德莎安全运输胶带使用手册
德莎导辊包覆胶带应用手册

德莎导辊包覆胶带应用手册一.什么是导辊包覆胶带导辊包覆胶带是应用在卷筒材料处理时对机器部分导辊的包覆。
而导辊包覆,在印刷、胶带生产、标签加工等多个领域都会看到。
辊子包覆后接触的表面有纸、薄膜、纺织品、箔材等,目的是为了使材料张力稳定、使材料平整无褶皱、抵抗胶水油墨、防粘等。
德莎导辊包覆胶带产品经过特殊设计,能够洁净并准确地进行粘贴,同时确保胶带易揭除无残胶。
应用在辊筒上时,胶带会牢固地固定在粘贴位置,即使在升高的温度条件下也不会发生移位。
二.导辊包覆胶带的代表产品德莎导辊包覆胶带的代表产品是tesa® 4863&4563。
因为表面有凸点,所以在业界,tesa® 4863有一个名号,便是“鸡皮胶带”。
这两款产品都具有高耐磨性和耐温性,有出色的排斥性表面 (抵抗胶、油墨等),方便使用。
同时,胶带无溢胶、无滑移,还具有高抗剪切力。
这让德莎导辊包覆胶带适合长期运行并且制程稳定,具备更换频率低的优势。
德莎导辊包覆胶带既不会污染被处理的材料,减少清洁机器的时间,而且对胶的离型力低,对于光滑的被处理表面有稳定的张力控制。
在使用时,胶带移除无残胶、节省时间、方便操作。
在选择合适的德莎包覆胶带时,应该注意这两种产品各自的使用特点:三.如何正确使用导辊包覆胶带选择好适合的导辊包覆胶带,就该用于实践了。
使用时,有六步程序要注意:第一步,根据需要的角度缠绕被包覆辊子一周,在胶带末端与胶带缠绕下一周的接触点做个记号。
第二步,将胶带放在平面上,沿着胶带末端和记号点之间的斜线裁切胶带。
第三步,剥掉离型纸,沿着辊子边缘开始贴胶带。
第四步,沿着均匀一致的角度继续贴胶带包覆辊子,在胶带接触层之间不留间隙。
第五步,以螺旋型完成导辊包覆,使其变成有抓附性、不粘的表面。
第六步,其它的缠绕方式也是可能实现的。
从导辊的中间开始向两边缠绕,在料卷表面均匀拉扯覆盖来减少材料折痕。
作为行业领先的导辊包覆胶带的制造商,德莎始终追求为客户提供最优的产品质量和最佳的解决方案。
胶带运输机操作规程范本

胶带运输机操作规程范本第一章总则第一条为规范胶带运输机的操作,保障航空安全,提高工作效率,制定本规程。
第二条胶带运输机操作规程适用于所有胶带运输机操作人员,包括机长、副驾驶和机组成员。
第三条机长负责制定胶带运输机操作规程的执行,并向机组成员进行必要指导,确保规程得到执行。
第四条机长应具备足够的胶带运输机操作知识和技能,持有相应的飞行执照、机组成员合格证或胶带运输机操作人员合格证。
第五条机组成员应在每年定期进行胶带运输机操作规程和技能培训,保持其操作水平。
第六条胶带运输机操作应遵循国际民航组织(ICAO)和国家民航局的相关规定,并遵守飞行计划、空管指令、公司规章制度等要求。
第七条胶带运输机操作人员应遵循安全第一的原则,严格执行标准操作程序,确保航空安全。
第二章胶带运输机操作程序第八条胶带运输机操作程序包括飞行准备、起飞、巡航、下降、着陆和停机等环节。
第九条飞行准备包括机翼、发动机、起落架等检查,飞行计划、天气信息等获取,以及机组成员的互相协调和通讯。
第十条起飞程序包括抬头、起飞滑行、起飞速度计算、起飞航迹选择等操作。
第十一条巡航程序包括飞行高度选择、航向控制、通讯频率切换、巡航速度控制等操作。
第十二条下降程序包括高度、速度的控制,下降航迹的选择,导航设备的调整等操作。
第十三条着陆程序包括进近、下降、航道起飞航道辅助设备的调整等操作。
第十四条停机程序包括减速、刹车、滑行,选择停机位置等操作。
第三章安全注意事项第十五条胶带运输机操作人员应遵守防火、防冰、防撞、防爆等安全规定,确保飞行安全。
第十六条胶带运输机操作人员应经常检查机舱内的应急设备、救生设备的完好性,并熟悉其使用方法。
第十七条胶带运输机操作人员应遵循燃油管理规定,控制燃油消耗,确保航程燃油充足。
第十八条胶带运输机操作人员应注意氧气系统、电子设备、通讯设备等的正常工作,如有异常应及时报告维修。
第十九条胶带运输机操作人员应了解紧急疏散、应急逃生和灭火等相关程序,确保在紧急情况下能够迅速有效地组织乘客疏散。
tesa胶布线束胶带操作指导书-tesa

tesa 线束胶带的一般操作指导在线束生产过程中,请参考以下操作方向:1. 分支(侧枝)2. 主枝胶带永远在使用的时候从卷上接下来1.不要暂时存放一段胶带2.不要让油腻的手触碰胶带尾端平整包裹线束和波纹管1.不要松垮的缠绕导致褶皱对贴2.保持胶带贴着线束表面缠绕3.在线束尾端紧固稳定缠绕三层胶带收尾状况1在尾端做平稳紧固的三层包扎尾端需要用大拇指做短时间的按压,胶带收尾状况21.禁止将胶带尾端斜对角包裹在线束上或波纹管上2.永远保持胶带尾端3层包裹在自身基材上,并按照缠绕方向施加短时压力胶带收尾状况31.在线束T型等分支处收尾时,选择最大的直径线束做收尾2.禁止将胶带尾端收在直径变化的位置(粗细波纹管的交接处/编织管和波纹管交接处等)3.永远保持胶带尾端3层包裹在自身基材上,并按照缠绕方向施加短时压力固定袖套或波纹管1.禁止将胶带尾端包裹在袖套或波纹管表面2.永远保持胶带尾端3层包裹在自身基材上,并按照缠绕方向施加短时压力卡扣固定1.禁止将胶带包裹在线束上,而要保持包裹在卡扣上;2.保持胶带尾端包裹在自身基材,且收尾端在卡扣平整面(而非边楞处),按照缠绕放下施加短时压力操作过程中的飞丝1.一旦发生飞丝,立即裁断,飞丝便会停止2.打开胶带时,避免从边缘开始对于裁切工具的使用建议1.在剪刀或明口刀具禁止使用的状况下,建议使用指环刀等闭口裁切工具2.裁切时使用一定的拉力3.以恒定平稳的速度使用刀具4.根据收尾状态更改裁切的角度剪切推荐方法1.收尾处的裁切角度,保持在20-45°,2.特别提醒,裁切后,注意沿缠绕方式施加短时适当压力。
