压力容器用钢的近期进展-秦晓钟资料
大直径压力容器管板的加工

2 坯料 进厂 验收
表面粗 糙 度等 指标 。检 查后 发 现 ,复合 堆焊 层 表 面 部 分 区域堆 焊 高度 不足 ,造 成表 面 凹下 不平 ,最 低
处 低 于 图纸 尺 寸 近 1In 。不锈 钢 复 合 层 表 面无 铁 I Tl
锈 侵染 。 最 后 ,经 过无 损 检 测 确认 坯 料 内部 无未 熔 合 、
理。
为 使刀 具在 直径 约 36m 的管 板上 做稳 定 的切 .
削 运 动 ,我 们 制 造 了一 个专用 工作 台 ,尺寸 为
选 择设备 :现有 一 台 6 8 0 0型摇 臂钻 床 。 选择 刀具 :选用 优质 高速 钢钻 头 ,直径 为 3 . 8 4
mm,有 效切削 长度 ≥1 0 5 mm。
饼 型 复合 层 堆 焊锻 件 ,直径 为 35 4I ,厚度 为 8 . I 9 T 9 ll ,重 量 达 75t ni 1 . ,进 厂 时 已经 完 成 车 削工 序 , 因 此 只需 要进 行钻 孔工 序 即可 。但未 找 到能 够加 工 如 此 大 工件 的龙 门式 钻 床 .只有 一 台 6 8 0 0型 摇 臂 钻 床 ,管 板坯料 ( 以下 简称 坯料 )的直 径超 出摇 臂 长
Pr s ur s e e s e Ve s l
Oi a c u n nXio h a
Ab ta t W i h a g - c l e eo me to h n Sc e c li d sr , h r su e v s e e u r s b g e sr c: t te l r e s ae d v l p n fC i a’ h mia u t t e p e s r e s lr q i ig r h n y e a d t ik r S e d a tra d t ik e so e t b h e e d b g e n ig r A u i u r c s i g me h d h d n h c e , O t i mee n c n s f h e s e t e ig ra d b g e . n q e p o e s t o a h h t u n n b e x l r d b r ci et k l u eo ee it ge u p n r d c g i mee b lt . e n e p o e yp a t ma ef l s f h xsi q i me t op o u el e d a t r u ep a e c o u t n t r a t Ke r s r s u ev s e ;L r ed a tr u ep a e Gu d mp ae; r c si g ywo d :P e s r e s l a g imee b lt ; i et t e l t P e sn o
改善配水模式 延长扇形段使用寿命

衡 ,等 :热 处理 工艺对 0 Mn iR低温 压 力容器钢 板 组织 的影 响 9 ND
第1 期 ( 总第 17期 ) 5
太小 ,利用能谱分析很难给出准确结果 ,初步判断
为 N/ i b T 的碳化 物 析 出。大量 弥散 的纳 米级析 出粒 子对 提高 强度 非常 有利 。
金粒 子析 出 ,这 些大 量弥 散 的纳米级 析 出粒 子对提 高强 度非 常有利 。析 出物 对位错 的钉扎 ,延缓 了位 错 的 回复 ,导致 了一部分 铁 素体 晶粒 内部 位错 密度 仍较 高 。
武汉 :中国钢 结构协会 ,20 :303 5 1 . 0 6 0 - ,3 1 0
部分片层状珠光体组织 消失 , 渗碳体 由片层状变为 球形 , 在铁素体晶界处也发生了球状渗碳体的析 出。 3 )钢板 在 热轧 +正 火 +回火 后 有 大 量 的微 合
[ ]张 勇 . 温压力容器用钢 的现状与发展 概况 [ ].压 5 低 J
c sas si ih y y r t l t lh g l . l Ke y wor : l w-e ds o tmpe au e p e s r e s lse l 9Mn DR;he tte t n ;mir sr cur r t r r s u e v se t e ;0 Ni a r ame t c o tu t e
2 0 .1 0 1 8卷 :2 -5 93 .
