(12)5-1CAM冲切自动排版
施乐1080说明书
CypCut-V6.3.765.4排板教程
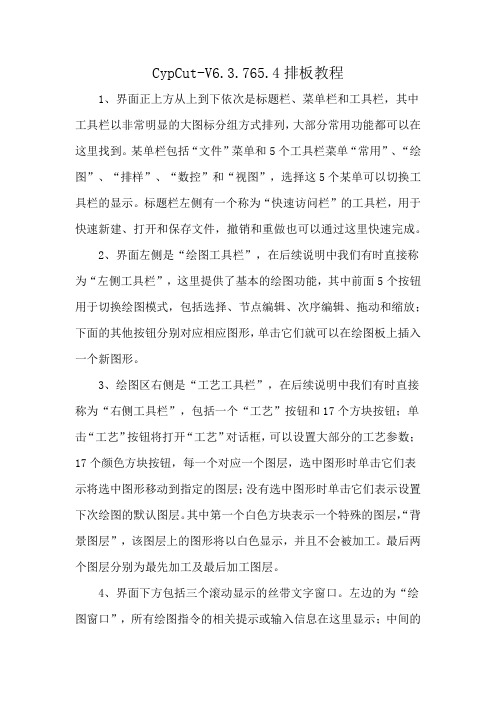
CypCut-V6.3.765.4排板教程1、界面正上方从上到下依次是标题栏、菜单栏和工具栏,其中工具栏以非常明显的大图标分组方式排列,大部分常用功能都可以在这里找到。
某单栏包括“文件”菜单和5个工具栏菜单“常用”、“绘图”、“排样”、“数控”和“视图”,选择这5个某单可以切换工具栏的显示。
标题栏左侧有一个称为“快速访问栏”的工具栏,用于快速新建、打开和保存文件,撤销和重做也可以通过这里快速完成。
2、界面左侧是“绘图工具栏”,在后续说明中我们有时直接称为“左侧工具栏”,这里提供了基本的绘图功能,其中前面5个按钮用于切换绘图模式,包括选择、节点编辑、次序编辑、拖动和缩放;下面的其他按钮分别对应相应图形,单击它们就可以在绘图板上插入一个新图形。
3、绘图区右侧是“工艺工具栏”,在后续说明中我们有时直接称为“右侧工具栏”,包括一个“工艺”按钮和17个方块按钮;单击“工艺”按钮将打开“工艺”对话框,可以设置大部分的工艺参数;17个颜色方块按钮,每一个对应一个图层,选中图形时单击它们表示将选中图形移动到指定的图层;没有选中图形时单击它们表示设置下次绘图的默认图层。
其中第一个白色方块表示一个特殊的图层,“背景图层”,该图层上的图形将以白色显示,并且不会被加工。
最后两个图层分别为最先加工及最后加工图层。
4、界面下方包括三个滚动显示的丝带文字窗口。
左边的为“绘图窗口”,所有绘图指令的相关提示或输入信息在这里显示;中间的窗口为“系统窗口”,除绘图之外的其他系统消息将在这里显示,每一条消息都带有时间标记,并根据消息的重要程度以不同颜色显示,包括提示、警告、错误等。
右边的窗口为“报警窗口”,所有的报警信息将在这里以红色背景、白色文字显示。
5、界面最底部是状态栏,根据不同的操作显示不同的提示信息。
状态栏的左侧是已绘制的加工图形的基本信息,状态栏的右侧包括几个常用信息,包括鼠标所在位置、加工状态、激光头所在位置。
后面一个微调距离参数,用于使用方向键快速移动图形,最后显示的是控制卡的型号。
兰特pulsar 冲床使用说明

13
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
7-4 多刀工具指定到转塔中。
8. 定义材料
14
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
打开的材料菜单如图所示, 用户可以根据需要自定义或者使用现有的材料, 如使用现有的材 料可直接选定材料后点击中间的箭头到右边既可激活。
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
2.2 自动排版 2.3 自动加工 2.4 生成代码 D- 更改/修改加工 微连接 整理加工 更改步冲路线 用另外冲孔工具来取代 改变机床的起始位置 删除冲压 避免碰撞到成形冲压 1- 部件冲压设定 a- 轮廓性手动的加工 a-1 手动轮廓:选择冲切工具 a-2 现行冲孔工件的自动冲压孔 a-3 自动简单冲压 a-4 自动冲压孔 b- 简单手动冲压 b-1 自由 b-2 长方形于线段 b-3 中心于线段 b-4 于线段结尾 b-5 调整到两个元素 b-6 圆形角落 c- 直线性手动冲压 c-1 起始点和距离 c-2 端部和步数 c-3 两点间距离 d- 环形手动冲压 d-1 中心和角度 d-2 中心和开始点 e- 矩形手动冲压 e-1 角落和数量 e-2 角落和距离 f- 直线步冲手动冲压 f-1 根据外形 f-2 根据 2 个点 f-3 根据开始点、长度和角度 f-4 中心点、半径、开始点和增值角度 f-5 中心点、开始点和增值角度 g- 完全步冲手动冲压 g-1 根据外形 g-2 距行:两点 g-3 矩形:一点、长度、宽度和角度
a.最大圆圈/矩形变化的总结 此系数不允许小冲孔工具来完全冲压大面积区域。 面积/冲孔工具的半径=3.750 那么最大冲孔工具半径将是面积/3.750 如果找不到这些冲孔工具,唯一的办法就是步冲冲压边缘,而不是完全冲压。 b.不能使用步冲的最小宽度 在步冲冲压时,为了预防损坏冲孔工具,设定最小能使用的冲孔工具。特别是厚板时。 c.长方形区域的最大冲压数 在完全冲压时,所能冲压的最大的数量。如果大过此数量,显示所能选择的冲孔工具都 是太小,那么使用步冲来冲压边缘。 d.单次冲压偏差 冲孔工具和冲孔所需要的面积的差别值。 1.2.预先定义的冲孔工具选项
NC数冲编程技术规范
1250*2010
1250*2140
冷板3.0
1250*2140
1240*1930
1250*2535
1500*2100
1250*2096
1250*2060
1250*2220
1000*2500
1250*2220
1240*2096
1375*2100
1500*2110
1250*2100
1250*2096
五 . 数据管理器,数据管理器全面管理着所有从网络中输入的数据(如产品、零件和加工信息),用于生成、更改和删除数据。您可以使用本程序从注册的数据中生成进度表 ,并出版格式,如带有条形码的操作指令手册来减少操作成本。可把图形和NC程序进行分类管理,以不同的格式输入输出。
六 . 参数,用机器管理器,你可登记,修改和查看加工机器的名称和规格。有关加工机器的信息包括机器信息,激光信息,周边设备信息,串联装置信息,振荡器信息和切割条件信息,可设置 AMADA 机床,如:ARIE EM2510NT,ARIE 255NT,ARIE 244,ARIE 245,激光.冲床.折弯机等。
1250*2300
1250*2400
1240*2220
1400*1986
1500*2500
1250*2135
1250*2220
1250*2400
1250*2350
1250*2500
1250*1230
1400*2096
1500*2525
1250*2140
1250*2360