tesa58323规格书

tesa58323规格书
德莎(tesa)58323是一种高性能双面胶带,采用亲水性亚氨基丙基聚酰胺粘合剂,双面涂布于薄膜基材上而成。
该胶带具有极高的黏附力和剪切力,适用于高要求的工业应用。
2. 物理特性:
- 基材:PET薄膜
- 粘合剂:亚氨基丙基聚酰胺
- 颜色:透明
- 厚度:0.15mm
- 黏度:22N/25mm
- 耐温范围:-40℃至120℃
- 线性收缩率:0.1%
3. 应用领域:
德莎(tesa)58323适用于以下应用领域:
- 汽车制造
- 电子设备制造
- 电器制造
- 机械加工
- 建筑行业
4. 使用方法:
- 在使用前,请确保表面干净、干燥、无油污、无粉尘等杂质。
- 将胶带贴在需要粘合的表面上,轻轻按压,确保胶带完全覆盖
并紧密贴合。
- 建议在室温下使用,使用时避免受到强烈阳光直射。
5. 注意事项:
- 注意避免与皮肤接触,如不慎接触,请及时用肥皂和水清洗。
- 请储存于干燥、阴凉、通风的地方,避免长时间暴露于阳光下或高温环境中。
- 如需移除胶带,请用剪刀或刀片小心剪下。
避免使用力过大,以免损坏表面。
德莎胶带推出汽车线束捆扎保护解决方案

德莎胶带汽车线束捆扎保护解决方案随着汽车电气化和智能化的发展,线束捆扎应用正变得越来越复杂,而且发动机舱和汽车内饰有限的安装空间对线束厂商来说也是很大的挑战。
德莎汽车事业部从20世纪60年代末就开始为汽车内2至5千米长的线束捆扎提供各种解决方案,包括涂有各种高性能胶黏剂的布基、无纺布或薄膜基材胶带。
应用于发动机舱的线束保护和捆扎胶带必须耐磨、耐高温和耐各种化学试剂。
在汽车内饰中,大直径的线束非常常见。
因此,对于这种线束捆扎的应用,胶带必须具有良好的柔韧性以便于安装,同时确保安全捆扎、避免线束撞击产生的噪音。
德莎的线束捆扎胶带符合国际主机厂对生产性材料的认证。
创新性的袖套系列为线束提供优秀的柔韧性,优化线束生产工艺,提高操作效率。
重点产品简介德莎胶带——68000铝箔胶带此款胶带产品采用玻璃纤维布复合铝箔,配合丙烯酸胶系,是针对发动机舱环境而设计,仿佛为线束穿上柔韧的盔甲,为处于高温中的线束提供周全保护。
热传递主要是通过热传导、对流和辐射。
tesa®68000铝箔胶带是通过热反射的原理阻隔热辐射,在实现线束捆扎的同时保护线束免受高温的影响。
主要特征:∙卓越的热反射性能∙优秀的耐高温性能150°C/3000小时和232°C/168小时∙自熄性材质∙出色的柔韧性和服帖性∙对多种表面有优异的粘接性能∙适用于各种尺寸的线束德莎胶带——516XX绒布胶带此款是PET绒布线束胶带,拥有出色的柔软度,能够降低噪音损伤,给用户一个静谧的车内空间,旅途中,尽享音乐的包围,聆听亲朋好友的心声。
主要特征:∙优良的降噪性能∙优良的耐磨性能∙具有可手撕的版本德莎胶带——510XX布基胶带此款是PET布基线束胶带,针对马达震动、边角锐利、空间狭小的情况,给线束穿上一层铠甲,能够抵御机舱的各种严苛条件,让线束坚韧而不臃肿、柔韧而不失风骨。
主要特征:∙耐高温性能:125°C/3000h和150°C/3000h∙无溶剂型胶系∙具有可手撕的版本德莎胶带——62309薄膜胶带此款胶带是不含卤素的PE薄膜线束胶带,丙烯酸胶系,薄至0.09mm,能与线束几乎融为一体,提供稳健的线束捆扎,温度符合125摄氏度/3000 h。
胶带运输机安全技术操作规程

胶带运输机安全技术操作规程
1、装备开车前检查
(1)检查皮带是否有损坏的地方,并按时进行处理。
(2)检查托辊是否异样。
(3)检查传动部分是否有损坏和螺栓松动现象。
(4)检查皮带松紧度是否适宜,不合格进行调整。
(5)检查拉紧装置、清扫器、卸料装置的胶带利板磨损情况,并按时予以处理。
(6)检查清扫器与卸料装置是否与皮带匀称接触,否则进行调整。
(7)检查改向辊筒、传动滚筒、托辊上是否有粘泥土、矿石,如有要按时去除掉。
(8)定期检查给矿漏斗、排矿漏斗衬板磨损情况。
(9)检查制动器是否缺油。
(10)检查减速机是否缺油。
2、运行中检查内容
(1)皮带是否跑偏,是否磨皮带架子。
(2)皮带与首尾轮之间是否有矿石。
(3)托辊转动是否敏捷,是否有异样声响。
(4)拉紧部分是否有异样声响,是否起作用。
(5)检查清扫器是否起作用。
(6)检查各轴承温度,不能超过60℃。
(7)检查电机温度不能超过60℃,有无异样振动,声响及气味。
3、装备操作
(1)对皮带运输机常常调整高度,防止皮带跑偏。
(2)高速皮带给料位置,使矿石保持给在皮带中心位置。
(3)按时清理首轮、尾轮托辊上的结块和皮带内侧的矿泥及杂物,按时回收散落矿石。
4、安全留意事项
(1)身体不要接触运转的皮带。
(2)禁止跨跃皮带和在皮带上行走。
(3)皮带运输机打滑,不准打皮带油,不准浇水,可以在首轮加木方或运输皮带及调整紧急器。
德莎胶带技术知识
被粘物
8
初粘力
接触“粘性”
BU Fastening Systems
“滚球实验” 4968和51968
高初粘力 = 对表面抓合力强(4968) = 滚动距离短 低初粘力 = 对表面抓合力弱(51968)= 滚动距离长
9
内聚力
“保持力”
被粘物
胶粘剂
内聚力 ...
