焊接工艺焊台账
工装夹具管理台账

ZD-GZ-01 A/0 备注
HJ-2594798-03 三排右座骨架总成焊接工装 HJ-1833695-01 HJ-2599825-01R HJ-2599919-01R HJ-2599825-01J HJ-2599919-01J HJ-2604136-01 HJ-2604152-01 HJ-2604152-02 HJ-2604171-01 HJ-2604165-01 HJ-3278716-01 HJ-2604262-01 HJ-3278728-01 HJ-3278728-02 HJ-3278765-01 三排铰链轴焊接总成焊接工 装 前排左/右固定装置总成焊 接工装(人工) 二排左/右固定装置总成焊 接工装(人工) 前排左/右固定装置总成焊 接工装(机器人) 二排左/右固定装置总成焊 接工装(机器人) 8座二排右靠骨架总成焊接 工装 8座二排右座骨架总成焊接 工装OP10 8座二排右座骨架总成焊接 工装OP20(钢丝总成) 8座二排右单人座椅座垫后 固定装置总成焊接工装 8座二排右单人座椅座垫右 固定装置总成焊接工装 8座二排左双人座椅靠背骨 架总成焊接工装 8座二排左双人座椅卷收器 安装板材骨架总成焊接工装 8座二排左双人座椅座垫骨 架焊接总成焊接工装OP10 8座二排左双人座椅座垫骨 架焊接总成焊接工装OP20 8座二排左双人座左前固定 装置总成焊接工装
工装夹具管理台账(焊接车间)
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 工装编号 HJ-3174208-01 HJ-3384744-01 HJ-3174219-01 HJ-2599809-01 HJ-2599809-01 HJ-2587276-01 HJ-2587276-01J HJ-2594728-01 HJ-2594728-01J HJ-2587283-01 HJ-2587283-02 HJ-2587283-03 HJ-2594798-01 HJ-2594798-02 工装名称 前排/二排左靠骨架总成焊 接工装 前排/二排左/右靠骨架总成 焊接工装(扶手轴) 前排/二排右靠骨架总成焊 接工装 前排/二排左座骨架总成焊 接工装 前排/二排右座骨架总成焊 接工装 三排左靠骨架总成焊接工装 (人工) 三排左靠骨架总成焊接工装 (机器人) 三排右靠骨架总成焊接工装 (人工) 三排右靠骨架总成焊接工装 (机器人) 三排左座骨架总成焊接工装 OP10 三排左座骨架总成焊接工装 OP20 三排左座骨架总成焊接工装 OP30 三排右座骨架总成焊接工装 OP10 三排右座骨架总成焊接工装 OP20 适用车型 数量 制造单位 制造日期 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2013/12 2015/08 2015/08 2015/08 2015/08 2015/08 目前状态 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好 完好
钢筋焊接台账
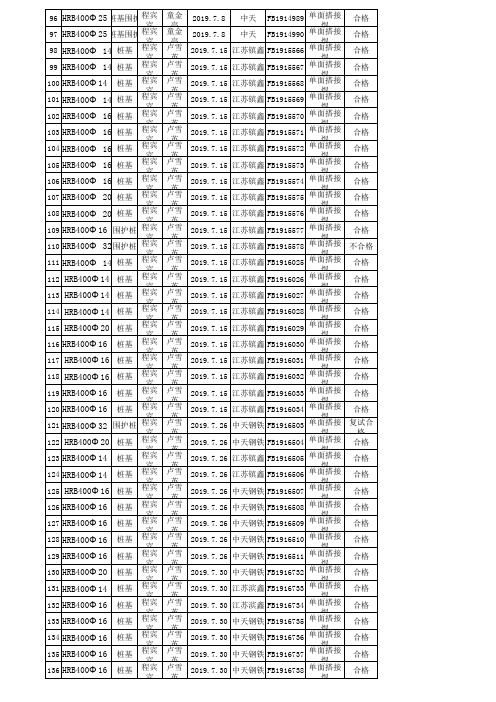
2019.8.5 中天钢铁 FB1917098 单面搭接 焊
2019.8.5 江苏滨鑫 FB1917099 单面搭接 焊
2019.8.5 江苏滨鑫 FB1917100 单面搭接 焊
2019.8.5 江苏滨鑫 FB1917101 单面搭接 焊
2019.7.30 中天钢铁 FB1916732 单面搭接 焊
2019.7.30 江苏滨鑫 FB1916733 单面搭接 焊
2019.7.30 江苏滨鑫 FB1916734 单面搭接 焊
2019.7.30 中天钢铁 FB1916735 单面搭接 焊
2019.7.30 中天钢铁 FB1916736 单面搭接 焊
宾
128 HRB400Φ 16 桩基 程宾
宾
129 HRB400Φ 16
桩基
程宾 宾