3 结 语
通过 对 0 Mn iR低 温压 力容 器用 钢板热 轧 后 9 ND 及 不 同热处 理后 的金 相组织 进行 了观 察分 析 ,得到
如 下结 论 :
1 )热轧 后 钢板 进行 水 冷 ,由 于厚 度 较 大导 致
沿 厚 度方 向不 同位置 处冷 速相 差较 大 ,故 在钢 板心
低温压力容器用钢的现状与发展概况

Pcm
冲击试验 板厚 ( mm)
12~38 > 38~60 12~50 12~60 12~50 12~50 12~45 12~60 12~60 12~60
试验温度 A KV (J ) (℃ )
- 30 - 20 - 20 - 20 - 40 - 50 - 20 - 20 - 40 - 20
技 术 综 述
低温压力容器用钢的现状与发展概况
张 勇
( 安徽省特种设备检测院 ,安徽 合肥 230000)
摘 要 :简要介绍了 C - Mn ,调质高强度和 Ni 系低温压力容器用钢的现状 、 分析了各国及各企业相
应产品之间主要技术指标的差异 ,明确了中国在 0. 5Ni 等低温压力容器用钢方面已处于国际领先 水平 ,概述了各类低温压力容器用钢的发展动向 。 关键词 : 低温 ; 压力容器 ; 钢材
EN10028 - 3
表 1 - 45 ℃ 以上用 C - Mn 系低温压力容器用钢标准 化学成分 ( %) 试验 A KV 板厚 标准 钢号 温度 ( ) mm ( ) C P S Ni (℃ ) J
G B3531 16MnDR
[7 ]
号 P、 S 含量按标准上限 , 其低温冲击值难以达到标 准规定值 ( 虽然其试验温度是 - 46 ℃,但其纵向 20 J 也不算高) 。 笔者曾于 2000 年利用访问 ASME 总部之机 , 向 其专家提出在低温承压设备用钢中 , 应严格控制杂 质 P、 S 等含量的要求 。 《压力容器安全技术监察规 [9 ] 程》 1999 年版明确规定 : 压力容器用钢的 P 、 S含 量应不大于 01030 % 和 01020 % 。低温压力容器用 钢要求则应更低一些 。而 ASME 标准中相应的钢号 (如 SA662C 及 SA203 系列 ) P 、 S 含量要求为何定得 如此高 。该专家对其几十年不变的主要技术指标表 示不满 ,但未解释原因 。 近年来 ,随着我国冶金厂的技术和设备的更新 , 修订后的部分企业标准 , 已超过欧洲标准 P355NL2 的技术指标 。表 2 给出了部分企业的 16MnDR 和 15MnNiDR 的主要技术指标 ( 其实物水平还高于企业 标准 ) 。在 试 验 温 度 下 的 A KV 值 基 本 在 100 J 以 上 [10 ] ,已基本达到国际同类产品的先进水平 , 这类 钢材已基本不再进口 。
09MnNiDR钢焊接接头的低温韧性控制
表 4 焊缝及 HAZ 低值冲击韧性 J
编号
- 60 ℃
焊缝
HAZ
96 - 34 86 ,88 ,92 51 ,77 ,155
(89)
(94)
96 - 35 95 ,85 ,37 103 ,49 ,101
(72)
(84)
96 - 38 21 ,74 ,66 136 ,78 ,74
(54)
(96)
表 3 焊接接头常温拉伸和弯曲性能
编号
96 - 34
96 - 35 96 - 36 96 -522 ,528
538 ,549 503 ,494 534 ,531 529 ,532
断裂位置 弯曲试验 ( d = 3 a) 母材 α= 100°面弯 、背 弯各 2 件合格
A 4. 0 0. 08 0. 33 1. 28 0. 011 0. 013 1. 03 0. 04 0. 03
焊后对焊缝进行了外观检验 ,表面无气孔 、夹
22
安 装 2000 年 10 月
渣 、未熔合和咬边等缺陷 ,依照 JB4730 - 94 进行了 焊缝 X 射线无损探伤 ,所有试板均为 Ⅰ级 。
所有焊接试板横向弯曲性能均达到jb470892的要求各有二件试样面弯背弯合格除了9637试板之外其它所有试板70低温冲击韧性大于2736焊缝70各有一个试样低于27但根据jb708条对冲击合格指标的规定每个区三个试样的平均值应不低于母材标准规定值并且至多允许有一个试样的冲击功低于规定值但不低于规定值的70故确定9638和96接接头70下的冲击韧性试样全部合格
压力容器用钢锻件标准简介(201101)

Mo %
P %
0.90~1.10
≤0.020
0.90~1.10
≤0.025
S % KV2 J
≤0.012 20℃,≥47
≤0.025
——
5. 20MnNiMo钢锻件
标 准 钢 号 NB/T47008-2010 20MnNiMo ASME(2010) SA508 Gr.3 Cl.2
Ni %
Mo % P % S %
0.14~0.20 ≤0.030 ≤0.020
22.0~23.0 3.0~3.5
0.14~0.20 ≤0.030 ≤0.020
谢谢!
