ASM焊线机参数指导
最新ASM焊线机操作指导书.pdf
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第 1 页,共 6 页1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择 1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp,,stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有 1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机参数指导ppt课件
X (um) 76.63 74.9 77.9 76.63
77 74.90 77.90 76.61
Y (um) 83.8 81.68 78.3 80.4 83 78.30 83.80 81.44
Z (um) 13.5 14.5 12 13.5 12.5 12 14.5 13.20
N Pad Ball Shear (g)
Y (um) 80
81.68 79.6 78.7 80.4 78.70 81.68 80.08
Z (um) 13.5 14.5 11.5 12.5 14 11.5 14.5 13.20
P Pad Ball Shear (g)
N Pad ball size &
thickness
Min Max Average
5.25
Date/Time
Tue Jun 6 16:03:22 2006 ref:64.07
ASM
Parameter Setting
BQM Setup Rise time 1/2 Power Control 1/2 Power Level 1/2 Mode 1/2
EFO Parameter Current (*0.01)mA EFO time (us) Tail Length
P Pad N Pad
Capillary : GAISER 1551-13-437GM 65(6x120D-8D-10) (CD:2.5mil (63.5um) Tip:6.5mil Hole:1.3mil)
ASM
ASM焊线机操作指导书课件
1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机F15 功能菜单说明

– Maximum Skipped die/strip
• Maximum number of skipped die per strip
ASM
Skip Die Control
• Skip Non stick Die Control
– – – – Skip non stick die NSOP Skip Die NSOL Skip die Missing Ball Skip die
ASM
Skip Die Control
• Skip by Mark Checking
– Check Rej_Indicator only Y/N
• the reject indicator must be taught first to determine the position of the individual cells (an individual reject indicator is called cell) and normal pattern.
– Teach Special Pattern
• Enable - a special pattern should be taught on the die
– Skip (if pattern not found)
Y/N
• Yes - die will be automatically skipped if special pattern taught is not found.
• Device Oxidize Limit Time
– Setting time for the WCTP to open once it is idle
• Memory Verification Warning Msg
ASM焊线机操作指导书课件.doc
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机操作指导书
1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1start single bond按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9Disk utilities→0Hurd Disk program→1load Bond program选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1Die时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机参数指导演示课件

CMLT Ball Size & Gold Remain Issue
- Smaller capillary CD
ATS WB Process
ASM
Material Background & Spec
Die source : Chi-Mei 14 x 17mil chip
