300mm晶圆厂架构的比较分析
300mm半导体工厂的AMHS系统

300mm半导体工厂的AMHS系统在半导体制造技术高度发达的今天,300mm的半导体工厂已经成为全球半导体行业的主流。
由于300mm半导体生产线的巨额投入,人们不得不尽可能的挖掘300mm工厂的生产效率,以期得到更大的晶圆产出。
一个功能强大且性能稳定的AMHS系统在300mm工厂里扮演了一个非常重要的角色。
AMHS系统不仅可以有效的利用宝贵的洁净室的生产空间,并且还可以提高生产设备的利用率,缩短在制品WIP的Cycle Ti me,所以在很多的300mm的半导体工厂里,AMHS都被视为可以快速提升产能,增加生产效率的尖兵利器。
AMHS系统在300mm半导体工厂的应用特点ﻫ和200mm晶圆相比,更大的晶圆尺寸使得单批Lot的晶圆重量变得更大,仅凭在200mm工厂Intrabay内的人工搬运已经远远无法满足300mm工厂的生产要求。
因此,在300mm的半导体工厂里,生产方式的巨大变化也给AMHS系统提出了更高的要求。
搬送方式的巨大进化首先,是AMHS搬送方式从200mm工厂的SEMI Auto方式到300mm工厂FullAuto方式的转变。
如图1红色轨道所示:在200mm工厂所采用的Semi Auto生产方式中的Wafer搬送,只包括中央区域Interbay的AMHS搬送。
而Wafer到生产设备的部分需要人工搬送来完成。
而在300mm工厂里,由于wafer自身重量的增加,导致人工搬送异常困难,故由AMHS系统取而代之直接将wafer搬送到生产设备,如图1中的蓝色轨道,这即是FullAuto的作业方式。
这种方式极大减轻了生产一线操作人员的工作强度,同时又避免了因人为事故而造成的损失。
更为重要的是,在工厂产能迅速提升的过程中,可以满足大规模搬送量的AMHS系统的巨大优势可以完全呈现。
其次,是ToolTo Tool直接搬送的全厂性应用。
为了进一步的节省FOUP的搬送时间,300mm晶圆厂的AMHS系统必须支持Tool To Tool的直接搬送。
中芯国际国产设备生产300mm晶圆突破“千万大关”

国际进 口替代 , 国产化程 度 已经相当高。 唯独焊线
机 领 域 还 仍 被 国 外 品牌 所 垄 断 ,焊 线 设 备 或 许 会 成 为 国产 化 设 备 未 来 发 展 的 最 大 契机 。 ” 李 蔚 然 告 诉 记 者 ,预计 今 明两 年 国 内焊 线 机 市 场 的竞 争将 会加剧, 这 里 面 国产 设 备 企 业 将 存 在 很 大 的机 会 。 “ 就焊线 设备 而言 , 在 铝线机领 域 , 翠 涛 自动
仅 有 的几 家 能够 批量 生产 金 线焊 线机 的设 备企 业, 李 蔚然 认为 , 正是 这种“ 知其 不可 而 为之 ” 的 精 神 一直 鼓舞 着 翠涛 在技 术研 发 的道 路 上 不懈 努力。 据悉, L E D封 装 配套 设备 方 面 , 2 0 0 9年前 后
化可谓国内第 一, 能与国外品牌分庭抗 礼; 月, 中芯国际北京厂 国产设
备 生产 3 0 0 mm 晶 圆突破“ 千 万 大关 ” 。
中 芯 北 方 副 总 经 理 张 昕介 绍 说 : 大 生 产 目标 是完全正确 的, 但 挑 战 也 是最 大 的 , 参 与企 业 和 科 研单位 从开发 理念到管理 方法都 必须全 面更新 。 在科研上 , 以往 的探 索 式研 究 只 需 要 单 点 突破 , 一
线机领域 , 去 年 以前 基 本 被 国外 品牌 占领 , 今 年 开
始, 随着金线焊线机 的批量生产 , 国内品牌逐渐被
客户所接受 。 李蔚然还提到 , 今 年 翠 涛 自动 化 在 金 线 焊 线 机 业 务方 面 实现 了 高 速 增 长 ,业 绩 收入
的 市 场 格 局 是 AS M、 K&S 、 Ka i j o 、武 藏 等 进 口设 备 厂 商 占据 L E D封 装 设 备行 业 绝对 市 场 份 额 。 不过, 经过 多年 发展 , 市 场 格 局 已经 发 生 明显 变
300mm晶圆厂架构的比较分析
300mm晶圓廠架構的比較分析:製程設備對於晶圓成本和動態效能的影響By Robert Bachrach, Mark Pool, Karen Genovese*, JC Moran, Applied Materials, Inc.;Michael D. O'Halloran, Thomas J. Connolly, IDC介紹半導體晶圓廠是一個非常複雜的製造環境,其包含250至300種製程機台,需執行50至60種不同製程步驟。
在深入設計和興建新的晶圓廠前,晶片製造商需要做許多面向的考量,因為設備的選擇會影響晶圓廠的面積、成本、生產效率和最終產品成本。
一座300mm晶圓廠的成本大約20億美元,其中製程設備的採購和安裝架設(facilitization)就佔了16億美元;對於一座每月投產30,000片300mm晶圓的晶圓廠,它的每年生產成本約6.78億美元,不包括製程設備或其它設施的運轉成本。
本文將說明300mm晶圓廠模型的建立和模擬,並利用邏輯元件處理流程來探討如何讓製程設備發揮最大成本效益和生產效率。
