新型铜带材矫直机设计优化及制造工艺研究
矫直工艺优化
YES
板形合格
钢板头部触发8#光栅后, 向冷矫发送OK指令
钢板头部触发3#光栅后, 向冷矫发送OK指令
NO 板形合 格
YES
矫直程序结束,启动 钢板传输程序
启动钢板反矫程序
首秦4300宽厚板矫直 工艺优化
反矫程序 第三道次矫直程序
首秦4300宽厚板矫直 工艺优化
实际矫直跟踪:
钢板0323527100,尺寸规格如下所示 31.75*4000*4688
矫直辊缝(mm) 204 203 203
矫直力(KN) 3700 4000 3900
矫直温度(℃) 961 952 950
矫直前
矫直后
首秦4300宽厚板矫直 工艺优化
2011年1-7月份共计生产特厚板25.3万吨,其中5月份 和7月份实现了特厚板的批量性生产。热矫直后板形合格 率达到99.9%以上。特厚板矫直工艺达到国内先进水平。
由于冷矫直机不具备超长、超短钢板的矫直能力,在 剪切过程中如果出现板形不良,在压平机等工装设备未投 入前,将面临判废的危险,制约了公司在市场品种规格上 的承接能力。
在此背景下开发了超长、超短钢板的冷矫工艺。
首秦4300宽厚板矫直 工艺优化
➢ 超短板矫直模型开发
矫直过程中矫直机通过光栅对钢板进行物料跟踪,如 果要实现超短板的正常矫直,必须使钢板触发相应的反矫 光栅。
热矫直机一道次矫直工艺模型的优化,使首秦公司常规 厚度钢板矫直工艺水平达到了国内先进水平。
首秦4300宽厚板矫直 工艺优化
3. 超长、超短钢板冷矫直工艺开发
冷矫直机设计矫直钢板长度范围为5~20m,但是,随 着市场环境的不断变化,客户需求的多样化及个性化,定 尺长度小于5m或大于20m的合同逐渐出现在生产计划中。
关于矫直机的设计与实现的毕业论文终稿(可编辑)

摘要矫直机是对金属棒材、管材、线材等进行矫直的设备。
轧制出的钢材常出现弧形弯曲、纵向和横向弯曲、瓢曲等缺陷,为此轧后钢材必须经过矫正。
本设计方案以太重集团生产的几种矫直机为参照,结合本案设计要求,设计了九辊矫直机。
本方案以弹塑性弯曲变形理论为设计依据。
主要包括以下内容:矫直机类型,矫直原理,矫直机结构的确定,矫直机基本力能参数计算、力能参数计算、电动机功率计算、工作辊和支撑辊的结构设计与校核、压下机构的设计计算及校核。
关键词:矫直机;工作辊;支承辊;压下机构AbstractStraightening machine is a equipment, which straighten metal bar, pipe workpiece, wire and so on. After rolling, there are arch bending, vertical and horizontal bending, protuberance in steel strip. So it must be straightened. I consulted straightening machine of Tai Zhong Group, combining with the design requirements of the program, then designed the nine roller straightening machine. The project is based on the theory of elasto-plastic bending. It includes the following: the type of straightening machine, the theory of straightening machine and the structure of straightening machine, the calculation of straightening machine’s basic parameters, the structural design and the checking of the work roll and backup roll, the structural design and checking ofscrewdownKey words: Straightening machine; work roll; backup roll; screwdown目录摘要IAbstract II目录III一、前言 11.1 课题研究的意义及现状 11.2 论文主要研究内容3二、方案确定 42.1 矫直机类型 42.2 矫直原理 62.3 矫直机结构8三、设计计算173.1 矫直机基本参数的确定173.2 辊式矫直机的力能参数确定19展望35参考文献36致谢37附件1 38附件2 46一、前言1.1 课题研究的意义及现状在板带材的轧制生产中,由于轧件温度不均,变形不均及轧后冷却不均、运输和其他因素的影响,致使轧制出来的产品常出现波浪弯和瓢曲等缺陷。
拉弯矫直技术在铜带生产中的应用
的零点的准确定位、工作辊轴承易频繁损坏等新问题均有待解决。 拉弯矫直技术无论在钢的板带材或铝及铝合金板带生产中都得到广泛应用,它在
高精度铜及铜合金板带生产过程中也成为不可少的工序,因此对该项技术,今后的任 务是如何提高及完善。
参考资料:省略.
