德国UNGERER飞剪控制原理的简介
飞锯控制原理

飞锯控制原理飞锯控制原理简介飞锯是现代木材加工行业中常见的一种设备,它可以高效地将原木切割成木材板材、木条等木材制品。
飞锯控制原理是指对飞锯设备进行精确、稳定的控制以实现所需的切割操作。
飞锯控制系统通常由硬件和软件两部分组成。
硬件部分主要包括传感器、执行器和控制器,而软件部分则负责采集、处理和控制信号。
传感器常用于检测原木的尺寸、形状和位置等信息,常见的传感器包括光电传感器、激光测距仪等。
这些传感器能够实时地将检测到的信息转换为电信号,并输入给控制器进行处理。
控制器是飞锯控制系统的核心部分,它负责根据传感器输入的信号进行判断和计算,并控制执行器进行相应的动作。
控制器通常采用嵌入式系统,内部包含了运算单元、存储单元和输入输出接口等。
执行器是飞锯控制系统中的执行部分,它负责根据控制器的指令实施相应动作。
常见的执行器包括电动机、气动元件等。
通过控制执行器的工作状态和动作时间,可以实现对飞锯设备的精确控制。
飞锯控制系统的软件部分主要包括采集、处理和控制信号的算法和逻辑。
常见的算法包括图像处理算法、运动控制算法等。
通过这些算法,可以准确地识别原木的形状和位置,计算出最佳的切割方案,并生成对应的控制信号。
飞锯控制原理的核心思想是将传感器采集到的信息转化为控制信号,通过控制器对执行器进行精确的控制,从而实现对飞锯设备的精确控制。
这种控制原理不仅可以提高飞锯设备的加工效率和质量,还可以减少人工操作的错误和劳动强度。
总结起来,飞锯控制原理是通过传感器采集信息、控制器计算和控制、执行器实施动作的方式,实现对飞锯设备的精确控制。
它的实现离不开硬件和软件的配合,其中软件部分扮演着重要角色。
通过飞锯控制原理,我们可以实现高效、精确的木材加工,提升生产效率和产品质量。
飞剪的应用与自动控制原理方法
飞剪的工作原理吕建东2014年3月18号飞剪的逻辑控制过程由PLc系统实现,在上位机系统可设定定尺剪的控制参数(其中包括定尺的长度Ll、定尺数量N、剪切因子等)、启动,停止,测试定尺剪,在生产过程中,由18#机架后面的热金属探测器检测到钢材头部的时间Tn,同时开始计时,根据时问和成品机架的线速度S、热金属探测器到定尺剪交叉位之间的距离LO 可以计算出定尺剪启动剪切的时间点Tn+1。
其中:Tn+1=Tn+(LO+L1‘N)/SPLC系统根据不同的速度、品种规格计算和优化出最佳的剪切曲线㈣,通过DP总线把速度的给定值传送到定尺剪的直流传动系统,完成每一个剪切周期。
1硬件构成及功能棒材生产线一般配置三台剪子,本生产线根据实际的需要增加了一台飞剪,因此本系统又四台飞剪,分别为1#、2#、3#、3B#剪,l#、2#飞剪用于生产过程的切头、切尾、碎断,3#、3B#剪根据上位机系统的设定完成不同规格品种的定尺剪切,把轧件跟据预先设定的长度按不同的倍数进行剪切,分段送到冷床,确保定尺的精度,以提高定尺率,优化产品的技术经济指标。
飞剪动作执行过程包括剪切及定位。
飞剪在正常剪切过程下有三个可能运行状态(运行速度):自动速度、碎断速度、测试速度。
在生产过程中使用最多的之中状态是自动状态。
碎断速度的使用是轧件在生产过程如果出现不正常现象,需要对轧件进行碎断处理时用到。
测试速度主要是作为准备生产前对设备时候正常状态的测试。
飞剪系统由两部分组成:一是直流传动装置,二是逻辑控制单元(属于基础自动化级)。
飞剪的自动速度匹配信号是基础自动化级给定的。
飞剪在剪刀位置安装由位置检测编码器和定位接近开关,在剪机前有热会属探测器。
它的基本原理是:当有轧件来时,热金属检测器HMD检测到轧件信号后,飞剪电机经过启动延时,以超前于前一架轧机线速度一定量的速度启动,达到自动剪切速度值,先加速后匀速,运行至剪切点时,剪刃闭合,对轧件进行剪切。
然后,飞剪进入定位过程。
飞剪的原理

16
双曲柄均速机构
IHI摆式飞剪其匀速机构即是采用的双曲柄机构,以保证剪切时 剪刃的瞬时水平速度与轧件的速度相等。
椭圆齿轮匀速机构也是主轴作不等速运动的,当主动齿轮以均速 回转时,从动齿轮以不等速回转,与双曲柄机构一样,它也是在从 动齿轮角速度最大时进行剪切。
17
