量管理模块------------------------------ ------------------------------------------------------------ 11.1质量组织------------------------------ ------------------------------------------------------------- 11.2质量策划------------------------------ ------------------------------------------------------------ -21.3质量检查------------------------------ ------------------------------------------------------------ -31.4质量控制------------------------------ ------------------------------------------------------------ -41.5质量事故处理------------------------------ ---------------------------------------------------------71.6奖罚激励------------------------------ ------------------------------------------------------------ -81.7质量月报------------------------------ ------------------------------------------------------------ -81.8创优管理------------------------------ ------------------------------------------------------------ -91.9统计分析------------------------------ -------------------------------------------------------------102、竣工管理模块------------------------------------------------------------------------------------------- -102.1竣工验收备案--------------------------------------------------------------------------------------103、技术管理模块------------------------------------------------------------------------------------------- 113.1基本档案--------------------------------------------------------------------------------------------113.2技术策划--------------------------------------------------------------------------------------------133.3图纸管理--------------------------------------------------------------------------------------------153.4过程控制------------------------------------------------------------------------------------------- 163.5创新管理--------------------------------------------------------------------------------------------193.6计量器具管理--------------------------------------------------------------------------------------214、说明--------------------------------------------------------------------------------------------------------225、要求--------------------------------------------------------------------------------------------------------22综合项目管理系统中质量技术部负责的模块包括“质量管理、竣工管理、技术管理”三个模块。