製造模型的建立方法應用材料和IDC目前正共同合作以發展300mm晶圓廠的製造模型為目標,這項計劃將運用雙方的知識和經驗來描述晶圓廠營運成本的假設。
首先是定義製造模型的假設和需求、製造流程和目標晶圓數量,此計劃定義的300mm晶圓廠在2002-2003年間的每月最大產量為30,000片晶圓,所模擬的製程為0.15微米、7層金屬雙崁刻銅邏輯元件,採用典型的晶圓廠準則,包括產出、週期時間和利用率目標。
第一階段是關於各種運轉策略,包括錯誤容忍率和整體平衡(line balance),另外還有在相同機台上面執行多項步驟的方式,它會決定機台利用率和設備調度的優劣取捨。
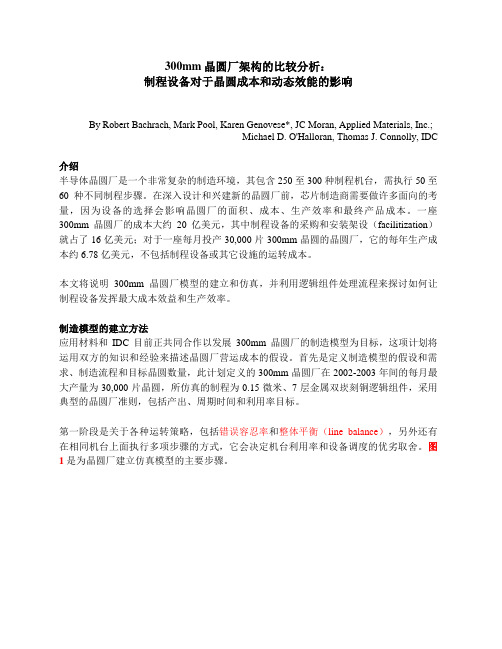
圖1是為晶圓廠建立模擬模型的主要步驟。
圖1:晶圓廠成本分析的模型建立方法我們根據以下假設來設定工廠模型和設施規劃的邊界條件:1. 典型量產製造設施的錯誤容忍率和整體平衡策略。
300mm半导体代工厂的化学供应系统探讨
300mm半导体代工厂的化学供应系统探讨张云秀,黄其煜(上海交通大学微电子学院,上海200030)1引言进入2005年以来,随着大陆半导体行业的继续发展,300mm芯片生产线在大陆也已开始上马。
中芯国际已建一条300mm生产线,在建两条300mm生产线;华虹NEC在建一条300mm芯片生产线;海力士 意法在建一条300mm生产线等[1]。
相对于传统的200mm或150mm生产线,300mm芯片生产线由于晶圆面积很大,是200mm的2.25倍,可以进一步降低每个芯片单元的生产成本,但是也由于面积的因素,生产线的任何问题都有可能造成极大的损失。
同时,由于制程的不断发展,线宽越来越窄,工艺的要求也越来越高,这些因素都对厂务各系统的无故障运行能力提出了更高的要求。
厂务的气体、化学(包括研磨浆料系统)和纯水系统为整条生产线提供气体(特气和大宗气体)、化学品和纯水,它们与芯片直接接触,所以这些系统被称为制程相关系统。
制程相关系统的稳定与否直接关系到生产线制造是否正常。
本文将重点介绍300mm厂务化学系统的分类、架构、品质控制、安全设计并且将对设计进行探讨。
2定义和分类厂务化学系统是为生产线提供一年365天无中断化学品供应的系统。
本文所定义的化学供应系统包括研磨浆料系统,简而言之,是由厂务化学课(气化课)负责的系统。
厂务化学系统所供应的化学品一是要达到一定量(大量的机台使用该化学品或单个机台用量很大),二是要具有长距离(如100m)输送不易变质的特点。
一般供应到湿法清洗、黄光、CMP、零部件清洗等部门。
按照所供应的化学品的种类不同,厂务化学系统一般可分为三大类,即化学研磨液系统、有机溶剂系统和酸碱系统。
(1)化学研磨液系统。
供应到CMP去的、用于研磨的化学浆料称为化学研磨液。
此类化学品中,微小颗粒如二氧化硅或氧化铁悬浮在液体中,组成悬浮液。
(2)有机溶剂。
一般是指具有自燃性或易燃性的有机化学品,如丙酮、IPA(异丙醇)等。
mm半导体工厂的AMHS系统精编
m m半导体工厂的A M H S系统精编Document number:WTT-LKK-GBB-08921-EIGG-22986300mm半导体工厂的AMHS系统在半导体制造技术高度发达的今天,300mm的半导体工厂已经成为全球半导体行业的主流。
由于300mm半导体生产线的巨额投入,人们不得不尽可能的挖掘300mm工厂的生产效率,以期得到更大的晶圆产出。
一个功能强大且性能稳定的AMHS系统在300mm工厂里扮演了一个非常重要的角色。
AMHS 系统不仅可以有效的利用宝贵的洁净室的生产空间,并且还可以提高生产设备的利用率,缩短在制品WIP的Cycle Time,所以在很多的300mm的半导体工厂里,AMHS都被视为可以快速提升产能,增加生产效率的尖兵利器。
AMHS系统在300mm半导体工厂的应用特点和200mm晶圆相比,更大的晶圆尺寸使得单批Lot的晶圆重量变得更大,仅凭在200mm工厂Intrabay内的人工搬运已经远远无法满足300mm工厂的生产要求。
因此,在300mm的半导体工厂里,生产方式的巨大变化也给AMHS系统提出了更高的要求。
搬送方式的巨大进化首先,是AMHS搬送方式从200mm工厂的SEMI Auto方式到300mm工厂Full Auto方式的转变。
如图1红色轨道所示:在200mm工厂所采用的Semi Auto生产方式中的Wafer搬送,只包括中央区域Interbay的AMHS搬送。
而Wafer到生产设备的部分需要人工搬送来完成。
而在300mm工厂里,由于wafer自身重量的增加,导致人工搬送异常困难,故由AMHS系统取而代之直接将wafer搬送到生产设备,如图1中的蓝色轨道,这即是Full Auto的作业方式。
这种方式极大减轻了生产一线操作人员的工作强度,同时又避免了因人为事故而造成的损失。
更为重要的是,在工厂产能迅速提升的过程中,可以满足大规模搬送量的AMHS系统的巨大优势可以完全呈现。
450mm晶圆太贵,300mm晶圆:舍我其谁