1250*2500
1250*2500
模拟界面
五数据库里查信息调程序
当程序编排好以后,可在数据库中调出该程序并查看相关信息
CAM第1章--CAM技术概述
产 量 动 生 产 线
自 大批量生产 柔性 制造线 柔性制造系统 制造单元 单台数控机床
0 2 4 10 40 100 1000
小 批量生产 量 生 产 批
零件品种数
●(3) 集成自动化阶段---90 年代以后,主要利用计算机集成制造系 统,实现全局优化的集成生产,目标是将不同种类和功能的自动化 孤岛集成起来,实现全局优化,这一时期为集成自动化阶段。
三、机械制造系统自动化的发展
▲1、制造自动化系统的软硬件发展 ★制造自动化系统通常由各种机械设备构成。其中最重要、最基本 的加工设备是各种类型的数控机床。自 1957 年世界上第一台数控 机床诞生以来, 随着微电子技术的迅速发展, 年代中期出现了基 70 于微处理器的计算机数控(Computer Numeric Control——CNC) 机 床 , 并 在 60 年 代 末 期 的 直 接 数 字 控 制 ( Direct Numeric Control——DNC)的基础上,进一步发展成为今天的分布式数字 控制(Distributed Numeric Control——DNC) 。 ★为进一步提高机床的利用率和自动化水平,在 CNC 机床的基础 上,又增加了刀具自动交换装置,形成了各种类型的加工中心,如 主要用于镗、铣切削的卧式和立式加工中心,主要用于车削的车削 加工中心,主要用于冲切加工的冲切加工中心等。在各类加工中心 的基础上,再增加托盘交换装置和输送托盘的物流装置,则成为柔 性制造单元和柔性制造系统。
★制造系统的自动化从生产组织方式上大体上分为刚性自动化、柔 性自动化和集成自动化三个阶段。 ●(1)刚性自动化阶段---70 年代以前, 主要利用机械设备, 实现大批 量生产, 解决代替人的体力劳动的自动化, 目标是提高劳动生产率, 这一时期为刚性自动化。 批量法则:生产的组织形式、加工方法和加工设备、工艺装备 等,均按产品批量的大小来决定它们的先进性和高效率
2024年春江苏开放大学CADCAM软件应用技第一次在线作业答案

2024年春江苏开放大学CADCAM软件应用技第一次在线作业注意:学习平台题目可能是随机,题目顺序与本答案未必一致,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目,一定注意答案对应的选项,如果答案有疑问或遗漏,请在下载网站联系上传者进行售后。
题型:单选题客观题分值2分难度:中等得分:21在制造领域,1962年,在数控技术的基础上研制成功了世界第一台(),实现了物料搬运的自动化。
A:数控加工中心B:绘图仪C:数控机床D:工业机器人学生答案:D:老师点评:题型:单选题客观题分值2分难度:较难得分:22CAD/CAM生产过程如下:()A:编制工艺规程,进行数控加工B:进行设计校核C:进行工程分析D:提出设计任务E以下都是F自动绘图学生答案:E老师点评:题型:单选题客观题分值2分难度:简单得分:23CAPP向()提供零件加工所需的设备、工装、切削参数、装夹参数以及刀具轨迹文件,同时接受CAM反馈的工艺修改意见。
A:CAD:B:CIMSC:CAED:CAM学生答案:D:老师点评:题型:单选题客观题分值2分难度:简单得分:24计算机辅助工艺过程英文缩写是()。
A:CAEB:CAD:C:CAPPD:CAM学生答案:C:老师点评:题型:单选题客观题分值2分难度:中等得分:2520世纪50年代,美国麻省理工学院首次研制成功了(),通过数控程序对零件进行加工。
A:绘图仪B:数控机床C:打印机D:机床学生答案:B:老师点评:题型:单选题客观题分值2分难度:简单得分:26计算机辅助制造英文缩写是()A:CAMB:CAD:C:CAED:CAPP学生答案:A:老师点评:题型:单选题客观题分值2分难度:简单得分:27计算机辅助工程英文缩写是()。
A:CAD:B:CAPPC:CAMD:CAE学生答案:D:老师点评:题型:单选题客观题分值2分难度:较难得分:28()是借助计算机,把企业中与制造有关的各种技术系统地集成起来,以提高企业适应市场竞争的能力。
011AMADA编程软件AP100-(15)5-4CAM冲切(版面加工)修正

目的:板面加工
教材编号:5‐4.CAM冲切(板面加工)
培训图纸编号:SAMPLE16、SAMPLE17
要点:
●启动板面加工
●加工设置
●读取程序
●配置模式概要
●多数取
●追加呼出
●零件复制
●一组化
●余料切断
●零件编辑
●NC制作条件
●模拟
所谓板面加工,是在一个版面上配置多个零件,制作版面单位的NC程序的功能。
目的是更好地利用材料而进行。
板面加工操作流程大的方面有两种。
1.多个配置展开图数据、总结模具排刀制作NC数据。
2.多个配置NC数据制作完毕。
指令指示步骤(读取程序时)
只限图形:
选择零件时图形数据存在时为有效。
圈住的范围仅为图形。
配置时、忽视邻接的零件双方加工路径。
回转角度:
在零件回转时、输入回转角度。
点击[+][-]只回转输入角
的零件。
零件选择键:
在现在位置解除选择零件的移动、可以选择别的零件形态。
1个槽
余料切割的种类:
用一根直线纵方向切断材料。
用一根直线横方向切断材料。
用两根直线纵横T字形切断材料。
矩形切断材料角落。
切割材料任意处。
删去切割余料的加工路径。
Camio简明操作教程

ZDM(张冬明)水工设计软件使用手册

ZDM(张冬明)水工设计软件使用手册第i页Zdmcad辅助设计软件手册这是一个由水利水电设计人员,在autocad平台上开发出来的cad辅助设计软件。
内容包括水利水电设计的各个专业。
软件采用分布组件工具集方式,各种工具俯首可得,运用之妙存乎一心。
经过工程测试,如果你只使用该软件的通用功能部分,综合效率可提高50%,如果你使用它的专业通用部分,综合效率可提高数倍以上。
如果你使用它的专业部分,综合效率可提高数10倍以上。
对于小型水利水电设计部门,该软件为各专业都提供了cad辅助设计的全套解决方案。