Pad Opening : P Pad 94um, N Pad 92um
Bonding Method : BSOB 2 wires
Device : 3020 18 columns x 8 rows
Ball shear spec : > 42g
Ball size spec : Max 85um
Gold remain spec : > 50%
Gold Wire : K&S AW99 1mil (EL 2-7% BL >9g)
N Pad ball size &
thickness
Min Max Average
X (um) 76.63 74.9 77.9 76.63
77 74.90 77.90 76.61
Y (um) 83.8 81.68 78.3 80.4 83 78.30 83.80 81.44
E F O P a ra m e te r C u rre n t (*0 .0 1 )m A E F O tim e (u s ) T a il L e n g th
B S O B W ire P a ra m e te r 2nd Bond ptO S S e a rc h s p e e d 2 C o n ta c t S rc h T h re s h o ld 2 B a s e tim e 1 /2 B a s e p o w e r 1 /2 B a s e fo rc e 1 /2
ASM焊线机的编程方法
ASM焊线机的编程方法ASM焊线机型号大全_ASM焊线机参数解说_ASM焊线机焊接编程的方法:ASM焊线机是常见的一种设备,ASM焊线机进行自动焊接,就要调试ASM焊线机的程序,根据自己焊锡产品的需要,进行焊锡机的编程。
那么ASM焊线机焊接编程的方法有哪些呢?1.准备好焊接的样品准备好需要焊接的样品,固定在ASM焊线机的工作平台上。
2.分析焊接样品同一个焊接样品,可能有大小不同的焊盘,也可能有不同的焊接方式,应该根据相关的焊接工艺的要求,分析焊接样品,确定使用点焊还是拉焊,确定使用多少组焊接参数(WK参数),确定每一个焊点使用哪组焊接参数(WK参数)。
3.调整烙铁组位置,选择合适的烙铁头。
将焊接控制器温度设置为50摄氏度,将送锡器调节成不送锡状态。
不同的焊接样品,可能需要烙铁头在一定的角度和斜度下工作,应该根据相关的焊接工艺要求,适当的调节烙铁组位置。
不同的焊接样品也需要使用不同大小,不同形状,不同功率的烙铁头,所以也应该根据相关的焊接工艺要求有,选择适合的烙铁头。
4.调整焊锡机的装入程序ASM焊线机正常启动,回零后,系统会自动装入默认的作业程序,也可以装入其他程序,或者建立一个新的程序,如果程序不为空,可以按住DEL键程序删除空。
5.选择示教模式按MODE键,将工作模式切换成示教模式,有两种情况,一种是手动模式,一种是微动模式。
按住VEL键可以切换手动移动的快慢速度,快速为手动速度,慢速为微动速度,当速度为手动速度时,页面右下角会显示手动的,当速度为微动速度时,页面右下角会显示微动。
如果在下面的各个步骤中,手动和微动速度不符合要求,太快或者太慢,就需要重新设置手动和微动的速度。
6.ASM焊线机回零按住HOME键,机器执行回零动作,以确保焊点坐标精确。
7.示教焊点坐标。
ASM焊线机F16 功能菜单说明

2
在舊的 looping 控制中影響 looping correction, (LC) Portability Parameters X(LCF) will used for final wire feed Portability 在舊的 looping 控制中,Slope 解決長線弧的補償。 Parameters 指停留多少時間後打火 Head time 是指在下一條線 first search height BH 和 XY 的一 致性。 一般設定 “Auto”.因為速度提高, 使用都可以設定為5-8, 但是須要確定 bonding 的的結果 當 XY 抵達下一條線的 first bond 的位置,機台將自動計算,在 5-8ms 前 BH 將開始由 fir e fire level 移到 search height 的位置
ASM
811 高雄市楠梓加工出口區東三街 4-2 號 1090 10900 10901 10902 10903 Bond Parameter Loop Control Factor 1000 LP Ctrl Factor Slope 0 EFO delay Head Time 5 5 Menu
Taiwan
5
1090846 109085 109086 10909 1090A 1090A0 1090A1 1090A2 1090A3 1090A4
Display Sampling Results EFO Time Adjustment EFO Time Calc Method Unit of Loop Parameter More Angle Wire Compensation
Angle wire Compensation –假如設定為 yes ,角落線將有一個 補償的 profile
ASM AB559A数码管焊线机操作流程
一、系统设定,1、选择焦距对应面,按确定选择PCB1.1、选择设定焊头接触高度,找一个PCB板有线路但又是空白的地方,按确定,机器会自动做完PCB板的接触高度。