辊缝,最后才进行支承辊的分段调节。 现举例:某厂从德国UNGERER公司引进的拉弯矫机列,拉矫前后的见表1所示。
160
拉弯矫直技术在铜带生产中的应用 表1矫前矫后性畿对比表
品种
H65 H65 C12200 KF℃
状态
S T
j2
规格(咖)
%N,皿f
0.27x 630 0.8×630 O.6×6lO 0.3×610 0.38×610 364 553
几何尺寸发生较大变化,如某公司为测试拉弯矫直装置的能力,曾对H65
0.73×
630.5姗
S态的带材,将延伸率取到3%,矫后结果带材断面尺寸变成O.69×
629.5姗,长度由1000姗拉长到1030mm,所以此值是不允许这样取;当然其值取得过
小对材料的矫平又无效果;此值若选得合理,可使带材在横断面上实现短纤维伸长,
面的中心向弯曲辊内侧移动。从图1、2看出,带材在外加拉伸应力与交变弯曲应力联 合作用下产生塑性延伸(短纤维伸长,长纤维不变,而使断面纤维长度一致),以达到
连续矫平的目的。外加的拉伸力由前、后张力辊组“3”、“6”产生(辊组的每个辊子 均由电机单独传动),这种拉紧的应用可减轻带材的张力,形成统一的原始曲率;交变 弯曲应力由多辊(六重23辊)矫直机“5”产生,矫直辊为非传动的,能量来自矫平
随着现代科技的发展,各个领域中使用的仪器、仪表、测量工具、水箱散热器及 电子产品等均向着高效、高速、高可靠性、高功能、低成本及微型化方向发展。市场
《超细管材十辊矫直机辊型设计与精度分析》范文
《超细管材十辊矫直机辊型设计与精度分析》篇一一、引言随着现代工业的快速发展,超细管材的应用日益广泛,对管材的质量要求也愈加严格。
在管材生产过程中,矫直机作为重要设备之一,其性能直接影响到管材的精度及质量。
十辊矫直机作为矫直机的一种,其辊型设计与精度分析对于提高管材的矫直效果及生产效率具有重要意义。
本文将针对超细管材十辊矫直机的辊型设计与精度分析进行详细探讨。
二、十辊矫直机的工作原理及特点十辊矫直机是一种用于矫直管材的设备,其工作原理是通过多个辊子的旋转,使管材在通过矫直机时受到连续的压力和弯曲作用,从而达到矫直的目的。
十辊矫直机具有结构紧凑、矫直效果好、生产效率高等特点,适用于超细管材的矫直。
三、辊型设计1. 辊子材料的选择:为保证矫直机的使用性能及寿命,辊子材料应具有较高的硬度、耐磨性和抗腐蚀性。
常用的材料有合金钢、铸钢等。
2. 辊子尺寸的设计:根据超细管材的直径、壁厚及材质等因素,合理设计辊子的直径、长度及间距。
同时,为保证矫直效果,需对辊子的表面进行抛光处理。
3. 辊型配置:十辊矫直机的辊型配置应考虑到管材的矫直效果、生产效率及设备成本等因素。
常见的辊型配置有直线型、曲线型和复合型等。
针对超细管材的特点,应选择合适的辊型配置,以达到最佳的矫直效果。
四、精度分析1. 矫直精度的影响因素:影响十辊矫直机精度的因素较多,主要包括管材的材质、直径、壁厚、温度及矫直机的辊型配置、压力等。
为提高矫直精度,需对这些因素进行综合分析。
2. 精度检测方法:为检测十辊矫直机的精度,可采用激光测距仪、影像测量仪等设备对管材的直线度、圆度等指标进行检测。
同时,可通过实际生产过程中的反馈数据,对矫直机的性能进行评估。
3. 提高精度的措施:为提高十辊矫直机的精度,可采取以下措施:优化辊型配置,合理设置辊子间距;加强设备的维护保养,定期检查和更换磨损严重的辊子;控制管材的进料速度和压力,确保管材在通过矫直机时受到均匀的压力和弯曲作用。
拉弯矫直机工艺研究

拉弯矫直机的工艺研究摘要:本文简要介绍了国内某冷轧厂重卷机组拉弯矫机的构造,探讨了工艺参数的设置,优化了板型c翘的工艺参数。
关键词:拉弯矫直机工艺参数板型冷轧板带是钢铁工业的主要产品之一,它是汽车、家电、造船、航空航天等行业的重要原材料,其表面质量直接影响最终产品的质量和性能。
在板带制造过程中,由于原材料、轧制设备和加工工艺等诸多方面的原因,导致连铸板坯、热轧带钢和冷轧带钢表面出现裂纹、氧化皮、结疤、辊印、刮伤、孔洞、鳞皮、表皮分层、麻点、划伤和浪形等不同类型的缺陷[1],严重影响产品的使用,给下游企业带来了一定的经济损失。
