实例四 PLC控制异步电动机循环正反转
电动机正、反转控制电路的PLC程序设计举例
电动机知识电动机正、反转控制电路的PLC程序设计举例在例一的基础上,如果希望实现三相异步电动机的可逆运行,只需增加一个反转控制按钮和一个反转控制的接触器KM2即可。
其相对应的元件安排如下:在梯形图设计上可以考虑选两套起—保—停电路,一个用于正转,一个用于反转,考虑正反两个接触器不能同时接通,在两个接触器的驱动支路中分别串入对方的常闭触点来达到“互锁”的目的。
其相应的控制梯形图如图1所示:程序清单:图1 电动机正、反转控制电路的PLC梯形图程序——双重输出线圈〃电动机断相的一种自动保护方法〃济南钢铁晃电解决方案----FS/E防晃电系〃用PLC改进鼠笼式异步电动机的控制方案〃电气设计中低压交流接触器选用〃电气设备维修方法与实践〃施耐德LC1交流接触器选型*参数〃通过变频器操作面板控制电动机的启动、〃接触器联锁的正反转控制线路原理分析〃双华ZNB-S电动机正反转电路图_电路图〃电动机正反转实物接线图_电路图〃多台电机并联同步运行方案〃用接触器进行电机正反转控制_电路图〃电动机正反转控制电路图_电路图〃交流接触器接线图_电路图〃按钮接触器复合联锁的电动机正反转控制〃液压泵驱动电机的故障〃达尔文系统在汽车行业的应用----SmartWDomain: dnf辅助More:d2gs2f 〃什么是自锁电路.它的用途和原理_电路〃交流接触器接线图〃中低压交流接触器的选用〃交流接触器的使用类别及注意事项〃用三个接触器实现星三角启动原理图〃仿真三相异步电动机正反转运行状态的电〃ABBIORC型拍合式接触器在首钢二炼钢350〃晃电与自起动的区别〃印刷设备中交流接触器的选用〃台安SG2智能控制单元在自动扶梯上的应收录时间:1380248141 作者:匿名随着起重机的不断发展,传统控制技术难以满足起重机越来越高的调速和控制要求。
在电子技术飞速发展的今天,起重机与电子技术的结合越来越紧密,如采用PLC取代继电器进行逻辑控制,交流变频调速装置取代传统的电动机转子串电阻的调速方式等。
基于PLC变频器三相异步电动机正反的控制

基于PLC变频器三相异步电动机正反的控制PLC(可编程逻辑控制器)和变频器是工业控制领域中常用的设备,它们可以用来控制三相异步电动机的正反转。
通过PLC和变频器的配合,可以实现对电动机的精确控制,提高生产效率,确保生产设备的安全运行。
本文将详细介绍如何利用PLC和变频器实现对三相异步电动机正反的控制。
一、PLC的基本原理PLC(可编程逻辑控制器)是一种专门用来控制工业过程的装置。
它可以根据预先设定的程序来实现对工业设备的自动控制。
PLC主要由输入模块、输出模块、中央处理器和存储器组成。
输入模块用来接收外部信号,输出模块用来输出控制信号,中央处理器负责对输入信号进行处理,并根据预设的程序来控制输出模块的动作。
PLC的工作原理是通过接收输入信号,根据预设的程序进行逻辑处理,然后产生相应的控制信号输出到输出模块,从而控制工业设备的运行。
PLC可以实现对各种工业设备的自动控制,包括电动机、泵、阀门等。
二、变频器的基本原理变频器是一种用来调节电动机转速的装置,它可以根据外部输入信号来控制电动机的转速。
变频器可以将交流电源转换为可调的交流电源,从而实现对电动机转速的精确控制。
变频器主要由整流器、滤波器、逆变器和控制电路组成。
变频器的工作原理是通过控制逆变器的开关管来改变输出电压和频率,从而实现对电动机的转速控制。
变频器可以实现对电动机的起动、加速、减速、停止等动作,同时还可以保护电动机免受过载、过流、短路等故障的影响。
PLC和变频器可以配合使用,实现对三相异步电动机的正反转控制。
下面我们将介绍如何利用PLC和变频器来实现对电动机的正反转控制。