130 HRB400Φ 20 桩基 程宾
宾
131 HRB400Φ 14 桩基 程宾
宾
132 HRB400Φ 16 桩基 程宾
宾
133 HRB400Φ 16
桩基
程宾 宾
134 HRB400Φ 16 桩基 程宾
宾
135 HRB400Φ 16 桩基 程宾
2019.7.15 江苏镔鑫 FB1916034 单面搭接 焊
2019.7.26 中天钢铁 FB1916503 单面搭接 焊
2019.7.26 中天钢铁 FB1916504 单面搭接 焊
2019.7.26 江苏镔鑫 FB1916505 单面搭接 焊
2019.7.26 江苏镔鑫 FB1916506 单面搭接 焊
2019.7.15 江苏镔鑫 FB1915568 单面搭接 焊
焊装工具台帐

台钳 平口钳 T字形内六角扳手 T字形内六角扳手 T字形内六角扳手 T字形内六角扳手 棘轮式梅花扳手 液压小车 万用表 电动角磨机 手电钻 手电钻 电磨 电动剪 冲击钻 二氧焊枪 二氧焊枪 氩弧焊把线 切割机 砂轮机 台钻 等离子切割把 等离子切割把 等离子切割把头 气动角磨机 气动挤胶枪 气螺刀 气钻 气扳机 气扳机 气动铆母枪 2″直角抛光机 6MM直角抛光机 气动抛光机
5件套 SM2100 100cm 200cm 5寸 35W 150 125cm SH350 套 MF47F
2T
12寸 G01-12
10
166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199
7.26
3.5-6 7-9 10-11 5件套
公制 英制 6mm 8mm 12mm 14mm 17mm 19mm
31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65
75 23.25 28 46 49.57 58.12
∮70 14分 18分 2号 公制8件套
5.5-32、5.5-27
3.00 3.00 3.00 3.00 3.00 6.00 6.00 6.00 6.00 76.00
0.85 1.28 1.88 2 2.73 2.9 3.76 4 1.5 2.1 2.1 3.1
3月 新增数量 消耗损坏数量
焊工管理台账——大庆油建

2013.5.13
合格
8
熊从 四
1218 522121198402061218
GTAW-III-6G-3/114-FefS02-/11/12 SMAW-III-6G(K)- 2017.04.29 大庆市 2013.5.13 Q235B 3G
4/114-Fef3J
SMAW
300*100 *12
第一批
2013.5.13
KS0029 410621197409180530
38
王朋 飞
KS0030 130528198610107251
39
王合 起
KS0031 132229197012017173
GMAW-FeII-3G-12-Fef3J、 EGW-3G-07/08/19
2015.07.31 长沙市
2013.6.5
Q235B
3G
SMAW-3G
300*100 mm
第四批
2013.6.1
GTAW-III-6G-3/114-FefS02-/11/12 SMAW-III-6G(K)-
4/114-Fef3J
2017.05.17
大庆市
2013.5.30
Q235B
3G
SMAW-3G
300*100 mm
第四批
2013.6.1
GTAW-III-6G-3/114-FefS02-/11/12 SMAW-III-6G(K)-
4/114-Fef3J
2017.05.17
大庆市
2013.5.30
Q235B
3G
SMAW-3G
300*100 mm
第四批
2013.6.1
GTAW-III-6G-3/114-FefS02-/11/12 SMAW-III-6G(K)-
焊接工艺卡表格模板
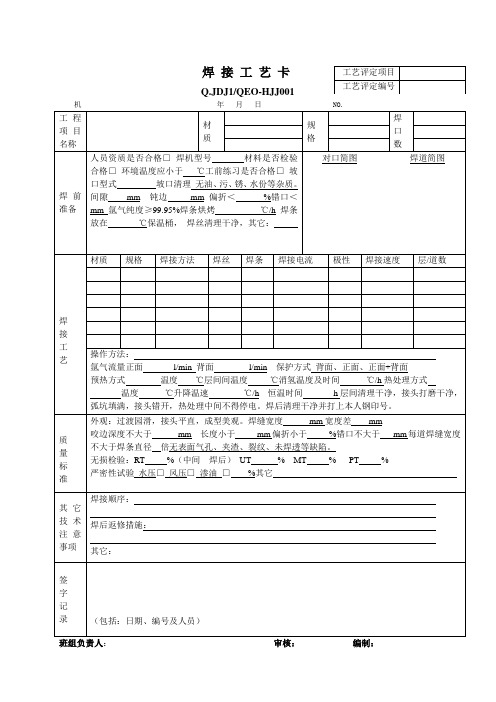