被粘物
• 描述胶粘剂的内部强度 • 主要决定了应用中的保持力(抗剪切力) • 如果外力平行作用在粘接面方向,此应用就与内
被粘物
聚力相关
• 内聚力强的胶带普遍具有 • 高耐温性 • 低初粘力,不易溢胶 • 保持力强
被粘物
强内聚力
被粘物
BU Fastening Systems
被粘物
弱内聚力
10
内聚力
“保持力”
抗剪切力测试: tesa 4965 和tesa 4974 5N = 0.5 kg
胶带粘于铝条和钢板之间,砝码的重力平行作用在粘 接区域上。在砝码脱落之后可以观察到粘接力失效或 者内聚力失效。
强
弱
非常强
5
粘接力
BU Fastening Systems
1千克
胶粘剂
被粘物
粘接力 ...
• 描述胶粘剂和被粘物表面的吸引力 • 是非常重要的胶带性能指标(往往是最重要的) • 对粘接表面施加压力产生了粘接力 • 在完成粘贴的第一天之内通常常会增加15%至150% • 由胶、被粘物、压力、时间和环境条件所决定 • 不可以和初粘力相混淆
4968
300
13
粘接力与内聚力的关系
BU Fastening Systems
钢板表面剥离力(立即测试
胶带运输机操作规程模版

胶带运输机操作规程模版第一章总则第一条为了确保胶带运输机的安全运行,规范操作流程,保证人员和设备的安全,制定本操作规程。
第二条本操作规程适用于胶带运输机的操作人员,包括机组成员和地面操作人员。
第三条胶带运输机的操作必须遵循国家相关法律法规、标准规范和本操作规程的要求。
第二章胶带运输机操作要求第四条胶带运输机的起飞、飞行、着陆和停机等操作必须符合机型适航规定和出厂运行手册的要求。
第五条胶带运输机的机组成员必须持有相应的飞行员执照和合格证件,并在每年定期进行体检合格。
第六条胶带运输机的机组成员必须熟悉和掌握相关机型的构造、性能、操作程序和应急处理措施。
第七条胶带运输机的机组成员必须严格按照操作相关流程进行操作,如果发现异常情况,必须立即报告并采取相应措施。
第三章胶带运输机操作流程第八条胶带运输机的操作流程包括准备、起飞、飞行、着陆、停机等环节。
第九条准备环节包括进行机务检查、设备启动、仪表调整等工作。
第十条起飞环节包括滑行、加速、起飞、升空等工作。
第十一条飞行环节包括巡航、航线保持、气象观测、通信等工作。
第十二条着陆环节包括下降、进近、着陆、减速等工作。
第十三条停机环节包括滑行、刹车、关台、遥控操作等工作。
第四章胶带运输机的安全操作第十四条胶带运输机的安全操作包括但不限于以下内容:1. 确保机型符合适航要求。
2. 定期检查胶带运输机的设备和器材,确保其正常运行。
3. 严格按照操作规程进行操作,不得超越操作限制。
4. 遵守飞行安全和紧急处理规则,熟悉并熟练掌握应急程序。
5. 遵守航空管制指令,确保与其他飞行器的安全距离。
6. 注意飞行器的重心平衡,确保飞行稳定。
7. 充分备足燃油,确保飞行器的续航能力。
8. 随时关注气象信息,做好航行计划和适应能力。
9. 确保与地面指挥人员和机组成员的良好沟通。
第五章胶带运输机的紧急处理第十五条胶带运输机操作人员在遇到以下情况时,必须立即采取紧急处理措施:1. 发动机失效或异常。
德莎Magic Marker封板笔使用指南

China, 13 August, 2016
使用步骤: 2. 封板笔涂层
使用德莎封板笔在柔版背面两端均匀涂大约2CM宽的封板线
封板笔的特殊配方能有效增强贴版胶带与柔版的粘接力,避免翘版
China, 3 August, 2016
使用步骤: 3. 静置后贴板
静置1-5分钟后,将柔性版压在贴版胶带上,贴板时建议使用德莎橡胶辊
封板笔使用指南
柔版印刷封板笔
使用指 南
China, 13 August, 2016
使用说明
在常规应用中,德莎贴版胶带具有足够的粘接强度;但在部分特殊
应用中,例如在对接接头和小直径印刷辊上,需要更高的粘接强度。 这样的情况下封板笔能有效提高粘接强度,为您提供解决方案。
Print & Web Processing
——涂有封板笔的板材在装版时尽量一次到位 ——涂封板笔部分反复装卸定位将降低贴版胶带粘接力,影响胶带 重复使用性能
China, 13 August, 2016
使用安全
危险:吞食有害或致命,蒸汽有害,易燃。含有二甲苯。仅在通风
良好的条件下使用,禁止在热源或明火附近储存或使用。避免接触 眼睛或长时间接触皮肤,禁止剧烈摇动。
原因:
使用橡胶辊可确保柔版受压力均匀 ——更均匀的压力使压敏胶更好的粘接柔版与版辊,减少气泡
China, 13 August, 2016
使用步骤: 4. 压紧柔版接头
使用德莎橡胶辊压紧柔版与贴版胶带接头处 原因: 使用德莎橡胶辊 ——压敏胶在更高更均匀的压力下 具有更高的粘接强度,有效避 免翘版
请注意:
2
使用步骤: 1. 清洁柔版
用50%的酒精与水混合溶液清洁板材,在贴板前确保板材清洁 原因: 板材上的污渍 ——灰尘, 铁锈, 油墨 … 会破坏粘接 力导致粘结不佳及翘版现象
德莎胶带为食品内外包装提供胶带解决方案

德莎胶带为食品内外包装提供胶带解决方案最近食品安全问题频频被曝光,特别是网络餐饮服务食品的安全监管。
食品安全问题除了需要监督食品的生产和加工过程和原材料,食品包装也十分重要。
运输与存储过程中发生的溢漏是对食品合规性的一大威胁,因此务必需要确保封口的准确密封。
如果密封胶带下方有残留物,可能会导致密封不严,影响产品新鲜度,甚至是造成实际污染。
德莎胶带针对不同的运输和储存环境提供各种解决方案。
同时,德莎还提供胶带应用工具,以提高应用效率。
食品内包装胶带解决方案食品的包装不仅要确保可靠的密封,还要让食品的打开和重新密封过程方便简单。
德莎胶带为饼干、巧克力等食品提供多次封口胶带,避免受潮;为糖果罐等提供可靠的密封方案,满足食品级别的安全保障;还有饮料提手胶带等便捷式包装方案。
1.可重复密封包装袋封口德莎胶带可重复密封包装袋封口胶带可以为水果蔬菜、坚果和零食等在打开包装后还可再次密封,使食品长时间保持新鲜。
胶带助剥头的设计让打开包装变得格外简单便捷,不用再反复地找胶带起头。
同时,揭除胶带时不会发生胶带撕裂的问题。
2.包装袋封口胶带德莎为烘焙产品、糖果等提供包装袋密封胶带解决方案,防止食品受潮。
包装袋封口胶带能够牢固地封闭纸质和塑料包装袋。
同时,德莎还提供胶带应用工具,以提高应用效率。
3.糖果罐密封胶带德莎为糖果盒、糖果杯和锡罐提供密封解决方案,保证食品在运输和储存期间的密封卫生,直到送到最终客户的手中。
多种颜色和尺寸选择可以搭配各种包装设计。
4.便利提手携带沉重的水瓶和其他物品是一件十分不便的事,这时结实而舒适的提手胶带就十分重要。
德莎提手胶带强度高、韧性出色,无需担心断裂或被拉长的问题。
胶水配方适合各种复杂环境,确保粘接牢固可靠,受力不会滑动或脱落。
产品通过高低温循环抗老化和负重颠簸等严苛专业测试,长期安全可靠。
相比传统塑料提扣,消费者提取时手感更舒适,不伤手。
无需使用时,胶带可以被轻松揭除,不会留下残胶。
德莎胶带使用建议—选型、应用、揭除、存储
德莎胶带使用建议—选型、应用、揭除、存储第一步、选择合适的胶带:选择胶带时,必须考虑一系列影响因素,包括粘接的表面、贴合操作、施加的压力、放置时间、剥离角度、剥离速度和应用环境等。
首先,需要清楚你的需求:1.胶带应用于室内还是室外?如果胶带应用于室外,那么它的耐候性至关重要。
胶带必须不受UV及潮湿侵蚀。
2.胶带/被粘物的温度应当是多少?胶带的适用温度通常在 10°C与40°C之间。
低于这温度,冷凝表面会降低粘接力。