1. 硬件连接首先需要将PLC和变频器连接起来,以便它们之间可以进行通信。
一般来说,PLC和变频器之间可以采用RS485通信接口进行连接。
在连接时需要确保PLC和变频器的通信参数设置一致,包括波特率、数据位、校验位等。
2. 编写PLC程序接下来需要编写PLC程序,用来实现对电动机的正反转控制。
项目04--三相异步电动机正反转运行PLC控制

项目实施
【任务六】:调试运行程序并达到控制要求 活动1:检查外部电路连接,准确无误后通电,进行程序调
试; 活动2:根据控制要求调试运行程序;
项目扩展
小车运行控制要求如下:小车在原位(左端)时,按下 启动按钮开始右行;到右端后碰行程开关SQ2后立即返回( 左行);到左端后碰行程开关SQ1后再自动返回(右行); 按下停止按钮后,小车返回到原位后停止。要求:
项目实施
【任务一】:学习相关知识 活动1:认识FX系列PLC的堆栈存储器
在FX系列PLC中,有11个被称为“堆栈”的存放中间运 算结果的存储器。
堆栈存储器采用“先进后出”的方式存取数据。
项目实施
【任务一】:学习相关知识 活动2:学习基本指令 1.MPS、MRD、MPP指令的格式及功能
名称 进栈指令MPS 读栈指令MRD 出栈指令MPP
MPS
AND
X001
OUT
Y001
MRD
AND
X002
OUT
Y002
MPP
ANI
X003
OUT
Y003
项目实施
【任务一】:学习相关知识 活动3:学习梯形图编程技巧 (1)画梯形图时,应将串联触点较多的电路放在梯形图的上方。
(2)画梯形图时,应将并联触点较多的电路放在梯形图最左边。
项目实施
【任务一】:学习相关知识 活动3:学习梯形图编程技巧 (3)在多重输出电路时,从分支点到线圈之间无触点的线圈应 放在上方。
(1)进行I/O分配; (2)画出外部接线图; (3)编写PLC梯形图程序,并写出指令表。
项目实施
【任务四】:编写梯形图程序,写出指令表 活动1:程序设计
项目实施
【任务四】:编写梯形图程序,写出指令表 活动2:写出指令表 活动3:程序分析
PLC控制电机正反转以及其它实例

用西门子PLC控制电机正反转的编程生产设备常常要求具有上下、左右、前后等正反方向的运动,这就要求电动机能正反向工作,对于交流感应电动机,一般借助接触器改变定子绕组相序来实现。
常规继电控制线路如下图所示。
在该控制线路中,KM1 为正转交流接触器,KM2 为反转交流接触器,SB1 为停止按钮、SB2 为正转控制按钮,SB3 为反转控制按钮。
KM1、KM2 常闭触点相互闭锁,当按下SB2 正转按钮时,KM1 得电,电机正转;KM1 的常闭触点断开反转控制回路,此时当按下反转按钮,电机运行方式不变;若要电机反转,必须按下SB1停止按钮,正转交流接触器失电,电机停止,然后再按下反转按钮,电机反转。
若要电机正转,也必须先停下来,再来改变运行方式。
这样的控制线路的好处在于避免误操作等引起的电源短路故障。
PLC 控制电机正反转I/O 分配及硬件接线1、接线:按照控制线路的要求,将正转按纽、反转按纽和停止按纽接入PLC 的输入端,将正转继电器和反转继电器接入PLC 的输出端。
注意正转、反转控制继电器必须有互锁。
2、编程和下载:在个人计算机运行编程软件STEP 7 Micro-WIN4.0,首先对电机正反转控制程序的I/O 及存储器进行分配和符号表的编辑,然后实现电机正反转控制程序的编制,并通过编程电缆传送到PLC 中。
在STEP 7 Micro-WIN4.0 中,单击“查看”视图中的“符号表”,弹出图所示窗口,在符号栏中输入符号名称,中英文都可以,在地址栏中输入寄存器地址。
3、图符号表定义完符号地址后,在程序块中的主程序内输入如下图程序。