焊接工艺卡Q.JDJ1/QEO-HJJ001机年月日 NO.工程项目名称材质规格焊口数焊前准备人员资质是否合格□焊机型号材料是否检验合格□环境温度应小于℃工前练习是否合格□坡口型式坡口清理无油、污、锈、水份等杂质。
间隙mm 钝边mm 偏折<%错口<mm氩气纯度≥99.95%焊条烘烤℃/h 焊条放在℃保温桶,焊丝清理干净,其它:对口简图焊道简图焊接工艺材质规格焊接方法焊丝焊条焊接电流极性焊接速度层/道数操作方法:氩气流量正面l/min 背面l/min 保护方式背面、正面、正面+背面预热方式温度℃层间间温度℃消氢温度及时间℃/h热处理方式温度℃升降温速℃/h 恒温时间h层间清理干净,接头打磨干净,弧坑填满,接头错开,热处理中间不得停电。
焊后清理干净并打上本人钢印号。
质量标准外观:过渡园滑,接头平直,成型美观。
焊缝宽度mm宽度差mm咬边深度不大于mm 长度小于mm偏折小于%错口不大于mm每道焊缝宽度不大于焊条直径倍无表面气孔、夹渣、裂纹、未焊透等缺陷。
无损检验:RT %(中间焊后)UT % MT % PT %严密性试验水压□风压□渗油□%其它其它技术注意事项焊接顺序:焊后返修措施:其它:签字记录(包括:日期、编号及人员)工艺评定项目工艺评定编号焊接热处理操作记录Q.JDJ1/QEO-HJJ002工程名称日期天气环境温度部件名称焊接接头编号材质规格加热方法升降温速度(℃/h)恒温温度(℃)恒温时间(h)工艺卡号时间(h)温度(℃)时间(h)温度(℃)时间(h)温度(℃)要求:1 严格按作业指导书和工艺卡作业。
2 认真记录,填写整洁、完整,严禁乱划。
3 每半小时记录一次。
4 每半小时到热处理现场巡查一次。
交接班记录异常情况记录:负责人记录人开始时间结束时间焊接热处理工艺卡Q.JDJ1/QEO-HJJ003工程名称编号部件名称材质规格焊口数预热加热方法升温速度℃/小时预热温度打底:℃预热:℃层间温度℃测温方法加热措施保温措施后热加热温度℃恒温时间小时其它要求焊后热处理升温速度℃/小时降温速度℃/小时加热方法加热宽度mm 保温层宽度mm 恒温温度℃恒温时间小时热电偶型号数量工艺曲线图:注意事项:编制日期审批日期焊接热处理统计表Q.JDJ1/QEO-HJJ004工程名称部件名称序号焊接接头编号材质规格加热方法施工日期自动记录号备注说明:1 该表以部件,按热处理日期顺序进行统计;2 加热方法以代号表示:GR……工频感应加热DR……电加热ZR……中频感应加热HR……火焰加热;审核:统计:统计日期:年月日库房温度、湿度记录表Q.JDJ1/QEO-HJJ005年月 NO.日期时间气温天气库内温度库内湿度备注上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午上午下午此表由库工填写;库内要求温度不低于5℃,湿度不高于60%;要有严格的防潮、防冻措施,焊条随拆随用;在温度、湿度超标时,及时采取措施,并记入备注;记录人:焊条烘焙记录Q.JDJ1/QEO-HJJ006年月 NO.日期牌号批号温度℃时间h 数量kg 记录人备注Q.JDJ1/QEO-HJJ007工程名称:编号:分项工程名称工程类别钢材牌号焊丝部件规格焊条焊工代号焊缝总数检查记录焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期检查结论自检确认意见:班(组)长:年月日施工作业单位复查意见:二级质检员:年月日注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成型”符合要求,以“√”表示:如有表露缺陷:应标注具体的焊口编号:缺陷及处理情况应据实填写。
E-9-3钢筋焊接(机械连接)试件封样台帐

2011A02030010
合格
3.14
16
118头
电渣压力焊
2011030005
2011A02030003
1
14#楼
1-11轴八层剪力墙、暗柱
14
714头
电渣压力焊
2011030006-8
2011A02030004
合格
3.10
16
118头