由以上分析可知,1、改变主轴转速n及 2、改变空切系数k都可以 改变轧件的定尺长度L。
14
改变剪刃轨迹实现空切
15
三、匀速机构
如前所述,可以通过调节飞剪主轴的转数n来调节轧件的定尺长度 L;但与此同时,在剪切时,必须保持剪刃的水平分速度v与轧件的 速度v0相等。即所谓“速度同步”。实现该功能的机构称之为“匀速 机构”。一般分为以下两类:1. 飞剪主轴作不等速运动;2. 飞剪主 轴作等速运动。
9
§2 剪切长度的调整
根据工艺要求,剪切长度应该为可调的。飞剪设计时应满足这一要 求。由剪切长度 L=V0t=f(t)可知,改变两次剪切的间隔时间t即可改变 剪切长度L。
一、起动工作制飞剪的调长
剪切长度L由光电装置(或热金属探测器)确定:
L=V0t±L′
其中L′为光电装置到飞 剪的距离,V0为轧件的前 进速度,t为飞剪剪切的延 迟时间。在光电装置位于 飞剪前方时取负号,后方 时取正号。
圆盘剪原理
3
圆盘剪结构原理
4
2、滚筒式飞剪
结构:由一对相对转动的、装有剪刃的滚筒组成。 用途:用于轧件(小型材、板带材)的切头、切尾、切定尺。一般厚 度<12mm。用于切头轧件厚度可达45mm。 特点:简单、可靠,可用于高速(V>15m/s),但切口不齐。 用于切头、切尾的采用启动工作制,为适应切头切尾不同形状的要求, 有时在滚筒上安有两把刀分别用于切头切尾。 切定尺采用连续工作制。 作为滚筒式飞剪的变型,可将滚筒以杠杆代代替。 以下为滚筒式飞剪的实例。
飞剪系统介绍

材料在同步时运动的长度: Ssync=2rsin()=77.135mm (1.1)
材料在剪切时运动的长度: Scut=2rsin()=77.135mm (1.2)
设定材料进入同步区的位置为原点,则:
剪切起始位置: xOcut= = 8.567mm (1.3)
三、包米勒旋切、飞剪模块
包米勒用于飞剪的主要功能块如下:
TM_SyncRot_Init:根据控制要求初始化旋切/飞剪功能;
TM_SyncCam_Init:设置同步区的曲线;
TM_MasterEncoder:根据编码器反馈值计算出材料的速度和位置;
TM_SyncRot:根据材料的速度和位置生成当前轴的位置设定值和速度设定值;
[3] 常新宇,王瑞,赵旭.新型钢板切割的飞剪技术开发.机电产品开发与创新.2006,5.
Байду номын сангаас
信息来源: 上海高威科电气技术有限公司() 原文地址:/show_clientele.asp?id=9
剪切结束位置: x1cut =Ssync?x0cut=68.567mm (1.4)
可得关系式: a(x)=arcsin()+ (8.567 ≤ x ≤ 68.567)(1.5)
其中 α(x)-剪切刀在同步区的角度;
x -材料在同步区的位置;
r -剪切刀半径;
速度关系式: = (8.567 ≤ x ≤ 68.567) (1.6)
包米勒伺服系统在飞剪机上的应用
文章录入:GO-WELL 分享 |
摘要:本文介绍了包米勒公司的伺服系统,通过针对飞剪应用开发的功能模块,实现对钢筋进行高速、高精度的定长剪切。本文描述了包米勒飞剪控制的关键技术。
大棒生产线飞剪机简介
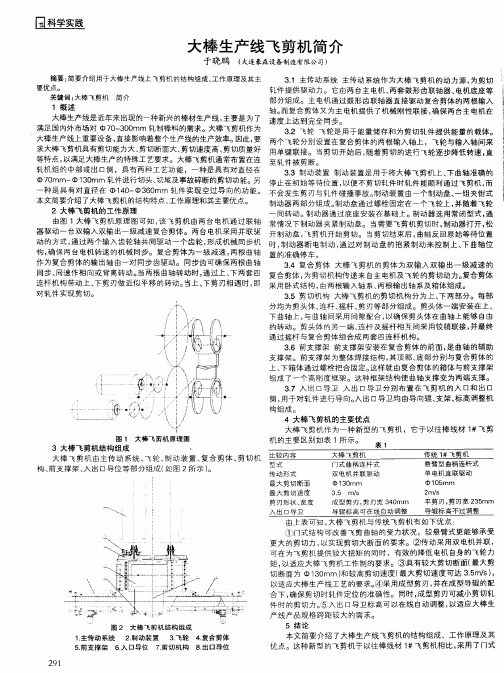
2 大棒 飞 剪 机 的 工 作原 理
分均 为剪头体、 连杆 、 摇杆、 刃等部分组成 。剪头体一端安装在上、 剪 下 曲轴 上 , 曲轴 间采 用 间 隙 配合 , 与 以确 保 剪 头 体在 曲轴 上 能够 自由 的 转动 。剪 头体 的 另 一端 、 杆 及 摇 杆 相 互 间采 用 铰 销 联 接 , 连 并最 终 通 过摇 杆 与 复 合 剪体 组 合 成 两 套 四连 杆 机 构 。 36 前支撑架 前支撑架安装在复合剪体 的前面, 曲轴 的辅助 . 是 支 撑架 。前 支 撑 架 为 整体 焊 接 结 构 , 顶部 、 部 分 别与 复 合 剪体 的 其 底 上 、 箱体 通过 螺栓 把 合 固定 。 样就 由复 合 剪 体 的 箱体 与前 支 撑 架 下 这 组 成 了一 个 高 刚 度 框 架 。这 种 框 架 结 构使 曲轴 支 撑 变 为两 端 支 撑 。 37 入 出 口导卫 入 出 口导 卫 分 别 布 置 在 飞 剪 机 的入 口和 出 口 _ 侧 , 于 对 轧 件 进行 导 向。 出 口导 卫 均 由 导 向辊 、 架 、 高 调 整 机 用 入 支 标
