焊材牌号、型号表
常用焊接材料选用表
SPV36
同上
日本钢号
碳锰镍钢
BHW—35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr—1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2。25Cr—1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
钢号
焊丝
焊剂
锅炉钢
HⅡ,HⅢ
按20g选择焊材及预热温度
西德钢号
AST-41
同上
西德钢号
碳锰钢
St52-3
J507
H10Mn2
H10MnSi
HJ431
≥150℃
H08Mn2SiA
西德钢号
FG—39
J507
H08MnMoA
HJ431
≥150℃
西德钢号
SM53B/SM53C
按15MnVR选择焊材及预热温度
ASTM A387—74a标准中:A387Gr22
(7)a)按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0。08%,故相当于0Cr13。
全国最全焊条型号、用途对照表

1、Ⅰ类材料
1
15#
J422、H08A+HJ431
2
20#+20g
TIG-J50/J427
3
20#+20g
J427
4
20g
J427
5
20g
TIG-J50/J427
6
20g
H08A+HJ431
7
20g
TIG-J50/J427
8
20R
J427
9
20R
TIG-J50/J427
119
16MnDR+0Cr18Ni9
H1Cr24Ni13、A302
120
16MnDR+16MnR
H10Mn2+E5015-G
121
16MnR+0Cr13
H1Cr24Ni13、A302
122
16MnR+12Cr2Mo
TIG-J50+J507
123
16MnR+14Cr1MoR
J057
124
16MnR+1Cr18Ni9Ti
131
20R/405+奥18-8
A132、A302
132
20R+15CrMoR
16
15CrMo+P11
H13CrMoA+R307
17
P11
H13CrMoA+R307
18
P22
TIG-R40
19
P22
TIG-R40,R407
20
P22+12Cr1MoV
H08CrMoVA/R317
焊条型号与牌号对照表

A402
焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13钢等
E310-15
A407
表12.4常用焊条型号和牌号对照表
型号
牌号
型号
牌号
E4303
结422
E6016
结606
E4316
结426
E6015
结607
E4315
结427
E7015
结707
E5003
结502
E308
奥102
C≤0.04%,良好的耐热、耐腐蚀、抗裂性
A032
E316Cul-16
00Cr19Ni13Mo2Cu
A042
E309Mol-16
00Cr23Ni13Mo2
C≤0.04%,
A052
00Cr18Ni24Mo5
C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能
A062
E309L-16
00Cr23Ni13
A101
E4315
J427
E5016Байду номын сангаас
J506
H10MnSiH120Mn2
H08Mn2SiA
H10MnSi
16Mn16MnR
E5015
J507
E5515-B1
R207
H13CrMoA
H08CrMoA
12CrMo/12CrMoG
E5515-B2
R307
15CrMo/15CrMoG
E5515-B2-V
R317
H08CrMoVA
常用母材与焊材选用表/焊条型号牌号对照表
国标
厂标
对应埋弧焊丝
对应CO2焊丝
常用焊材化学成分表-夏海云

E5500-B2-V GB/T5117-95 E5515-B2-V GB/T5117-95 E5503-B2-V GB/T5117-95 E6003-B3 E6015-B3
≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
NO.2 硬度 HRC(HBS) / / / / / ≤0.2 ≈0.50 ≈0.30 / / 硬度 Mo Cu ≤0.50 ≤0.50 ≤0.50 ≤0.50 ≤0.50 8×C≈1.0 ≤0.50 8×C≈1.0 ≤0.50 Nb HRC(HBS) / / / / / / /
≤0.50 1.2-1.7 ≈2.0 ≤0.60 ≈2.0
常用焊材标准明细表
序 焊材牌号 号 1 2 3 4 5 6 J422 J502 J507 J507FeNi J506 J507Mo 结构钢焊条化学成分 焊材型号 E4303 E5003 E5015 E5018-G E5016 E5015G 焊材型号 E5503-B2 E5515-B2 焊材标准号 C GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 焊材标准号 C GB/T5117-95 ≤0.12 Si ≤0.50 Mn P S Cr Mo V ≤0.12 ≤0.12 ≤0.12 ≤0.08 ≤0.12 ≤0.12 Si Mn P S Cr Ni Mo V
焊材型号与牌号
焊材型号与牌号一、焊条型号1碳钢焊条型号(GB/T5117-1995):E X1X2 X3X4 □E:表示焊条。
X1X2:表示焊条系列,即熔敷金属抗拉强度最小值。
X3:表示焊条的焊接位置。
X3X4:表示焊条药皮类型及焊接电流种类。
方框内加R表示耐吸潮焊条;M表示耐吸潮和力学性能有特殊规定的焊条;附加-S表示特细焊条、附加-1表示对冲击性能有特殊规定的焊条。
如E4303、E5018M、E5016-1、E5018-1R、E4313-S。
1、低合金钢焊条型号(GB/T5118-1995):E X1X2 X3X4 -□1-□2X1-X4与碳钢焊条相同,□1熔敷金属的化学成分分类代号以字母(A、B、C、D……并加数字表示)。
□2附加化学成分,以元素符号表示。
E5018-A1,E5515-B,E5500-B3-VWB,E5518-C3,E7016-D2。
2、不锈钢焊条型号(GB/T983-1995):E X1X2X3□-X4X5X1X2X3表示熔敷金属的化学成分分类代号; □如有特殊要求的化学成分一般用该元素符号或代号(H、L等)放在数字后面;L表示含碳量较低,H表示含碳量较高,R表示碳、磷、硅含量较低。
X4X5表示焊条药皮类型、适用位置及焊接电流种类。
二、1气体保护电弧焊用碳钢、低合金钢焊丝(实芯)GB/T8110-1995ERXX-XER表示焊丝;XX表示熔敷金属抗拉强度最小值;短划后面的数字或字母表示焊丝化学成分的分类代号,还附加其它化学时,可直接用元素符号表示,并以短划与前面数字分开。
ER55-B2-Mn55表示熔敷金属抗拉强度最小值为550MPa;B2表示化学成分分类代号(铬钼钢); Mn焊丝中还有Mn元素。
2不锈钢一、焊条牌号:□X1X2X3用一个字母(或汉字)表示焊条的类别;X1X2表示焊条的主要性能或成分或用途;X3表示药皮类型及电流种类。
J507CuP1、结构钢焊条J:表示结构钢焊条(含碳钢和低合金钢焊条);50熔敷金属抗拉强度不低于50*9.8=490MPa;7表示低氢钠型药皮,直流;CuP表示用于焊接铜磷钢,有抗大气、耐海水腐蚀的特殊用途。
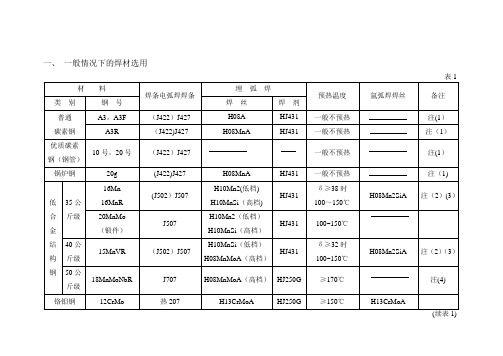
常用钢材焊材选用表(钢材焊材对照表)
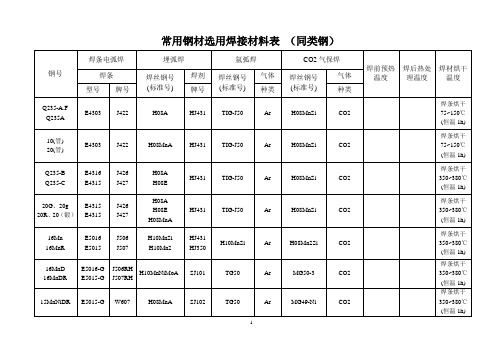
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
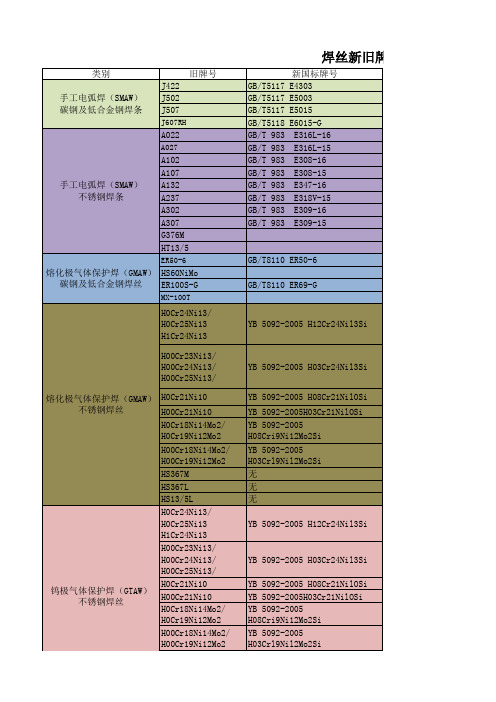
焊材牌号(新旧)
YB 5092-2005 H03Cr24Nil3Si
YB 5092-2005 H08Cr21NilOSi YB 5092-2005H03Cr21NilOSi YB 5092-2005 H08Cri9Ni12Mo2Si YB 5092-2005 H03Crl9Nil2Mo2Si