但是装配完成后,胶带可承受更低或更高的温度。
3.使用时间多久?胶带是长期应用还是短期应用。
不同的时间对于粘接力的要求也不同。
4.需要粘接不同的材料吗?粘接两种不同材料时,则需考虑材料不同的材料特性,比如热胀冷缩率等。
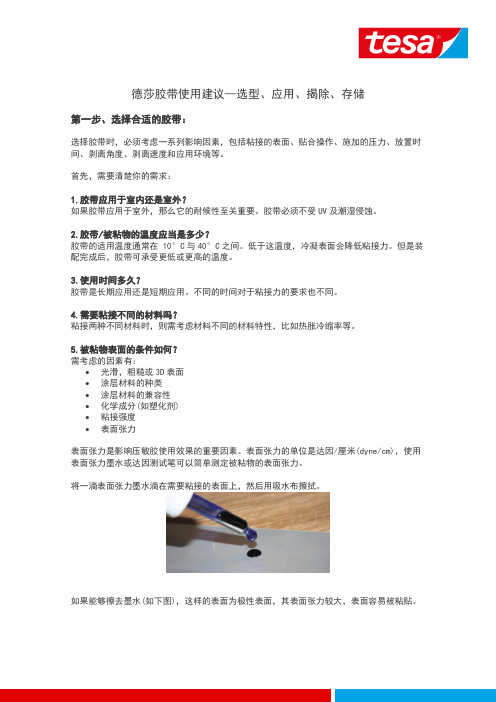
5.被粘物表面的条件如何?需考虑的因素有:∙光滑,粗糙或3D表面∙涂层材料的种类∙涂层材料的兼容性∙化学成分(如塑化剂)∙粘接强度∙表面张力表面张力是影响压敏胶使用效果的重要因素。
表面张力的单位是达因/厘米(dyne/cm),使用表面张力墨水或达因测试笔可以简单测定被粘物的表面张力。
将一滴表面张力墨水滴在需要粘接的表面上,然后用吸水布擦拭。
如果能够擦去墨水(如下图),这样的表面为极性表面,其表面张力较大,表面容易被粘贴。
如果墨水滴残留(如下图),这样的表面为非极性表面,其表面张力较小,对表面进行粘贴往往较难。
以下建议可帮助您在使用胶带粘接常见材料时,避免一些问题。
a.木材在粘接胶带时,对木材进行预处理是避免表面损坏的一个重要环节。
如果木材层板之间的粘接强度不充分,剥离胶带时,胶带的粘接力就会使木材纤维分裂。
如果在又旧又脏的木材上喷漆,油漆还未完全干时剥离胶带,胶带就会把油漆带走,导致漆面遭到破坏。
所以,使用胶带粘接时的温度应在10°C以上。
为了确保移除无残胶,揭除胶带时的角度应当是45°。
b.金属胶带内部成分的化学反应会导致铜、锌和铅褪色。
汽车线束固定应用指南

汽车线束固定应用指南
为了给广大车主提供便利,越来越多的电子设备被广泛的应用在汽车上。
这就导致了汽车中某些部件的线束变得越来越复杂,直径也越来越粗。
从车内顶棚、塑料部件到车身,不同的线束需要固定在不同的被粘物表面。
线束固定是高性能的胶带应用之一,德莎为汽车行业提供低VOC线束固定胶带,能可靠持久固定线束。
一、德莎汽车线束固定胶带的使用方式
1. 纵向粘贴
纵向使用胶带粘贴时,推荐施加10 N/cm (压力/胶带宽度)的压力以确保胶带贴合紧密,特别是在线束周围需确保施加足够压力。
2. 横向粘贴
横向使用胶带粘贴时,需要尽量最大化胶带与材料间的粘贴面积。
如果粘贴面积减小,粘接力也会相应减弱。
二、胶带固定线束的主要挑战
以汽车顶棚线束固定为例,在汽车顶棚线束固定过程中,线束粘贴定位需要满足抗反弹需求,因为线束内在的刚性/应力属性会驱使其回到一个无张力的原始状态。
在完成胶带粘贴后,顶棚在短暂的水平方式后,就会垂直放置或运输,这对于粘贴固定也是
很大的挑战。
胶带固定方案需要考虑到整套线束重量,特别是线束终端。
因为线束终端往往
不是固定死的,有时需要与大型连接器相连,所以具有一定的负重,容易有脱胶的风险。
三、使用德莎汽车线束固定胶带的注意事项
1. 在胶带的全部长度范围内都施加压力,特别是在接近线束的部分,尽量扩大胶带和材料的粘接面积。
2. 避免胶带间彼此重叠粘贴
3. 避免使用过长的胶带段,因为这可能会加剧胶带的张力。
而且,胶带应该在线束两侧分别与顶棚充分贴合,不应有开口。
4. 在线束分叉处合理使用胶带,可以扩大胶带与顶棚的粘贴面积。
tesa 4313 PV10 高级纸质包装胶带说明书

Product InformationPremium Packaging Tape with Paper from Sustainable Sourcestesa® 4313 PV10 is a premium packaging tape featuring a paper backing with a silicone-free release coat and a solvent-free synthetic rubber adhesive system. The tear-resistant premium paper backing is made with paper from well-managed certified forests and other controlled sources. tesa® 4313 PV10 synthetic rubber adhesive provides strong adhesion and tack on a wide variety of different carton qualities and is therefore ideal for the sealing of light- and medium-weight cartons.The backing is based on paper, a natural, sustainable material. As the product is chlorine-free and is based on derivatives of solely mineral oil, the disposal by heat treatment is environmentally friendly. The combination of the certified paper backing and solvent-free synthetic rubber adhesive makes the premium paper packing tape environmentally and recycling friendly according to the INGEDE 12 method. tesa® 4313 PV10 can be used manually or with a dispensing machine and is available in the colours chamois and white. The premium paper packaging tape is printable.Benefits:•Recycling-friendly premium paper packaging tape according to INGEDE 12 Method •Ideal for sealing of light- and medium-weight cartons (max. 15 kg)•tesa® 4313 PV10 is printable and can be used manually or with a dispensing machineMain Application•tesa® 4313 PV10 is ideal for sealing of light- and medium-weight cartons•This paper packaging tape can be used for brand showcasing and advertisement purposes •tesa® 4313 PV10 is suitable for manual and automatic dispensersTechnical Information (average values)The values in this section should be considered representative or typical only and should not be used for specification purposes.Technical Data •Backing material paper •Total thickness 107 µm•Type of adhesive