大棒 生产 线飞剪机简介
于晓鹏 ( 大连豪森 设备制 造有限 公司)
摘 要: 简要介绍用于大棒 生产线上飞剪机的结构组成 、 工作原理及其主 31 主 传 动 系 统 主传 动 系统 作 为 大 棒 飞 剪 机 的 动 力 源 , 剪切 . 为 要优 点。 轧 件 提供 驱 动 力 。 它 由两 台主 电机 、 套 鼓 形齿 联 轴 器 、 两 电机 底座 等 关键词 : 大棒飞剪机 简介 部 分 组成 。 主 电机 通 过鼓 形 齿 联 轴 器 直接 驱 动 复 合 剪体 的两 根输 入
轴。 而复合剪体 又为主 电机提供 了机械刚性联接, 保两 台主 电机在 确 大棒生产线是近年来出现的一种新兴的棒材生产线 , 主要是 为了 速度 上 达 到 完 全 同 步 。 ‘ 满足 国内外市场对 7 ~ 0 mm 轧制棒料的需求。大棒 飞剪机作为 030 32飞轮 飞轮是用于能量储存和为剪切轧件提供 能量 的载体。 - 大棒生产线上重要设备 , 直接影响着整个生产线的生产效率。 因此 , 要 两 个 飞轮 分 别 设 置 在 复合 剪 体 的 两 根输 入 轴 上 ,飞 轮与 输 入轴 间采 求大棒飞剪机具有剪切能力大、 剪切断面大、 剪切速度高、 剪切质量好 用 单键 联 接 。 当剪切 开 始 后 , 随着 剪 切 的 进 行 飞轮 逐 步 降低 转速 , 直 等特 点 , 以满 足大 棒生 产 的特 殊 工 艺要 求 。 大棒 飞 剪机 通 常 布置 在 连 至 轧件 被 剪 断 。 轧机组 的中部或出 口侧 ,具有两种工艺功 能,一种是具有对直径在 33 制 动 装置 制动 装置 是 用 于 将 大 棒 飞 剪机 上 、 曲轴 准 确 的 . 下 7 mm一 1 0 0 mm 轧件进行切头、 3 切尾及事故碎断的剪切功能。另 停 止在 初 始 等 待 位 置 , 便 不剪 切 轧 件 时轧 件 能 顺 利 通 过 飞剪 机 , 以 而 种 是具 有对 直 径 在 1 0 4 一中3 O 6 mm 轧 件 实 现 空 过 导 向 的功 能。 不会 发 生 剪 刃 与 轧件 碰 撞 事 故 。 动 装 置 由 一个 制 动 盘 、 制 一组 夹钳 式 本文简要介绍 了大棒飞剪机的结构特点 、 工作原理和其主要优点。 制动 器 两 部 分 组成 。 动 盘通 过 螺 栓 固 定在 一个 飞轮 上 , 随着 飞 轮 制 并
横切飞剪控制系统分析

横切飞剪控制系统分析1.飞剪剪切过程控制在横切飞剪控制系统中, 飞剪的剪切过程可分为四个阶段: 启动、加速、同步(剪切) 和回零。
飞剪剪切周期及飞剪速度控制曲线见图1:图1 飞剪速度控制曲线(1) 剪切开始飞剪剪刃在0°位置, 速度为0。
此时喂料辊以Vs 机列线速度送料。
在飞剪控制器计算的启动控制下, 飞剪开始启动, 进入加速阶段, 以一个恒定加速度A 加速到与机列线速度Vs 同步, 进入同步阶段, 保持剪刃速度与机列线速度Vs 同步, 即在160°~200°区保持Vs 速度, 在180°时剪刃重合剪切。
过200°以后进入回零阶段, 进行剪刃回原点控制, 原点时剪刃速度为零, 此时飞剪完成一个剪切周期。
(2) 剪切启动控制在控制系统中, 剪刃开始启动, 加速到与机列线速度同步, 剪刃的加速度是一个恒定不变的量A ,所以对于相同的机列线速度V s, 加速所需的时间t是相等的, 也即是对于不同的板材长度剪切, 飞剪何时启动是一个关键量, 可直接影响成品板材的剪切精度, 飞剪的启动点是一个用长度来描述的量。
(3) 飞剪加速控制在控制系统中, 飞剪的加速控制是整个剪切过程控制系统的核心。
加速过程是指从剪刀以零速度启动, 以一个恒定的加速度A 加速到与机列速度V s 同步,在工艺上要求刀刃重合时的剪刃线速度也就是剪切速度VBCU T 必须与机列线速度V s 相等。
在加速控制中采用的是速度控制和位置控制的综合控制, 也就是在速度目标值的基础上附加上对位置偏差的调节, 从而有效地提高了剪刀的控制精度, 提高了板片的剪切精度。