ZDM软件可用于从autocad2022到autocad2022的各种版本。
该软件由以下模块组成:1、autocad绘制、编辑、计算统计、文字处理扩展功能及工程常用图形绘制2、钢筋图软件包(钢筋绘制、标注、自动生成钢筋表材料表、图、表关联修改)。
3、断面法开挖计算(桩号设置、地形图切剖面、纵横断面自动生成、分类计算截面面积,统计数量)。
采用分段放坡法进行开挖计算(直接在平面地形图上生成坡脚线并计算工程量)。
4、三维实体开挖计算软件包(生成三维实体地形,挖、填实体,计算开挖)。
5、土地平整,土方计算(可计算平整为阶梯形、坡面的土方量)。
6.自动生成水电工程常用管道附件的膨胀图,并通过交叉线生成任意岔管的膨胀图。
7.溢流堰曲线自动生成、渡槽计算、库容计算、河段数据提取。
8.绘制施工柱状图、自动生成施工强度曲线和人工曲线的软件包。
9、建筑规划软件包(建筑平立面图绘制,写坐标自动生成坐标表、面积长度分班级计算统计)。
10、电气软件包(常用电气接线图、设备绘制、端子图自动生成)。
11.管道软件包(管道单线图、双线图、管道附件图、材料统计、自动生成材料清单和图纸)。
12.渠道开挖工程量计算及管道设计工具软件包。
三十年的设计经验和十年的磨刀经验。
上至国家水利水电设计院,下至乡镇水利局第i页目录zdmcad辅助设计软件简介....................................................i《zdmcad辅助设计软件》使用说明............................................11绘图类(通用功能类) (2)1.1线图21.2插入矩形和圆的交点21.3绘制梯形21.4扇形图21.5绘制虚线21.6绘制圆柱的虚线21.7标记线21.8端子连接21.9绘制“凹宽线”,绘制槽钢,角钢和工字钢21.10绘制点投影线31.113d将多段线投影到平面曲线31.12制作箭头31.13绘制非等距表31.14绘制等距表31.15绘制圆、弧、线的中心线,矩形和两条线31.16绘制矩形的中心线31.17绘制两条线的中心线31.18圆孔和矩形孔41.19绘制矩形孔41.20轴倒角41.21多边形填充41.22圆和圆弧填充41.23用户块管理41.24专业块管理41.25图案51.26绘制矩形51.27复制旋转51.28缩放复制51.29分散连接51.30填充自定义61.31快速填充61.32生成填充边界71.33生成框架和标题栏71.34扩展页72编辑、修改和工具(一般功能)92.1扩展阵列 (9)2.1.1方位角整列车92.1.2曲线排列92.2交叉口断开92.3线宽修改92.4分类选择92.5分类删除和分类图层更改102.6直端密封102.7弧端密封和切角端密封102.8修改填充比例 (10)2.9削减10第ii页2.10封闭区域的阴影消除102.11更改虚线112.12删除线112.13边界内物体的隐藏112.14边界外物体的掩盖112.15文本屏蔽112.16调整显示顺序112.17删除掩盖物体........................................................122.18扩展园角 (12)2.18.1连续拐角122.18.2根据切线长度122.18.33d多段线圆角122.19单线到双变压器122.20缩放122.21表格编辑2.21.1全表缩放、行.列缩放............................................................................ ............122.21.2行.列增减............................................................................ ...............................132.21.3表线擦除............................................................................ ..................................132.21.4转换为zdm表格..................................................................................................132.21.5zdm表格编辑............................................................................ ..........................132.21.6表格拆分............................................................................ ..................................132.22打开多段线..........................................................132.23改园、填实圆直径....................................................132.24拷贝断开............................................................142.25删除连接............................................................142.26图层控制............................................................142.27多线伸剪 (14)2.28单线延伸剪2.29扩展偏移 (15)2.29.1比例偏移152.29.2沿曲线偏移152.29.3偏移三维多段线152.30双线测距和角度测量152.31交换移动152.32在线上添加点152.33在拖曳线上添加点152.34多段线爆破152.35正交拉伸152.36修改性质152.37单尺寸驱动162.38角度尺寸驱动162.39重新布线,停车和弧162.40两条线之间的捕捉162.41固定距离移动拷贝162.42拷贝移动162.43清除封闭区域的内线172.44断开和连接172.45组操作..............................................................172.46模拟光滑曲线........................................................172.47裁减旋转缩放光栅图..................................................172.48裁减多幅光栅图 (17)第3页2.49编辑多段线..........................................................172.50移动多段线点,改弧半径..............................................172.51视图布局............................................................172.52旋转及制作视图......................................................172.53视图循环............................................................182.54裁剪拆分后的图......................................................182.55图块替换............................................................182.56制作简化命令........................................................182.57zdm软件加载方式.....................................................192.57dwg文件减肥.........................................................192.58修改块内层,颜色....................................................192.59删除重合实体........................................................192.60多个文件拼图........................................................192.61将拆分的坐标表自动插入带状图图框中. (19)2.62选择具有多段线的对象2.63打开并批量修改多张图................................................202.64修改圆内物体........................................................202.65重载光栅图..........................................................203标注类(通用功能类).. (21)3.1标签设置213.2选线和标记213.3点选择和标记213.4两点标记213.5多功能标签213.6弧长标记213.7尺寸合并213.8尺寸分离213.9引线应对齐213.10尺寸文本的修改213.11尺寸更新213.12将注释样式更改为点单面箭头213.13文本标记223.14多行文字注释223.15修改多行文字注释223.16零件标记223.18柱号标记223.19支架和起重机标记233.20焊接标记233.21立面标记233.22截面标记233.23单线标记233.24多行文字连续线编号243.26矩形和圆形内部字符243.27坡度标记243.28等级转换243.29粗糙度标记243.30公差标记243.31编号向后移动243.32删除空白编号243.33批次移动旋转尺寸文本二十四第4页3.34尺寸检查和更换253.35方位角标记253.36修改标高标记文字的高度254视图等级(一般功能等级)264.1漫游视图..............................................................264.2快视范围..............................................................264.3多视图切换............................................................264.40.8x比例缩小视图.....................................................264.5空间视图转换..........................................................265批量打印图纸管理(通用功能类)..........................................275.1批量打印,提取标题栏信息,图纸拆分....................................275.2将物体置于掩盖图框上..................................................285.3目录察看..............................................................285.4生成目录..............................................................286文字处理类(通用功能类). (29)6.1短语管理296.2查找小数的最大数和最小数296.3文本输出296.4带下划线的文本296.5表格行交换306.6表格中包含的单词306.6.1行号、列号输入............................................................................ ........................306.6.2表内写文字............................................................................ ................................306.7字串替换..............................................................306.8文字替换..............................................................306.9修改字高、字宽度、字倾斜度............................................306.10修改字型............................................................306.11字串缩放............................................................306.12改角标符号. (30)6.13断开管柱316.14断开中西文 (31)6.14.1保留空间316.14.2除了空间316.15字符串突发316.16字符串合并垂直文本中心。
CAM制作步骤

7 西正负像叠加
edit_reshape_contourize
正片-2,负片20 所有正负像surface+所有负像,报错情况下move到新层操作后移回
前处理
8
转PAD(阻焊层、线路 层)
dfm_cleanup_construct pads(ref)
1,绿油转PAD,右键物件清单选中line list,copy到新层作为线 路层转PAD的参考
dfm_cleanup_set SMD attributes
钻孔的NO、有角度的YES、types全部、删除以前的YES,未定义到 的手动添加:选中PAD-edit-attributes-change.(手动转PAD参考 选择SM层covered,问号过滤留下PAD及正像)
11
网络对比并建立参考网络 层net_m
DFM-Redundancy Cleanup- 删除:Isolated、Duplicate,workon:Features、孔:pth;
NFP Removal
npth;via、未钻孔的孤立PAD不删:NO、应用到ALL、直接删除
单线阻抗/双线阻抗按MI要求 调整及属性
Remove 方法见附件,阻抗线属性:imp_line
最小间距:0.2MM(7.874mil)连孔分刀,有 毛刺的地方除毛刺
建立 套层
5 网络分析对原稿保存 1 建立套层mer
Actions-Netlist Analyzer 看补偿和加孔完是否影响网络,NPTH孔钻在铜皮上需通过二钻完成
copy npth、外形线pcs、vcut到mer
NPTH孔16mil 、外形20mil、v-cut32mil:单边=0.3+h*tg(a/2)mm (h深度=(板厚-余厚)/2;a角度) 方法:孔Resize16mil,外围线 及v-cut线Change Symbol 20
EICAD3.0说明
EICAD简介目录1. 目录 (2)2. 1.系统概况 (3)2.1 1.1 创新道路设计领域的“建筑信息模型BIM”理念 (4)2.2 1.2 构建智能化实体及其内部关联 (4)2.3 1.3 高交互式和可视化地创建道路模型 (4)2.4 1.4 出色的可视化性能 (4)2.5 1.5 突破内存限制的64位操作系统,支持大型工程设计项目 (4)3. 2.数字地面模型 (4)3.1 2.1 支持大型数据集、多种显示模式的数模实体 (6)3.2 2.2 MeshEditor程序支持快捷、高效的模型编辑 (6)3.3 2.3 支持道路设计过程中实时剖切 (6)3.4 2.4 进行场地整平设计 (6)4. 3.路线平面设计 (6)4.1 3.1 智能化“道路中线”实体 (7)4.2 3.2 更加快捷的平面设计和编辑功能 (7)4.3 3.3 实时联动设计 (7)5. 4.纵断面设计 (7)5.1 4.1 “拉坡图”实体 (8)5.2 4.2 智能化“竖曲线”实体 (8)5.3 4.3 实时变化的监视断面 (8)6. 5.横断面设计 (8)6.1 5.1 路基模板实体 (9)6.2 5.2 超高实体 (9)6.3 5.3 边坡模板实体 (9)6.4 5.4 道路模型实体 (9)7. 6.图表生成 (9)7.1 6.1 智能“图框”实体 (10)7.2 6.2 图纸集管理 (10)1. 目录1 系统概况(见 [标题编号.])1.1 创新道路设计领域的"建筑信息模型BIM"理念1.2 构建智能化实体及其内部关联1.3 高交互式和可视化地创建道路模型1.4 出色的可视化性能1.5 突破内存限制的64位操作系统,支持大型工程设计项目2 数字地面模型(见 [标题编号.])2.1 支持大型数据集、多种显示模式的数模实体2.2 MeshEditor程序支持快捷、高效的模型编辑2.3 支持道路设计过程中实时剖切2.4 进行场地整平设计3 路线平面设计(见 [标题编号.])3.1 智能化"道路中线"实体3.2 更加快捷的平面设计和编辑功能3.3 实时联动设计4 纵断面设计(见 [标题编号.])4.1 "拉坡图"实体4.2 智能化"竖曲线"实体4.3 实时变化的监视断面5 横断面设计(见 [标题编号.])5.1 路基模板实体5.2 超高实体5.3 边坡模板实体5.4 道路模型实体6 图表生成(见 [标题编号.])6.1 智能"图框"实体6.2 图纸集管理2. 1.系统概况1. 系统概况狄诺尼集成交互式道路与立交设计系统EICAD 3.0汇集了近十年来公路与城市道路设计领域的理论创新成果;全面贯彻了全三维化设计的新理念,设计过程中可实时观察道路模型的三维状态;实现了一套智能化自定义实体及其底层联动机制,通过夹点编辑和双击编辑功能,设计命令大大减少,而设计功能更加丰富,可大幅度提高设计效率。