PowerMILL如何输出NC等任意格式程序

PowerMILL如何输出NC等任意格式程序•引言•PowerMILL软件概述目录•NC程序输出原理及流程•任意格式程序输出方法•实际案例分析与操作演示•问题解决与技巧分享01引言01 02 03数控加工在现代制造业中的重要性随着制造业的不断发展,数控加工技术已经成为现代制造业中不可或缺的一部分。
PowerMILL作为一款专业的数控编程软件,在制造业中得到了广泛的应用。
PowerMILL在数控编程中的优势PowerMILL具有强大的加工策略、高效的刀路计算和精确的仿真功能,能够大大提高数控编程的效率和准确性。
输出NC等任意格式程序的需求在实际生产过程中,不同的数控机床和控制系统可能需要不同的NC程序格式。
为了满足这些需求,PowerMILL提供了输出多种NC程序格式的功能。
目的和背景0102PowerMILL软件…包括软件的主要功能、界面和使用方法等。
NC程序格式的介绍简要介绍NC程序的概念、常见格式及其特点。
PowerMILL输出…详细介绍如何使用PowerMILL软件输出NC程序,包括设置输出参数、选择输出格式、进行后处理等步骤。
输出其他任意格式程序的…介绍如何使用PowerMILL的自定义功能或其他工具输出其他任意格式的程序,如STL、DXF等。
注意事项和常见问题解答提供一些在使用PowerMILL输出NC程序时需要注意的事项和常见问题的解答,以帮助用户更好地掌握这一功能。
030405汇报范围02 PowerMILL软件概述PowerMILL 提供多种高效、精确的加工策略,包括粗加工、精加工、清角加工等,满足复杂零件的加工需求。
强大的加工策略软件具备刀具路径自动优化功能,可根据加工需求自动调整刀具路径,提高加工效率和质量。
全面的刀具路径优化PowerMILL 支持多种数控系统和机床类型,可实现精确的机床控制和仿真,确保加工过程的准确性和安全性。
灵活的机床控制和仿真软件支持多种CAD 数据格式导入和NC 程序输出,方便与其他CAD/CAM 系统进行数据交换。
NC初始设置操作指南

第一章系统维护1.1 系统客户端环境需求1.1.1 客户端机器配置强烈建议采用P4机器,内存至少512M,硬盘剩余空间2G。
操作系统强烈建议采用win2000或者其xp。
IE版本要求升级到6.0以上并且需要打SP1补丁。
提示:操作系统和IE版本如果达不到以上版本要求,系统将不能稳定应用!1.1.2 安装本地插件●直接安装NC插件通过NC插件软件直接安装,双击,点击,一步一步进行安装。
●在线安装NC插件操作说明:1、打开IE(其他浏览器也可),进入“工具—internet选项—安全—自定义级别”,将关于执行ActiveX控件的项目都改为启用状态。
2、打开IE浏览器,进入“工具—弹出窗口阻止程序”,选择“关闭弹出窗口阻止程序”。
3、下载并安装JAVA插件输入系统登录的IP地址,按回车,系统出现以下登录界面如图:点击“ERP-NC”,IE会自动下载插件,需要等待一段时间(时间长短跟本地网速有关),之后将会出现以下界面:直接点击next(下一步)完成安装,直到看到登录界面就可以正常访问NC系统了。
注意事项:选项勾中“压缩远程调用流”,可使外网远程用户速度成倍提升,远程用户必选项下载安装NC插件在浏览器IP地址栏里输入http://IP地址/Client/NC_Client_1.5.0_07.exe,然后回车,即可出现下载界面,点击“保存即可”,双击,开始安装,安装步骤同直接安装。
1.2 软件登录1.2.1 进入系统在IE地址栏中如图输入登录IP地址,按回车键,可把此地址添加到收藏夹,作为快捷登录方式。
选择“ERP-NC”按钮,由于按照1.1.2节安装本地插件的步骤,已经完成了初次安装,则此时直接出现系统登录界面,选择有操作权限的帐套和公司,根据提供的初始用户和密码登录就可以了。