(4) 飞剪同步控制其控制思想在剪刃位置到达160°以前与加速控制过程相似, 只在控制参数方面有所不同; 进入剪切前后(160°~200°) 在同步控制上采用的方式是保持原有的速度目标值, 只进行速度控制, 取消附加电流, 目的仍是保持剪刃线速度与机列速度同步,180°时, 上下剪切重合为剪切点。
德国机械鸟组成和动作原理

解读德国“聪明鸟”的扑翼机构(组成和动作原理)自从电视台播放了德国人“聪明鸟”的飞行录像后,它一直在吸引着我。
为此,我曾无数次地观看了由老鹰先生提供的录像资料。
一直在关注着该鸟扑翼机构的组成和动作原理。
今天想就该鸟的组成和动作原理做一解读,以愿与有兴趣的社友共同讨论。
组成:经解化后的组成如下图所示:图--(1)组成有:前后支架,翅膀主骨,翅膀副骨,翅膀外翼主骨,翅膀骨架固定轴,动力齿轮,翅膀付轴,联动板,三合一连杆,1#~5#支架,前缘,后缘,筋。
这1#~5#支架的结构中都有一个有一定宽度的圆孔:图--(2)它的直径与翅膀主骨的直径相等,用来与翅膀主骨作同轴配合。
1#~5#支架的前缘端点与前缘构件焊合,后缘端点与后缘构件焊合。
联动板与筋构成一个整体(图中绘成了两个构件),筋与1#~5#支架的合适位置焊合在一起。
付翼主骨的外端点焊合在一起。
如此,整个翅膀的所有构件就组成了一个整体。
动作原理:为了便于叙述,将5#支架左侧的翅膀称为主翼,右侧部分称为副翼。
整个翅膀的动作由三部分作成:1.主翼的扑打动作;2.副翼的扑打动作;3.主付翼的扭转动作。
主翼的扑打动作:其实,主翼的扑打动作是由一个简单的四连杆机构就可以完成:主翼的扑打动作:图--(3)它由动力齿轮带动连杆,连杆带动翅膀主骨摆动翅膀。
如果将其绘成机构简图,如图--(4)所示:图--(4)动画:翅膀主骨运动付翼的扑打动作:相较主翼的扑打动作付翼的扑打动作就比较复杂。
它是由一个四边形机构,借助主翼摆动机构中的连杆的带动来完成。
它的动作既与主翼同步,又有与主翼之间存在相对运动的动作。
图--(5)将其绘成机构简图如图--(6):图--(6)在图--(4)中三合一连杆是由三个构件组成的:主连杆,副连杆,左连接板。
其实这三个构件已经构成了一个三角形,它是一个稳定的平面建构,所以可以将其合并成一个构件。
故称三合一连杆。
由图--(5)可以看出,当三合一连杆在曲柄的带动下,左右摆动的同时,也带动翅膀副骨的运动,在翅膀副骨的带动下,付翼主骨也就产生运动。
飞剪电控原理

飞剪电控原理
飞剪电控原理指的是飞剪机器中的电子控制系统所采用的原理。
飞剪是一种常用的金属切割机器,它使用刀具来割裁金属材料。
飞剪电控系统主要由感应器、处理器、执行器等几个主要部分组成。
感应器是飞剪电控系统中最重要的部分之一。
它通过传感器来监测切割刀和切割区域的位置和状态变化,并将这些信息传送到处理器。
处理器将感应器收集到的信息进行处理、分析,然后用控制电路来控制执行器的运动。
执行器执行处理器发送的指示,根据指示来控制刀头的上下运动,以实现金属材料的切割。
执行器一般采用电动机、液压缸等实现。
飞剪电控系统的设计必须考虑到刀具的材料、物理结构、运动速度和切割的质量等因素。
通过优化电子控制系统的设计和参数设置,可以提高飞剪的效率、降低切割误差和保证切割的精度。
NJ实现飞剪与追剪功能
NJ追剪与飞剪区别及实现方法共通技术名称:NJ追剪与飞剪区别及实现方法目的:使用NJ完成追剪、飞剪功能实验时间:12-09-28系统配置:NJ501-1500试验箱NJ是欧姆龙新一代高功能PLC,内置有完善的运动控制功能,本文主要介绍了自己使用NJ 实现追剪与飞剪的方法,提供给大家以作参考。
首先介绍追剪与飞剪的定义以及区别方法。
1、飞剪:剪切机构一般为圆周运动,与被剪切物体同向运动,通过改变剪切机构运行中的速度,达到改变剪切长度的目的。
2、追剪:剪切机构平行于被剪切物体,剪切机构做往复运动,通过改变在非同步区的速度达到改变剪切长度的目的。
共同点:飞剪与追剪都分为非同步区与同步区的概念,要求同步区剪切机构与被剪切机构速度相同。
不同点:飞剪是圆周运动,同步区小,但是可以做高速运动。