Ni %
P % S % 公称厚度 mm
8.00~12.00
≤0.035 ≤0.030 ≤200
8.00~12.00
≤0.035 ≤0.020 ≤300
5. S31603钢锻件
标 准
钢 号
JB4728-2000
00Cr17Ni14Mo2
NB/T47010-2010
S31603
C %
Cr % Ni % P % S % 公称厚度 mm
标 准 JB4728-2000 NB/T47010-2010
钢 号
16个钢号 9个钢号 增加S31703、S39042; (1Cr18Ni9Ti S30409、S34779、S31609、 不推荐使用) S31008;S22253、S22053。 取消1Cr18Ni9Ti。
2. S11306钢锻件
标 准 钢 号 JB4728-2000 0Cr13 NB/T47010-2010 S11306
C %
Cr %
≤0.08
11.50~13.50
≤0.06
正火高强度压力容器用钢的研究进展

温度/ ℃
不小于
不小于
Q345R
DIN EN P460N 10028 — 3 :1993
≥ 460 ≥ 450 ≥ 440 ≥ 420 ≥ 400 ≥ 380
≤ 70
570~720
≤ 70
0 20 - 20
> 70~100 540~710 > 100~150 520~690 > 70~150
-
≥ 16
0 20
6
武汉工程职业技术学院学报 2010. 4
C
Si
Mn 1. 20~1. 60 1. 20~1. 60
Ni / / / /
Nb / 0. 015~ 0. 050 / 0. 010~ 0. 040
V / / / /
P
S
CE / /
≤ 0. 20 ≤ 0. 18
≤ 0. 55 ≤ 0. 55
≤ 0. 025 ≤ 0. 015 ≤ 0. 025 ≤ 0. 015
≤ 0. 03 ≤ 0. 03 ≤ 0. 025
SPV490 a P460N b
— 1990
DIN EN 10028
~0. 75 ≤ 0. 6
— 3 :1993
~1. 7
≤ 0. 3
≤ 0. 7 c
≤ 0. 1
≤ 0. 025 ≤ 0. 05
≤ 0. 8
≤ 0. 03
≤ 0. 2
压力容器用钢板标准的最新进展
压力容器用钢板标准的最新进展
章小浒;顾先山;徐翔
【期刊名称】《压力容器》
【年(卷),期】2010(027)001
【摘要】介绍了最新颁布和即将颁布实施的5项压力容器用钢板标准,叙述了各标准与原标准的区别和主要的技术指标,数据表明我国压力容器用钢板标准的一些技术指标为国际先进水平.
【总页数】6页(P41-45,63)
【作者】章小浒;顾先山;徐翔
【作者单位】合肥通用机械研究院,国家压力容器与管道安全工程技术研究中心,安徽,合肥,230031;合肥通用机械研究院,国家压力容器与管道安全工程技术研究中心,安徽,合肥,230031;合肥通用机械研究院,国家压力容器与管道安全工程技术研究中心,安徽,合肥,230031
【正文语种】中文
【中图分类】TQ051.3;T-652.1
【相关文献】
1.GB 713-2014《锅炉和压力容器用钢板》标准剖析 [J], 王晓虎;秦晓钟
2.GB 3531-2014《低温压力容器用钢板》标准剖析 [J], 王晓虎;秦晓钟
3.GB 3531-2014《低温压力容器用钢板》标准修订解读 [J], 杜大松
4.GB 3531-2014《低温压力容器用钢板》国家标准浅析 [J], 许峻峰;朱妙云
5.ISO/TC11锅炉压力容器国际标准化工作的最新进展 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
浅析压力容器用钢的发展

浅析压力容器用钢的发展压力容器用钢是指用于制造压力容器的特殊钢材。