电渣压力焊
2011030009
2011A02030005
2
11-21轴八层剪力墙、暗柱
14
600头
电渣压力焊
2011030015-17
2011A02030007
16
110头
电渣压力焊
2011030018
2011A02030006
3
1-11轴九层剪力墙、暗柱
14
714头
电渣压力焊
2011030018-20
2011A02030008
合格
3.14
16
118头
电渣压力焊
2011030021
2011A02030009
表名
钢筋焊接(机械连接)试件封样台帐
编号
E-9-3
工程名称
时丰·姜溪花都·望溪区安置楼
本表号
2011.3
序号
报验单
编号
结构部位
钢筋
规格
焊接
形式
焊条
合格证
见证单编号
试验单
编号
试验
结果
备注
1
15#楼
电气焊作业安全管理台账模板
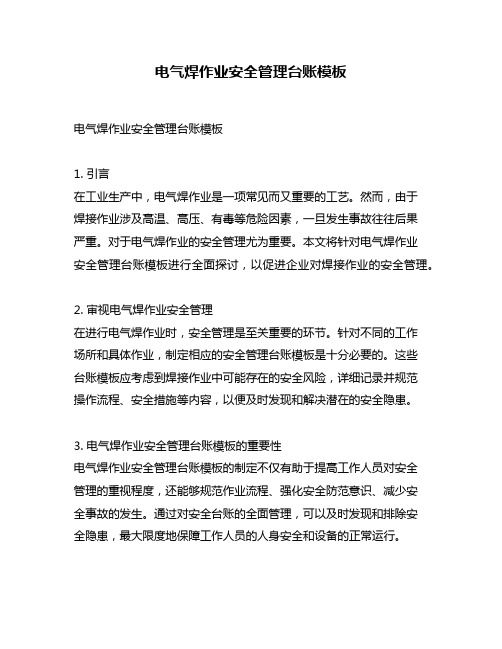
电气焊作业安全管理台账模板电气焊作业安全管理台账模板1. 引言在工业生产中,电气焊作业是一项常见而又重要的工艺。
然而,由于焊接作业涉及高温、高压、有毒等危险因素,一旦发生事故往往后果严重。
对于电气焊作业的安全管理尤为重要。
本文将针对电气焊作业安全管理台账模板进行全面探讨,以促进企业对焊接作业的安全管理。
2. 审视电气焊作业安全管理在进行电气焊作业时,安全管理是至关重要的环节。
针对不同的工作场所和具体作业,制定相应的安全管理台账模板是十分必要的。
这些台账模板应考虑到焊接作业中可能存在的安全风险,详细记录并规范操作流程、安全措施等内容,以便及时发现和解决潜在的安全隐患。
3. 电气焊作业安全管理台账模板的重要性电气焊作业安全管理台账模板的制定不仅有助于提高工作人员对安全管理的重视程度,还能够规范作业流程、强化安全防范意识、减少安全事故的发生。
通过对安全台账的全面管理,可以及时发现和排除安全隐患,最大限度地保障工作人员的人身安全和设备的正常运行。
4. 电气焊作业安全管理台账模板的内容(1)基本信息记录:包括作业时间、地点、作业人员、设备信息等;(2)安全措施记录:记录安全操作流程、防护措施、紧急处理预案等;(3)风险评估记录:详细描述可能存在的安全风险、危险源及其应对措施;(4)事故记录:记录电气焊作业中发生的事故情况及处理过程;(5)其他:根据实际情况还可以添加其他内容,以满足特定作业的安全管理需求。
5. 电气焊作业安全管理台账模板的建立与使用在建立电气焊作业安全管理台账模板时,需充分考虑具体的焊接作业场景和现实需求,制定符合实际情况的台账模板。
在使用过程中,应定期更新台账内容,并且严格按照台账要求执行安全操作,确保相关人员都能够熟悉并遵守台账规定。
6. 个人观点和理解作为一项关乎人身安全的工作,电气焊作业的安全管理至关重要。
通过建立和使用电气焊作业安全管理台账模板,可以提高工作人员的安全意识和管理水平,降低安全事故的发生概率,保障生产和人员的安全。
钢筋焊接套筒试样台账
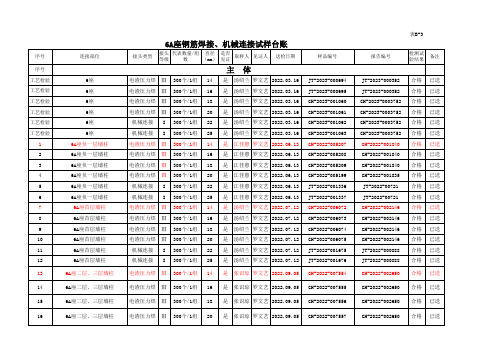
电渣压力焊 Ⅲ 300个/1组 18 是 汤绍兰 罗文艺 2022.03.16
电渣压力焊 Ⅲ 300个/1组 20 是 汤绍兰 罗文艺 2022.03.16
机械连接 I 300个/1组 22 是 汤绍兰 罗文艺 2022.03.16
机械连接 I 300个/1组 25 是 汤绍兰 罗文艺 2022.03.16
GH-2022-003736 合格 已送
33
6A座八层、九层墙柱
电渣压力焊 Ⅲ 300个/1组 18 是 汤绍兰 罗文艺 2022.12.09 GH-2022-010692
GH-2022-003736 合格 已送
34
6A座八层、九层墙柱
电渣压力焊 Ⅲ 300个/1组 20 是 汤绍兰 罗文艺 2022.12.09 GH-2022-010693
JT-2022-001291 合格 已送
19
6A座四层、五层墙柱