1.2、选择设定焦距高度,找一个PCB板有线路但又是空白的地方,按确定,选择自动聚焦,按确定,机器会自动调节清楚,如果没有调节清楚,就按退出键,通过方向键的上、下键按扭来调节,然后按确定。
1.3、选择设定光线等级,找一个PCB板有线路但又是空白的地方,按确定,选择自动照明,按确定,机器会自动调节光线,如果没有调到想要的光线,就按退出键,弹出红同轴光、蓝同轴光、环形光,如选择红同轴光按确定,通过方向键上、下来调整,退出,选择蓝同轴光按确定,通过方向键上、下来调整,退出,选择环形光按确定,通过方向键上、下来调整,退出,调到想要的光线为止,2选择焦距对应面,按确定选择LED2.1、选择设定焊头接触高度,找一个PCB板有LED的地方,使屏幕上的十字线对准芯片的电极中心,按确定,机器会自动做完LED的接触高度。
2.2、选择设定焦距高度,找一个PCB板有LED的地方,按确定,选择自动聚焦,按确定,机器会自动调节清楚,如果没有调节清楚,就按退出键,通过方向键的上、下键按扭来调节,然后按确定。
2.3、选择设定光线等级,找一个PCB板有LED的地方,按确定,选择自动照明,按确定,机器会自动调节光线,如果没有调到想要的光线,就按退出键,弹出红同轴光、蓝同轴光、环形光,如选择红同轴光按确定,通过方向键上、下来调整,退出,选择蓝同轴光按确定,通过方向键上、下来调整,退出,选择环形光按确定,通过方向键上、下键来调整,退出,调到想要的光线为止,3、选择BTO菜单,确定,选择设定BTO(2点),找一个大点的地方进行焊线效准,先找好第一个焊点,按确定,之后再找第二个焊点(你想要的位置)再按确定,之后,机器会自动焊线,焊好线后,按确定,屏幕会出现一个十字线,把第一个焊点的中心移至十字架中心,按确定,校准完成。
ASM-EAGLE全自动焊线机操作规程
ASM-EAGLE全自动焊线机操作规程
1.检查数据线、电源线、气管是否连接正常
2.打开设备总电源、分电源和气泵。
3.打开测试软件,调节到合适的焊线参数。
4.设备焊线加热台预热至合适的焊线温度(一般为150℃)。
5.检查瓷嘴和焊线夹具是否正常
6.将待焊光源放入夹具中试焊,焊好后检查焊线拉力、弧度、焊点等,确认其首检情况。
7.首检通过后,将待焊光源放入聊盒,进行批量焊线。
8.在焊线过程中,每5条光源都需进行一次焊线抽检,确保焊线品质的稳定性。
9.焊线工序完成后,将焊好光源放入干燥柜中进行保存,干燥柜控制条件为温度20~25℃,湿度
40RH%~60RH%。
10.全部测试结束后,退出程序,关闭电源和气泵。
11.整理样品并清理操作台。
注意事项:
1.进行机台操作前请详细阅读ASM-EAGLE全自动焊线机使用说明书。
2.测试机台的气压控制范围为7Kg~8Kg。
3.禁止用手直接接触测试样品,作业时需照规定戴上工作手套及静电环。
4.注意光源与焊线参数的匹配性
5.注意焊线瓷嘴和金线的使用与保存。
ASM焊线机培训教材1
规格型号 1572A-13X-437GM-20D 1583-13-437RF2P-80(68D-10)20D-CZRY
PS1280-2015M
瓷嘴规格尺寸参数
H(mil) CD(mil) T(mil) OR(mil)
1.3
2.0
8.0
1.0
1.3
2.5
8.0
1.0
1.2
2.0
8.0
1.5
FA° 8.0 8.0 8.0
制作: 总经办
过线系统:
机台5S保养
1、用2.0mm内六角扳手扭开 固定螺丝
2、将吹气装置外盖取下
3、用无尘纸沾酒精擦洗吹 气脏污位置
6、调节过线感应器灵敏度, 长按三秒自动校正
5、清洗完之后安装回原来 的位置
4、用无尘纸沾酒精擦洗吹 气外盖脏污位置
制作: 总经办
制作: 总经办
制作: 总经办
培训内容:
➢ 物料信息讲解
• 瓷嘴参数 • 线材 • 支架
➢ 机台操作
• 焊线动作过程 • 瓷嘴更换 • 瓷嘴BTO校正 • 焊点测高 • 穿线切球 • 报警对点处理
➢ 机台5S保养
• 机台表面 • 轨道杂物 • 过线系统
制作: 总经办
物料信息讲解
瓷嘴参数:
瓷嘴厂商 GAISER GAISER Kosma
2、按住鼠标中间键将光标移至焊盘空白 处,点击接受
4、按键盘数字键6,打一个球将光标位 置移至金球中心,点击确认
3、将光标位置移至瓷嘴印中心点击接受 完成BTO校正
制作: 总经办
焊点测高:
机台操作
1、进入测Байду номын сангаас页面焊
2、左上角选择0 Lead按住鼠标中间键将光标移 至焊盘空白处,点击右键进行支架测高
ASM 压焊基本参数培训
ASM Eagle 60/ iHawk 压焊基本参数培训
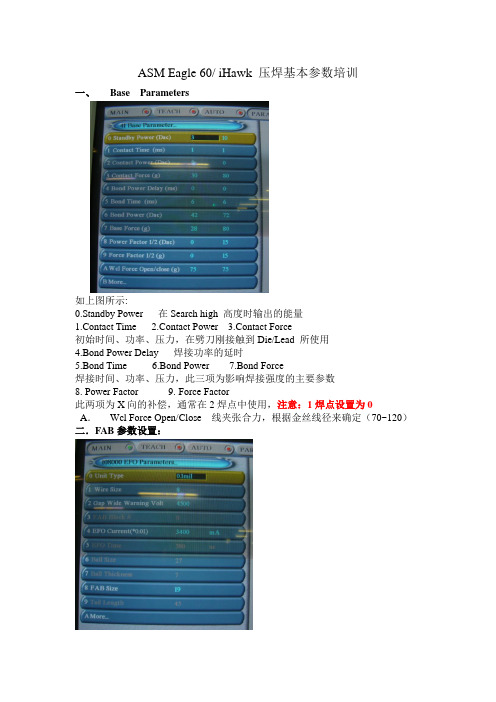
一、Base Parameters
如上图所示:
0.Standby Power 在Search high 高度时输出的能量
1.Contact Time
2.Contact Power
3.Contact Force
初始时间、功率、压力,在劈刀刚接触到Die/Lead 所使用
4.Bond Power Delay 焊接功率的延时
5.Bond Time
6.Bond Power
7.Bond Force
焊接时间、功率、压力,此三项为影响焊接强度的主要参数
8. Power Factor 9. Force Factor