注意当菜单“察看”中“√符号寻址”选项选中时,输入地址,程序中自动出现的是符号编址。
若选中“查看”菜单的“符号信息表”选项,每一个网络中都有程序中相关符号信息。
4、程序监控与调试:通过个人计算机运行编程软件STEP 7 Micro-WIN4.0,在软件中应用程序监控功能和状态监视功能,监测PLC 中的各按纽的输入状态和继电器的输出状态。
plc三相异步电动机正反转控制电路
plc三相异步电动机正反转控制电路PLC(可编程逻辑控制器)是一种常用于工业自动化领域的控制设备,而三相异步电动机则是工业中常用的电动机类型之一。
在工业生产中,正反转控制电路是对三相异步电动机进行控制的基本需求之一。
本文将详细介绍PLC三相异步电动机正反转控制电路的原理和实现方法。
一、PLC三相异步电动机正反转控制电路的原理三相异步电动机是一种常见的工业电动机,其正反转控制是工业生产过程中最基本的控制需求之一。
PLC作为一种灵活可编程的控制器,可以实现对三相异步电动机的正反转控制。
PLC三相异步电动机正反转控制电路的原理如下:1. 通过PLC控制输出信号,将其连接到三相异步电动机的控制回路中。
2. 通过PLC程序编写,对输出信号进行逻辑控制,实现正反转控制。
3. 根据控制信号的不同,调整电动机的相序和频率,使其实现正转或反转。
二、PLC三相异步电动机正反转控制电路的实现方法PLC三相异步电动机正反转控制电路的实现方法主要包括以下几个步骤:1. 硬件连接:将PLC的输出端口与三相异步电动机的控制回路连接起来,确保信号可以正常传输。
具体连接方式根据PLC设备和电动机的接口类型而定,一般包括连接线路和插头等。
2. PLC程序设计:通过PLC的编程软件,编写控制程序实现正反转功能。
PLC的编程软件一般采用图形化编程语言,如梯形图(Ladder Diagram)、功能块图(Function Block Diagram)等。
在程序中,需要根据输入信号的状态判断电动机的运行状态,并根据需要输出控制信号实现正转或反转。
3. 电动机控制逻辑设计:根据具体的控制需求,设计电动机的控制逻辑。
一般而言,通过判断电动机的启动信号、停止信号和反转信号的状态,来实现对电动机的正反转控制。
例如,当启动信号为1时,输出正转信号;当停止信号为1时,输出停止信号;当反转信号为1时,输出反转信号。
通过逻辑组合和判断,实现电动机的正反转控制。
PLC任务四 应用基本指令实现电动机正反转控制运行

MPS:进栈指令,用于存储当前运算结果,原来栈中内容下移。 MES:读栈指令,用于读出栈顶的内容。 MPP:出栈指令,用于读出并清除栈顶的内容,栈中内容上移。
这三条指令可将当前接点的运算结果保存起来,当需 要该接点处的运算结果时再读出,以保证多重输出正确连 接。
(2)停电保持辅助继电器
停电保持辅助继电器的元件编号为M500~M1023共524点,用 于保存停电瞬间的状态,并在来电后继续运行。停电保持由PLC 内装的后备电池支持。
(a)梯形图
(b)指令语句
图4-8 停电保持辅助继电器电路
任务4.2 学习PLC的基本逻辑指令(2)
(3)特殊辅助继电器 在PLC中一般都有一些被赋予特定功能的辅助继电器,称为特殊辅 助继电器,三菱FX2N系列PLC的特殊辅助继电器的编号为M8000~ M8255共256点,可以分成以下两大类:
任务4 应用定时器功能实现电动机星形—三角形降压起动
任务4.1 任务4.1 安装三相异步电动机星形 任务4.2 学习PLC的基本逻辑指令(2) 任务4.3 运行调试PLC控制电动机星形
任务4.1 任务4.1 安装三相异步电动机星形
4.1.2控制要求 图4-3是三相异步电动机星形—三角形降压起动控制电路。