压力容器用钢在工业生产中有着广泛的应用,如石油化工、电力、制药、化肥、航空航天等领域。
随着科技的进步和工业的发展,压力容器用钢的品种和性能也在不断提高和完善。
首先,压力容器用钢的发展历程可以追溯到19世纪中叶。
当时,人们开始使用低碳钢来制造压力容器,但是钢材的质量和机械性能较差,容易发生压力容器的事故,给人们的生命财产安全带来了严重威胁。
为了解决这个问题,人们开始研发和应用高强度低合金钢,例如SA-516、SA-537等。
这些钢材具有较高的屈服强度和韧性,能够承受更大的压力和温度。
随后,随着石油化工、核工业等行业的迅猛发展,对压力容器用钢的需求越来越大。
为了满足这些行业的需求,人们开始研发和应用特殊的合金钢,如耐热钢、耐腐蚀钢、低温钢等。
这些特殊钢材具有较高的抗氧化性能、耐腐蚀性能和低温韧性,能够适应各种复杂工况下的使用环境。
此外,压力容器用钢在制造工艺和热处理方面也有了较大的改进。
现代钢铁冶炼技术的进步使得钢材的纯度更高、非金属夹杂物更少,从而提高了钢材的强度和韧性。
热处理技术的不断改进使得钢材的晶格结构更加致密,消除了内部应力,提高了钢材的抗氧化和抗腐蚀性能。
此外,随着新一代材料科学的快速发展和创新,压力容器用钢也得到了新的发展机遇。
新材料如奥氏体高锰钢、超高强度钢、高韧性钢等开始被应用在制造压力容器中,这些材料具有更高的强度、更好的韧性和更好的耐腐蚀性,能够满足更加苛刻的工作条件。
综上所述,压力容器用钢的发展经历了从低碳钢到低合金钢再到特殊合金钢的演变过程,钢材的质量和性能也在不断提高和完善。
随着科技的进步和工业的发展,压力容器用钢的发展还将面临更多的挑战和机遇。
人们需要不断研发和创新,提高钢材的强度、韧性和耐腐蚀性能,为工业生产和人们的生命财产安全提供更好的保障。
新容规宣贯-材料秦晓钟

(十)2.10条
该条由旧容规第23条经修改而成. (按释义讲述.)
(十一)2.11条
该条由旧容规第24条和第25条整合而成. 该条第(2)款由旧容规第25条大幅度压缩修改而成. 材料的复验为新容规重大修改的内容.对条款中的3类 材料进行复验,是合理的改进.
(十二)2.12条
该条基本按旧容规第26条的规定.对焊接材料的规 定. 该条第(1)款于2009年10月13日下午得到新容规及释 义后才发现.
(七)2.7条
该条由旧容规第17条至第21条整合而成,并增加了新 内容. 该条为对压力容器用有色金属材料的使用规定. 1. 通用要求 取消旧容规第17条3,4两款.
2. 铝和铝合金 设计压力由8MPa提高到16MPa. 含镁量大于或者等于3%的铝合金,增加牌号示例. 3. 铜和铜合金 旧容规规定退火状态有问题,改写纯铜和黄铜设计 温度不高于200℃.
(三)钢板标准和安全系数
1. 1977年版《设计规定》第一篇中碳素钢和低合金钢钢 材(钢板,钢管,钢锻件)抗拉强度安全系数nb ≥3.0.当时相应钢材标准水平很低,与nb ≥3.0不适 应. 2. GB3531-1996和GB6654-1996的技术水平适应nb ≥3.0 的规定. 3. GB713-2008,GB3531-2008和GB19189-2003的技术水平 能适应nb ≥2.7(规则设计)和nb ≥2.4(分析设 计)的规定.
(三)2.3条
该条由旧容规第11条的部分内容和第12条整合而 成,并增加了更高的技术要求. 该条规定了压力容器用钢化学成分中碳,磷,硫3个 元素的最低要求. (按释义内容仔细讲述.)
(四)2.4条
该条为新增条文.2008年9月《容规》的报批稿正 式报送国家质检总局.2008年9月,经主编谢铁军转 告而增加的,起初本人仅同意增加冲击功的规定, 经谢主编再三要求,艰难地增加了断后伸长率的规 定. (按释义仔细讲述.)