对于冷轧产品,板型和划伤缺陷是必须预防的,一旦出现必须查找原因并及时作出解决方案。
基于此,本文对国内某冷轧厂重卷机组的关键技术进行了阐述,并就其在控制板型的过程进行了探讨,从而获得最佳的工艺参数。
1.拉弯矫直机构造拉弯矫直机本体由入、出口通带辊、两弯两矫的四个单元辊座、上辊座吊挂装置、隔离辊、下辊座压上装置、辊缝快速打开机构,换辊装置、机架等组成,如图1所示。
左右机架用横梁联接在一起,通带辊可上下移动,用于带材进出矫直机本体时导向和快速打开时引导带钢。
1#、2#弯曲单元、3#、4#矫直单元的下辊座分别由四对蜗轮蜗杆升降机构进行升降,通过工作辊来调节带钢变形量,蜗轮蜗杆由电机传动。
通过位移传感器检测调整量。
1#、2#弯曲单元各由上下辊系组成,各上辊系由工作辊、中间辊和分段支撑辊组成。
下辊系由工作辊、中间辊、分段支撑辊组成。
3#、4#矫直单元由上、下辊系组成,3#矫直单元上辊系及4#矫直单元的下辊系由工作辊、中间辊、分段支撑辊组成。
3#矫直单元下辊系及4#矫直单元上辊系由两个φ230的工作辊组成。
1#、2#弯曲单元和3#矫直单元之间分别有一个φ230的隔离辊,用于使带钢保持在同一平面,避免带钢正反弯曲曲率不同。
fig.1 substance diagram of withdrawal straightening stands fig.2 substance diagram of plate strip2.拉弯矫直机工艺参数通过对上述拉弯矫直机的阐述,可以将其简化为三个部分,一部分是弯曲,经过塑性延伸产生均匀弯曲的弯曲辊系;一部分是矫直,消除浪形、c翘和l翘的矫直辊系;最后一部分是提供塑性变形张力的张力辊系。
铜阴极板辊式矫直机参数研究
摘 要 : 直 是一 个复 杂的过程 , 矫 包括 几何 非 线性 、 料 非 线性 、 触非 线性 等 问题 , 数值 模 拟 涉及 材 接 其
到 多个学科 。 以铜 电解 阴极板 加 工机组 中的矫 直机 为研 究对 象 , 用有 限元 软件 ANS 采 YS建 立 了矫 直 辊 和 阴极 板 的仿 真模 型 , 用计 算机模 拟 了铜 阴极 板 的矫 直 过程 , 利 最终 以矫 直后 的 残 留率 和 最 大 残余 应 力
Th i lt n mo e so tag tn n o lra d c p e a h d o r a e n e t b ih d b i iee e n o t r e smu a i d l fsr i h e i g r l n o p r c t o eb a d h d b e sa l e y f t lme ts fwa e AN o e s n S YS,a d t e s r i h e i g p o e so o p r c t o e b a d wa mia e y c mp t r .Ta i g b n i g c r a u e r sd a n h ta g t n n r c s fc p e a h d o r s i t t d b o u e s kn e d n u v t r e i u l
Pa a ee s a c n Co e t de Bo r le peS r i h e ng M a h n r m t r Re e r h o pp rCa ho a d Ro lr Ty t a g t ni cie
a d S n,t e eo e h u rc l i lt no h tag tnn sc n e n dwi n u jcs n Oo h rf r ,ten me ia smuai f esrih e ig i o c r e t ma y s be t.Th i td bet o t h emansu yo jc
热轧板材矫直机设计模式的优化
热轧板材矫直机设计模式的优化通过对热轧板材矫直机设计体系的健全,以更好的满足现实机械工业的应用需要。