synthetic rubber•Elongation at break 6 %•Tensile strength 60 N/cmAdhesion to •steel7.5 N/cm Properties•Automatic application yes •Manual applicationyes•Hand tearability •PrintabilityEvaluation across relevant tesa® assortment:very goodgoodmedium lowP a g e 1 o f 2 – a s o f 05/11/21 – e n -G BFor latest information on this product please visit /?ip=NaNProduct InformationDisclaimertesa® products prove their impressive quality day in, day out in demanding conditions and are regularly subjected to strict controls. All information and recommendations are provided to the best of our knowledge on the basis of our practical experience. Nevertheless tesa SE can make no warranties, express or implied, including, but not limited to any implied warranty of merchantability or fitness for a particular purpose. Therefore, the user is responsible for determining whether the tesa® product is fit for a particular purpose and suitable for the user’s method of application. If you are in any doubt, our technical support staff will be glad to support you.P a g e 2 o f 2 – a s o f 05/11/21 – e n -G BFor latest information on this product please visit /?ip=NaN。
易拉胶和无痕胶带要怎么用

易拉胶和无痕胶带要怎么用易拉胶也可称为“无痕胶带”,是一种可拉伸的双面胶带,是智能手机电池粘接的理想选择。
德莎易拉胶一方面具有很强的粘接力,而另一方面还具有可移除特性,为重工提供了最简单安全的方式。
一、使用德莎易拉胶作为电池胶带的优势1. 优异的粘接性能易拉胶一方面具有很强的粘接力、出色的抗冲击性能、超高的剥离力以及优异的推出力,而另一方面还具有可移除特性。
2. 便捷的可重工性易拉胶采用独特的粘合剂材料,通过拉伸胶带使粘接面实现分离。
对于流水线生产来说,该特性方便重工、快捷安全,减少工时且不会破坏电池及机壳。
对于售后环节来说,可移除胶带使得替换电池变得简单安全。
3. 环保且符合国际标准凭借专门研发的粘合剂,易拉胶在移除后能够实现无残胶。
整个操作过程无需清洗、无需额外工时,元器件拆卸之后即可立即重新使用,绿色环保、节约成本。
与此同时,德莎易拉胶在设计时还充分考虑了欧盟法规的要求,产品符合欧盟11章–移除废弃电池条令2013/56/EU。
二、易拉胶使用中的注意事项1. 推荐粘接方式:滚压法相较于通常使用的直压法(下方左图),滚压法(下方右图)能有效避免气泡问题。
2. 粘接表面:平整的粘接表面有助于提高德莎易拉胶的浸润效果3. 离型纸剥离:揭除离型纸时,建议以180°的剥离角度缓慢操作以避免褶皱或者气泡。
4. 压力测试:均匀且有效的压力分布可增加电池和机壳间有效粘接面积,从而改善粘接效果。
组装电池前检查压力分布的方法如下图所示:压力测试后压敏纸如能达到如下测试效果即为理想的压力分布状态。
5. 移除易拉胶移除时应确保易拉胶的用力方向介于0-90°间,降低移除阻力最为理想的角度应≤45°。
在开始拉拽胶带拉手准备移除时一定要避免拉手褶皱,否则容易导致胶带断裂。
6. 易拉胶的存储存储对减速易拉胶的老化,保证其性能和外观有着巨大影响,下面提供一下长期保存易拉胶的建议。
•将分切卷料及模切片密封保存,避免暴露在空气中。
2020 Honda CMX300 A CMX500 A 前翼胶带引导和螺纹栓胶带安装说明书

PINCH BOLT Loosen.
3. Loosely install the front fork boot as shown. • Repeat on the left side.
BAND
Front side
Loosely install.
RIGHT FRONT FORK
FRONT FORK BOOT
(1)
URL paper
(2)
Front fork boot
(3)
Band
(1)
Qty 1 2 2
1. Refer to the Service Manual for the motorcycle, remove the motorcycle parts. • Do not suspend the brake caliper assembly from the brake hose.
BOLT Discard.
BOLT
COLLAR
AXLE SHAFT PINCH BOLT Loosen both sides.
FRONT WHEEL
© 2020 Honda Motor Co., Ltd. - All Rights Reserved.
1 of 2
08F70-K87-A30
2. Refer to the Service Manual for the motorcycle, remove the motorcycle parts. • Repeat on the left side.
Face the hole to the rear side.
HOLE
ReaMP STAY
FRONT FENDER
Sold separately
DE-STA-CO RPR Gladiator系列胶紧紧手说明书
