PE管焊接参数
常用PE管焊接过程中的数据及注意事项

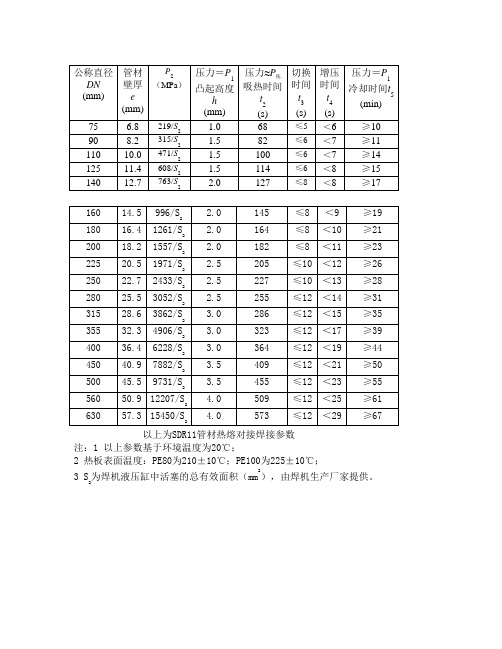
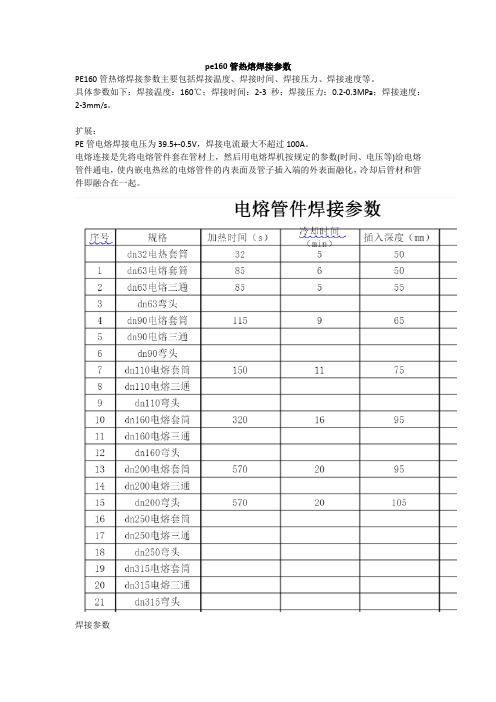
常用管径PE管焊接过程中一些关键数据及注意事项---MrWang常用PE管热熔焊接参数SDR11管径DN (mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)90 82 ≥11 4~6 315/s2 110 10 100 ≥14 7~11 471/s2 160 145 ≥19 11~15 996/s2 200 182 ≥23 13~16 1557/s2 250 227 ≥28 14~18 2433/s2 315 286 ≥35 15~22 3862/s2管径DN (mm)壁厚e(mm)凸起高度h(mm)吸热时间t2(s)冷却时间t5(min)卷边(2)宽度范围(mm)焊接规定压力P2(MPa)90 ~ ~ ~ ~110 63 9 4~6 305/s2 160 91 13 6~9 646/s2 200 114 15 7~11 1010/s2 250 142 19 9~13 1578/s2 315 179 23 13~18 2505/s2 1、热板表面温度:PE80为210±10℃,PE00为225±10℃。
2、S2为焊机液压缸中活塞的总有效面积(mm2),由焊机生产厂家提供。
3、P1=P拖+P2(P1:总的焊接压力;P拖:拖动压力,MPa)t1----卷边达到规定高度的时间;t2----焊接所需的吸热时间,t2=管材壁厚×10;t3-----切换所规定的时间;t4-----调整到压力P1所规定的时间;t5-----冷却时间。
注意事项:1、切削平均厚度不宜大于,一般切削总厚度。
2、错变量不应大于壁厚的10%。
3、翻边最低处不应低于管材表面。
4、翻边每隔50mm进行180度背弯试验,不应有开裂、裂缝、接缝处不得露出熔合线。
5、设备应定期校准和检定,周期不宜超过一年。
电熔焊接1、电熔连接设备应定期进行校准和检定,周期不宜超过一年。
110pe管电熔焊接参数
110pe管电熔焊接参数标题:110PE管电熔焊接工艺参数详解一、引言电熔焊接是聚乙烯(PE)管道施工中的一种重要连接方式,尤其在110PE管的安装过程中,其焊接质量直接影响到整个管道系统的安全性和稳定性。
本文将详细阐述110PE管电熔焊接的主要参数,以便于操作人员正确理解和掌握。
二、主要焊接参数1. 加热时间:加热时间是电熔焊接的重要参数之一,对于110PE管来说,加热时间一般根据管材壁厚、环境温度以及焊机功率等因素综合确定。
通常,厂家会提供详细的电熔焊接时间表,操作者应严格按照规定的时间进行加热。
2. 加热电压与电流:电压和电流的选择应与焊机及PE管件相匹配,过高或过低都可能影响焊接效果。
对于110PE管,常规的电熔焊接电压通常在220V至380V之间,电流则依据管件规格及焊机性能设定。
3. 冷却时间:焊接完成后,必须有足够的冷却时间让PE材料充分熔融并固化,形成稳定的分子链结构。
对于110PE管,冷却时间一般不少于规定时间(如厂家推荐的2小时),在此期间禁止对焊接部位施加任何外力。