1.2.2 退出系统及切换登录如下图,将鼠标指向系统主界面窗口右上角,有一组图标。
● 操作说明:注销:选择“注销”,系统将退出返回到登录界面。
Cimatron E常用目录设定

指定方法:修改cimatron快捷方式C:\Cimatron\CimatronE\Program\CimatronE_Launcher.exe -lang chs
3.后处理目录:C:\Cimatron\CimatronE\Program\IT\var\post
指定文件:nc.def nc.exf nc.dex(或将已改好的后处理文件拷贝到此目录)
指定方法:a.运行开始菜单里的C:\Cimatron\CimatronE\Program\external.exe
b.选择主菜单--NC--DFEXF--输入后处理名--回车即可。
4.刀库目录: C:\Cimatron\CimatronE\Program\IT\var\profiles
指定文件:Tools_sony_NC.elt(一个已设置好包含刀库的nc文件)
指定方法:TOOLS工具\偏好设定\
General---->GeneralNC---->刀具库位置里选定文件Tools_sony_NC.elt
5.常用刀路参数目录:C:\Cimatron\CimatronE\Program\IT\var\profiles\sony\values\enc\mm
指定文件:RoughParallel.pct FinishMillAll.pct Pencil.pct 等等*.pct
指定方法:a.存取参ቤተ መጻሕፍቲ ባይዱ:打开NC文件,编辑刀路参数后选择工具栏上的Edit-->Perferred Values&Look--->Save
Cimatron e8.5常用目录 edit by sonycnc 2008.4.10
最新MasterCAM9后处理的修改

M a s t e r C A M9后处理的修改MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC 控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
CAMPATH软件安装和使用+NC数据输出路径更改方法
CAMPATH软件安装和使用一、CAMPATH安装流程和注意事项CAMPATH的安装:★首先需要安装好打印机驱动程序(可以不接打印机,需要先于CAMPATH软件安装)★其次需要更改好系统日期格式(该步骤也可以待软件安装好后进行)一)在光区中放入Campath安装光盘,点击其中的Setup文件,全部为Next。
中间会提示要放入Constant Files文件磁盘在A驱中。
※:如果没有软驱A 可在有软驱的电脑上拷贝到U盘,但必须U 盘中没有其它任何文件--右击 cnsccpy.bat---编辑--使A改为H(U盘所在盘符,根据实际情况决定)后关闭---再运行cnsccpy.bat,重先安装Campath,选择H盘,继续安装,直至安装完备。
二)Cad2000的安装,安装路径为C:\campath\Acadwin,选择Full 全部安装。
※:(WindowsXP下,更改setup.exe兼容性,setup.exe右键→属性→兼容性→用兼容模式运行这个程序→选择windows2000)三)Autocad的初始化。
1.打开Autocad→T ools→Options→Profiles→Export(保存路径C:\Campath\Acadwin,文件名称:Acad.arg),保存。
2.再点T ools→Options→Profiles→Import,路径:C:\Campath\Acadwin,中的Acad.arg。
打开。
Profiles name:Acad,Apply&Close。
3.再点T ools→Options→Profiles,中的Import,路径:C:\Campath\mwsaps,中的Campath.arg。
打开。
Profile name:Campath,Apply&Close。
4.再点T ools,Options,Profiles,中的Import,路径:C:\Campath\mwsaps,中的Campath_r14.arg。
Mastercam后处理NC输出修改

Mastercam后处理NC输出修改
Mastercam软件安装好后,其默认的后处理是可以直接使用的,无需做任何修改。