在热轧板材矫直机设计模式的分析过程中,要注重轧件的具体环节应用,比如加热环节、轧制环节、热处理环节等,针对其塑性变形情况、冷却均匀性情况等展开剖析,实现现实工作的需要。
标签:热轧板桥;矫直机;设计模块;管理探究前言在现实工作模式中,受到外界因素的控制,比如运输环节、储放环节等的影响,轧件会产生一系列的塑性变形,比如弯曲或者塑性变形等,其内部会产生一系列的残余应力。
这需要进行专业机械设备的应用,也就是矫直机的应用。
我们通常所说的矫直机就是矫正机,针对不同的扎件模式其应用规格也是不同的。
1 关于热轧板材矫直机应用模块的分析为了更好的进行热轧板材矫直机应用体系的剖析,做好矫直机的分析准备工作是非常必要的。
通过对矫直机应用结构形式的分析,可以满足现阶段的矫直机设计工作的需要。
一般来说,不同应用情景下,矫直机的结构形式是不同的,其矫直方式也存在着诸多的差异。
这需要我们根据其用用途及其应用原理展开剖析,可以分为以下几个模式。
压力矫直机-矫直大断面的钢轨、钢梁、型材、棒料和管材;平行辊矫直机-矫直板材和型材或少量的棒料和管材;斜辊矫直机-矫直棒料和管材;拉伸矫直机-矫直薄板及有色金属板材和型材;拉弯矫直机-矫直薄带材和带材;扭转矫直机-矫直型材。
通过对各个矫直机应用结构的分析,可以解决现实矫直机设计诸多问题。
一般来说,矫直机的应用结构受其工作模式的限制,即使其应用于同一类产品,其规格也是不同的,其内部应用结构也存在着差异。
也就是说,即使是同一规格的产业其内部的结构设计也存在着诸多的差异,这对其应用性能也提出了更高的要求。
通过对不同设计环节的研究及其改善,可以满足日常工作环节的需要。
设计者在进行结构设计时依据的矫直理论基本是相同的,轧件在矫直过程中产生弹塑性变形,内部的应力应变状态很复杂,很难精确分析和计算。
到目前为止,也是基于假设条件下,结合试验和生产实践来进行设计。
超大卷径铜及铜合金板带开头矫直机的校核与应用
采用6级精度硬齿面齿轮,材质均为合金钢。分速箱 采用油池润滑对齿面进行飞溅润滑。
2工艺过程 开头矫直机设置于开卷机之后,卷取机之前,通
过与开卷机的配合,实现超大卷径铜带的开头矫直 功能。在开头矫直机动作之前,铜带先由上卷小车运
输至开卷机,并上至开卷机卷筒上,带头由开卷机压
辐压下。 开头矫直机上机架打开,开头器压辐处于打开
大卷径自动开头矫直机的使用加快了冷连轧生 产线的生产节奏,有效的缩短开卷准备时间,提高产 能,并减少开卷的人工配置,提高整线的自动化水平。 设备自投产以来,运行良好,大大提高了生产节奏。
(下转第176页)
・176・
.山酉肖金 E—mail:sxyjbjb@
第44卷
角钢的三点差控制精度得到明显提高,角钢负差
操作侧、传动侧轴承座有同步机构保证升降同步,升
降行程为0~80rmn。
2021年第2期
王悦呛,计 江,闫成琨:超大卷径铜及铜合金板带开头矫直机的校核与应用
• 123 •
1.6
装置
传动装置由变频调速电机通过标准减速机、分
速箱、万向联轴器将动力传递到矫直辐 。分速箱由 上、下箱体、齿轮、轴等组成。箱体为焊接结构,齿轮
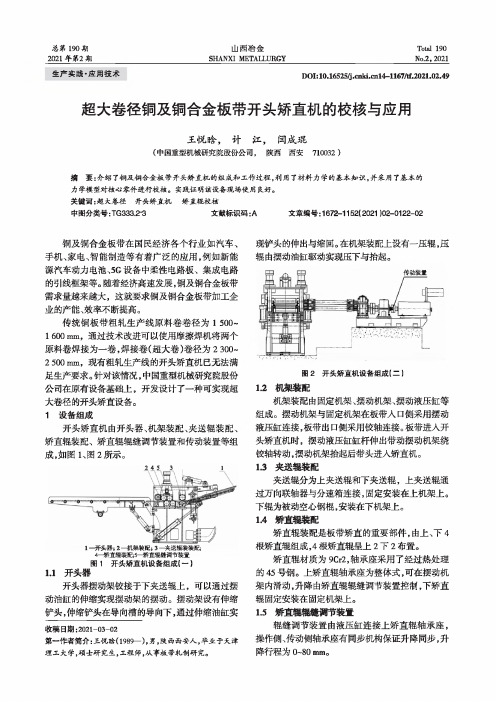
开头矫直机由开头器、机架装配、夹送辐装配、 矫直辗装配、矫直辐辐缝调节装置和传动装置等组 成,如图1、图2所示。
1 THf器;2TL架装配;3T&送辐装装配; 4TM装配;5F直辐缝调节装置
图1开头矫直机设备组咸(一)
1.1开头器 开头器摆动架较接于下夹送辐上 ,可以通过摆
动油缸的伸缩实现摆动架的摆动。摆动架设有伸缩 铲头,伸缩铲头在导向槽的导向下,通过伸缩油缸实
总第190期 2021年第2期
生产实践•应用技术
铜带辊式矫直机传动及控制系统的升级改造

质量并 降低 带材 几何耗 失量 。对原 系统进行 了分析 ,并给 出了系统升级 改造 的具体 方案和 实现 方法。
关 键 词 :矫 直机 ;传 动 ;DP通 信 ; 自动位 置控 制
中 图分 类号 :TP273
文 献 标 识 码 :A