4. 焊接压力:在焊接过程中,确保管材与管件间的接触压力适当,避免因压力不足导致熔融材料无法充分填充接口,或因压力过大而挤出过多熔融料,影响焊接质量。
5. 清洁度与对中度:虽然不属于直接的焊接参数,但在焊接前需确保管材端面干净无杂质,并保证对接时的同心度,这对于电熔焊接的成功与否同样至关重要。
三、结论准确控制上述各项焊接参数,严格执行焊接工艺流程,是保障110PE管电熔焊接质量的关键。
同时,建议定期对焊机进行检查和维护,确保设备性能稳定,以提高焊接作业的整体效率和质量水平。
在实际操作中,应结合具体工程条件,按照相关标准和规范进行细致的操作和严格的质量监控。
pe管热熔焊接压力参数

pe管热熔焊接压力参数(原创版)目录一、PE 管热熔焊接概述二、PE 管热熔焊接的压力参数三、PE 管热熔焊接的操作步骤四、PE 管热熔焊接的注意事项正文一、PE 管热熔焊接概述PE 管热熔焊接是一种用于连接聚乙烯(PE)管材和管件的方法,通过加热管材和管件的接口,使其熔融后相互融合,从而实现连接。
这种方法具有连接强度高、密封性能好、施工简便等优点,广泛应用于燃气、给水、排水等领域的管道连接工程。
二、PE 管热熔焊接的压力参数在 PE 管热熔焊接过程中,压力是一个重要的参数。
压力的大小直接影响到焊接的质量和效果。
在实际操作中,需要控制好压力,以确保焊接的稳定性和连接强度。
1.冷却压力:在热熔焊接过程中,需要对焊接部位施加一定的冷却压力,以保证熔融的 PE 材料在冷却过程中充分结合。
冷却压力的大小需要根据管材的规格和焊接设备的性能来调整。
2.夹紧压力:在焊接过程中,需要通过夹具将待焊接的 PE 管材和管件固定在对接机上,以确保焊接的精度和稳定性。
夹紧压力的大小应适中,过大可能导致管材和管件变形,影响焊接质量;过小则可能导致焊接位置不稳定,影响焊接效果。
三、PE 管热熔焊接的操作步骤1.准备工具和材料:根据焊接任务的要求,准备好所需的 PE 管材、管件、焊接设备以及支撑物等。
2.将 PE 管材和管件固定在对接机上:按照管材尺寸使用夹具,将需焊接的 PE 管材和管件固定在对接机上。
3.清理管口:用刷子和棉布块将管口的氧化层、油污、尘埃清除干净,以确保焊接质量。
4.设定加热板温度:根据管材规格和厂家提供的数据,设定加热板温度在 200~230 之间。
5.接通焊机电源:打开加热板、铣刀和油泵开关,并进行试运行。
6.检查管端并铣削:检查管端是否平整,如有错位或间隙,需用铣刀进行铣削。
7.加热管材:将待焊接的 PE 管材放在加热板上,加热至熔融状态。
8.焊接:在管材熔融状态下,将管材和管件的对接部位翻边,使其充分结合,然后撤去加热板,加压冷却,使熔融的 PE 材料固化。
联塑pe管热熔焊接参数

联塑pe管热熔焊接参数联塑PE管热熔焊接参数热熔焊接是PE管连接中常用的一种方法,通过加热和压力使管材熔融并连接在一起。
正确的热熔焊接参数的选择对于焊接质量的保证至关重要。
本文将从焊接温度、焊接压力和焊接时间三个方面来探讨联塑PE管热熔焊接的参数选择。
一、焊接温度的选择焊接温度是影响焊接质量的重要参数之一。
对于联塑PE管,一般建议选择200℃~250℃的焊接温度。
在这个温度范围内,PE材料可以充分熔融并形成均匀的焊缝。