(对于FANUC,哈斯系统是没有问题的,其他系统没有用过,不敢乱讲。
)
由于一些特殊的原因,我们想修改一下后处理,比如去掉顺序号,这样程序就会小很多,这也是可以的。
Mastercam X版系列修改后处理有两种方式。
一是在软件里面修改,二是直接修改后处理文件。
今天给大家谈谈怎么在Mastercam软件里面修改。
单击菜单设置—控制器定义,弹出自定义控制器对话框。
在这里可以修改后处理。
1.删除行号。
单击NC输出,将输出行号的勾去掉即可。
2.备刀。
单击刀具,将启用预先架刀的例行程序打钩即可。
这个适用于机械手换刀的数控加工中心。
3.修改圆弧是用I,J,K还是R。
单击圆弧,在这里修改。
关于在软件Mastercam中常用的后处理修改就这么多。
当然,要删除四轴A0.,%,关闭程序开头的一些信息,刀具信息的显示,程序结尾回零去掉X0.等等,这些都要去后处理文件中修改。
今天先谈到这,在后处理文件中修改后处理的问题下次再谈。
nc后处理[指南]
![nc后处理[指南]](https://img.taocdn.com/s3/m/90b1dded760bf78a6529647d27284b73f24236fa.png)
第1章NX后处理1.1 后处理NX软件系统在数控加工编程方面是目前市场上功能最强的集成系统,其加工编程功能包括3~5轴铣销加工编程、车削加工编程、线切割加工编程等。
使用NX加工模块生成刀轨后,其中会包含GOTO点和其他机床控制的指令信息。
由于不同的机床控制系统对NC程序格式有着不同的要求(数控机床的控制器不同,所使用的NC程序格式就不一样),这些NX刀轨源文件也就不能直接被控制系统所使用,因此NX/CAM中的刀轨必须经过处理转换成特定机床控制器能接受的NC程序格式,这一处理过程就是“后处理”。
后处理是数控加工中一个重要的环节,其主要任务是将CAM软件生成的加工刀位轨迹源文件转换成特定机床可接受的数控代码(NC)文件。
后处理必须具备两个要素:∙刀轨——NX内部刀轨。
∙后处理器——一个包含机床和控制系统信息的处理程序,由它读取刀轨数据,再转换成机床可接受的代码。
NX软件提供了两种后处理方法:一种是用图形后处理模块GPM(Graphics Postprocessor Module)进行后置处理;另一种是用NX/POST后处理器进行后置处理。
GPM是一种传统的后处理方法,随着现代数控机床愈加复杂和特殊,GPM越来越难以适应;而NX/POST通过建立与机床控制系统相匹配的两个文件——事件处理文件和定义文件,可以轻松完成从简单到任意复杂机床控制系统的后处理,用户甚至可以直接修改这两个文件实现用户特定的信息处理。
一般用户在使用NX加工模块时,主要工作是将加工文件在NX加工环境中生成加工刀轨。
但由于加工机床有许多类型,每个机床都有不同的硬件配置(例如,机床主轴是立式,还是卧式;主轴联动是3轴、4轴,还是5轴等),不能将未经后处理的加工刀轨源文件(CLSF)直接发送给机床,如图1-1所示。
CLSF图1-1 后处理问题此外,通常每台机床的控制系统也不完全相同,不同控制系统所要求的NC程序格式也不一样。
例如,有些车削控制系统在冷却泵开启时,要求一个特定代码并且单独在NC 程序中占用一行;而大多数车削控制系统在冷却泵开启时,则要求一个M代码并允许与其他NC代码在同一行中输出。
所有解压密码是

等高陡角加工讲解部分:
1,陡角加工1:解压密码是:dkjgeh(23个part文件)
2,陡角加工2:解压密码是:sjyyhr(20个part文件)
3,陡角加工3:解压密码是:cfguefw(13个part文件)
4,陡角加工4常用方法:解压密码是:wgjhfn(8个part文件)
最后,为了真正的给大家以实惠,我决定把这些视频(完整的、原版的、高清晰的),都上传到115网盘(我
以前不知道115网盘),这个网盘下载速度应该是前者的10几倍,而且是没限制的,都是完整的视频。
目前我正在整理,准备上传,对于真正需要的朋友,可以发邮件到suoyaojiaocheng@进行索
要即可!我上传完毕后,即刻回复邮件给大家115盘的下载地址!到时大家可以随心所欲的、高速的下
载这些视频了。
成为会员。
第二步:通过:/user/vip/woxiaozhongsheng.html,这个地址成为此网盘的高级会
员(VIP会员,收费会员),进行无限制和高速下载!
当然,如果您是一位坚决的免费主义者,那就耗点时间自己慢慢下吧——这绝对是免费的和能下载的。