超大型油罐用国产高强度钢板需探讨的几个问题

Emall n b l c c r. n i:i ho g @ pe. o c n
推 广 和应用 。
×1 m 为 超 大 型 浮 顶 油 罐 ) 发 展 始 于 1 8 0 的 95
年 , 年 秦 皇 岛 输 油 公 司 从 日本 新 日铁 株 式 会 社 当
引进 了 2台 l O×1 m 超 大 型 浮 顶 油 罐 , 消 0 经 化 、 收 、 高 与创 新 , 面提 升 了我 国大 型 浮顶 吸 提 全 油 罐 的 技 术 水 平 , 我 们 对 油 罐 的结 构 、 体 材 使 主 料 、 算 方法 和施 工 技 术 等 , 有 了新 的认 识 , 计 都 其 中最 为 重要 的是 适合 于大 线 能量 焊接 的主体 材料
摘 要 : 据 超 大 型 油 罐 用 国 产 高 强 度 钢 板 的 发 展 历 程 及 使 用 现 状 , 根 对钢 板 在 实 际 使 用 中 遇 到 的 问题 ,
如 1 Mn i 2 N VR与 0 M n VR、 场 复验 比 例 、 强 比 、 拟 焊 后 热 处 理 等 发 表 了 个 人 见 解 , 对 各 钢 铁 企 业 8 Ni 现 屈 模 并
本 工 业 标 准 JS G 3 1 《 力 容 器 用 钢 板 》 的 I 1 5 压 中
S V4 0 这 种材 料 为 调 质 状 态 供 货 , 服 强 度 P 9 Q, 屈 要求 不 低 于 4 0 MP , 伸 强 度 为 6 0~ 7 0 9 a拉 1 4 MP , 击 功 平 均 值 为 4 。其 标 准 屈 强 比 为 a冲 7J 0 8 3 这 么 高 的 屈 强 比 在 美 国 石 油 学 会 标 准 .0 ,
提 出 了新 的 希 望 。
低温压力容器用钢国产化进展

低温压力容器用钢国产化进展
章一绵
【期刊名称】《化学工业与工程技术》
【年(卷),期】1991(000)003
【总页数】3页(P39-40,45)
【作者】章一绵
【作者单位】无
【正文语种】中文
【中图分类】TQ051.304
【相关文献】
1.低温压力容器用奥氏体不锈钢的材料进展 [J], 李兴军
2.压力容器用钢锻件标准介绍(二)——JB4727—93《低温压力容器用碳素钢和低合金钢锻件》 [J], 滕明德
3.菜钢06Ni9DR低温压力容器钢工艺及组织性能分析 [J], 吕晓锋;李文钱
4.低温压力容器用09MnNiDR钢焊接试件焊缝区冲击韧性不合格原因分析 [J], 张梦飞;孙福洋;侯淼昂
5.我国汽车用钢的现状及对汽车用钢国产化问题的意见——特殊钢学会’96汽车用钢研讨会侧记 [J], 董瀚
因版权原因,仅展示原文概要,查看原文内容请购买。
压力容器设计技术进展
压力容器设计技术进展压力容器是一种用来贮存或运输高压气体、液体或气液混合物的设备,广泛应用于化工、石油、能源、食品等领域。
随着科技的发展和工程技术的进步,压力容器设计技术也在不断改进和创新,以满足更高的安全要求和应用需求。
一、材料技术进展:压力容器的材料选择非常关键,必须具备足够的强度、耐腐蚀性和耐高温性能。
近年来,随着新材料的不断涌现,压力容器的材料技术也取得了重要进展。
1.1高强度钢材:高强度钢材能够提高容器的强度和刚度,可以减少容器的重量和成本。
同时,高强度钢材还具有良好的耐腐蚀性能,可以提高容器的使用寿命。
高强度钢材的应用使得压力容器在承受高压力时更加安全可靠。
1.2复合材料:复合材料是指由两个或多个不同材料组成的材料。
相对于传统的金属材料,复合材料具有重量轻、强度高、耐腐蚀等优点。
因此,复合材料被广泛应用于压力容器中,特别在航空航天领域,以满足特殊要求和提高性能。
1.3金属陶瓷材料:金属陶瓷材料结合了金属与陶瓷的优点,具有高温强度、高温稳定性和良好的耐腐蚀性能。
金属陶瓷材料适用于高温、高压环境下的压力容器,如核电厂中的容器。
二、制造技术进展:压力容器的制造技术对容器的质量和性能起着决定性的作用。
近年来,压力容器的制造技术得到了快速发展和创新。