450mm 晶圆太贵,300mm 晶圆:舍我其谁虽然较大尺寸晶圆的生产材料和技术成本高于小尺寸晶圆,但由于较大晶圆可以切割出更多的芯片,因此经验显示,就每单位芯片成本而言,大尺寸晶圆技术至少会比小尺寸晶圆降低20%。
然而在实务上,要采用大尺寸晶圆生产技术,业者必须要先行投入大笔经费。
因此在资金和技术的障碍下,各业者往往会采用将现有技术进行效率最大化的方式进行生产,而不是对新开发的大尺寸晶圆生产技术进行投资。
以最新18 吋(450mm)晶圆生产技术的采用为例,就正处于这样一种状况下。
根据调研机构IC Insights 最新公布的2015~2019 年全球晶圆产能报告,至2019 年底,全球18 吋晶圆安奘容量将仅占整体安奘量的0.2%。
12 吋(300mm)晶圆安奘占比,则会由2014 年底的60.3%,一路攀升为2019 年底的64.7%。
IC Insights 报告显示,2002~2019 年制造IC 产品为主的晶圆厂中,除了2013 年因茂德(ProMOS)与力晶(Powerchip)关闭了3 间12 吋晶圆厂,以及部分12 吋新厂延至2014 年才加入生产,使得当年采用12 吋晶圆制造技术的晶圆厂数出现下滑外,其余各年都是呈现成长。
IC Insights 并预估,2019 年将会有110 间晶圆厂采用12 吋生产技术,较2014 年的87 间,足足增加了23 间。
绝大多数12 吋晶圆厂所制造的晶圆,是用于生产如DRAM、Flash 存储器、影像感测器、电源管理IC、以及复杂逻辑IC 和微型元件IC 等产品。
只有少部分12 吋晶圆厂是作为研究发展之用。
目前拥有最大12 吋晶圆厂产能的业者,包括有:存储器供应业者三星电子(Samsung Electronics)、美光科技(Micron)、SK 海力士(SK Hynix)、东芝(Toshiba)/新帝(SanDisk);IC 制造与微处理器(MPU) 供应业者英特尔(Intel);以及全球最大纯晶圆代工业者台积电和GlobalFoundries。
300mm半导体代工厂的化学供应系统探讨

300mm半导体代工厂的化学供应系统探讨张云秀,黄其煜(上海交通大学微电子学院,上海200030)1引言进入2005年以来,随着大陆半导体行业的继续发展,300mm芯片生产线在大陆也已开始上马。
中芯国际已建一条300mm生产线,在建两条300mm生产线;华虹NEC在建一条300mm芯片生产线;海力士意法在建一条300mm生产线等[1].相对于传统的200mm或150mm生产线,300mm芯片生产线由于晶圆面积很大,是200mm的2。
25倍,可以进一步降低每个芯片单元的生产成本,但是也由于面积的因素,生产线的任何问题都有可能造成极大的损失。
同时,由于制程的不断发展,线宽越来越窄,工艺的要求也越来越高,这些因素都对厂务各系统的无故障运行能力提出了更高的要求。
厂务的气体、化学(包括研磨浆料系统)和纯水系统为整条生产线提供气体(特气和大宗气体)、化学品和纯水,它们与芯片直接接触,所以这些系统被称为制程相关系统.制程相关系统的稳定与否直接关系到生产线制造是否正常。
本文将重点介绍300mm厂务化学系统的分类、架构、品质控制、安全设计并且将对设计进行探讨。
2定义和分类厂务化学系统是为生产线提供一年365天无中断化学品供应的系统。
本文所定义的化学供应系统包括研磨浆料系统,简而言之,是由厂务化学课(气化课)负责的系统。
厂务化学系统所供应的化学品一是要达到一定量(大量的机台使用该化学品或单个机台用量很大),二是要具有长距离(如100m)输送不易变质的特点。
一般供应到湿法清洗、黄光、CMP、零部件清洗等部门。
按照所供应的化学品的种类不同,厂务化学系统一般可分为三大类,即化学研磨液系统、有机溶剂系统和酸碱系统.(1)化学研磨液系统。
供应到CMP去的、用于研磨的化学浆料称为化学研磨液。
此类化学品中,微小颗粒如二氧化硅或氧化铁悬浮在液体中,组成悬浮液.(2)有机溶剂.一般是指具有自燃性或易燃性的有机化学品,如丙酮、IPA(异丙醇)等.有机溶剂一般用于清洗,供应柜统一放于防爆间内。
中国Ф300mm晶圆生产线初见曙光

存在 着 两种 声音 。 经 营策 略素 以稳健 著称 的和舰 科技 ( 州) 限 苏 有
公 司总 裁徐 建华对 此持 慎重 的态度 :和 舰 并不 排除 “ 建 3 0 0 晶圆生产线 的可 能性 , 也要看 中 国是 mm 但 否有足够 的市 场 , 目前 为止我们 仍在审慎观 察 中。 到 ”
成 功通 过 尔必 达认 证 ,af 的 9 m O Fah S im i 0n NR M l s
球代 一 业 第三 ,销 售 额较 2 0 将提 高 3 %达 到 r = 0 5年 9
1. 7亿美元。 5 新加坡特许 半导体伍 向 9 m、 3 0 0 0 nmm
也试 产 成功 、 已产 出第 一 批 工 程 样 品 , 计 将 于 现 预 今 年 第 四 季开 始 量 产 ; 锡海 力 士 3 0mm 生 产 无 0