同时在焊接过程中,要保持焊接温度的稳定性,避免温度过高或过低导致焊接缺陷的产生。
二、焊接压力的选择焊接压力也是影响焊接质量的重要参数之一。
焊接压力过大会导致焊缝挤出过多,焊缝变薄甚至断裂;焊接压力过小则无法保证焊缝的牢固性。
对于联塑PE管,建议选择0.4MPa~0.8MPa的焊接压力。
在焊接过程中,要保持恒定的焊接压力,并确保焊接区域的压力均匀分布,以确保焊缝的质量。
三、焊接时间的选择焊接时间是指焊接头加热的持续时间。
焊接时间过长会使焊接部位过热,可能导致焊接区域变形或烧穿;焊接时间过短则无法充分熔融PE材料,焊缝的牢固性得不到保证。
一般情况下,联塑PE管的焊接时间为5~10秒。
在焊接过程中,要根据管材的尺寸和厚度来合理选择焊接时间,并严格控制焊接时间的准确性。
在实际操作中,还需要注意以下几点:1. 确保焊接头和管材的表面清洁,无油污、灰尘等杂质;2. 确保焊接头和管材的对齐度,避免偏位或错位;3. 确保焊接机的温度控制准确可靠,避免温度波动过大;4. 焊接过程中要避免过度挤压,以免产生焊缝挤出现象;5. 焊接完成后,要进行冷却处理,确保焊缝的固化和牢固性。
总结起来,联塑PE管热熔焊接参数的选择需要根据具体情况来确定,包括焊接温度、焊接压力和焊接时间。
合理选择这些参数,可以保证焊接质量和连接的可靠性。
在实际操作中,还需要注意焊接头和管材的清洁、对齐度、设备的温度控制以及焊接过程中的挤压和冷却处理等因素。
PE管道焊接参数
(s)
切换
时间
t3
(s)
增压
时间
t4
(s)
压力=P1
冷却时间t5
(min)
110
6.3
305 /S2
1.0
63
≤5
<6
9
125
7.1
394/S2
1.5
71
≤6
<6
10
140
8.0
495/S2
1.5
80
≤6
<6
11
160
9.1
646/S2
1.5
91
≤6
<7
13
180
10.2
818/S2
1.5
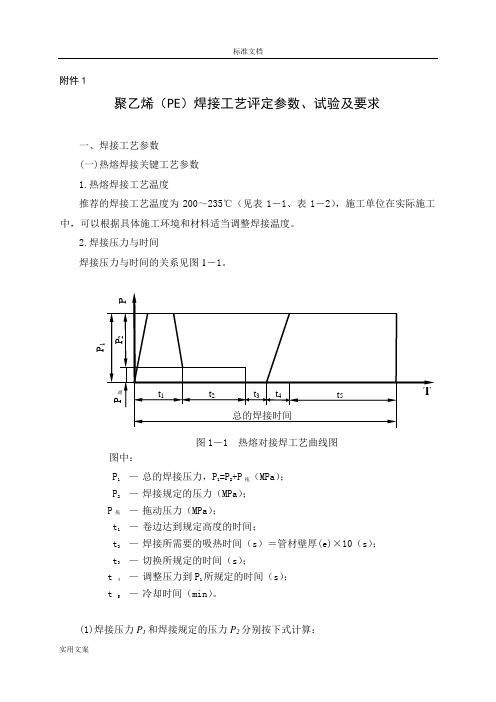
公称直径
DN
(mm)
管材
壁厚
e
(mm)
P2
(MPa)
压力=P1
凸起高度
h
(mm)
压力≈P拖
吸热时间
t2
(s)
切换
时间
t3
(s)
增压
时间
t4
(s)
压力=P1
冷却时间t5
(min)
75
6.8
219/S2
1.0
68
≤5
<6
≥10
90
8.2
315/S2
1.5
82
≤6
<7
≥11
110
10.0
471/S2
1.5
100
≤6
<7
≥14
125
11.4
608/S2
1.5
114
≤6
<8
≥15
140
12.7
pe管热熔焊接压力参数

pe管热熔焊接压力参数
在PE管热熔焊接过程中,常见的压力参数包括焊接压力和表冷压力。
这些参数对焊缝质量和接头强度都有着重要影响。
1. 焊接压力:指的是在热熔焊接过程中施加在PE管材上的压力。
焊接压力的大小直接影响到焊缝的紧密度和接头的强度。
通常,焊接压力的选择取决于管材的直径和壁厚,一般在0.1-0.3 MPa的范围内。
2. 表冷压力:指的是在焊接完成后,保持管材冷却过程中施加在接头周围的压力。
表冷压力的作用是防止焊缝在冷却过程中出现缩孔和裂纹,提高接头的质量。