类别
旧牌号
J422
手工电弧焊(SMAW) J502
碳钢及低合金钢焊条 J507
J607RH
A022
A027
A102
A107
手工电弧焊(SMAW) A132
不锈钢焊条
A237A302ຫໍສະໝຸດ A307G376M
HT13/5
ER50-6
熔化极气体保护焊(GMAW) HS60NiMo
碳钢及低合金钢焊丝 ER100S-G
H00Cr18Ni14Mo2/ H00Cr19Ni12Mo2
焊丝新旧牌号对照表
新国标牌号 GB/T5117 E4303 GB/T5117 E5003 GB/T5117 E5015 GB/T5118 E6015-G GB/T 983 E316L-16 GB/T 983 E316L-15 GB/T 983 E308-16 GB/T 983 E308-15 GB/T 983 E347-16 GB/T 983 E318V-15 GB/T 983 E309-16 GB/T 983 E309-15
AWS A5.18 ER70S-6
AWS A5.28 ER100S-G AWS A5.18 ER70C-6C ER70C-6M
哈焊所牌号
G376M (技术协议) HT13/5(技术协议) HS60NiMo(技术协议)
常用钢材焊材选用表

E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102,A107 150℃1h 250r1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T i
HJ260
H0Cr21Ni10T i
Ar
A132,A137 150r1h 250r1h
HJ350
强度型低合金 钢与耐热型低 合金钢焊接
U+W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
150-250℃
650-700℃
J507 380℃1-2H
田+ W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
n+(田-1)
n+(田-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃恒温1-2h
HJ350
可编辑
("+2)+(田+1)
("+2)+(田+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557380℃恒温1-2h
E5515-G
J557
H00Cr21Ni10
焊条焊丝选用表
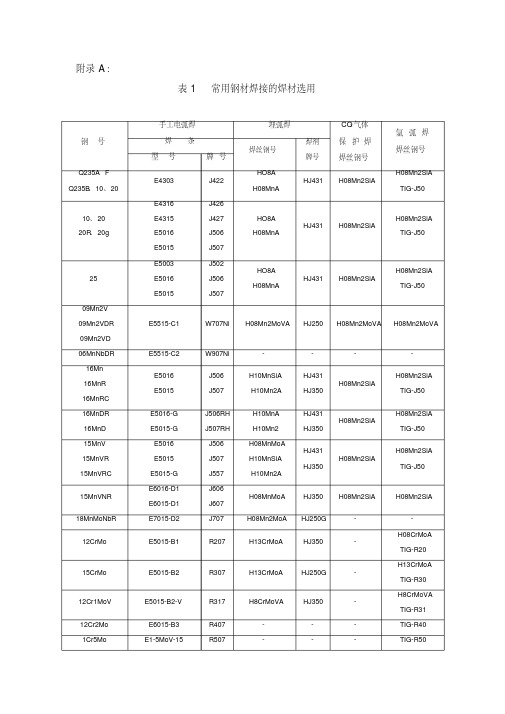
附录A:表1 常用钢材焊接的焊材选用钢号手工电弧焊埋弧焊CO2气体保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号Q235A·FQ235B、10、20 E4303 J422HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5010、20 20R、20g E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5025 E5003E5016E5015J502J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5009Mn2V09Mn2VDR09Mn2VDE5515-C1 W707Ni H08Mn2MoVA HJ250 H08Mn2MoVA H08Mn2MoVA 06MnNbDR E5515-C2 W907Ni - - - - 16Mn16MnR 16MnRC E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5016MnDR 16MnD E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnV 15MnVR 15MnVRCE5016E5015E5015-GJ506J507J557H08MnMoAH10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnVNRE6016-D1E6015-D1 J606J607H08MnMoA HJ350 H08Mn2SiA H08Mn2SiA18MnMoNbR E7015-D2 J707 H08Mn2MoA HJ250G - -12CrMo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R20 15CrMo E5015-B2 R307 H13CrMoA HJ250G -H13CrMoATIG-R30 12Cr1MoV E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 12Cr2Mo E6015-B3 R407 - - - TIG-R40 1Cr5Mo E1-5MoV-15 R507 - - - TIG-R50钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号0Cr19Ni9 E0-19-10-16E0-19-10-15E308A102A107 H0Cr20Ni10 HJ260 -H0Cr20Ni10ER3080Cr19Ni9Ti E0-19-10Nb-16E0-19-10Nb-15E347A132A137 H0Cr20Ni10Ti HJ260 -H0Cr20Ni10TiER34700Cr18Ni1000Cr19Ni11E00-19-10-16 A002 H00Cr21Ni10 HJ260 - H00Cr21Ni100Cr17Ni12Mo2 E0-18-12Mo2-16E0-18-12Mo2-15E316A202A207 H00Cr19Ni12Mo2 HJ260 -H0Cr19Ni12Mo2ER3160Cr18Ni12Mo2Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E316A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3160Cr19Ni13Mo3 E0-19-13Mo3-16 A242 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3170Cr18Ni12Mo3Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E317A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER31700Cr17Ni14Mo2E00-18-12Mo2-16E316L A022H00Cr20Ni14Mo3 HJ260 -H00Cr19Ni12Mo2ER316L0Cr13、1Cr132Cr13 E1-13-16E1-13-15G202G207- - - -0Cr17E0-17-16E0-17-15 G306G307- - - -Q235+16Mn E4303 J422HO8AH08MnA HJ431 H08Mn2SiAH08Mn2SiATIG-J5020、20R、20g + 16Mn、16MnR、16MnDR E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5016Mn、16MnR + 18MnMoNbR E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g +12CrMo、15CrMo E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g、16Mn、E5015-B1 R207 H13CrMoA HJ350 - H08CrMoA钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号16MnR +12Cr1MoV TIG-R20 12CrMo、15CrMo +12Cr1MoV、1Cr5Mo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R2012Cr1MoV+1Cr5Mo E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 20、20g、16Mn+ 0Cr19Ni9、0Cr19Ni9Ti、00Cr17Ni14Mo2E1-23-13-16E1-23-13 Mo2-16E309A302A312- - -H0Cr25Ni13ER309表2 铝及铝合金焊接焊丝的选用母材牌号焊丝牌号L1 L1L2 SAl-2、L1、L2L3 SAl-2、SA1-3、L2、L3L4 SAl-2、SA1-3、L4L5 SAl-2、SA1-3、L4、L5L6 SAl-2、SA1-3、L5、L6LF2 SAlMg-2、SAlMg-3、SAlMg-5、LF2、LF3LF3 SAlMg-3、SAlMg-5、LF3、LF5LF5 SAlMg-5、LF5、LF6LF6 LF6LF11 SAlMg-5、LF11LF21 SAlMn、SalSi-5、LF21L1~L6 + LF21 SAlMn、SalSi-5、LF21LF2 + LF21 SAlMg-5、LF3LF3 + LF21 SAlMg-5、LF5LF5 + LF21 SAlMg-5、LF6LF6 + LF21 SAlMg-5、LF6L1~L6 + LF2 SAlMg-5、LF3L1~L6 + LF3 SAlMg-5、LF5L1~L6 + LF5 SAlMg-5、LF6L1~L6 + LF6 LF6表3 铜及铜合金焊接的焊材选用序号母材焊丝焊剂类别牌号牌号代号1 紫铜T2 HSCu 201 气剂3012 T3 HSCu201 气剂3013 T4 HSCu201 气剂3014 TU2 HSCu201 气剂3015黄铜H62 HSCuZn-3223 气剂3016 H68 HSCuZn-3 223 气剂3017 HFe59-1-1 HSCuZn-4 224 气剂301。
常见焊条焊丝型号牌号对照一览表

390
490
20
-20℃
47
该焊条是50公斤级耐火耐侯钢配套的专用焊条,主要用于要求耐火耐侯的重要钢构造的焊接
230
(600℃)
—
≥25
(600℃)
—
THJ506R
E5016-G
0.10
1.00/1.50
0.50
0.025
0.030
Ni0.45/0.80
390
490
22
-40℃
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可进步焊条熔敷效率,工艺性能好
E5010
E5011
0.20
0.50/
1.00
0.30
0.035
0.040
—
400
490
20
-30℃
27
焊接相应强度碳钢及低合金钢管环缝的全位置立向下焊接,底层焊时单面焊双面成形操作容易
THJ506
E5016
0.12
1.60
0.75
0.035
0.040
—
400
490
20
-30℃
27
适用于中碳钢及低合金钢构造的全位置焊接,焊缝具有良好的力学及抗裂性能
常见焊条焊丝型号牌号对照一览表.docx

E4313
0.10
0.55
0.30
0.035
0.040
330
420
17
27
断焊
0.30/
0C
适用于船体结构低碳钢和其他相应等级的普通低碳钢
THJ421Fe18
E4324
0.12
0.60
0.35
0.035
0.040
330
420
17
47
的平焊、平角焊
0C
THJ422
E4303
0.10
0.32/
THT-316LSi
THS-316LSi
H03Cr19Ni12Mo2Si1
用于相同类型不锈钢以及复合钢结构的焊接
THT-317
THS-317
H08Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-317L
THS-317L