条 3 0mm 生产 线 的投 资大约 在 3 0 0亿 美 元左 右 , 而 一旦上 了 3 0 0 生产 线 ,企业 必 须不 断跟 踪 mm 半 导体高 端技术 的发展 ,不 断投入 大 量的研 发人 员 和 资 金 。据 悉 , 9 7年 在 德 国 建 成 的全 球 第 一 条 19 3 0mm 晶圆生产 线 自诞 生 以来 , 0 累计投 资 己高达
2 0亿美元 。如此 大 的投入 , 否带来相 应 的同报 ? 0 能 以新 加 坡 特许 半导 体 为例 , 其 3 0mm 晶 圆 0 生 产厂 Fb a 7于 去 年 6月开始 投 产 ,在 其 去 年第 三
徐 建华 的观点 代表 了很大 一部 分人 的看 法 。而 与之
相 反 的另一种 观点 则认 为 ,芯 片厂 必须 在行 业景 气 时迅 速扩 大产 能生产 ,而在 行业 低潮 时 必须 下 巨资 扩建 新厂 , 以便在行业 景气 时 能够 有足够 的生产 能 力来 承接 订单 。中芯 国际曾经在这方 面受益 匪浅 。 巾芯 国际成 立 之 初 , 赶上 突 然而 至 的全球 半 正 导 体市 场 不 景 气 ,张 汝 京 抓 住 时 机 迅 速 建 厂 , 到 20 0 4年 , 已经 在 上 海 、 它 北京 和 天 津 拥 有 了七座 工 厂。 而与 其 同期建 厂 的宏 力 半 导体采 取 避 开产业 低 谷 的 做 法而 放 缓 了工 厂 的建 设 进度 ,到 2 0 半 0 4年 导 体 产业 景气 周 期 再 次到 来 之 时 , 中芯 国际在 产 业 布 局 和技 术 方面 大 大地 超 过 了华虹 NE C和 宏 力 半 导 体 等竞 争对 手 ,跻 身 全 球 四大 半 导 体代 工 企业 。
英飞凌生产的300毫米薄晶圆通过质量检验
英飞凌生产的300毫米薄晶圆通过质量检验 英飞凌科技股份公司(FSE代码:IFX / OTCQX代码:IFNNY)已在生产基于300毫米薄晶圆的功率半导体方面取得了重大突破。
今年2月,从奥地利费拉赫工厂的300毫米生产线走下来的英飞凌CoolMOS™家族产品,得到了第一批客户的首肯。
从始至终,基于这项新技术的生产工艺业已完成彻底的质量检验,并获得了客户认可。
英飞凌科技股份公司首席执行官Reinhard Ploss表示:从一开始,英飞凌就对这项生产工艺充满信心,哪怕在低迷的经济形势下仍然坚持不懈地投资于这项技术。
我们富于远见的思想和行动结出了丰硕的果实:我们的整条300毫米工艺生产线的质量水平,都大大超前于竞争对手。
得益于300毫米薄晶圆功率半导体生产能力以及相应的市场需求,我们必定能把握这大好商机。
英飞凌是全球第一家同时也是唯一一家采用300毫米薄晶圆生产出功率半导体的企业。
较之于标准200毫米晶圆,300毫米薄晶圆的直径更大,因而,利用每一片300毫米薄晶圆所能生产出的芯片数量可增加至2.5倍。
这项新技术带来了随时可得的更高产能和更高生产率,这将令客户获益匪浅。
英飞凌出品的功率半导体素以低能耗和紧凑式设计而闻名。
拜薄晶圆技术所赐,尽管薄如纸片,该芯片的正面和背面均实现了电活性结构。
目前,这项CoolMOS产品生产工艺已经完成了全面的质量检验,并在费拉赫前端工厂得到应用,所生产出的薄芯片则在马来西亚马六甲的后端工厂进行装配。
下一步是将这项技术推广到德累斯顿的前端工厂。
其侧重点是在一条全自动300毫米生产线上实现大批量生产。
在德累斯顿开展的研究项目现在正在开发这项工艺的基础以及有关生产技术。
德累斯顿工厂也在有条不紊地按计划进行技术转移,首批CoolMOS产品的质量检验将于今年3月完成。
很快,。
300mm晶圆厂架构的比较分析
300mm晶圆厂架构的比较分析:制程设备对于晶圆成本和动态效能的影响By Robert Bachrach, Mark Pool, Karen Genovese*, JC Moran, Applied Materials, Inc.;Michael D. O'Halloran, Thomas J. Connolly, IDC介绍半导体晶圆厂是一个非常复杂的制造环境,其包含250至300种制程机台,需执行50至60种不同制程步骤。
在深入设计和兴建新的晶圆厂前,芯片制造商需要做许多面向的考量,因为设备的选择会影响晶圆厂的面积、成本、生产效率和最终产品成本。
一座300mm晶圆厂的成本大约20亿美元,其中制程设备的采购和安装架设(facilitization)就占了16亿美元;对于一座每月投产30,000片300mm晶圆的晶圆厂,它的每年生产成本约6.78亿美元,不包括制程设备或其它设施的运转成本。
本文将说明300mm晶圆厂模型的建立和仿真,并利用逻辑组件处理流程来探讨如何让制程设备发挥最大成本效益和生产效率。
制造模型的建立方法应用材料和IDC目前正共同合作以发展300mm晶圆厂的制造模型为目标,这项计划将运用双方的知识和经验来描述晶圆厂营运成本的假设。
首先是定义制造模型的假设和需求、制造流程和目标晶圆数量,此计划定义的300mm晶圆厂在2002-2003年间的每月最大产量为30,000片晶圆,所仿真的制程为0.15微米、7层金属双崁刻铜逻辑组件,采用典型的晶圆厂准则,包括产出、周期时间和利用率目标。