电渣压力焊 Ⅲ 300个/1组 14 是 汤绍兰 罗文艺 2022.10.31 GH-2022-009488
GH-2022-003319 合格 已送
20
6A座四层、五层墙柱
电渣压力焊 Ⅲ 300个/1组 16 是 汤绍兰 罗文艺 2022.10.31 GH-2022-009489
GH-2022-003484 合格 已送
27
6A座六层、七层墙柱
电渣压力焊 Ⅲ 300个/1组 18 是 汤绍兰 罗文艺 2022.11.16 GH-2022-009954
GH-2022-003484 合格 已送
28
6A座六层、七层墙柱
电渣压力焊 Ⅲ 300个/1组 20 是 汤绍兰 罗文艺 2022.11.16 GH-2022-009955
工艺技术台账模板

工艺技术台账模板工艺技术台账模板1. 项目信息- 项目名称:- 项目编号:- 所属部门:- 负责人:- 开始日期:- 结束日期:2. 工艺技术信息- 工艺流程:- 工艺参数:- 生产设备:- 原材料和配方:- 质量控制要求:- 环境保护要求:3. 进度计划- 项目里程碑:- 每个里程碑的开始日期和结束日期: - 每个里程碑的完成情况:- 进度延误的原因和处理措施:4. 资源分配- 人员:- 各岗位:- 负责人:- 人员数量:- 职责和工作分工:- 设备:- 设备名称:- 设备数量:- 设备使用情况:- 材料和配方:- 材料名称:- 材料数量:- 材料使用情况:5. 质量控制- 质量标准:- 检测方法和工具:- 缺陷处理措施:- 过程中出现的质量问题及处理过程:6. 生产数据- 生产数量:- 产品A:- 计划数量:- 实际数量:- 完成率:- 产品B:- 计划数量:- 实际数量:- 完成率:- 生产效率:- 产能利用率:- 生产效率指标:7. 安全和环保- 安全注意事项:- 环保措施:- 安全和环保问题的处理过程:8. 问题和改进措施- 项目中出现的问题:- 改进措施:- 实施情况和效果评估:9. 经验总结- 工艺技术经验总结:- 项目管理经验总结:- 改进意见和建议:以上是工艺技术台账的基本模板,根据实际情况可以根据需要进行调整和补充。
在填写台账时,应当及时更新和记录项目的相关信息,保证台账的准确和完整性。
同时,也要根据台账的记录和总结,及时采取相应的措施进行问题解决和工艺改进,提高工艺技术水平和项目管理效果。
钢筋焊接台账
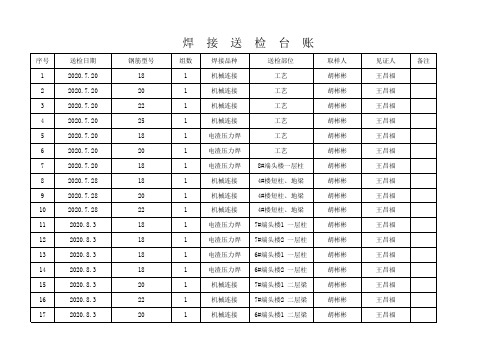
钢筋型号 18 20 22 25 18 20 18 18 20 22 18 18 18 18 20 22 20
焊接送检台账
组数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
焊接品种 机械连接 机械连接 机械连接 机械连接 电渣压力焊 电渣压力焊 电渣压力焊 机械连接 机械连接 机械连接 电渣压力焊 电渣压力焊 电渣压力焊 电渣压力焊 机械连接 机械连接 机械连接
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
送检日期 2020.7.20 2020.7.20 2020.7.20 2020.7.20 2020.7.20 2020.7.20 2020.7.20 2020.7.28 2020.7.28 2020.7.28 2020.8.3 2020.8.3 2020.8.3 2020.8.3 2020.8.3 2020.8.3 2020.8.3
送检部位 工艺 工艺 工艺 工艺 工艺 工艺
8#端头楼一层柱 4#楼短柱、地梁 4#楼短柱、地梁 4#楼短柱、地梁 7#端头楼1 一层柱 7#端头楼2 一层柱 6#端头楼1 一层柱 6#端头楼2 一层柱 7#端头楼1 二层梁 7#端头楼2 二层梁 6#端头楼1 二层梁
取样人 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬 胡彬彬
ห้องสมุดไป่ตู้