2.1自动化生产线:自动化生产线能够将压力容器的制造过程自动化,提高生产效率,降低人工成本。
例如,采用自动焊接设备可以提高焊接质量和速度。
2.2无损检测技术:无损检测技术是指在不破坏容器结构的情况下对其进行检测,以发现内部缺陷和隐患。
近年来,无损检测技术得到了快速发展,例如超声波检测、射线检测和磁粉检测等技术,可以提高容器的安全性和可靠性。
2.3数字化制造技术:数字化制造技术将计算机辅助设计、计算机辅助制造和计算机辅助检测等技术应用于压力容器制造过程中,实现了数字化设计、数字化制造和数字化检测。
数字化制造技术可以提高容器的精度和一致性,降低制造成本。
压力容器专用钢板标准简介(201005)

(3)力学性能 标 准 钢 号 厚 度 mm GB19189-2003 GB19189-(2010) 07MnNiMoVDR 12~60 610~730 ≥490 ≥47 07MnNiVDR 10~60 610~730 ≥490 ≥80
Rm MPa ReL MPa -40℃ KV2 J
3. 07MnNiMoDR钢板 (1)钢号简介 (2)化学成分 标 准 钢 号 Ni % Mo % P % S % Pcm % GB19189-(2010) GB19189-(2010) 07MnNiVDR 07MnNiMoDR 0.20~0.50 0.30~0.60 ≤0.30 0.10~0.30 ≤0.018 ≤0.015 ≤0.008 ≤0.005 ≤0.21 ≤0.21
(2)国内外标准对比
标 准 钢 号 厚 度 P % S % -40℃ KV2 J mm GB3531-2008 EN10028-3:2003 16MnDR 6~60 ≤0.025 ≤0.012 横向,≥34 P355NL1 ≤60 ≤0.025 ≤0.015 横向,≥27 ASME(2007) SA516Gr.70+S5 >25~50 ≤0.035 ≤0.035 纵向,≥20
3. 18MnMoNbR钢板 (1)钢号简介 (2)磷、硫含量和冲击功指标 标 准 钢 号 P % S % KV2 J GB6654-1996 18MnMoNbR ≤0.025 ≤0.025 0℃,≥31 GB713-2008 18MnMoNbR ≤0.020 ≤0.010 0℃,≥41
4. 13MnNiMoR钢板 (1)钢号简介 (2)磷、硫含量和冲击功指标 标 准 钢 号 P % S % KV2 J GB6654-1996 13MnNiMoNbR ≤0.025 ≤0.025 0℃,≥34 GB713-2008 13MnNiMoR ≤0.020 ≤0.010 0℃,≥41
630MPa级低温罐体用高强高韧钢板的开发
DIO:DOI:10.16683/KI.ISSN1674-0971.2020.3042前言随着科学技术的发展,压力容器的应用领域不断拓宽,尤其是核电、煤化工、炼油石化等行业的装置呈现出大型化的发展趋势。
大型压力容器的材料消耗大,制造困难。
为节省材料,降低制造、运输和安装过程中的能耗,实现安全与经济并重、安全与资源节约并重的发展理念,轻型化已成为压力容器主导的发展方向,对节能降耗、提高产品经济性和竞争力具有十分重要的意义[1]。
高强度钢的应用可使压力容器壁厚减薄、自重降低、利用率提高。
如用Q370R [2](其强度Rm≥530MPa )制造的气体运输罐车的罐体,其载气量为2160kg,罐体自重却达27000kg,其载气重量与容器自重比约为0.08,利用率和运输效率低下,若改用630MPa 强度级别钢后其壁厚可降低19%。
目前我国压力容器许用正火低合金高强度钢板中强度最高的钢是Q420R,其强度Rm≥590MPa [3-4],与国外压力容器用正火高强度钢[5]相比,强度级别还存在一定差距。
因而研究开发更高强度级别的压力容器用正火高强韧钢,进一步完善我国正火高强度压力容器钢系列,对我国压力容器制造业的发展和品种结构调整具有很好的促进作用,同时也能更好地满足石油、化工、能源、交通、城建等领域对高性能压力容器用钢的市场需求。