进退刀特殊处理、刀具补正方法讲解部分:
1,刀具补正方法:解压密码是:cijdfs(27个part文件)
2.进退刀特殊处理:解压密码是:svndut(25个part文件)
固定轴曲面铣讲解部分:
1,三轴曲面加工--曲线点:解压密码是:zdshuh(51个part文件)
2,三轴曲面加工--螺旋:解压密码是:ugitfr(37个part文件)
6,后处理的添加:解压密码是:uhrv67(1个part文件)
7,后处理文件的制作:解压密码是:bnrft(1个part文件)
NC查询模板固定条件设置方法
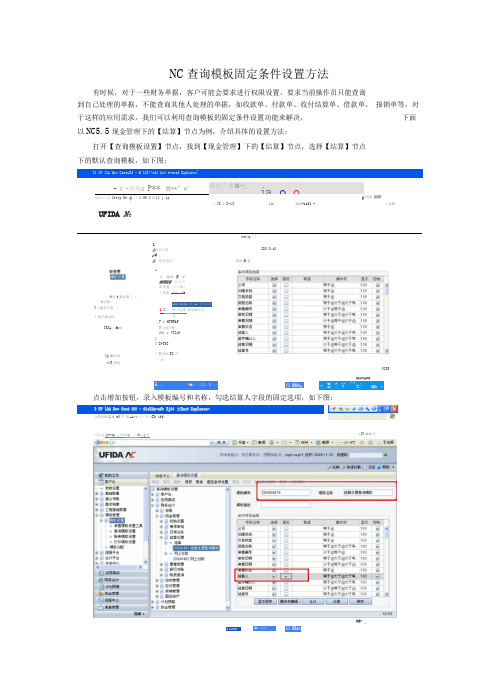
NC 查询模板固定条件设置方法有时候,对于一些财务单据,客户可能会要求进行权限设置,要求当前操作员只能查询到自己处理的单据,不能查询其他人处理的单据,如收款单、付款单、收付结算单、借款单、 报销单等,对于这样的应用需求,我们可以利用查询模板的固定条件设置功能来解决, 下面以NC5.5现金管理下的【结算】节点为例,介绍具体的设置方法:打开【查询模板设置】节点,找到【现金管理】下的【结算】节点,选择【结算】节点 下的默认查询模板,如下图:3l UP 1UA Hcv CentuEf - f lCE^^nfl hit e-cnef Explorcx 1UFIDA N :rn«q><>点击增加按钮,录入模板编号和名称,勾选结算人字段的固定选项,如下图:3 UP l&A Bev Cent UET - ficEda-aft Ijit ±Enet Explorcx -文件叩啊1甜 aV>^ 收rt?血工・卩 «Eh iff :'- 0 -国凰& P** 费**" €训目”曲■-匚ja o o底址叫 ⑥ Jrttp Mn Q □ 1:55/1岬11 j ipV£乩針9SS 于比啤■打E 抵总晝 L «馳自配S £隆轻平倉 4 Q 轩務由科J5JA :■成Ip 艇中电枷R 音租1B :+B 询咅户世时芽会计-曲二测妞 Fr9VW1U他归日常业整 吕十祐![见理 .口》(M20040101 踣 IF 见五;诩1 E •一网卜处戏 测畑曲肛付壮F r HFKWff 1S £恨汙僚 ffi r VIEiH 3 £3 E+TS3生E 困虚ST .产计H...-■匸:\11・0 … 2D0<04d1□ KXi»…]a,1-in3»LNCSS« B ? V ;;7^=>U M :佃□ Kli»”上JE £ E-iS' lir粘朋-isfl -旳世:H 逮:J0斓s®沪lal-irtiit-L■曰毗特f EoCiM'底址也jrttp ,力祈ip 口 ■:!j 町然后点击菜单上的固定条件设置按钮,如图:消修中心查诲模義役青L FW旷保存取消固定簾件设置 预览打印复制XttW 刷新分配模槻■ a 叠豎豊谡豐-模腹輪昌 20C404019固定条件分为两种:一种是绝对固定,即条件取值是固定的值,不会随系统条件的变化 而变化;另一种是相对固定,即条件取值是根据某一种系统值而定。
Mastercam软件的后置处理文件及其设定方法

Mastercam软件的后置处理文件及其设定方法一、前言Mastercam是一套应广泛的CAD/CAM/CAE软件包,它采用图形义互式自动编程方法实现NC程序的编制。
义互式编程是一种人机对话的编程方法,编程人员根据屏幕提示的内容,反复与计算机对话,选择菜单目录或计算机的提问的编程习惯。
有些用户在使用软件时由于不了解情况,没有对后处理文件进行修改,导致生成的NC程序中某些固定的地方经常出现一些多余的内容,或者总是漏掉某些词句,这样,在将程序传入数控机床之前,就必须对程序进行手工修改,如果没有全部更正,则可能造成事故。
例如,某机床的控制系统采用G54工件坐标系定位,G90绝对坐标编程,要求生成的NC程序前面必须有G54G90设置,如果后处理文件的设置为G55G91,则每次生成的程序中含有G55G91,却不一定有G54G90,如果在加工时没有进行手工改正,则势必造成加工错误。
二、Mastercam软件的后置处理文件后置处理文件简称后处理文件,是一种可以由用户以回答问题的形式自行修改的文件,其扩展名为.PST。
在应用Mastercam 软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序,也就是说后处理程序可以将一种控制器的NC程序定义成该控制器所使用的格式。