Upgrading and reform ation of drive and control system for copper strip roller f lattener
t he system are a lso given.
K ey words:f lattener;drive;DP communication;autom atic position control
l 引 言
发 现现 有 的 电气 传动 及 位 置控 制 动 力 机构 不 能 满
足要 求 ,因此 ,必须 对 系统进 行相 应 的升级 。 铜 带 铣 面 机 是 铜 板 带 材 生 产 工 艺 流 程 中 的
LV Guang-suo
( uipment Management Dept.,Tongling Jinwei Copper Corp.,Tongling 244000,China))
Abstract:The drive and control system of the copper str ip f lattener is reformed and upgraded.The DC dr ive is replaced by the AC drive, and the hydraulic position control is replaced by the electr ic position contro1.T h e system increases the drive torque and the m iler-gap pressing force,im proves the f latness of the str ip and the str ip shape,ensures the surface milling quali ̄ of the copper str ip milling machine and decreases the loss amount of the strip geometry.Th e or iginal system is analyzed,and the scheme and realization for upgrading and reformation of
铜管矫直切断机的设计
摘要生产电冰箱和空调的工厂的冷凝管的铜管需要铜管矫直切断机切断下料,而国内没有成熟的铜管矫直机,所使用的是从日本进口的机器。
本文运用国内外著名机械设计专家关于矫直切断技术研究的优秀成果,设计出了具备自主送料、矫直、切断、拉断、堆放等功能,且可实现高效切断、柔性生产,产品精度符合要求、高质量、无屑无变形的铜管矫直切断机。
通过比较传统管材矫直方法的各种特点及应用,将辊矫直改为滚轮矫直,更适合本课题研究的矫直切断机的工作要求。
经过相比现有管材切断办法的优缺点,完成了对切断方案的设计,采纳滚压剪切法切断铜管,可以达到切口平整、无切屑、无变形的要求,且生产效率符合要求。
本文通过查阅资料和在市场上调研后设计出铜管矫直切断专机。
经Creo 3.0软件绘制三维图,CAD 软件绘制二维图,完成了对铜管矫直切断机的设计。
本文基于传统的铜管矫直切断机提出了以下两个特点:1、能够通过PLC控制完成任意长度的切断;2、通过滚压剪切法实现无屑、无变形切断,且切断半径可调。
关键词:铜管,矫直切断机,滚压剪切法,结构设计目录摘要IAbstract II一绪论11.1 课题的来源、背景及意义11.1.1 课题的来源11.1.2 课题的背景11.1.3 课题的意义11.2 国内外研究现状11.3 本课题研究内容1二矫直与切断机构的设计与计算32.1 矫直方案的选定32.1.1 铜管矫直原理与方法32.1.2 矫直力的理论计算42.2 切断方案的选定72.2.1 传统管材切断方案72.2.2 滚压剪切法82.3 本章小结8三铜管矫直切断机的总体设计93.1概述93.1.1矫直切断机机械系统设计要求93.1.2 矫直切断机总体方案设计103.1.3切断机参数特性113.2铜管矫直切断机结构设计113.2.1送料传动结构方案设计113.2.2切断装置133.2.3矫直装置结构143.2.4夹紧拉断装置结构153.4 