方法二方法一 图4-4 PLC电源及输入/输出元器件接线图
任务4.1 任务4.1 安装三相异步电动机星形
4.1.4 安装电器元件,连接电气线路
参1.照用任星务形—2.三2中角电形降器压元起件动和控电制气电动线机路,的必安须装有要6个求出,线让端学子且生定在子安装好 的绕组控在制三电角路形板接上法时根的据额PL定C电控压制等三于相三异相步电电源线动电机压星。形—三角形降压起 动控制线路(图4-4所示),安装交流接触器及继电器控制线路。
09-用PLC进行三相异步电动机正、反转控制线路设计

实验九用PLC进行三相异步电动机正、反转控制线路设计一、实验目的掌握使用PLC实现三相异步电动机的正反转控制。
二、实验原理图a)主电路b)控制电路c)梯形图图1原理图三、控制要求开关QS作为总电源开关。
按下SB1,KM1吸合,电动机正向转动。
按下SB2,KM2吸合,电动机反向转动。
按下SB3,KM1(或KM2)释放,电动机停止。
开关S1与热继电器FR并接,可以用于模拟FR的动作。
四、梯形图并写出程序,实验梯形图参考图7-15步序指令器件号说明步序指令器件号说明0 LD X0 正转起动7 OR Y11 OR Y0 8 ANI X12 ANI X1 9 ANI X2 停止3 ANI X2 停止10 ANI X3 过载保护4 ANI X3 过载保护11 OUT Y1 反转5 OUT Y0 正转12 END6 LD X1 反转起动1.控制回路接线将PWD-41A挂件上PLC输出端的COM、COM0、COM1相接。
按照输入输出配置将PWD-43挂件三相鼠笼异步电动机控制模块的SB1、SB2、SB3、FR分别接到PWD-41A上PLC的输入端X0、X1、X2、X3;将S1接到FR;COM接到PLC输入端的COM。
KM1、K2接到PLC输出端的Y0、Y1;N接到PLC输出端的COM。
输入输出X0 正转(SB1)Y0 正转X1 反转(SB2)Y1 反转将QS的三个输入端(黄、绿、红)分别接到PWD02电源控制屏上的三相电源U、V、W,将N接到PWD02上的N。
将KM1黄色端与KM2的红色端子相接,KM1、KM2的绿色端子相接,KM1红色端子与KM2黄色端子相接,然后将FR的三个输出端(黄、绿、红)分别接到三相异步电动机(DJ24)接线盒上的A、B、C,将DJ24的X、Y、Z短接。
三、实验操作过程按实验接线接好连线,待老师检查无误后方可往下进行。
将程序输入PLC中并运行,按下PDC01A电源控制屏上的启动按钮将控制屏启动接通三相电源。
用PLC控制三相异步电动机正反转
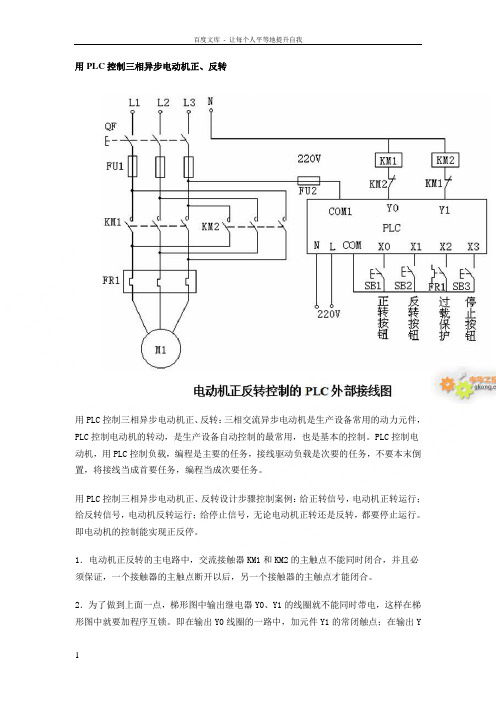
用PLC控制三相异步电动机正、反转用PLC控制三相异步电动机正、反转:三相交流异步电动机是生产设备常用的动力元件,PLC控制电动机的转动,是生产设备自动控制的最常用,也是基本的控制。
PLC控制电动机,用PLC控制负载,编程是主要的任务,接线驱动负载是次要的任务,不要本末倒置,将接线当成首要任务,编程当成次要任务。
用PLC控制三相异步电动机正、反转设计步骤控制案例:给正转信号,电动机正转运行;给反转信号,电动机反转运行;给停止信号,无论电动机正转还是反转,都要停止运行。
即电动机的控制能实现正反停。
1.电动机正反转的主电路中,交流接触器KM1和KM2的主触点不能同时闭合,并且必须保证,一个接触器的主触点断开以后,另一个接触器的主触点才能闭合。
2.为了做到上面一点,梯形图中输出继电器Y0、Y1的线圈就不能同时带电,这样在梯形图中就要加程序互锁。
即在输出Y0线圈的一路中,加元件Y1的常闭触点;在输出Y1线圈的一路中,加元件Y0的常闭触点。