追剪是往复运动,同步区大,可以完成较为复杂的剪切、冲压等动作。
一、实现内容使用NJ实现追剪与飞剪功能。
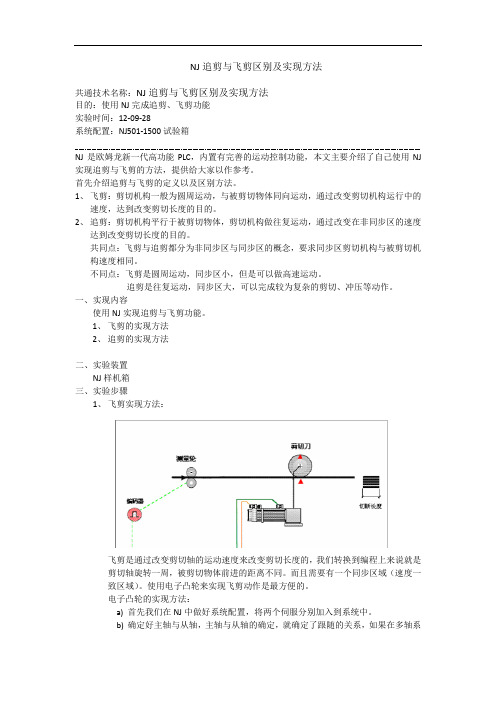
1、飞剪的实现方法2、追剪的实现方法二、实验装置NJ样机箱三、实验步骤1、飞剪实现方法:飞剪是通过改变剪切轴的运动速度来改变剪切长度的,我们转换到编程上来说就是剪切轴旋转一周,被剪切物体前进的距离不同。
而且需要有一个同步区域(速度一致区域)。
使用电子凸轮来实现飞剪动作是最方便的。
电子凸轮的实现方法:a)首先我们在NJ中做好系统配置,将两个伺服分别加入到系统中。
b)确定好主轴与从轴,主轴与从轴的确定,就确定了跟随的关系,如果在多轴系统中,需要仔细确认,因为剪切轴需要根据被剪切轴的速度来运行,所以我们设定被剪切轴为主轴,剪切轴为从轴。
电子凸轮功能实现的要求:主轴要求从0开始,从小到大排列,不能有重复数据。
从轴要求从0开始,数据排列无要求。
根据以上两点,我们可以看出,无法直接使用被剪切轴作为主轴来使用,我们添加一个虚轴来代替被剪切轴使用。
c)虚轴:虚轴设定为0-360的环形计数模式,虚轴旋转一周,剪切轴完成一次剪切动作,两轴之间做电子凸轮运动d)被剪切轴:被剪切轴与主轴之间使用电子齿轮功能,通过修改电子齿轮比来修改被剪切轴的速度,也就修改了裁切的长度。
飞剪控制
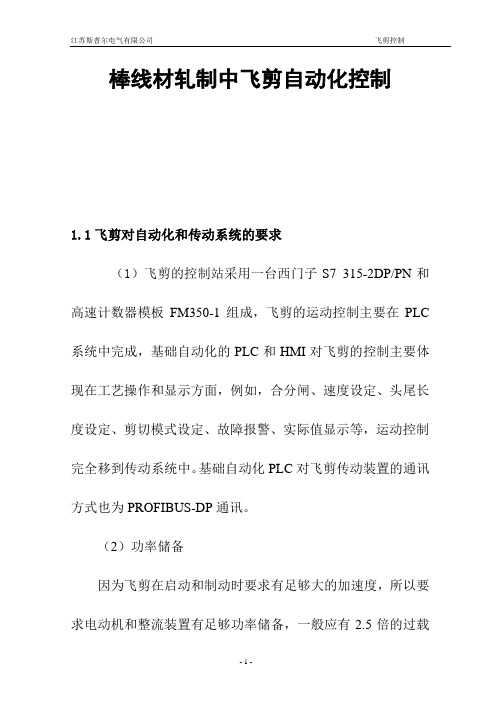
棒线材轧制中飞剪自动化控制1.1飞剪对自动化和传动系统的要求(1)飞剪的控制站采用一台西门子S7 315-2DP/PN和高速计数器模板FM350-1组成,飞剪的运动控制主要在PLC 系统中完成,基础自动化的PLC和HMI对飞剪的控制主要体现在工艺操作和显示方面,例如,合分闸、速度设定、头尾长度设定、剪切模式设定、故障报警、实际值显示等,运动控制完全移到传动系统中。
基础自动化PLC对飞剪传动装置的通讯方式也为PROFIBUS-DP通讯。
(2)功率储备因为飞剪在启动和制动时要求有足够大的加速度,所以要求电动机和整流装置有足够功率储备,一般应有2.5倍的过载能力。
虽然剪切的工作周期比较短,发热量有限,但是如果像倍尺飞剪那样间歇时间不够长,也应当考虑散热的问题。
(3)速差补偿实际中轧件的线速度并不恒定,而剪刃的启动时间是按照轧件匀速运动的条件进行计算的,其结果使得剪切长度不准确。
因此,要求传动控制系统对轧件速度变化进行补偿。
通常采用速差电流的方法进行补偿。
这种补偿的方法本质上是一种微分反馈的原理。
补偿的原理如图1所示。
转速设定值转速实际值速差电流补 偿 值电流设定值电流实际值系数速差阈值电流调节器图1 速差电流补偿的原理图速差电流补偿的另一个好处是使电动机的速度严格跟随设定值。
在加速段中,电动机的速度波形成为标准的三角形,启动时间的计算值和实际值吻合精度很高。
在减速段中,可以使剪刃按照计算值准确地停在停止位。
(4)速度检测和位置检测目前的传动装置多用增量型脉冲编码器作为速度检测。
利用传动装置中脉冲计数功能就可以得到剪刃的位置信号。
剪刃实际位置的百分值由下式求出i P C K act ⨯⨯=144420θ (3)式中,act θ: 位置实际值;K 42: 位置计数器的计数值;C 0: 编码器每周脉冲数;P 144: 倍频数;I: 减速机减速比。
在上下剪刃的合口位置处安装接近开关,把接近开关的信号作为位置计数器的清零信号。
浅谈飞剪控制原理与电气知识

浅谈飞剪控制原理与电气知识发布时间:2021-06-07T15:52:29.820Z 来源:《基层建设》2021年第4期作者:杨惠惠[导读] 摘要:本轧钢厂在2006年开始了棒材线二期工程,建立了两条棒材生产线,其中小棒生产线引入了当时最先进的轧钢生产线,使用了KOCKS轧机组,同年完成热调试,使得轧钢厂综合实力大幅度提升。
江阴兴澄特种钢铁有限公司江苏江阴 214400摘要:本轧钢厂在2006年开始了棒材线二期工程,建立了两条棒材生产线,其中小棒生产线引入了当时最先进的轧钢生产线,使用了KOCKS轧机组,同年完成热调试,使得轧钢厂综合实力大幅度提升。