H03Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-321
H31Cr13
用于Cr13马氏体不锈钢耐腐蚀性材料的堆焊
THT-430
THS-430
H10Cr17
用于腐蚀(硝酸)、耐热冋类型不锈钢表面堆焊
THT-2209
THS-2209
H03Cr22Ni8Mo3N
用于含Cr22%双相不绣钢的焊接
碳钢焊条
牌号Biblioteka 型号GB熔敷金属化学成分(%)(<)
熔敷金属力学性能(》)
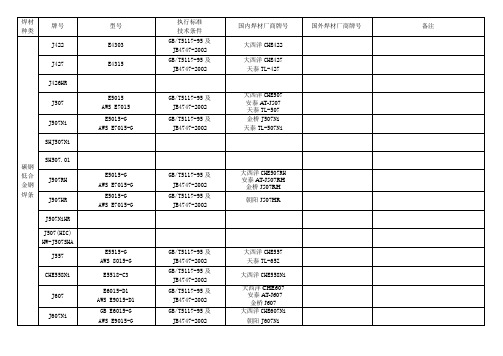
压力容器用钢焊材一览表
号 牌
B G国 中
号 牌
B G国 中
碳钢焊条
-
5E
不锈钢焊条
低合金钢焊条
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
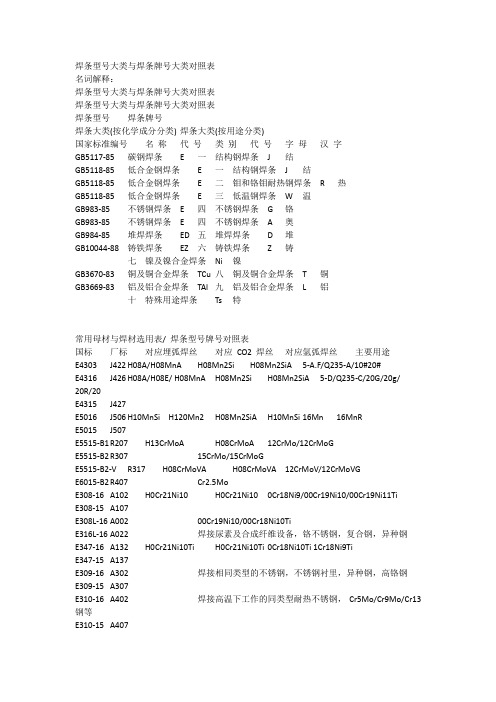
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊材对应一览表
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
焊条型号对照表

E199NbR26
CHS137
A137
E347-15
E347-15
D347-15
E199NbB26
CHS157Mn
CHS202
A202
E316-16
E316-16
D316
E19123R26
CHS207
A207
E316-15
E316-15
E19123B20+
CHS212
A212
E318-16
CHCu307
T307
ECuNi-B
ECuNi
气体保护焊、埋弧焊、气焊焊丝
牌号
焊接形式
GB(中国)
AWS(美国)
DIN(德国)
JIS(日本)
CHW-40CNH
气体保护焊
TB/T H08MnSiCuCrNiⅡ
HL107
W107
E5015-C2L
E7015-C2L
HL707
W707
E5515-Cl
E8015-C1
HL907
E7015-G
不锈钢焊条
大西洋牌号
牌号
GB(中国)
AWS(美国)
JIS(日本)
DIN(德国)
CHH507
R507
E5MoV-15
E502-15
DT2516
EkbCrMo520+
CHH707
G307
E430-15
E430-15
D430
E17B20+
CHS002
A002
E308L-16
E308L-16
D308L
E199ncR23
CHS002A
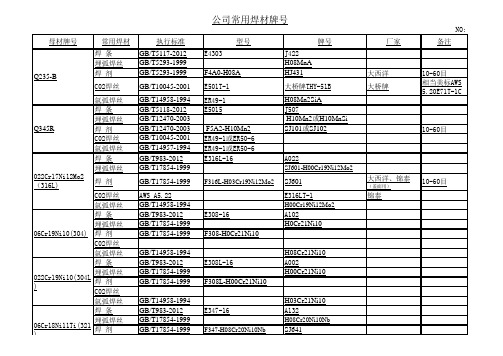
常用焊材牌号
A022 SJ601-H00Cr19Ni12Mo2
SJ601 E316LT-1 H00Cr19Ni12Mo2 A102 H0Cr21Ni10
E308L-16 F308L-H00Cr21Ni10
H08Cr21Ni10 A002 H00Cr21Ni10
C02焊丝
氩弧焊丝
Q235-B与 B304/304L/316L间
焊
条
Q345R与 B304/304L/316L间
焊
条
焊条
埋弧焊丝
15CrMoR 焊 剂
C02焊丝
氩弧焊丝
35CrMoA
焊条
2205(Gr22双相钢) 焊 条
TA2
钛丝
TA10
钛丝
5A05
1060 Cr25Ni22Mo2型 (316LMoD)
C02焊丝
氩弧焊丝
焊条
06Cr18Ni11Ti(321 )
埋弧焊丝 焊剂
执行标准
GB/T5117-2012 GB/T5293-1999 GB/T5293-1999
GB/T10045-2001
GB/T14958-1994 GB/T5118-2012 GB/T12470-2003 GB/T12470-2003 GB/T10045-2001 GB/T14957-1994 GB/T983-2012 GB/T17854-1999
E347-16 F347-H08Cr20Ni10Nb
H03Cr21Ni10 A132
H08Cr20Ni10Nb SJ641
厂家
NO: 备注
大西洋 大桥牌
10-60目 相当美标AWS 5.20E71T-1C