总体结构设计三维图173.5本章小结19四主要零部件的选型与计算204.1 进给系统电动机的容量的选择204.1.1电动机容量的选择原则204.1.2步进电动机的概述204.1.3步进电动机的容量的计算204.2 滚珠丝杆传动214.2.1 滚珠丝杆副的工作原理214.2.2 丝杆长度和导程的计算214.2.3 丝杠所受的额定动载荷214.2.4 估算丝杆轴允许最大轴向变形214.2.5估算滚珠丝杆的底径大小224.2.6 滚珠丝杠副的规格代号224.2.7 值校验234.2.8 预紧力的计算234.2.9 临界转速验算244.2.10 滚珠丝杠压杆稳定性验算24 4.2.11 额定静载荷验算244.2.12 丝杆轴拉压强度验算244.2.13 系统刚度验算及精度选择24 4.3 本章小结:25五总结26致谢27参考文献28一绪论1.1 课题的来源、背景及意义1.1.1 课题的来源本课题来源自于武汉文博通机电设施有限公司的协作项目“铜管矫直切断机的设计”,主要设计一种应用于薄壁、细径铜管的矫直切断机,要求设备能够快速切断,切口平整无切屑的目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弯曲, 这种弯曲沿出口方向逐渐减弱。这就使带材从入
口到出 口,在交变应力作用下 ,所受应力从 大到小逐渐
变化 , 从而消除带 材在S J L 过程 中产生 的残余 内应 力 ,  ̄t 达到改善带材力学性能和矫直 的 目的。下辊 系 由 5 组活
动的支撑辊 、中间辊及工作辊组成 ,它可 以通 过 5个丝
() a 带材 在 弯 曲辊上 的弯 曲 () 同位置应 力 变化情 况 b不
图 1 拉伸弯曲应力变化情况
拉伸弯曲矫直机设备本身的精度及稳定性 。本 文重点介 绍了如何通过 2 辊拉 伸弯 曲矫直机 的结构设 计优 化及 3 提高零部件加工精度来 保证 拉伸弯 曲矫直机设 备的高精
度及稳定性 。
()下辊组的弯辊装置 ( 4 楔铁调节)。
( )工作辊数 量多。 5 通过这些 装置可以使矫直机 的上 下矫直辊之 间的缝 隙任意可调 。根据被矫带材 的材 质 、板厚 、板形等 不同
杠带动下斜楔分别单独调整每组辊子 与上辊 系工作辊之
间的压合量 。
参数 ,可选 用不同的辊缝 。被矫带材通 常在弯 曲矫直 机 的入 口处产生较大的弯曲,这种弯 曲沿出 口方 向逐 渐减 弱 。经过很多辊子 反复矫正 ,带材 的曲率 逐步减小且逐
图 2 拉伸弯曲矫直机组 示意
还包括 20r 30 m铝带 5 a 辊拉伸弯曲矫直机 。不久前 , 我厂
为安徽某铜业有限公司研制生产了 60 m铜带 2 辊拉伸 0r a 3
由于矫直机 上下矫直辊之间 的缝 隙是可 凋的,所 以
弯曲矫直机 , 安装调试后 , 人生 产取 得了 良 的效 果, 投 好
随着国民经济和工业技 术的发展 ,用户对铜及铜 合 金板 、带材各项质量指标 的要求越 来越 高。近年 来,虽
然铜板带的热 、冷轧机设备 日 先进 ,在很大程度 上提 趋
高 了带材轧制板形 的平直度 但 是从 生产效率 、设备投
资、 设备维护等实 际使用效果来看 ,仅仅靠 轧机装备 和
经过一段时间 的考验 ,产品性 能稳定 ,受到 了客户 一致 好评。现在将研 制过程 中积 累的一 些经 验与各 位共享 , 一 希望各位渎者能够从 中有所启发和借鉴 。
一
可根据被矫 带材的材质 、板厚 、 形等不 同参 数来 选择 板
不同的辊缝 。矫直的主要工艺参数有 :初始 张力 7 、矫 1 n 直张力 、矫直辊啮合量 h及伸长率 A。图 3为带材在
二、2 3辊矫直机的结构特点及设计优化
拉伸弯 曲矫直方法是在辊式 矫直法和拉伸矫 直法基 础上发展起来 的.是上述两种方法 的综合。2 辊拉伸弯 3
曲矫直机与以往的普通 矫直机有较大 的区别 ,它 在最大 程度上体现 了辊式矫直法和拉伸矫直法 的优点 。它 之所
2 辊系 .