此两项为X向的补偿,通常在2焊点中使用,注意:1焊点设置为0 A.Wcl Force Open/Close 线夹张合力,根据金丝线径来确定(70~120)二.FAB参数设置:
0.Unit Type 单位,mil/um
1.Wire Size 金丝规格
2.Gap Wide Warning V olt 电压
4.EFO Current 电流
8.FAB Size 烧球尺寸
三、BQM模式
1.一般Ist/2nd均选用High/ Normal.
2.2nd可以选择Const - P, 38um以上金丝可以选择Const - I,。
最新整理ASM焊线机操作指导书.docx
最新整理ASM焊线机操作指导书1 目的:规范生产作业,提高生产效率及产品品质.2 范围:SMD焊线站操作人员.3 职责 3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5 作业内容 5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2 型号更换与编程 5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bond program 选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM自动焊线机
ASM 自动焊线机简介目录一、键盘功能简介: 21、键盘位置 22、常用按键功能简介 2二、主菜单(MAIN)介绍: 3三、机台的基本调整: 31、编程 3①.设置参考点(对点) 3②.图像黑白对比度(做PR) 4③.焊线设定(编线) 4④.复制 5⑤.设定跳过的点 5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定 52、校准PR6①.焊点校正(对点) 6②.PR光校正(做光) 6③.焊线次序和焊位校正 63、升降台的调整(料盒部位) 6四、更换材料时调机步骤: 61、调用程序 62、轨道高度调整 73、支架走位调整 74、PR编辑(做PR) 85、测量焊接高度(做瓷嘴高度) 86、焊接参数和线弧的设定 8①.时间、功率、压力设定 8②.温度设定 8③.弧度调整 9④.打火高度设定 9⑤.打火参数及金球大小设定 9五、常见品质异常分析: 101、虚焊、脱焊 102、焊球变形 103、错焊、位置不当 104、球颈撕裂 105、拉力不足 10六、更换磁嘴: 10七、常见错误讯息: 10八、注意事项 11一、键盘功能简介:1、键盘位置:Wire FeedThread WireF4 HeLpF5 F1F6 F2F7 F3CorBnd WcLmpPanLgt PrevClpSol NextCtrtsr EFOZoom Inx789 AI M ↑ MainI M ↓ EdwireIMHm EdPRO/CTK EdVLLNewPg LdPgm456 BO M ↑ PgUpO M ↓ EdLoopOMHm ChgCapClrTk DmBndBond1 23 —InSp PgDn↑Del StopShiftShiftLock0 Num← ↓ →Enter2、常用按键功能简介:数字0—9 进行数据组合之输入移动菜单上下左右之光标Wire Feed 金线轮开关 Thread Wire 导线管真空开关 Shift上档键 Wc Lmp 线夹开关Shift+Pan Lgt 工作台灯光开关 EFO 打火烧球键 Inx 支架输送一单元 Shift+IM ↑ 左料盒步进一格 Main 直接切至主目录Shift+IM ↓左料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+O M ↓右料盒步退一格Ed Loop 切换至修改线弧目录Shift+OM HM换右边料盒Chg Cap换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd切线 Del. 删除键Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN)介绍:0.SETUP MENU (设定菜单)1.TEACH MENU (编程菜单)2.AUTO BOND (自动焊线)3.PARAMETER (参数)4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5.Delete Program——A——STOP),方可建立新程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Summary Result
With smaller CD capillary, smaller ball size can be achieved
Enhancer F2 increased to 28 (was 20) Scrub T1 & Amplitude also increased
Both P & N pads able to achieve >50% gold remain
N Pad ball size & thickness
X (um) 76.63 74.9 77.9 76.63 77 74.90 77.90 76.61 Y (um) 83.8 81.68 78.3 80.4 83 78.30 83.80 81.44 Z (um) 13.5 14.5 12 13.5 12.5 12 14.5 13.20