以FANUC系列的后处理为例,它既可以定义成惯用于FANUC3M控器所使用的格式,也可以定义成FANUC6M控制器所使用的格式,但不能用来定义其它系列的控制器。
不同系列的后处理文件在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下几个部分。
1.Annotation(注释)对后处理文件及其设定方法作一般性介绍。
2.问题该部分为后处理文件的主要部分,FANUC系列的后处理文件中共包括200个问题,对这些问题的回答将决定将来输出的NC程序的格式。
3.Commands(指令)指令的作用是对它后面的变量施加影响。
Mastercam后处理文件及设定方法
Mastercam后处理文件及设定方法-1(转载)2010年03月09日星期二23:37Mastercam后处理文件及设定方法Mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
Mastercam系统后置处理文件的扩展名为PST,称为PST文件,它定义了切削加工参数、NC 程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-Absolute, or Incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能G代码格式和辅助功能M代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# Error messages (错误信息)psuberror # Arc output not allowed"ERROR-WRONG AXIS USED IN AXIS SUBSTITUTION", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定G代码和M代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是A、B和C,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义NC程序的目录,定义启动和退出后置处理程序时的C-Hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。
NC系统录入操作办法

NC 系统录入操作说明一. 基础档案录入1. 录入BOM 前,请仔细分析BOM 表,先建BOM 清单里的一级BOM ,此次操作一定要在集团帐套里进行。
2.下面是主要的操作要领了,请注意。
用鼠标点击右下角的最后一栏(也可点击设置,输入行数比较大的数字,要比他自己显示的行数高即可)确定是新增的,不能和之前的数字有重复。
选中最下一行,然后点击新增(复制新增选项)修改上面的信息,编入新的信息,完成后点击保存即可。
点击客户化—存货信息—存货基本档案—后加对应的零件编号01/02/03…….3.保存好后后面的一步比较重要了,就是要分配(如果你新增的零件要通用几个公司的BOM,那么就要分配到那几个公司帐套里)不分配的话后面的BOM就不会显示啊。
如下图:需要的就选中,然后确认就可以了。
二.基础档案资料的属性更改1.主要是对上面的基础资料进行属性确认,是外购还是自制,什么车间.什么仓库.成品还是半成品。
主要更改控制信息、库存信息、计划信息这三项,此次操作要换帐套了,(我去,垃圾系统)是那个帐套的BOM就换到那个帐套下进行。
前面的操作还是一样客户化---基本档案—存货信息---物料生产档案—-找到你自己刚输入的编码,然后选中后点击左上角的修改选项。
如下:然后这几项按实际填,都有选项,自己点开就明白选哪个(你们都是精英,我就不浪费口舌了)库存信息主要就是看主仓库这项,计划部的人说这项所有的都写一察觉仓库(11仓库)计划信息:这项计划员就写小卢,也可写广磊,计划属性一定得MRP(这个不能乱选),生产部门是谁负责就是谁,按实际填。
以上三项改好后点击左上角的确认即可。
这个步骤如果不做的话,有的属性会错,后面系统就可能出不来或计划查不到物料,也很重要。
三.子件BOM的关联及添加1.首先进入你所要做的产品名称账号(飞雕/居华),然后依次点击客户化—工程基础数据—生产BOM管理---生产BOM维护。
然后点击物料编码这项,输入你之前编写的组件名称,再点击查找图标。
如何设置后处理模板以便在NC程序中输出相对坐标值

如何设置后处理模板以便在NC程序中输出相对坐标值?