本文主要讲述了生产线中使用的飞剪设备,介绍飞剪的原理和相关的电气知识,同时也分享了本人作为电气工程师在飞剪项目中的一些改进和创新,请同行多多指导。
关键词:飞剪、控制原理、电气知识 1飞剪控制要点小棒生产线引入的飞剪是回转式飞剪,主要原因是小棒生产线的生产速度较快,并且钢坯轧件的断面面积较小。
使用回转式飞剪可以确保剪切精度,同时该飞剪使用了启停式制动方式,相对于传统的机械离合器式制动方式,启停式制动方式不会受到电磁阀响应速度、机械离合器制动器摩擦片的磨损、气缸控制延时等因素的干扰,确保了剪切精度。
飞剪在小棒生产线的主要任务是对钢坯切头、切尾、异常时的钢坯切断,所以飞剪运行一共有三种模式:定尺剪头模式、定尺剪尾模式、事故连续断钢模式,由于小棒生产线的速度较快,飞剪需要满足一下几个条件才能够完成剪切任务:(1)飞剪的剪刃的水平速度应该等于或稍大于钢坯的辊道运送速度。
(2)飞剪的剪刃运行一圈后仍然回到原始位置。
(3)飞剪的剪刃与钢坯端部平行。
飞剪的精确控制直接影响了钢坯定尺的精度,一旦控制发生失效,就会造成飞剪的误动,一旦失控,很容易造成以下情况:(1)钢坯头部弯曲后顶住辊道侧板造成钢坯冷条。
(2)钢坯直接撞击到飞剪剪刃上造成飞剪设备的损坏。
所以飞剪的精确控制一直是本钢厂研究的重要课题之一。
飞剪的应用与自动控制原理方法

飞剪的应⽤与⾃动控制原理⽅法飞剪的⼯作原理吕建东2014年3⽉18号飞剪的逻辑控制过程由PLc系统实现,在上位机系统可设定定尺剪的控制参数(其中包括定尺的长度Ll、定尺数量N、剪切因⼦等)、启动,停⽌,测试定尺剪,在⽣产过程中,由18#机架后⾯的热⾦属探测器检测到钢材头部的时间Tn,同时开始计时,根据时问和成品机架的线速度S、热⾦属探测器到定尺剪交叉位之间的距离LO 可以计算出定尺剪启动剪切的时间点Tn+1。
其中:Tn+1=Tn+(LO+L1‘N)/SPLC系统根据不同的速度、品种规格计算和优化出最佳的剪切曲线㈣,通过DP总线把速度的给定值传送到定尺剪的直流传动系统,完成每⼀个剪切周期。
1硬件构成及功能棒材⽣产线⼀般配置三台剪⼦,本⽣产线根据实际的需要增加了⼀台飞剪,因此本系统⼜四台飞剪,分别为1#、2#、3#、3B#剪,l#、2#飞剪⽤于⽣产过程的切头、切尾、碎断,3#、3B#剪根据上位机系统的设定完成不同规格品种的定尺剪切,把轧件跟据预先设定的长度按不同的倍数进⾏剪切,分段送到冷床,确保定尺的精度,以提⾼定尺率,优化产品的技术经济指标。
飞剪动作执⾏过程包括剪切及定位。
飞剪在正常剪切过程下有三个可能运⾏状态(运⾏速度):⾃动速度、碎断速度、测试速度。
在⽣产过程中使⽤最多的之中状态是⾃动状态。
碎断速度的使⽤是轧件在⽣产过程如果出现不正常现象,需要对轧件进⾏碎断处理时⽤到。
测试速度主要是作为准备⽣产前对设备时候正常状态的测试。
飞剪系统由两部分组成:⼀是直流传动装置,⼆是逻辑控制单元(属于基础⾃动化级)。
飞剪的⾃动速度匹配信号是基础⾃动化级给定的。
飞剪在剪⼑位置安装由位置检测编码器和定位接近开关,在剪机前有热会属探测器。
它的基本原理是:当有轧件来时,热⾦属检测器HMD检测到轧件信号后,飞剪电机经过启动延时,以超前于前⼀架轧机线速度⼀定量的速度启动,达到⾃动剪切速度值,先加速后匀速,运⾏⾄剪切点时,剪刃闭合,对轧件进⾏剪切。
飞剪系统介绍

飞剪系统介绍包米勒伺服系统在飞剪机上的应用文章录入:GO-WELL 分享 |摘要:本文介绍了包米勒公司的伺服系统,通过针对飞剪应用开发的功能模块,实现对钢筋进行高速、高精度的定长剪切。
本文描述了包米勒飞剪控制的关键技术。
关键词:飞剪包米勒钢筋横切伺服驱动系统伺服电机驱动系统驱动器伺服系统一、飞剪应用介绍飞剪应用于钢铁加工行业,是指在钢筋送料过程中驱动剪切刀运动实现钢材的定长剪切。
因为飞剪运动在剪切过程中不需停止送料,并能在加工过程中自由修改剪断长度和送料速度,所以大大提高钢筋剪切的加工效率。
包米勒提供全系列大功率范围的同步/异步伺服电机以及高性能B maXX 系列伺服系统。
B maXX系列伺服驱动器由驱动级PLC 控制,该驱动级PLC 通过背板总线与伺服驱动器快速同步存取/访问数据,并支持IEC 61131-3 多任务实时操作系统。
Baumueller 公司专为飞剪、旋切和追剪等应用开发了系列功能块,方便实现这三类应用。