1 绪论

1 绪论1.1 概述冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。
在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。
以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。
1.2 冲压技术的进步进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1]。
现代冲压生产是一种大规模继续作业的制造方式,由于高新技术的参与和介入,冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1)。
生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展。
实现自动化冲压作业,体现安全、高效、节材等优点,已经是冲压生产的发展方向。
图1-1 冲压作业方式的进化冲压自动化生产的实现使冲压制造的概念有了本质的飞跃。
结合现代技术信息系统和现代化管理信息系统的成果,由这三方面组合又形成现代冲压新的生产模式—计算机集成制造系统CIMS(Computer Integrated Manufacturing System)。
把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体,将会给冲压制造业带来更好的经济效益,使现代冲压技术水平提高到一个新的高度。
1.3 模具的发展与现状模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要标志。
Fiery XF 7 说明书
Fiery XF 7© 2018 Electronics For Imaging, Inc. 此产品的《法律声明》适用于本出版物中的所有信息。
2018 年 12 月 19 日目录Fiery Command WorkStation 概述 (11)Job Center (11)用于管理队列中作业的命令 (12)工具栏图标 (12)作业搜索 (13)Job Editor (14)Server Manager (14)系统维护 (14)配置 Command WorkStation (16)登录到多个 Fiery 服务器 (16)移除 Fiery server (16)添加更多打印机 (16)配置网络打印机 (17)配置通过 USB 连接的打印机 (17)配置打印到文件输出 (18)承印材料和工作流程 (18)配置承印材料 (19)配置工作流程 (19)配置用户帐户 (23)登录到 Command WorkStation (24)注销 Command WorkStation (24)导入作业 (25)直接导入作业到 Job Center (25)在导入时自动处理作业 (26)热文件夹和虚拟打印机 (26)配置热文件夹 (27)配置虚拟打印机 (27)Fiery XF Universal Driver (28)安装 Universal Driver (28)登录到 Universal Driver 并打印 (28)Universal Driver 设定 (29)配置打印机设定 (30)开始打印 (30)取消作业处理 (31)PostScript 和 PDF 作业 (32)切换到不同的 PDF 打印引擎 (32)EPS 作业检测 (33)为 EPS 作业检测设置时间推移或更改输入分辨率 (33)采用 RIP 自动分色 (33)设置 Command WorkStation 如何处理 in-RIP 信息 (34)页面框定义 (34)指定页面框 (35)工作色彩空间 (35)应用工作色彩空间 (35)在合成作业中套印 (36)在合成作业中模拟套印 (36)管理 PDF 作业中的非嵌入字体 (36)将多页 PDF 作业作为单页加载 (36)编辑作业 (38)旋转作业 (38)翻转作业 (38)缩放作业 (38)对齐印张上的作业 (39)裁切作业 (39)撤销作业编辑 (40)将作业设定另存为工作流程 (40)可视辅助工具 (40)更改测量单位 (41)放大 (41)打开对齐 (42)设置标尺坐标 (42)使用参考线 (42)显示可视辅助工具 (42)作业标签 (43)创建或编辑作业标签 (43)打印作业标签 (43)调整作业标签的大小 (44)控制栏 (45)选择控制栏 (45)创建动态楔入 (45)跨两行打印作业标签 (46)嵌入 (47)嵌入所有作业 (47)强制嵌入以打印 (48)嵌入所选作业 (48)添加、移除或删除套叠式作业 (48)克隆套叠式作业 (49)重命名嵌入 (49)排列套叠式作业 (49)在印张上将所有套叠式作业对齐 (49)编辑套叠式作业 (50)缩放套叠式作业 (50)在印张的固定位置锁定套叠式作业 (50)添加套叠式作业周围的边距 (51)打印多页 PDF 的所选页面 (51)平铺 (52)创建平铺 (52)创建具有重叠效果的图素 (53)打印具有粘合区域的图素 (53)调整图素大小 (54)将图素边缘锁定到固定位置 (54)合并或拆分图素 (54)显示和保存平铺预览 (55)拆分图素以进行打印 (55)对平铺作业进行后期编辑 (56)步骤和重复 (57)创建步骤和重复 (57)修改步骤和重复 (58)作业合并 (59)设置自动作业合并的工作流程 (59)手动合并作业 (60)校准和生成特性档工具 (61)启动 Color Tools (61)校准打印机 (61)非 EFI 宽幅打印机的校准过程 (62)EFI 宽幅打印机的校准过程 (68)打印机优化 (75)为承印材料特性档优化进行设定 (76)选择一个 L*a*b* 优化文件。