一般,表冷压力的选择取决于管材的直径和壁厚,一般在0.05-0.1 MPa的范围内。
需要注意的是,具体的压力参数应根据管材的特性、焊接环境和设备的要求等综合考虑,以保证焊缝的质量和接头的强度。
此外,操作人员在进行热熔焊接时,应根据相关规范和经验确定适当的压力参数,并进行严格控制和监测。
110pe管电熔焊接参数
110pe管电熔焊接参数摘要:一、110pe管电熔焊接简介1.110pe管的定义和用途2.电熔焊接的原理和方法二、110pe管电熔焊接参数1.焊接电压2.焊接电流3.焊接速度4.焊接温度5.冷却时间三、110pe管电熔焊接操作步骤1.准备工作2.焊接过程3.焊接结束后的处理四、110pe管电熔焊接质量控制1.焊接质量对管道工程的影响2.如何保证焊接质量正文:一、110pe管电熔焊接简介110pe管,即公称直径为110mm的聚乙烯(PE)管,是一种广泛应用于给水、排水、燃气、通信等工程领域的管道材料。
电熔焊接是一种将两个PE 管通过高温加热至焊接熔融状态,并通过外部电流作用下实现连接的方法。
这种方法具有操作简便、焊接强度高、接头密封性能好等优点。
二、110pe管电熔焊接参数1.焊接电压:根据不同PE管材的类型和厚度,焊接电压选择范围在200-300V之间。
电压过高可能导致熔融过度,使焊接接头变脆;电压过低则熔融不足,影响焊接强度。
2.焊接电流:焊接电流通常为焊接电压的10倍左右,以保证焊接过程的稳定。
电流过大可能导致管道局部过热,影响管道性能;电流过小则焊接速度过快,影响焊接质量。
3.焊接速度:焊接速度应根据管材厚度、焊接电流和焊接电压综合考虑。
速度过快可能导致焊接接头不牢固,影响管道使用寿命;速度过慢则导致生产效率降低。
4.焊接温度:焊接温度应控制在一定范围内,以保证焊接接头性能稳定。
温度过高可能导致焊接接头变形,影响使用;温度过低则焊接强度不足,易发生断裂。
5.冷却时间:焊接结束后,需要对焊接接头进行冷却处理。
冷却时间过短可能导致焊接接头强度不足;冷却时间过长则影响生产效率。
三、110pe管电熔焊接操作步骤1.准备工作:检查焊接设备是否正常,确保PE管材表面干净、无油污、无划痕。
2.焊接过程:将两根PE管材对接,通过焊接设备加热至焊接温度,然后施加电流进行焊接。
在焊接过程中,应随时监控焊接参数,确保焊接质量。
聚乙烯(PE)焊接实用工艺评定全参数
适用范围
焊工考试项目代号
热熔焊接
dn≤250mm
HW-1
dn>250mm
HW-2
电熔焊接
规格尺寸不限
EW
二、考试内容
(一)PE焊工基本理论知识内容
1.燃气压力管道安全知识、法规及常见施工规范;
2.聚乙烯(PE)管道原材料的有关基本知识;
3.聚乙烯(PE)管材、管件的标准和技术要求;
4.焊接设备、焊接辅具、量具的种类、名称、使用、工作原理和维护;
图2-1 考试试件的形式
图2-2 考试试件的组合件形式示意图
三、焊工考试成绩评定
(一)PE焊工基本知识考试满分为100分,60分为合格。
(二)PE焊工焊接操作技能考试需要通过焊接操作过程和检验试件进行综合评定。各考试项目的试件按本条规定的检验项目进行检验,各项检验合格时该考试项目为合格。
试件的检验项目及要求见表2-3,每个试件先进行焊接过程的考核和外观检查,检查合格后再进行其它项目的检验。考试试件应当在焊工考委会保存6个月。