第一阶段是关于各种运转策略,包括错误容忍率和整体平衡(line balance),另外还有在相同机台上面执行多项步骤的方式,它会决定机台利用率和设备调度的优劣取舍。
图1是为晶圆厂建立仿真模型的主要步骤。
图1:晶圆厂成本分析的模型建立方法我们根据以下假设来设定工厂模型和设施规划的边界条件:1. 典型量产制造设施的错误容忍率和整体平衡策略。
独家爆料晶圆生产内部组织结构

独家爆料晶圆⽣产内部组织结构1.Fab部门的介绍:Ps. 近期CMP⼯程部研拟新的⼯作职能群组;即PEE与PM team,正评估取代现有的PE/EE群组中PEE:将⼯艺与设备⼯程师的职能整合成同⼀群;⼀⼈同时具备两者的功能;如此对于⽣产线产品与机台的异常状况处理掌握将较为有效;但⼈员的素质养成需要较长时间.PM Team: 机台平时的预防保养活动;由专门的PM 组来执⾏2.剧中⼈物⼯作介绍在我们这个⼤家庭的树状图中;你可以知道可以简单地区分成⼯程部(Engineering department) 和制造部(Manufacturing department);⽽这⼯程部⼜依⼯艺的特性有上述E1/E2A/E2B/E3A/E3B的分别;下列就简单介绍这些部门内的⼈员功能特性。
1)PIE:负责统合处理⼯程部所遇到的技术整合问题;例如经由芯⽚的defect;或电性参数失效…等来判断可能是那⼀个⼯艺站有问题;然后责成该⼯艺站的⼯程部来进⾏检查与解决。
⼀般有以下⼏类⼈;⼯作性质如下:A.Integration Engineer-(Lotowner)l建⽴⼯艺流程及相关的产品资料(例如:量测Step的位置⽅法)l与其它PE合作,解决⼯艺问题,提升产品良率l设计⼯艺实验,评估⼯艺流程的改善(例如:减少某些Step)l订定产品相关规格给PE以求⼯艺流程稳定,产品优良l建⽴改善良率的系统机制l依客户需求达成所要求的规格B.YE-(Yield Enhancement)l追踪判断品质缺陷来源l良率改善计划—确定品质缺陷与良率的相关性/降低品质缺陷的⼿法l量测机台程序的设定l产品量测—抽样⽅法与品质缺陷报表系统l良率提升系统的设⽴(Yield Enhancement System )l定义⼯艺步骤中的重⼯(Rework)流程l⼯艺过程中破⽚的处理流程管制C.WAT及MES⼯程师(WAT:晶⽚接受测试.MES;制造执⾏系统)l建⽴与修改WAT电性量测程序lWAT电性参数测试失败结果的判别与重测次数的统计和改善作为l建⽴与提升下列三种系统的功能myEDA,YMS and WATCH systemlMES.建⽴与修改制造执⾏系统(MES)中的⼯艺流程资料l熟悉SPC统计制程品管系统的功能l解决MES系统的问题PIE的⼯作特性与压⼒⼯作特性与压⼒PIE从字⾯上来说就是⼯艺整合部门,因为半导体的制造过程相当的烦琐,仅由PE和制造部门的通⼒协调合作,有时还是很难达到客户产品的需求,因此需要⼀个部门专门来协调各PE之间相关的事务,除此之外,也负责整个产品在最后⼯艺的电性测试(WAT)及与满⾜客户端的需求。
晶圆尺寸以及成本分析
晶圆尺寸以及成本分析晶圆尺寸和成本分析晶圆尺寸是指半导体制造过程中所使用的圆形硅片的直径。
在半导体制造中,晶圆尺寸的选择对于整个工艺过程的效率和成本都有重要影响。
常见的晶圆尺寸包括4英寸(100毫米)、6英寸(150毫米)、8英寸(200毫米)和12英寸(300毫米)等。
首先,晶圆尺寸对于半导体制造工艺的效率有重要影响。
随着晶圆尺寸的增大,每个晶圆上可容纳的芯片数量也相应增加,这意味着每次加工过程中可以同时生产更多的芯片。
这样可以减少生产周期,提高生产效率。
相比之下,较小尺寸的晶圆每次加工能生产的芯片数量较少,需要更多的生产周期,导致生产效率较低。
其次,晶圆尺寸对于半导体制造成本也有重要影响。
较大尺寸的晶圆可以减少单位芯片的制造成本,因为在每个晶圆上生产的芯片数量较多,可以分摊晶圆的制造成本。
而较小尺寸的晶圆每个晶圆上生产的芯片数量较少,无法充分分摊晶圆的制造成本,导致单位芯片的制造成本较高。
此外,晶圆尺寸还对半导体制造过程中设备的选择和投资有影响。
随着晶圆尺寸的增大,相应的制造设备也需要更大的投资。
较大尺寸的晶圆需要更大的设备尺寸和更高的加工能力,这可能需要更高的投资成本。
另外,晶圆尺寸的增大还可能需要对生产线进行重新布置和改造,这也可能增加相关的投资成本。
总之,晶圆尺寸的选择需要综合考虑生产效率和成本两个方面的因素。
较大尺寸的晶圆可以提高生产效率和降低单位芯片的制造成本,但需要更大的设备投资和生产线改造成本。
对于不同的半导体制造企业来说,需要根据自身的生产需求、技术水平和财务状况等因素进行选择和评估,以找到最佳的晶圆尺寸。
300mm晶圆厂应该更具竞争力
300mm晶圆厂应该更具竞争力
Laura Peters
【期刊名称】《集成电路应用》
【年(卷),期】2007(003)006
【摘要】半导体产业的长期资本支出模式已经发生变化,成品率必须更快地得以提升,而许多300mm fab则必须降低成本、提高效率。
这是Steve Newberry 在1月份的产业策略讨论会(ISS)上所做报告中的部分观点。
他认为:“现在的关键就在于尽可能地采用新技术、降低成本和提高速度。