008AMADA编程软件AP100-(12)5-1CAM冲切自动排版

CAM 画面概要:
①工具栏区域:此区域,可以进行快捷图标配置。 根据 经常使用的快捷图标配置、可以直接实行指令以减少 操作次数。
②菜单区域:用鼠标后以下会出现指令。 ③作业区域:表示读度的数据。 ④信息区域:在指令实行中、表示促进信息,在菜单或者
土标上移动鼠标后,出现指令的概要説明。 ⑤光标区域:指令实行中,进行坐标输入的区域。 ⑥检测信息区域 :检测端点、交点、中点等时出现的信
②非标准缺口排刀条件 「外形」选择非标准材加工时有效。
③孔排刀条件 根据形状来选择孔加工方法。分别点击(异型孔、圆孔、方 孔、长圆、R付角)、接着点击适当的加工方法键。
■对单个孔排刀时的当前模具检索 模具孔自动排刀时、转塔内无单个冲孔模具时、从当前模具 自动进行检索,选择「转塔外可能排刀模具」是否追加。
6
形状:选择模具形状。 管理名称:当前模具登记完毕时,根据参照来选择。 类型:
模具设定:
设定模具时的方法有两种。
1. 输入目的「TNO」按「Enter」键。
输入[102]。
2. 另外、根据一览选择目的「TNO」点击「设定」。
(也可以双击鼠标)
3. 显示「模具信息改变」对话框。
输入形状=圆、D 尺寸=5 点击「OK」。
加工设置:
启动CAM「零件加工」画面、显示加工设置画面。 ≪ 设定条件≫ 输入 加工方法=冲切 机器名称=TEST 模具配置=TEST 夹爪位置=250、800 材料尺寸=914、914 配置基准点=30、100
点击「OK」。
4
加工设置条件的设定项目:
■程序编号:显示由CAD输入的部品图名称。 ■加工方法:具有复数数据库的客户,可以进行冲切・激
④不进行连续冲裁未满1.5倍的排刀 连续冲裁(G66)、加工长度未满工具长度1.5倍时,选择是 否进行排刀。
数控冲床操作

所加的 垫片
24
3、模具及装卸
3、下模的尺寸及调整:
下模具的总高度在30.0±0.5mm之间,如尺寸 超出此范围,则可通过加垫片来进行调整。
30.0±0.5mm
25
3、模具及装卸
4、上模的装配:
如右图,将刀杆有 螺纹的一头依次穿入弹 簧挡块(打击头)、弹 簧,旋入调节螺母(如 上模总长不够,则需在 弹簧垫块与刀杆相合间 加适当厚度的垫片。
上转盘
下转盘
6
1、结构及特点
目前我部使用的冲床 其转塔为36工位,分别分A、 B、C、D工位及旋转工位。 如右图,A工位有20个, 可装模具尺寸为Ø12.7mm。 B工位有10个,可装模 具尺寸最大为Ø31.7mm C工位有2个,可装模 具尺寸最大为Ø50.8mm D工位有2个,可装模 具尺寸最大为Ø88.9mm 旋转工位2个,可模 具尺寸最大为Ø31.7mm
20
3、模具及装卸
1、模具的结构
冲孔模具的结构可分为: 1. 调节螺母(打击头)﹕起打击作用并起紧固弹簧 和调整模具长度的作用。 2. 退料弹簧﹕冲针被压下的自动复位作用,有冲压极 限, 属易损件。 3. 冲针﹕参与剪切动作,属于易损件。 4. 下模﹕与冲针共同完成剪切的动作,有落废屑的作 用。 5. 导套退料板﹕分开冲针与板料及压料作用,还可 起冲针冲压动作的导向作用。
10
2、加工工艺
1、数控冲床的加工方式:
数控冲床的冲裁方式主要有: 1)、单冲:单次完成冲孔,包括直线分布、圆弧分 布、圆周分布栅格孔的冲压等。 2)、同方向的连续冲裁:使用长方形模具部分重叠 加工的方法,可加工长方孔、切边等。 3)、多方向的连续冲裁:使用小模具加工大孔的加 工方式 。
11
2024年春江苏开放大学CADCAM软件应用技术第二次在线作业答案
2024年春江苏开放大学CADCAM软件应用技术第二次在线作业注意:学习平台题目可能是随机,题目顺序与本答案未必一致,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目,一定注意答案对应的选项,如果答案有疑问或遗漏,请在下载网站联系上传者进行售后。
题型:单选题客观题分值6分难度:简单得分:61在UG中,可创建模型文件,其文件格式为()。
A:*.prtB:*.dwgC:*.doC:D:*.fem学生答案:A:老师点评:题型:单选题客观题分值6分难度:简单得分:62如果在下拉式菜单中选择带有符号的命令,则会打开_________。
A:工具栏B:级联菜单C:图标D:对话框学生答案:B:老师点评:题型:单选题客观题分值6分难度:简单得分:63草图是组成一个()的集合。
A:曲线B:二维轮廓曲线C:三维轮廓曲线D:直线学生答案:B:老师点评:题型:单选题客观题分值6分难度:简单得分:64按钮,对应的()命令。
A:打开B:存盘C:新建D:退出学生答案:C:老师点评:多选题题型:多选题客观题分值6分难度:中等得分:61UG NX整个系统由四大模块构成,它们是()、()、()和()。
A:基本环境模块B:CAM模块C:CAE模块D:CAD模块ECAPP模块学生答案:A;B;C;D:老师点评:题型:多选题客观题分值6分难度:简单得分:62绘图区域是用户等操作的主要区域。
A:渲染B:装配C:分析D:建模学生答案:A;B;C;D:老师点评:题型:多选题客观题分值6分难度:一般得分:63下列属于资源板上的有()。
A:角色B:部件导航器C:历史记录D:装配导航器学生答案:A;B;C;D:老师点评:题型:多选题客观题分值6分难度:中等得分:64在草图工具栏中,有绘制______________。
A:派生线命令B:阵列曲线命令C:直线命令D:快速修剪命令E矩形命令学生答案:A;B;C;D;E老师点评:题型:多选题客观题分值6分难度:一般得分:65UG NX 是一款集成()、()、()系统软件,也是当前世界上最先进的计算机辅助设计、分析和制造软件之一。
ALPHACAM2014-手工画图自动排版教程(改进)

手工画图自动排版教程
1.所需素材,手工制作的图形,如图中的四个“400*300”的样块,一个“1220*2440”的“矩形”