江阴兴澄特种钢铁有限公司(以下简称兴澄特钢)2010年投产3500mm 炉卷轧机、2011年投产4300mm 厚板轧机。
经过近十年的品种开发和市场推广,兴澄特钢中厚板产品品种和结构不断完630MPa 级低温罐体用高强高韧钢板的开发杨宏伟吴扬张兴国杨东峰徐君徐清虎(江阴兴澄特种钢铁有限公司,江苏江阴,214429)摘要:介绍了630MPa 级低温罐体用高强钢板的技术要求、实物质量,并进行了焊接试验,结果表明,开发的XC630DR 钢板集高强度、高韧性、低屈强比及优异的焊接性能为一体,完全满足低温罐箱和罐车罐体用高强钢板的技术要求,已成功向国内外用户批量供货。
中低温压力容器用A516GR70钢板的研制

21 A G 7 . 56 R 0钢 板 的技 术 要求 与特 点 1
A 1G 7 5 6 R 0钢 板 采 用 A T 5 6 中 低 温 压 SM A 1 《
力容器用碳素钢板》 标准和用户的个性化技术要
表 1 A 1 G 0化 学 成 分 / 5 6 R7 %
规 格/ m a r C S i M n P S C u N i C r Mo V N b T i A
1 前 言
求 , 有 以下特 点 : 具 1 化学 成分 中碳 含量 根 据 规 格 不 同而不 同 , )
随着全 球 经济 的快 速 发展 , 压力 容器 大 型化 、
高参数化的趋势 日益明显 , 需求量大幅增加 , 使用 条件和环境越来越 苛刻 , 相应地对 压力容器用钢
板 的技 术要 求 也不 断提 高 。 中低 温 压力容 器 用钢
熔炼分 析 ≤l . 25
≤O 2 0 1 .7 .5~ 0 8 .5~ ≤O 0 5≤O 0 5≤O 4 ≤O4 ≤O 3 ≤O 1 ≤O 0 ≤O 0 ≤O 0 ≥O 0 0 .3 .3 .0 .O .0 .2 .3 .2 .3 .2
0. 0 4 12 .O
>1 5~5 ≤ O. 8 2. O 2
Ja g S a y in h n u,Yu S u n n n ne h a ga d Do gE l
(J a o n t l ru o oai i nI nadSe opC r rt n) n r eG p o
Ab t a t T e a t l r s ns t e fa u e ቤተ መጻሕፍቲ ባይዱ n e eo me t fA 6 R7 te l t o du lw tmp r— s r c h r c e p e e t h e t r s a d d v lp n S1 G 0 s lp ae f rme i m/ o e e a i o e
Q370R锅炉和压力容器用钢板的研制
( atuI n& Sel( ru )C . Ld ,C m at t pPo u t nPa t B o r o o t e G o p o , t. o pc S i rd ci ln) r o
第3 3卷
第 3期
上
海
金
属
V 13 o . 3,No 3 . Ma y,2 1 0 1
5 0
21 0 1年 5月
S HANGHAIM ET S AI
Q 7 R锅 炉 和 压 力 容 器 用 钢 板 的 研 制 30
张 军 董瑞 峰 王 栋 孙 丽钢 温利 军
( 钢( 团) 司 薄板坯连铸连轧厂, 头 041 包 集 公 包 100)
建设 工程 的确 立 , 场 对 压力 容 器 用 高 强度 钢 板 市
和( B 51 G 33 低温 压力 容器用低合金钢板 》 标准进 等
增长, 作为战略物资 的石 油天然气储 备量成 为衡量 各国经济持续发展能力 的指标之一 , 国也 在陆续 我 建设 大型 的石油 和液 化天然气储罐 , 由此带 来对常 温 、 温环境下 的锅 炉和压力容器用 钢板 的需 求量 低
有优 良的综合 力 学 性 能 , 是石 油 化 工装 置 中常 用
Q 7 R s e w s tde l uigtets 3 0 t l a u i as d r et e s d o n h .