1.222R P R S E R I E SPneumatic Specifications Imperial Metric Pressure Operating Range 40-100 psi 3-7 bar Cylinder Type Double Acting Dynamic Seals Internally Lubricated Buna-N Valve Required to Operate 4-way, 2-position Air Quality Requirements Air Filtration 40 Micron or Better Air Lubrication Not Necessary *Air HumidityLow Moisture Content (dry)Temperature Operating Range Buna-N Seals (standard)-30°~180° F-35°~80° C Viton ®Seals (optional)-20°~300° F-30°~150° CMaintenance Specifications Expected LifeNormal Application5 million cycles w/ Preventative Maintenance 10+ million cycles *Field RepairableYes Seal Repair Kits AvailableYes*Addition of lubrication will greatly increase service lifeTechnical Specifications:Grippers can be mounted & operated in any orientationMounting Information:GParallel Grippers-RPR Gladiator SeriesFingers mount on the bottom of the jaws with screws anddowel pins.Body mounts with screws from behind and slip fit dowel pin holesfor accuracy.• Large, heavy or wide parts:Wide body & long stroke design provide secure gripping of large heavy parts. • Machining & foundry applications:Rod wipers repel chips and other particulate.• Gripper Interchangeability:Bolt in replacement for PHD’s GRR series gripper• Multiple Sensing Options:Choose between inductive proximity sensors or a linear encoder.• Maximum rigidity:Jaws are supported by 3 shafts, shafts are supported at 3 points.• Long Finger Applications:Rigid design and full body support of jaws allows for longer finger lengths.• Non-synchronous motion:The unit can be made non-synchronous providing independent jaw motion allowing the gripper to pick and place at a point other than it’s center.1.223R P R S E RI E SProduct FeaturesOperating PrincipleGripper Open Port See Page1.224Style -RPR-63M Parallel GripperSize -63M -200RPR-63M -200Stroke:7.87 in.200 mmGrip Force:800 lbs.3520 NWeight:35 lbs.15.8 KgBack Plate with Rack & Pinion(Jaw Synchronizer)Gripper Close PortAir Tube - Jaws ClosedAir Tube - Jaws OpenAir Piston - Fixed (2)with Pressure Energized Seals and O-RingsCoated Steel Inserts and Dowel Pins (Not Shown)For Pay Finger Mount(4 Per Jaw)Low Friction Seals and WipersPressure energized sealsinside jaws offer minimum breakaway friction and enhanced cycle time. Other optional seals available for higher temperature and specific chemical compatibilityOptional - Rod LockOptional Rod Lock valves available to lock jaws in position in case or air lossPentedRod lock design integral inside the jaw provide provide protection against contaminants.Gripper Actuation PortsEasy access to gripper open and close portsOptional - Gripper Open and GripperClose Inductive SensorsOptional Inductive sensors available to detect gripperopen and close positionsRack & Pinion SynchronizerRack and Pinion Synchronizer built inside the back plate for protection against contaminants and harsh environment. Optional non-synchronizedgripper available.Rigid, Jaw bearing supportFour, Flouropolymer composite bushings provide enhanced support to the jaws, protect against contaminants and corrosive environmentBearing and Shaft ProtectionFour shaft wipers provide continuous protectionto the bearings inside the jawsEnhanced Piston TubeGround, stainless steel piston tube for superior wear and corrosion resistsanceSuperior Jaw SupportThree, One piece, Case hardened, Precision ground linear guides provide higher stiffnessand precision guide to the JawsSimplified Finger MountingLarge jaw configuration to accept heavy loads and equipped with dowel holes for precision assembly with fingers. The jaws are supplied with coated steel inserts for superiorclamping force and corrosion resistance.Gripper OpenGripper Closed• Two jaws are equipped with linear bearings and supported on three precision ground shafts.