2.界面介绍:下图为自动排版界面
3.点击下图红色框中的“NEST”
4.出现下图,选择如下:
5.点击“确定”,选择第一个要排版的图形
6.选图后,如下,“Number Required”为“数量”输入“20”块,表示该尺寸该造形需要“20”块
“Rotation Angle”为旋转角度,选择“90”,表示排版时可“90”度旋转,其余的几个数量按实际需要填写(示例中都为20),旋转角度都为“90”
7.选择完成后,鼠标右键单击上方的“Screen Nest List”,在出现的菜单中选择“Nest”
8.鼠标左键单击“1220*2440”的矩形,出现下图对话框,直接点击“确定”
9.所有数值无需更改,选择“确定”即可:
10.步骤9完成后,用鼠标右键点击一下屏幕,出现如下对话框,“Minimum Gam between Paths”为“0.1”;“Gap at Sheet Edge”为下料刀的直径+0.1,右边的可选框选择如红色框
11.点击“确定”后出现如下对话框,选择“Finish all remaining sheets automatically”,然后系统就会自动排版了
12.排版后的图形如下:。
alphacam使用教程资料

alphacam使用教程第一章档案操作命令1.1.1功能设置绘图环境,创建一个新的图形文件。
2.输入方法(1)下拉菜单档案开新档案(2)工具栏标准按钮1.1.2开起旧档1.功能打开一个已存在的图形文件。
2.输入方法(1)下拉菜单档案开旧档案(2)工具栏标准按钮1.1.3插入图档1.功能插入一个已经存在的图形2.输入方法(1)下拉菜单档案插入档案(2)工具栏标准按钮3.命令及提示执行该命令后,屏幕上弹出“打开”对话框,如下图所示。
可以从中选择正确的路径和文件名,打开一张原有的图形进行操作。
1.1.4保存档案1.存储档案(1)功能保存当前的图形文件(2)输入方法1)下拉菜单档案存储档案2)工具栏标准按钮2.另存新档1.1.5插入CAD1.功能从其他软件中输入一些图形(autocad,coreldraw,mastercam,pro-e等)2.输入方法(1)下拉菜单档案存储档案(2)工具栏标准按钮3.命令及提示执行该命令后,屏幕上弹出“输入CAD”对话框,如下图所示。
首先要确定好输入图形的格式(*),再去查找文件1.1.6 输出CAD1.功能从当前的档案中以所选择的格式输出2.输入命令(1)下拉菜单档案输出CAD3.命令及提示执行该命令后,屏幕上弹出“输入CAD”对话框,如下图所示。
首先选择格式,再定义文件名。
1.1.7选择后处理器1.功能选择后处理(针对多个后处理器而言)2.输入命令(1)下拉菜单档案选择后处理器(2)工具栏标准按钮3.命令及提示执行该命令后,屏幕上弹出“选择后处理器,如下图所示。
不同后处理器所产生的NC代码是不一样。
路径选择:安装目录alphacamLICOMDAT MPOSTS.ALP1.1.8列出NC程式1.功能通过它可以看到所生成NC代码2.输入方法(1)下拉菜单档案列出NC程式(2)工具栏标准按钮3.命令及提示执行该命令后,屏幕上弹出“列出NC程式”,如下图所示。
1.1.9清除记忆体1.功能有选择的删除屏幕上不想要的全部图形2.输入方法(1)下拉菜单档案清除记忆体(2)工具栏标准按钮3.命令及提示执行该命令后,屏幕上弹出“清除记忆体”,如下图所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2002/5/31
目的:零件加工
教材编号:5-1.CAM冲切(自动排刀)
培训图纸编号:SAMPLE01-2
要点:
z加工概要
z启动零件加工
z打开部品图
z条件设定
z加工设置
z CAM画面概要
z模具设定
z排刀(自动排刀)
z连接
z确认绘图
z改变加工顺序(连续指示)
zNC数据制作
z模拟概要。
可以一览显示转塔
① 外形线加工方法选择
② 缺口排刀条件
③孔排刀条件。
选择「孔」-「异形」=冲切。
異形
=
②非标准缺口排刀条件
V槽加工
R角加工 长圆孔加工 R角孔加工
选择「排刀」-「自动排刀」-「自动排刀」 。
排刀确认对话框。
冲切自动连接
自动连接:
1.
选择「零件编辑」-「连接」-「自动连接」。
2. 选择「微连接[4处]」。
连接量[0.1㎜]
选择「桥连接[OFF]」点击[制作]。
3. 连接确认后点击[关闭]。
※连续冲切长度未满模具长度的1.5倍时,有时会不能进行自动连接。
①(微连接)制作个数
不制作微连接时设置为[OFF]、制作时选择[4]或者[8]。
②(微连接)连接量
设定微连接量。
■未満1.5倍时不制作加工路径
制作连接与加工长度未满工具长度1.5倍时,不制作微连接把检测框打开。
③(桥连接)一端单个:
连续冲裁的两端必须是单个,在此制作微连接时选择[ON]。
(桥连接)间隔:
不制作桥连接时选择「无」、制作时选择下一个该选择什么。
・个数:对于一个外形连续冲裁的排刀,用「连接个数」自动制作设定桥连接个数。
・间隔:对于一个连续冲裁工件,用「微连接间隔」自动制作设定的间隔来进行微连接。
(桥连接)连接量:
设定桥连接量。
(桥连接)连接个数:
只限于用「间隔」指定「个数」时、指定制作几个桥连接。
(桥连接)连接间隔:
只限于用「间隔」指定「间隔」时、指定每隔几mm设定桥连接。
系统条件
选择「确认/修改」-「确认绘图」。
把圆模加工顺序改变为①→⑤。
根据需要进行「改。
保存条件:
展开图 NC数据
选择「显示」-「重画」进行NC数据模拟。
重复冲裁检测:
1.选择「确认」-「重复冲裁」-「材料尺寸范围」。
显示2次冲裁对话框。
2.如果确认完毕点击[关闭]。
错误表:
1.选择「确认」-「错误表」。
显示有「错误表」对话框。
确认是否有错误。
2.确认错误详情时输入[错误编号]点击[详细一览]。
3.确认结束后点击[关闭]。
模拟的结束:
1.选择「文件」-「应用结束」。
CAD/CAM重新处理:
显示AP100主菜单。
1.点击AP100主菜单「新建」。
2.显示新建确认对话框点击[OK]。