”
【总页数】1页(P33)
【作者】Laura Peters
【作者单位】
【正文语种】中文
【相关文献】
1.台湾300mm晶圆厂为何不急于登陆? [J], 姚钢
2.台湾300mm晶圆厂为何不急于登陆? [J], 姚钢
3.大陆300mm晶圆厂分布 [J],
4.Samsung与Siltronic在新加坡正式启动300mm晶圆厂项日 [J],
5.安森美由传统IDM转向Fab-Liter,退出规模不足的晶圆厂,重心转向300mm产能 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
300片晶圆规模

300片晶圆规模晶圆产业是半导体制造的核心环节,承载着集成电路(IC)产业链的关键环节。
在全球半导体产业中,晶圆的尺寸和产能一直是行业关注的焦点。
本文将围绕300片晶圆规模,分析其含义、应用领域、我国发展现状以及未来发展趋势和挑战,并提出应对策略和建议。
一、晶圆产业的概述晶圆产业是半导体产业链中最为重要的环节之一,它为集成电路制造商提供了基础材料。
晶圆尺寸的发展经历了从1英寸到6英寸、8英寸、12英寸乃至更大尺寸的演变。
目前,全球半导体产业主要采用12英寸(300mm)晶圆作为主流生产规格。
二、300片晶圆规模的含义300片晶圆规模指的是生产线上每月的晶圆产量达到300片。
这是衡量一个半导体生产线产能的重要指标。
300片晶圆规模意味着更高的生产效率和更大的产能,对于企业降低成本、提高市场竞争力具有重要意义。
三、300片晶圆规模的应用领域300片晶圆规模广泛应用于集成电路、光电子器件、传感器等领域。
随着科技的不断发展,消费电子、通讯、汽车电子、医疗设备等产业对半导体产品的需求不断增长,300片晶圆规模在半导体产业中的地位日益凸显。
四、我国在300片晶圆规模的发展现状近年来,我国半导体产业取得了长足的发展。
在300片晶圆规模方面,我国已经实现了从生产设备、原材料到成品的全产业链布局。
然而,与国际先进水平相比,我国在300片晶圆规模的产能、技术水平和市场份额方面仍有较大差距。
五、未来发展趋势和挑战随着我国半导体产业的不断壮大,300片晶圆规模的发展前景十分广阔。
然而,未来面临的挑战也不容忽视。
首先,全球半导体产业竞争日益激烈,我国企业需要不断提高技术水平和产能;其次,国际政治经济形势的变化给半导体产业带来了很大的不确定性;最后,环保和能源问题也对300片晶圆规模的发展提出了更高的要求。
六、应对策略和建议1.加大政策支持力度,优化产业发展环境。
政府应继续完善半导体产业政策,加大对企业的扶持力度,鼓励技术创新和产业升级。
300mm半导体代工厂Slurry供应系统设计中的品质管理
300mm半导体代工厂Slurry供应系统设计中的品质管理进入2008年,随着中国半导体行业的继续发展,晶圆代工业呈现出一片繁荣之势。
据资料显示,截至2008年2月,国内已建的12英寸线3条,正在建设的2条,拟建的4条。
已建的8英寸线16条,在建的7条,拟建的2条。
随着晶圆面积的不断增大,集成电路的单位成本与价格不断降低,但投资成本却持续增高,由此导致生产线上出现的任何问题都有可能造成极大的损失。
另外,由于制程的不断发展,线宽越来越窄,工艺的要求也越来越高,这些因素都对代工厂各系统的持续无故障运行能力以及所提供的制程相关原料品质提出了更高的要求。
代工厂的气体、化学和纯水系统为整条生产线提供气体、化学品和纯水,它们与晶圆表面直接接触,所以这些系统被称为制程相关系统。
制程相关系统的稳定与否直接关系生产线制造是否正常。
本文将重点介绍300mm代工厂slurry供应系统的分类、架构、品质保证与监控、安全设计,并且结合工作中出现问题进行了设计上的探讨。
本论文通过对是slurry供应系统设计的探讨,具体解决其中出现的种种关于品质管理的问题。
将使得厂务slurry供应系统的运行更加稳定,使其日常操作更加规范与方便,大大地提高该系统所供应的Slurry溶液的品质。
CMP及Slurry供应系统概述20世纪80年代后期,IBM开发了CMP(chemical mechanical planarization, 化学机械平坦化)的全局平坦化方法。
它成为20世纪90年代高密度半导体制造中平坦化的标准。
对于双层大马士革结构的铜布线,CMP是实现多层集成的关键工艺。
与传统的平坦化技术(反刻、玻璃回流、旋涂膜层等)相比,CMP有着无法比拟的优势,它能精确并均匀地把硅片抛光为需要的厚度和平坦度,以便进行下一道工艺。
在化学系统中,与CMP制程关系最为密切的即是slurry化学研磨液供应系统。
所谓化学研磨液,是由微小颗粒物如二氧化硅或氧化铁(或其它物质)等悬浮在液体中形成的悬浮液。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
300mm晶圆厂架构的比较分析:制程设备对于晶圆成本和动态效能的影响By Robert Bachrach, Mark Pool, Karen Genovese*, JC Moran, Applied Materials, Inc.;Michael D. O'Halloran, Thomas J. Connolly, IDC介绍半导体晶圆厂是一个非常复杂的制造环境,其包含250至300种制程机台,需执行50至60种不同制程步骤。