• Each of the jaws are also engaged with stationary piston assembly inside them.• Each of the piston assemblies receive pressurized air via any one of the two air tubes.Depending upon the gripper port used, the corresponding air tube will direct the pressurized air to open or close the jaws.• The jaws are mechanically synchronized with two racks and a pinion located in the back plate.• The gripper is also available without rack and pinion in non-synchronous configurtion.• This gripper is available with inductive sensors to detect jaw open and jaw closed positions.• This gripper is also available with anolog sensor to detect jaw positions any where along the gripper stroke.• This gripper is suitable for internal or external gripping and can be mounted in any orientation.Shaft Wipers (4 per Jaw)StrokeAvailable with 200mm stroke. Consult factory for different strokesOptional - Jaw PositionAnalog sensorsOptional Analog sensors available to continuously detect jaw positionsalong the strokePressureExhaustPressureExhaustNote:Additional strokes availble upon request.Contact DE-STA-CO for more information.1.224PARALLEL GRIPPER RPRGLADIATOR SERIES1.225R P R S E R I E SPARALLEL GRIPPER RPRGLADIATOR SERIESLoading Capacity :Maximum Tensile T3500 lbs. [15570 N]Maximum Compressive C 3500 lbs. [15570 N]Maximum Moment M x 7500 in.-lbs. [825 Nm ]Maximum Moment M y 9000 lbs. [990 N]Maximum Moment M z7500 in.-lbs. [825 Nm ]Maximum Effective Finger Length L20 in. [500mm]17601540132011008806604402200lbs.N EFFECTIVE FINGER LENGTH - LF I NG E R F O R C E - F /2GRIP FORCE PER FINGER 051102508mmWARNING!203254305152356406457A. Standard - Synchronous Gripper1) Lubricate and install O-rings in the two end blocks and in themiddle block. Install set screws (air plug, Item 21) into the two end blocks and the middle block.2) Assemble RHS and LHS Jaws E-Z locks, bushings, o-rings and piston assembly3) Assemble RHS jaw assembly to the three guide shafts. Assemble 1.226RPR SERIES EXPLODED VIEWItem Qty Name011Base Plate 212End Block 031Mid Block 044Piston Tube 053Guide Shaft 062Piston 074Cap 082Cross Tube 09*2Rack 101Cover 11*2Jaw 1212EZ-Lock Insert- Back Plate 132Base Plate MTG Screws 148Cover MTG Screws 1512Composite BushingS 16*1Needle Bearing 17*1Needle Bearing MTG Dowel 184Rack MTG Screw 19*4Rack MTG Dowel 202Cover MTG DoweL 213Air Passage Plug - Set Screw 224Cross Tube O-Ring 234Piston Tube O-Ring 244U-Cup Piston 252Wear Band 2612Shaft Wiper 274Cap O-Ring 28*1Pinion 294Piston Tube O-Ring- Inner 308EZ-Lock Insert- Jaws 31*4Cap Retaining Ring 3212End Block MTG Screw *Notes:1) Contact De-Sta-Co Sales Department for complete spare parts list with order number and process.2) I tem # 31 will be different between Imperial and Metric grippers. All other features will remain same.3)Item numbers #9, #16, #17, # 19, and #28, are for Synchronous gripper only.4) Item # 11 will be different for gripper with Rod lock options.5) For High Temperature option, all O-rings will be of viton material.6) For Corrosion resistant option, all fasteners will be stainless steel.Note:Customer