辊系 ( 图 5 见 )是该设备 的核 心部件 ,由上 、下辊
拉伸弯曲矫直机主要 由 3 部分组成 ( 图 2 。一部 见 ) 分是带有弯辊调节装置 的辊式矫直机本 体 ; 余则 为张 其
力辊组 单 位重要 民品项 目之一 ,常年
生产 各 种 型 号 拉 伸 弯 曲 矫 直 机 ,如 6 0 m、70 m、 5m 5r a 80 m、8 0 m及 15 m 0r a 5m 40 m等型 号钢带拉伸弯曲矫直机,
—
—
小直径的工作辊正 反交替弯 曲带 材,拉伸 应力 和弯 曲应
If 2
~
、
/
一 。
力叠加, 使带材中不等长的纵向纤维组织在全厚度上同
时被塑性 延伸拉长 ,弹性收缩后 在全宽度上保 持相 同长
度 ,减小或消除导致板形不 良的带材 内应力 ,从 而获得
’
,
\
J
系两部分组成 。可 以通过压下机构调节上辊 系与下辊 系
的 下量 ,同时通过摆动机构可 以实现与 下辊 系夹角 的 压 调节。被 矫带材通常在弯曲矫直机的入 口处产 生较大 的
以能够使矫直带材得 到最佳 的矫直效果 ,是 由其结 构特 性决定 的。该设备具有以下特殊装置 : ()非传动的 、特殊结构 的上下辊组 。 1 ()上辊组的 中心高度调节装置 。 2
维普资讯
Mt mg L e rn 口 i l
新 型 铜 带 材 矫 直 机 设 计 优 化 及 制 造 工 艺研 究
西安航天动力机械厂 ( 陕西 7 0 2 ) 孙宴一 10 5
研究及试验分 析的结果 表明 :只有当带材 的中性轴相对 于中间轴产生偏移,塑性变形区域超过横截面的 5 %时 , 0 即中心层发生塑性流动后 ,才能真正地矫直板形。
轧制工艺将无 法满足 电器 、电子等行业对 带材板形度 的 要求。 目前 ,专 门为矫直铜板 、带材板形度 而设计 的设
备——2 辊拉伸弯曲矫直机 ,可 以有效地矫直带材 的板 3
形 ,并在铜板 带加 工 中得 到 了广 泛 的 应用 和发 展 但 是 ,在铜加工领域 ,由于影 响铜 板带材板形度 的因素 比 较多 ,板形往往不容易控制 。其 中,最为关 键的因素是
很高 的平直度
l 为拉伸弯 曲矫直机 内部应力变化图。
图 3 带材在矫直单元受力及被压下情况
参 热 工 箜 生曼 磊 工 加 ~塑 里 堂 笪塑目
WWW mac i s . o h ni t c m. n c
维普资讯
●●■■ tFmg ■L ■ e rn ■■●■ a o i ●■■■ l ■■●一 ■■
矫直单元受力及被压下情况 的示意 图。其 中 为工作辊
的问距 ,h是工作辊 啮合 量 , 是矫 直张力 ,d是矫 直 辊直径 ,2 是带材厚度 , 是带材在工作辊上的包角。 f
、
拉伸弯曲矫直机组的工作原理
拉伸弯曲矫直机利用开 卷机 、 板机提供 的前、后 卷
初张力 ,经 5辊放 大使带材承受一・ 的张力。同时采用 定