二、系统结构图1 为包米勒飞剪应用的系统构成。
其送料单元由送料驱动系统控制,负责平稳无打滑的送料;剪切单元由剪切伺服系统控制,它根据设定的切断长度和送料的速度,驱动剪切刀对钢筋进行定长剪切。
伺服系统控制参数如切断长度、送料速度等由人机界面输入;材料的速度和位置由编码器反馈到剪切驱动系统。
编码器信号来源分为被动式和主动式:■ 被动式:由安装在测量轮上的编码器反馈材料速度和位置;优点是测量轮由材料带动旋转,检测值为材料的实际速度和位置;缺点是信号波动较大。
■ 主动式:由送料电机编码器反馈材料速度和位置;优点是信号平稳,波动小;缺点是当材料与送料轮之间打滑时送料电机编码器反馈信号不能准确反应材料实际速度和位置。
三、包米勒旋切、飞剪模块包米勒用于飞剪的主要功能块如下:TM_SyncRot_Init:根据控制要求初始化旋切/飞剪功能;TM_SyncCam_Init:设置同步区的曲线;TM_MasterEncoder:根据编码器反馈值计算出材料的速度和位置;TM_SyncRot:根据材料的速度和位置生成当前轴的位置设定值和速度设定值;TM_DriveEncoder:根据转速设定值控制当前轴的运动。
恩格勒拉弯矫技术优势
Advantage of Ungerer’s tension levelling line恩格勒恩格勒公司拉弯矫技术优势公司拉弯矫技术优势1. UNGERER has a long term tradition of more than 110 years in the world market, is worldwide famous and the leading producer for the Stretched bend and levelling line.恩格勒在全球市场有着长达110多年的业绩史多年的业绩史,,是拉伸弯曲矫直机组的世界著名领导制造商是拉伸弯曲矫直机组的世界著名领导制造商。
UNGERER was the first company which designed and produced the first leveler in 1910 and the first tension-levelling system as well in the world. Since that time, UNGERER has a very high reputation in the world for individual clients such like, Acelor, Acerinox, Alcan, Alcoa, Angang, BaoGang, Hitachi, KobeSteel, Mitsubishi, Poongsan, Rhenalu, Samsung, ThyssenKrupp, Wieland, Harada Metal, NGK, Nippon Mining, Kemper Wisco, etc., and is well known as a first class address for high developed technologies.恩格勒在1910年设计和生产了世界上第一台矫直机和第一套张力矫直系统。
飞剪的原理

飞剪的原理
飞剪,又称为飞剪刀,是一种常见的家用剪刀,其原理是利用杠杆原理和剪刀
的刀口设计,使得使用者可以轻松地剪断各种材料。
飞剪的原理非常简单,但却十分有效,下面我们来详细介绍一下飞剪的原理。
首先,飞剪的主要原理是杠杆原理。
杠杆原理是物理学中的一个重要概念,它
指的是利用杠杆的作用,通过施加力臂和阻力臂的不同位置,来实现力的放大或缩小。
在飞剪中,剪刀的两个剪刀刃就是构成了一个杠杆,当我们用手指夹住剪刀柄,施加力后,剪刀刃就会产生一个旋转的作用,从而实现了剪断材料的目的。
其次,飞剪的刀口设计也是其原理的关键。
飞剪的刀口通常是由两个刀刃组成,其中一个刀刃是平直的,另一个刀刃是呈波浪状的。
这种设计有利于在剪断材料时,能够更容易地穿透材料,同时也减小了剪刀刃与材料的摩擦力,使得剪刀更容易切割各种材料。
此外,飞剪的材质和刀口锋利度也是其原理的重要因素。