(5)环应力:
①PE 804.5Mpa;
②PE 1005.4 Mpa;
(6)试验温度80℃
焊接处无破坏,无渗漏
GB/T6111-2003
(三)电熔鞍形焊接工艺评定试验及要求见表1-5。
表1-5电熔鞍形焊接工艺评定试验及要求
序号
试验项目
试验参数
试验要求
试验方法
1
外观
-
附件4,五
附件4,五
2
撕裂剥离试验
附件4,四
3
dn<90挤压剥离试验
23℃±2℃
剥离脆性破坏百分比不大于33.3%
GB 15558.2中规定
pe管热熔焊接压力参数

pe管热熔焊接压力参数(原创实用版)目录一、PE 管热熔焊接概述二、PE 管热熔焊接的压力参数三、PE 管热熔焊接的步骤四、PE 管热熔焊接的注意事项正文一、PE 管热熔焊接概述PE 管热熔焊接是一种常见的塑料管焊接方法,适用于各种聚乙烯(PE)管材和管件的连接。
热熔焊接通过加热管材和管件,使其熔融后相互融合,从而实现牢固的连接。
这种方法具有操作简便、连接强度高、密封性能好等优点,广泛应用于燃气、给排水、排污等领域的管道连接工程。
二、PE 管热熔焊接的压力参数在 PE 管热熔焊接过程中,压力是一个重要的参数。
压力的大小直接影响到焊接的质量和效果。
在实际操作中,需要根据管材的规格和厚度来调整压力。
一般来说,压力越大,焊接的熔融程度越高,但同时也会增加管材和设备磨损的风险。
因此,在操作过程中应根据实际情况选择合适的压力参数。
三、PE 管热熔焊接的步骤PE 管热熔焊接的步骤可以概括为以下几个:1.准备工具和材料:与管材规格一致的卡瓦、夹具、刷子、棉布块等。
2.固定管材和管件:将需焊接的 PE 管和管件固定在对接机上,使用夹具确保牢固。
3.清理管口:用刷子和棉布块清除管口的氧化层、油污和尘埃,确保管口干净。
4.设定加热板温度:根据管材尺寸和厂家提供的数据,设定加热板温度在 200~230 之间。
5.接通电源并试运行:接通焊机电源,打开加热板、铣刀和油泵开关,进行试运行。
6.检查管端并铣削:检查管端是否平整,如有错位或间隙,使用铣刀进行铣削。
7.加热管材:加热管材至熔融状态,观察管材熔融程度。
8.翻边焊接:取下加热板,将管材接口翻边,使其与管件对接,施加适当的压力,保持一段时间直至冷却。
四、PE 管热熔焊接的注意事项1.在焊接过程中,应随时观察管材和管件的熔融情况,避免过度加热导致管材变脆或损坏。
2.焊接时,确保管材和管件的端面平整,无错位和间隙,以保证焊接质量。
3.焊接完成后,自然冷却至室温,不要立即进行下一步操作,以免影响焊接效果。
pe160管热熔焊接参数
pe160管热熔焊接参数
PE160管热熔焊接参数主要包括焊接温度、焊接时间、焊接压力、焊接速度等。
具体参数如下:焊接温度:160℃;焊接时间:2-3秒;焊接压力:0.2-0.3MPa;焊接速度:2-3mm/s。
扩展:
PE管电熔焊接电压为39.5+-0.5V,焊接电流最大不超过100A。
电熔连接是先将电熔管件套在管材上,然后用电熔焊机按规定的参数(时间、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面融化,冷却后管材和管件即融合在一起。
焊接参数