在深入设计和兴建新的晶圆厂前,芯片制造商需要做许多面向的考量,因为设备的选择会影响晶圆厂的面积、成本、生产效率和最终产品成本。
一座300mm晶圆厂的成本大约20亿美元,其中制程设备的采购和安装架设(facilitization)就占了16亿美元;对于一座每月投产30,000片300mm晶圆的晶圆厂,它的每年生产成本约6.78亿美元,不包括制程设备或其它设施的运转成本。
本文将说明300mm晶圆厂模型的建立和仿真,并利用逻辑组件处理流程来探讨如何让制程设备发挥最大成本效益和生产效率。
制造模型的建立方法应用材料和IDC目前正共同合作以发展300mm晶圆厂的制造模型为目标,这项计划将运用双方的知识和经验来描述晶圆厂营运成本的假设。
首先是定义制造模型的假设和需求、制造流程和目标晶圆数量,此计划定义的300mm晶圆厂在2002-2003年间的每月最大产量为30,000片晶圆,所仿真的制程为0.15微米、7层金属双崁刻铜逻辑组件,采用典型的晶圆厂准则,包括产出、周期时间和利用率目标。
第一阶段是关于各种运转策略,包括错误容忍率和整体平衡(line balance),另外还有在相同机台上面执行多项步骤的方式,它会决定机台利用率和设备调度的优劣取舍。
图1是为晶圆厂建立仿真模型的主要步骤。
图1:晶圆厂成本分析的模型建立方法我们根据以下假设来设定工厂模型和设施规划的边界条件:1. 典型量产制造设施的错误容忍率和整体平衡策略。
2. 自动化材料处理系统(AMHS),模型发展已包含晶圆储存柜的传送和使用。
3. 配合成熟制程常见处理的量测步骤。
4. 符合FOUP的晶圆盒和无尘室设计,每个晶圆盒可容纳25片晶圆。
其它关于晶圆厂的一般性假设为:稳定生产时的平均晶舟周期时间应在18至24天之间,也就是4至6倍的理论周期时间制程机台的平均利用率应在40%左右,总利用率约60%瓶颈机台应是微影设备,以及其它利用率超过80%之制程机台晶圆厂的WIP水准约在800至1,500个晶舟之间。
使用静态制造模型的设备数量完成这些定义后,即可利用静态产能制造模型来执行第一回的设备数量调整,可供选择的两组设备都能满足目标制造要求。
确定产品制造流程后,就可以开始评估设备种类和数量,然后选择一组合适的机台。
机台选择的判断准则需要很高阶的技术能力。
根据所指定的每月30,000片晶圆产能,我们利用静态产能模型来协助决定最初所须的机台数量,所参考的标准包括每套机台的处理容量、制程时间需求、维修时程规划和其它输入信息。
离散事件仿真和机台数量调整在半导体产业,离散事件(动态)仿真模型常被用来分析晶圆厂内以时间为基准的作业行动,例如产品运送和制造程序时间。
周期时间和利用目标提供一个架构,可用来决定是否需要增加或减少机台;从静态产能模型的结果出发,先执行动态仿真至稳定状态,然后根据报告结果来调整机台数量。
应用材料的Turbo Modules离散事件仿真工具被用来精确决定机台需求,并验证目标周期时间、WIP和机台利用率。
成本制造模型假设完成制造流程定义、设备和相关生产力资料搜集和确认、设备选择、晶圆厂规模等各种信息的验证和修订后,即可将这些资料输入成本制造模型,并由专家详细检查这些成本制造模型资料。
以下是成本制造模型的各种输入资料:1) 制造流程和设备选择2) 设备成本,不是指平均销售价格,而是市价3) 材料成本,包括制程耗材在内,例如光阻、研磨液、制程气体和光罩4) 300mm晶圆成本,每片晶圆500美元5) 保守的全新晶圆厂设施成本估计:厂房面积11,500平方公尺,基本兴建费用2.2亿美元,特殊设备和系统另外需要9,900万美元6) 晶圆厂商每周运转时间168小时,采四班制7) 设备可用率(equipment availability)以60%为目标各种技术的成本分配此处将说明各种成本分配,包括组件结构、设备资金成本和制程技术成本的分配。
根据组件结构的处理成本- 最初的成本分配显示,金属化所占比例最高,达到总成本的43%,其次是占31%的前段结构,300mm晶圆的成本比重也很大,占25%(图2)。
图2:各种组件结构的处理成本设备资金和设施建置成本(Facilitization Cost)- 微影所占的比例最高,因为它的平均成本约是其它300mm制程机台的三倍(图3)。
图3:按照制程分类的设备资金成本分配(包括金属化),其中微影的比重最大各种技术的制程成本分配- 除了最初材料成本($500)之外,微影占总晶圆制造成本的比例最大($522或26%)。
微影程序是由24个光罩步骤组成,包括光阻处理和光罩成本,微影步骤的材料成本约是各制程步骤平均材料成本的三倍(表1)。
表1:各种技术的处理成本分配由于双嵌刻步骤在后段制程出现七次,因此导线金属化占制造成本的比重最大($850或43%)。
金属化包括微影、DCVD、蚀刻、PVD、ECP、CMP和量测步骤,七层金属的处理步骤就超过制程步骤总数的50%(表2)。