飞剪通常采用优质不
锈钢制成,这种材质具有优良的硬度和耐腐蚀性,能够保持剪刀长时间的锋利度。
而刀口的锋利度则决定了剪刀的切割效果,一把锋利的飞剪可以轻松地剪断各种材料,而锋利度不足的飞剪则会导致剪刀切割效果不佳。
总的来说,飞剪的原理是基于杠杆原理和刀口设计的,通过施加力臂和阻力臂
的作用,以及刀口的设计和材质选择,使得飞剪能够轻松地剪断各种材料。
因此,在日常生活中,我们可以利用飞剪来剪纸、布料、塑料等各种材料,而且由于其原理简单而有效,所以飞剪也成为了家庭和办公室中不可或缺的工具之一。
高精度飞剪的原理和应用
高精度飞剪的原理和应用
高精度飞剪是一种高效节约材料的精密切削技术,可以实现超快速、超精密的飞切加工,能够满足局部复杂曲面的加工要求,它的应用范围比较广泛,可用于塑料、玻璃、金属、硅、复合材料等加工制作。
高精度飞剪技术充分利用空气动力,在剪切过程中将切削面悬浮,使其保持立体姿态,从而防止材料变形和损坏,从而达到高精度的加工要求。
高精度飞剪与传统的激光切割工艺相比,具有更室节省能源、减少设备工作负担和减少切削时间等优点,能够更大程度增强工件的精度。
高精度飞剪的应用,它可以用来加工塑料、玻璃、金属、陶瓷和复合材料等,它可以处理内外圆柱体、开孔、刻度、斜度、曲面等复杂零件,也可以用于半导体、微束材料加工等,是制作复杂零件的理想选择。
此外,高精度飞剪还可以满足装配和安装的要求,为工业界提供更高的精度和效率。
Umgerer飞剪测量轮液压回路改造

Umgerer飞剪测量轮液压回路改造
范爱华
【期刊名称】《冶金设备管理与维修》
【年(卷),期】2003(021)003
【摘要】分析了Umgerer飞剪测量轮液压回路压力波动对其控制钢板剪切长度公差的影响及改进措施.
【总页数】1页(P27)
【作者】范爱华
【作者单位】武钢设备部,武汉,430083
【正文语种】中文
【相关文献】
1.龙门式机床铣磨头平衡液压缸液压回路改造 [J], 郑魏
2.Ungerer飞剪测量轮液压系统的改进 [J], 陈赛
3.Ungerer高速横剪测量轮液压回路改造 [J], 李建钢
4.齿轮泵的液压回路改造 [J], 于国芹;刁永安
5.阳极整形机组横送装置液压减速回路改造 [J], 江志强
因版权原因,仅展示原文概要,查看原文内容请购买。
剪切机原理介绍
• 高剪切机的剪切原理
一、高剪切如何工作
• 高速剪切机的本质是颗粒的破碎。要使分 散相颗粒破裂,必须对颗粒表面提供足够 的外来能量,在此能量作用下颗粒发生变 形,当变形力超过使颗粒维持原状的界面 张力或强度极限时,颗粒就会破裂。
• 研究表明,液滴的变形、破裂及流体力学 的稳定性,主要取决与无因次韦伯准数We, 以及分散相粘度与连续相粘度之比R,
湍流时的最大剪切力,分析方法与层流相似。
层流最大剪切应力
槽道内流动:流体内的最大流速及所受到的最 大剪切力与液体流动方向上的压力梯度成正比, 最大速度在槽道壁面处。
转定子之间流动:液体在转定子之间成为旋转流,转 定子之间存在速度梯度,产生剪切力。转子速度大, 定转子间隙越小,则最大剪切越大。 最大剪切力在转子壁面处。
流动型态是由雷诺数决定,流体在直管中流动时流动状态开
始变为湍流时的雷诺数称为临界雷诺数,若大于临界雷诺
数,则流体就属于湍流流动,反之流体就属于层流流动。对 于高粘度流体,一般均处于层流状态,而对于非均相流体, 除高粘度流体外大多是处于湍流状态。
最大剪切应力
层流时的最大剪切力,液体分别在转定子的槽 道里和转定子之间流动,分别进行分析。高粘 度物料一般处于层流状态。
湍流最大剪切应力
槽道内流动:与层流类似,湍流运动的脉动 特性使其具有传递扩散性,从而使物料的粉 碎过程中能更产生很好的分散,且剪切效果 是层流数倍以上。
转定子之间流动:同上
二、高频压力波动
• 根据伯努利方程,流体所具有的动能和压 力之和是常数,因此突然的高速流体会造 成压降,当压力低到工作流体的饱和蒸汽 压时,就会沸腾,产生大量的气泡,当压 力升高后,气泡又会破裂。产生的高速微 射流,速度可以达到100m/s到300m/s这一 高度,微射产生的脉冲压力接近200Mpa, 这就是空穴效应。空穴效应发生在粒子旁 边就会导致粒子的破裂。