当Y0的线圈带电时,Y1的线圈因Y¬0的常闭触点断开而不能得电;同样的道理,当Y1的线圈带电时,Y0的线圈因Y¬1的常闭触点断开而不能得电。
3.为了保证电动机能从正转直接切换到反转,梯形图中必须加类似按钮机械互锁的程序互锁。
即在输出Y0线圈的一路中,加反转控制信号X1的常闭触点;在输出Y1线圈的一路中,加正转控制信号X0的常闭触点。
这样能做到电动机正反转的直接切换。
当电动机加正转控制信号时,输入继电器X0的常开触点闭合,常闭触点断开。
常闭触点断开反转输出Y1的线圈,交流接触器KM2的线圈失电,电动机停止反转,同时Y1的常闭触点闭合,正转输出继电器Y0的线圈带电,交流接触器KM1的线圈得电,电动机正转。
当电动机加反转控制信号时,输入继电器X1的常开触点闭合,常闭触点断开。
常闭触点断开正转输出Y0的线圈,交流接触器KM1的线圈失电,电动机停止正转,同时Y 0的常闭触点闭合,反转输出继电器Y1的线圈带电,交流接触器KM2的线圈得电,电动机正转。
作业四PLC控制电动机连续正反转电路.
PLC控制电动机连续正反转电路
作业要求:用PLC控制电动机,实现按下开关后,电机正转10S,停止5S,然后自动反转10S,一直循环,按下停止按钮后停止运行。
I/O分配表:
输入(IN)输出(OUT
端口功能端口功能
I0.0运行开始Q0.0电动机正
转
I0.1停止Q0.1电动机反
转
梯形图设计:
编程程序输入仿真软件进行调试运行:
调试成功后观察PLC实物运行情况:
工作原理:
按下启动开关I0.0,电动机Q0.0运行,开始正转,自锁,同时触发计时器T37开始计时,10S计时时间到后使M0.0置1,电动机
正转停止,触发T38开始计时5S,5S后使Q0.1运行,电动机开始反转,同时计时器T39开始计时,反转10S后,使M0.1置1,反转停止,触发5S计时器T40,停止5S后T40计时时间到再次使得电动机Q0.0开始正转运行,并一直循环;按下停止开关I0.1,全部停止。
实训小结:
通过此次实验,能够运用简单的指令实现功能,熟悉了PLC编程的基本位逻辑指令及定时器指令,学会简单编程,并能较为熟练运用仿真软件进行编程、调试、运行、查错。
《机床电气控制》教材--实验与实训4-1 用PLC实现三相异步电动机的正反转控制

实验与实训4-1 用PLC实现三相异步电动机的正反转控制实验目的用PLC实现三相异步电动机的正反转控制,初步了解PLC在电气控制系统中的应用。
实验器材可编程控制器(PLC)1台、三相异步电动机1台、按钮3只、交流接触器2只、热继电器1台。
实验步骤1.分析控制要求:按下正转启动按钮,电动机正转;按下停止按钮,电动机停转;按下反转启动按钮,电动机反转。
2.确定I/O点数及其分配:3.进行主电路及PLC连线:按照图4-38原理图进行电路连接。
实物连接参考如图4-39。
a)主电路 b)控制电路图4-38 PLC控制三相异步电动机正反转原理图图4-39 PLC控制三相异步电动机正反转实物连接图4.完成梯形图,如图4-40所示。
5.输入程序。
程序表步序指令步序指令0 LD X1 6 OR Y21 OR Y1 7 ANI XO2 ANI X0 8 ANI Y1图4-40 梯形图6.调试并运行程序。
实验注意事项1.元件安装须符合要求:PLC使用导轨进行安装,其他元件使用木螺钉安装。
注意元件的安装要符合安装工艺要求。
2.线路布线合理,连接可靠:线路布局注意合理,避免交错,导线与接线桩的连接要注意安全可靠,符合布线及导线连接工艺标准。
3.注意可编程控制器的电源类型:-40MR,使用AC220V,独立接地。
注意正确连接。
实验使用PLC为三菱FX1N4.正确进行元件的连接注意COM端接交流电源,Y1、Y2的COM端都要进行连接。
5.通电调试前,必须检查连接及程序是否正确。