4000 725 35
Enhancer Parameter Enhancer Mode Enhancer Power Enhancer time Enhancer delay Enhancer StdbyPower Enhancer F1 Enhancer S1 Enhancer S2 Enhancer F2 Enhancer Control Mode Scrub Parameter Scrub Control mode Scrub Offset SPC/SPC2 Scrub Period T1/Cycle Scrub Amp Amplitude ratio Y Scrub Delay Z Scrub Delay SPC Speed SPC Delay Scrub Speed (%) Scrub Direction Scrub Power/Force
ASM
Parameter Setting
BQM Setup Rise time 1/2 Power Control 1/2 Power Level 1/2 Mode 1/2 EFO Parameter Current (*0.01)mA EFO time (us) Tail Length BSOB Wire Parameter 2nd Bond pt OS Search speed2 Contact Srch Threshold2 Base time 1/2 Base power 1/2 Base force 1/2 Base Parameter Standby power 1/2 Contact time 1/2 Contact Power 1/2 Contact Force 1/2 End force Reference Parameter Search height 1/2 3/3 Const P/Const P Lo/Lo Mode A
Min Max Average
Min Max Average
P Pad Ball Shear (g)
P Pad 71.5 59.7 57.7 55.82 67 55.82 71.50 62.34
N Pad Ball Shear (g)
N Pad 75.23 56.76 61.63 61.55 68.11 56.76 75.23 64.66
ASM
CMLT Ball Size & Gold Remain Issue - Smaller capillary CD ATS WB Process
ASM
Material Background & Spec
Die source : Chi-Mei 14 x 17mil chip Pad Opening : P Pad 94um, N Pad 92um Bonding Method : BSOB 2 wires Device : 3020 18 columns x 8 rows Ball shear spec : > 42g Ball size spec : Max 85um Gold remain spec : > 50% Gold Wire : K&S AW99 1mil N Pad P Pad (EL 2-7% BL >9g) Capillary : GAISER 1551-13-437GM 65(6x120D-8D-10) (CD:2.5mil (63.5um) Tip:6.5mil Hole:1.3mil)
Min Max Average
Min Max Average
ASM
Result photo
Best P Pad
Best N Pad
Worst P Pad
Worst N Pad
ASM
After Shear Gold Remain
P pad
100%
P pad
70%
N pad
90%
N pad
80%
ASM
User1 70 5 20 50 20 256 82 28 Advance
58 384 48 20/10 55/50 45/55
50/0 20/0 45/0 55/0 55/0
1A 0/0 20/2 16 Enc 100% 0 168 50% 5 Smpl 50% Ellipse4 45/30
10/8
Scrub only applied to P Pad
ASM
Data
P Pad ball size & thickness
X (um) 78.32 74.53 75.8 75.8 77.9 74.53 78.32 76.47 Y (um) 80 81.68 79.6 78.7 80.4 78.70 81.68 80.08 Z (um) 13.5 14.5 11.5 12.5 14 11.5 14.5 13.20
ASM
Material Background
Machine type : Harrier S/N TE019-052 Software version:
Machine Name : Harrier System Version Site PR BQM WH Servo (Z) Servo (XY) Heater Bonder Date/Time 10.01.33 rev 8 Generic 7.12 Rev 9 1.06 (1.13) 4.76 1.42 1.26 30A 5.25 Tue Jun 6 16:03:2