见证人 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福 王昌福
备注
18
2020.8.3
22
1
机械连接
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炉批号
厂家
炉批号
1807-E0785 C1807051003 18080336-4 D1807004028
1807-H6005 L1807011014 18070935-5
860656
西城钢铁 中天钢铁 武钢集团 中天钢铁
西城钢铁 中天钢铁 武钢集团 武钢集团
L1903008020 C1902027026
炉批号 1807-F0312 1809-E0129 18100509-4 18100376-4 1809-H0138 1809-C0119 1808-C1212 1808-D0790 1809-H0090 1809-H0297
厂家 西城钢铁
西城钢铁 武钢集团 武钢集团 西城钢铁 西城钢铁 西城钢铁 西城钢铁 西城钢铁 西城钢铁
HRB400Φ 20 江苏镔鑫 A19-05-0065
HRB400Φ 20 江苏镔鑫 A19-05-0065
HRB400Φ 25 中天
190527H00689
HRB400Φ 25 中天
190527H00689
HRB400Φ 28 中天
190527H00567
HRB400Φ 28 中天
190527H00567
钢筋工艺焊台账
型号
厂家
炉批号
HRB400Φ 22 江苏镔鑫 A19-05-0511
HRB400Φ 14 江苏镔鑫 B19-05-0433
HRB400Φ 14 江苏镔鑫 B19-05-0433
HRB400Φ 16 江苏镔鑫 B19-05-0741
HRB400Φ 16 江苏镔鑫 B19-05-0741
HRB400Φ 16 江苏镔鑫 B19-05-0741
不合格,已复试
已送工艺焊:
12E
14
14E
西城
16 18
16E 18E
20
20E
22
22E
人防原材
型号
HRB400Φ 8
HRB400Φ 25 HRB400EΦ 25 HRB400EΦ 22 HRB400EΦ 10 HRB400EΦ 20 HRB400EΦ 18 HRB400EΦ 16 HRB400EΦ 14 HRB400EΦ 12
备注
报告编号 FB1912801 FB1912799 FB1912800 FB1912798 FB1912797 FB1912796 FB1912795 FB1912794 FB1913155 FB1913156 FB1913157 FB1913158 FB1914780 FB1914777 FB1914965 FB1914966 FB1914756 FB1915581 FB1915579 FB1915580 FB1916502
E1902032019 E1902018028 L19钢铁
中天钢铁 中天钢铁 中天钢铁 中天钢铁
HRB400Φ 16 中天
190604H00486
HRB400Φ 18 中天
190604H00254
HRB400Φ 32 中天
E1903031023
委托日期 2019.6.10 2019.6.10 2019.6.10 2019.6.10 2019.6.10 2019.6.10 2019.6.10 2019.6.10 2019.6.14 2019.6.14 2019.6.14 2019.6.14 2019.7.5 2019.7.5 2019.7.8 2019.7.8 2019.7.5 2019.7.15 2019.7.15 2019.7.15 2019.7.26
HRB400Φ 20 中天
190226H00012
HRB400Φ 16 无锡新三洲特钢 Z2-1909921
HRB400Φ 12 江西萍钢
61910014
HRB400Φ 20 中天
190607H00862
HRB400Φ 28
中天
190527H00567
HRB400Φ 32 中天
E1903031023