【 e Wod 】 B ir n rs r V s l t l Q 7 R S e, ehn a Poe i , i Ky rs oe adPe ue es e , 30 t lM cai l r re N l s e Se e c p ts
压力容器相关标准问题的解答

压力容器标准问题解答(第一批)一、所提问题:我单位有一台产品,夹套设计材料为Q235-A,现采用Q235-B代用,请问:该台产品夹套试板是否要按Q235-B进行冲击试验?解答:GB150 10.5.6.5条 Q235-B钢板制壳体,也无须进行试板的冲击试验,更何况代用Q235-A二、所提问题:GB150中钢管标准GB8163壁厚只能用小于等于10,如果大于10是否也能用。
GB9948、GB6749钢管最大直径273,规格太少选用受限制,是否能用GB5310,但GB150中没有推荐用GB5310,请专家解释一下。
解答:由于GB8163的技术要求较低,因此以壁厚小于等于10mm作限制,大于10mm不允许使用。
GB6749的1.1中“根据需方要求,经供需双方协议,可供应表1规定以外的钢管”。
GB9948-88的3.1.1中“管道壳的外径和壁厚应符合GB8163中外径和壁厚的规定”,均不受最大直径φ273mm的限制。
——以上问题由中国通用机械工程总公司秦晓钟教授解答三、所提问题:我们在执行《钢制压力容器焊接工艺评定》JB4708-2000标准中遇到II-1同钢号(16MnR-16MnR)母材工艺评定是否适用于I-1同钢号(Q235-Q235)母材的问题。
按标准中5.3.2.2“……但类别号为II(或组别号为VI-1,VI-2)的同钢号母材的评定适用于该类别号(或该组别号)母材与类别号为I的母材所组成的焊接接头”的规定,由于I-1组别号钢的焊接性能比II-1更好,所以是否可以理解为:类别号II-1同钢号母材的评定适用于I-1同钢号母材所组成的焊接接头?解答:不能如此理解,Ⅱ-1同钢号母材评定不适用于Ⅰ-1同钢号母材所组成的焊接接头。
四、所提问题:JB4708-2000《钢制压力容器焊接工艺评定》中第5.3.4.1“……,如试件经高于上转变温度的焊后热处理或奥氏体母材焊后经固溶处理时仍按原规定执行。
”该条是否是专指焊件规定进行冲击试验的情况?当焊件无冲击试验要求时,是否要遵循“适用于焊件最大厚度1.1T的限制。
压力容器壳体环焊缝局部消应力热处理的强度验算
现 代 工 业 经 济 和 信 息 化
Mo d e m I n d u s t r i a l E c o n o my a n d I n f o r ma t i o n i z a t i o n
T o t l a o f 1 3 0 No . 2 2. 2 0 1 6
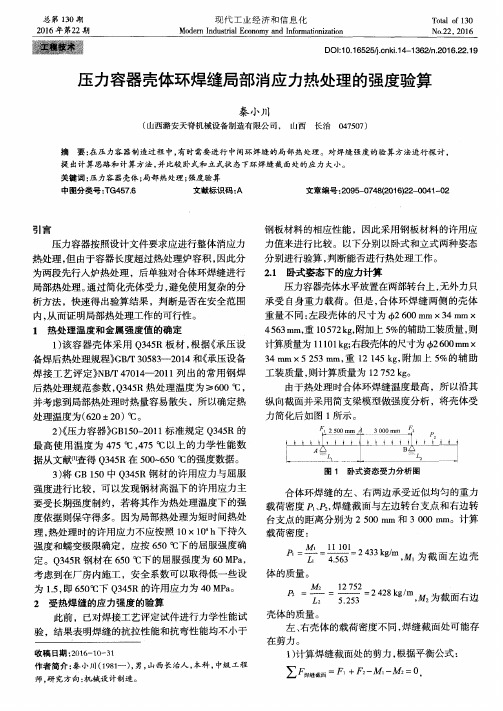
L l 4 5 6 3 体 的质量 。
2 4 3 3 k g / m
, 1 . 1 / , 1 为截 面 左 边 壳 , 隹) ( I l 且 l 红 冗
考 虑 到在厂 房 内施工 ,安全 系数 可 以取 得低 一 些设 为1 . 5 , 即6 5 0 o C 下 Q 3 4 5 R 的许 用应 力 为 4 0 MP a 。 2 受 热焊 缝 的应 力强度 的验 算 此前 ,已对焊 接工 艺评 定 试件 进行 力 学性 能试 验 ,结果 表 明焊缝 的抗 拉 性能 和抗 弯 性能 均 不小 于
2 0 1 6 年 第2 2期
D OI : 1 0 . 1 6 5 2 5 4 . c n k i . 1 4 — 1 3 6 2 / n . 2 0 1 6 . 2 2 . 1 9
压力容器壳体环焊缝局部消应力热处理的强度验算
秦 小川
( 山西潞安天脊 机械设备制造有 限公司 , 山西 摘 长治 0 4 7 5 0 7 )
I I I I I 【I I I I
I I I{ I I I I I } I
兮
B ,
:
图 1 卧式资态受力分析 图
强度进行 比较 , 可 以发现钢材高温下的许用应力主
合体环焊缝的左、右两边承受近似均匀 的重力 要受长期强度制约 ,若将其作为热处理温度下的保守得多。因为局部热处理为短 时间热处 台支 点 的距离 分别 为 2 5 0 0 m m和 3 0 0 0 m m。计 算