表2:七层导线的金属化步骤占处理步骤总数的一半以上两组设备选择的成本比较为提供不同的比较基础和结果,因此发展了两组模型基于不同设备组合,以下是两种情形的依循准则。
第一种情形:尽可能使用应用材料的机台●RTP系统取代扩散炉管(diffusion furnaces)●把电镀和回火程序整合在一起●离子植入只使用两套系统:一套高能量/中等电流系统和一套高电流、低能量系统对于某些制程步骤,第一种情形会细分成多组整合设备,包括:●超浅层接面(高电流植入和RTP回火)●介质(SiO2)沉积/蚀刻,用来制造铜导线●阻障层-种晶层沉积/铜电镀/CMP,用来制造铜导线第二种情形的依循准则如下:●IDC使用基本设备组合,包括下列●传统的三系统植入设备●若有可能,即应使用批次作业的扩散炉管●另一种(非应用材料的)双嵌刻顺序仿真结果为提供一致的计算基准,两个团队都使用Factory Commander成本模型,它可对整座工厂执行高阶成本分析,以决定特定晶圆厂的估计晶圆成本。
设备资金成本差异图4两种情形的设备资金成本差异,并以第一种情形为比较基准,其中制程设备和设施安装的最大资金成本差异出现在干式蚀刻/清洗制程;从图中可看出,情形1可节省6,500万美元,因为它的蚀刻机台提供较高产出和较低设备成本。
图4:两种情形的设备资金成本差异。
第一种情形的干式蚀刻和清洗成本远低于第二种情形第二个主要差异出现在RTP/扩散制程,第一种情形能节省1,000万美元是因为铜金属化制程的回火处理已整合至电镀系统,第二种情形则是在另一个扩散炉管中执行回火步骤;虽然第一种情形的化学电镀系统总资金成本比第二种情形的电镀系统多120万美元,但它的ECP系统已整合回火处理,第二种情形却需要单独的回火炉管以及相关维修和设施成本。
微影:第一种情形的前段与后段微影机台是由一个实体阻障层所隔开,保护前段机台避免铜污染,闸极则使用专属微影机台,这两项因素使它需要一套额外机台,也造成790万美元的成本差异。
CMP:第一种情形的产出较低,因此需要两套额外的机台,这使得七层金属处理的资金成本多出950万美元。
虽然如此,此研究所使用的CMP产出和成本都是当时的双嵌刻制程暂估值,此制程在研究结束后又已变得更成熟,因此目前的资金成本已大幅改善。
各种技术的制程成本差异图5是不同制程技术下,第一和第二种情形的每颗晶圆处理成本差异,其中最大差异来自干式蚀刻和清洗处理;在第一种情形中,干式蚀刻和清洗设备的每颗晶圆平均成本比第二种情形低20%。
其次则是介电质CVD处理,虽然第二种情形的设备成本比第一种低8%,但第一种情形的机台却提供30%更高产出,故仍占有成本优势。
图5:第一和第二种情形在各个技术下的处理成本差异各类晶圆的单位成本差异第一种情形需要277套机台,第二种则需要299机台,因此前者的运转与维护、设备折旧和人力成本都较低(表3)。
●系统总需求:第一种情形为277套机台,第二种为299套●每颗晶圆成本:第一种情形为1,959美元,第二种为2,054美元,每颗晶圆相差95美元;经过一年的生产后(360,000颗晶圆),总差异将累积至大约3,400万美元。
●资金投入:第一种情形为1,630,901美元,第二种情形为1,707,600美元●第一种情形的所须机台较少,因此运转与维护、设备折旧和人力成本都较低表3:按设备分类的每颗晶圆成本差异,第一种情形的资金成本较低7,700万美元晶圆厂产能扩大的成本比较利用模型研究所得资料,两个团队还进一步探讨在不做额外设备投资的前题下,把晶圆厂产能从30K WSPM 150nm七层铜逻辑组件扩大至40K WSPM的影响;仿真结果显示每颗晶圆的成本会降低,在第一种情形为285美元(1,959至1,674美元),第二种情形则为282美元(2054至1772)。
周期时间对于制造也很重要,图6是两种情形在30K WSPM基准产能下的比较,第一种情形的周期时间为17.5天,比第二种情形的19.5天还快2天。
等到将产能增至30K WSPM后,第一种情形的周期时间约为19.9天,比原先增加14%;第二种情形则增加至22.8天,增幅约为17%。
图6:设备不变时,使用30k WSPM和40k WSPM生产模型的生产周期时间比较结论此研究的主要目标是由应用材料和IDC使用一种共同模型建立技术,仿真在两种不同情形和各个制程技术条件下,晶圆厂设备资金成本和生产制造成本。
第二个目标是了解在不增加或只增加很少机台的情形下,把产能从30k WSPM扩大至40k WSPM的经济效益。
研究结果显示,随着技术的不同,这两种情形会存在很大的资金成本差异,从干式蚀刻机台的6,500万美元最大差异,一直到电镀机台的约略相等;整体而言,第一种情形所须的资金投入为1,631M美元,第二种为1,708M美元。
在各种技术的每颗晶圆处理成本方面,最大差异也是来自干式蚀刻机台,第一种情形提供20%的较低运转成本,相当于每颗晶圆58美元或每年总金额6,500万美元。
整体说来,第一种情形的机台需要277套系统,第二种为299套,换算为每颗晶圆则等于1959比2054美元。
经过一年的生产后(360,000颗晶圆),晶圆的总成本差异将累积至3,400万美元左右。