这里我们以NX3环境示例,对UG其它版本操作方法基本相同。
1.选择开始菜单Æ程序ÆNX3.0ÆPos ToolsÆPost Builder,启动Post Builder
2. 选择FileÆOpen,然后浏览到后处理模板存放的路径下面(缺省是
${UGII_BASE_DIR}\MACH\resource\postprocessor)打开需要修改的后处理模板,这里以mill3ax.pui为例。
3. 在Program & Tool PathÆProgramÆProgram Start Sequence里找到相关的输出模式的语句(本例中是G40 G17 G90 G70)
然后双击该语句,把其中的G90拖拽到右上角的垃圾箱。
添加G91指令,如下图示
4.在NC Data DefinitionÆBlock里找到圆弧输出语句(本例中是circular_move)然后把其中的X,Y,Z分别自定义成$mom_pos(0)-$mom_prev_pos(0),$mom_pos(1)-$mom_prev_pos(1),$mom_pos(2)-$mom_prev_pos(2),操作方法如下:
5.用以上的方法修改直线输出语句
6.如果后处理还包含其它的插补指令,也需要做类似的修改。
pm怎么后处理出nc程序

设置加工参数
根据加工需求和机床性能,设置 相应的加工参数,如切削速度、 进给速度、切削深度、切削宽度 等。
生成NC程序
01
读取PM模型和刀具 路径
启动后处理器,读取准备好的PM模 型和刀具路径。
02
进行后处理计算
03
输出NC程序
根据设置的机床参数、刀具参数和加 工参数,对PM模型和刀具路径进行 后处理计算,生成符合要求的NC程序 。
PM后处理流程
数据提取
从仿真分析软件中提取出物理模型( PM)的相关数据,包括几何形状、 材料属性、工艺参数等。
程序验证与优化
在数控机床上进行试切验证,并根据 验证结果对NC程序进行优化调整,以 确保加工质量和效率。
01 05
02
格式转换
将提取的数据转换为数控机床能够识 别的格式,如G代码、M代码等。
案例三:组合件加工
组合加工
将所有零件的NC程序组合在一起,形成一 个完整的组合件加工NC程序。
优化加工顺序
根据组合件的装配关系和加工要求,优化各 个零件的加工顺序,提高加工效率。
案例三:组合件加工
01
注意事项
02 在处理组合件时,要确保各个零件之间的配合精 度和装配关系。
03 在优化加工顺序时,要综合考虑加工时间、刀具 寿命、机床利用率等因素。
汇报范围
01
介绍本次汇报所涉及的主题和内容
02
概述PM后处理出NC程序的基本流程和关键步骤
阐述本次汇报的重点和亮点
03
2023
PART 02
PM后处理概述
REPORTING
PM后处理定义
PM后处理是指将经过仿真分析的物 理模型(PM)转化为数控加工所需 的NC程序的过程。
Mastercam数控车修改后处理方法

MasterCAM X6改后处理1.默认 Lathe(车床);2.设置——机床参数(圆弧输出半径,杂变为1,后处理后缀CNC);3.我的电脑搜索“MPLFAN”打开所在文件夹,先复制备份,再用记事本打开。
4.注:句前加 # 号为屏蔽此行;“”号为强制输出 ; e$ 为段结束号5.以文件名作为程序名:①.查找 % 号;②. % 下面找 *progno$, e$ 复制到下一行后,在句前加 # 号,复制的 *progno$, e$ 改为 *sprogname$, e$ 注:在上句中直接复制就可以了。
(直接以文件名作为程序名)或在*sprogname$, e$前加 "O", 如:"O", *sprogname$, e$ 这种情况可以直接输入数字文件名就可以了,不用再输 O 了;6.删去多余文字①%下面找到"(", "PROGRAM NAME、、、句前加#号屏蔽"(", "DATE=DD-MM-YY -、、、句前加#号"(", "MCX FILE - ", 、、、句前加#号"(", "NC FILE - ", *、、、句前加#号"(", "MATERIAL - ", 、、、句前加#号②查找tnote = 注:不要漏了空格;下几行中的"(", *tnote, *toffnote, ")", e$ 句前加#号if tool_op$ = 64, 、、、、、句前加#号7.G0 T0101 删去G0,在T0101后面加 "M8" 或在上一行加 "M8" ;①查找 *toolno 需查找并找到第一次出现的以下字样;toolno = t$ * 100 + tloffno$pbld, n$, *sgcode, *toolno, e$或查找 (sav_xh) 的下面就能找到以上文字。