to plumb the rod lock valves to his safety circuit.1.227R P R S E R I E S M A I N T E N A N C ERPR SERIES ASSEMBLED VIEWItem Qty Name011Base Plate 212End Block 031Mid Block 044Piston Tube 053Guide Shaft 062Piston 074Cap 082Cross Tube 09*2Rack 101Cover 11*2Jaw 1212EZ-Lock Insert- Back Plate 132Base Plate MTG Screws 148Cover MTG Screws 1512Composite BushingS 16*1Needle Bearing 17*1Needle Bearing MTG Dowel 184Rack MTG Screw 19*4Rack MTG Dowel 202Cover MTG DoweL 213Air Passage Plug - Set Screw 224Cross Tube O-Ring 234Piston Tube O-Ring 244U-Cup Piston 252Wear Band 2612Shaft Wiper 274Cap O-Ring 28*1Pinion 294Piston Tube O-Ring- Inner 30*8EZ-Lock Insert- Jaws 314Cap Retaining Ring 3212End Block MTG Screw *Notes:1) Contact De-Sta-Co Sales Department for complete spare parts list with order number and prices.2) For Synchronous gripper Items #9, #16, #17, #19 & #28are installed in back plate.3) For Metric gripper, item# 30 will be with metric threads.Other features remain same as in Imperial version.4) For High Temperature option all O-rings will be of Viton material.5) For Corrosion environment, all fasteners will be of stainless steel material.6) For Rod-lock option item # 11 will be intrgrated with Rod-lock unit.Note:Customer to provide and plumb their pneumatic safety circuitry to vent Rod-lock unit in case of air loss.。
德莎助剥胶带使用技巧
德莎助剥胶带使用技巧当装饰件在零部件供应商工厂贴合胶带时,在主机厂就需要使用助剥胶带揭除离型纸。
而揭除离型纸的方法有很多,最可靠的三种方法依次为延伸离型纸、焊接离型纸和压敏胶离型纸。
一、三种主要的助剥胶带第一种、延伸离型纸延伸离型纸是通过裁剪1-3cm的胶带,同时保留离型纸,形成助剥头揭除胶带。
第二种、焊接离型纸焊接助剥头是通过热焊接将不带胶的金属薄片焊接在离型纸上方。
此方案主要通过机械自动化完成。
焊接参数:温度155℃、压力10 N/cm²、热压1.5秒。
第三种、压敏胶离型纸与前两者相比,压敏胶助剥头相对而言可靠性较低,因为压敏胶助剥胶带会受到不同参数的影响。
因此助剥胶带的性能需要根据不同客户和不同项目的情况进行单独测试。
二、德莎压敏胶助剥胶带的使用方法和技巧第一步,为了充分的粘接,应把助剥胶带和需要应用的tesa® ACXplus 存放在相同的温度下。
温度最好控制在15℃–35℃之间。
第二步,为了使离型纸表面没有油渍和灰尘,应用tesa® ACXplus时需使用胶带应用工具或戴手套。
第三步,严禁使用剪刀,剪切tesa® ACXplus ——这样操作可能会导致离型纸与胶黏剂的粘结,或者造成不平整的切口边缘。
第四步,切割tesa® ACXplus,需使用tesa特制的手持胶带应用工具或者使用如解剖刀般锋利的其他工具,确保tesa® ACXplus切口成垂直90°。
第五步,严禁触碰助剥胶带暴露在外的背胶面。
第六步,助剥胶带的背胶部分需超过tesa® ACXplus离型纸至少2毫米。
并且助剥胶带需以一定的角度应用于tesa® ACXplus,这个角度要确保tesa® ACXplus的一角被助剥胶带完全覆盖。
第七步,使用助剥胶带时需施加足够的压力,特别是在离型纸的边缘处,从而避免气体的进入。
第八步,在使用助剥胶带揭除离型纸前,需确保胶带在15℃– 35℃的温度范围内静置30分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德莎安全运输胶带使用手册
家电产品在到达客户手中时,往往都会贴附有安全运输胶带。
在颠簸的运输过程中安全运输
胶带可以保护家电内部的一些活动部件,如冰箱的门、抽屉,果盘等,避免其发生位移对产
品造成损坏。
德莎的安全运输胶带可耐受低温,即使在室外温度-10℃以下的冬天,尤其是
北方,揭除也无残胶且不分层。
一、使用德莎安全运输胶带的优势
市面上有很多安全运输胶带可供选择,但是其中许多在撕除后都会出现残胶、分层的问题,
在家电表面留下一道带有颜色的印迹。
对于家电终端用户来说,产品的“卖相”是不容许一
点瑕疵的,难以清除的残胶十分影响外观,负面的产品初体验极易导致投诉的增加。
因此,
对于安全运输胶带的选择和使用就十分重要。
二、德莎安全运输胶带使用注意事项
1. 胶带存储与裁切
胶带储存环境对其性能的影响包括粘接性能及可移除性。
建议储存环境为23 - 25ºC,50±10%RH,高温仓储环境下胶带会加速老化,粘接强度降低并在剥离时易留残胶。
胶带裁切时建议使用锋利刀具或防粘剪刀,请勿裁出锯齿状或缺痕等,否则易出现胶带劈开
或分层等不良。
2. 贴合板材
胶带在应用中的表现与被粘板材或表面涂层有着极其紧
密的联系,包括板材或涂层的表面能、表面粗糙度及处
理方式等。
若某些板材表面能大,易粘接或粘接强度大,
这时剥离胶带就易留残胶。
建议同时对其产品中的材料
外层表面性能进行管控。
3.剥离角度与速度
不同剥离角度下的胶带可移除性表现差异明显,实验发现剥离
角度为135度左右残胶可能性最小。
进行剥离时,速度越慢更易
保持胶带原形,残胶可能性最小。
建议保持135度左右的角度慢
速进行剥离。
4. 贴合方式(封门固定)
德莎建议对安全运输胶带沿侧方向进行贴合(如图所示)。
考虑到该类胶带设计原理,侧向
贴合在胶带抗延伸及可移除性方面会呈现更加优越的性能。
针对不同产品(如空调,洗衣机,双门、三门、对开门等冰箱)适用胶带的条数、宽度、贴合角度需具体案例具体分析。
5. 环境因素
操作环境温度会对胶带的浸润产生影响,进而影响到胶
带的性能。
建议在室温的环境下进行胶带的贴合操作,
同时贴合完毕静置至少48小时后再进行实验测试。
实
验结束,包括湿热冲击和运输测试后,样品需在室温下
静置至少30分钟再进行胶带的剥离。
过冷或过热的温
度都不利于胶带的完美无残胶剥离。