参考上表,Pe160法兰电熔焊接参数是加热320S,冷却16min,深度为95mm。
110pe管电熔焊接参数
110pe管电熔焊接参数(实用版)目录1.110pe 管电熔焊接概述2.电熔焊接参数3.参数对焊接质量的影响4.焊接操作注意事项5.结论正文【110pe 管电熔焊接概述】110pe 管电熔焊接是一种用于聚乙烯(PE)管材连接的常见焊接方式。
电熔焊接是通过电流加热焊接部件,使其熔融后相互融合,从而实现管材连接的方法。
相较于传统的热熔焊接,电熔焊接具有焊接速度快、效率高、质量稳定等优点,被广泛应用于给排水、燃气输送等领域。
【电熔焊接参数】电熔焊接参数主要包括焊接电压、焊接电流和焊接时间。
这些参数的选取会影响到焊接的效果和质量。
1.焊接电压:通常在 220V-380V 之间选择,具体数值需要根据焊接设备的性能和管材的厚度来确定。
2.焊接电流:焊接电流的大小决定了焊接时的热量,影响焊接速度和焊接质量。
通常情况下,焊接电流与管材的直径和壁厚成正比。
3.焊接时间:焊接时间决定了焊接部位加热的时间长度,过长或过短都会影响焊接质量。
合理的焊接时间应保证焊接部位充分熔融,但又不过度烧焦。
【参数对焊接质量的影响】焊接参数对焊接质量有重要影响。
电压、电流和时间三者相互作用,共同决定焊接效果。
如果参数选择不合理,可能会导致焊接不牢固、漏水、熔痕等问题。
【焊接操作注意事项】1.在焊接前,应确保管材的端面平整、无砂石等杂物,避免焊接时出现故障。
2.在焊接过程中,要注意观察焊接部位的熔化情况,根据实际情况调整焊接参数。
3.焊接完成后,应进行充分的自然冷却,避免立即承受压力导致焊接部位变形。
4.对于复杂的焊接部位,可采用多层焊接法,以保证焊接质量。
【结论】110pe 管电熔焊接是一种高效、可靠的管材连接方式。
110pe管电熔焊接参数

110pe管电熔焊接参数【原创实用版】目录1.110pe 管电熔焊接概述2.电熔焊接参数3.参数影响及选择4.参数设置步骤5.注意事项正文【110pe 管电熔焊接概述】110pe 管电熔焊接是一种用于连接聚乙烯(PE)管的焊接方法,具有操作简便、连接强度高、接口密封性好等优点。
在给水、排水、燃气等领域的管网工程中得到广泛应用。
【电熔焊接参数】电熔焊接参数主要包括:焊接电压、焊接电流、焊接时间、冷却时间等。
【参数影响及选择】1.焊接电压:焊接电压直接影响焊接过程中的能量传递,电压过高或过低都会导致焊接质量下降。
一般选择在 220-280V 之间。
2.焊接电流:焊接电流决定焊接过程中的熔化程度,电流过大易烧焦,过小则熔化不充分。
通常选择在 30-80A 之间。
3.焊接时间:焊接时间决定了 PE 管熔化的充分程度,过长或过短都会影响焊接质量。
一般控制在 3-8 秒之间。
4.冷却时间:冷却时间对焊接接头的结晶度和强度有很大影响。
冷却时间过短,接头强度不足;冷却时间过长,会导致接头脆化。
通常冷却时间为 8-15 秒。
【参数设置步骤】1.根据管材直径、壁厚选择合适的电熔管件。
2.根据电熔管件的参数,选择合适的焊接电压和电流。
3.根据管材的材质、厚度、管径等因素,确定焊接时间和冷却时间。
4.在焊接过程中,严格控制焊接电压、电流、时间,确保焊接质量。
5.焊接完成后,检查接头质量,如不合格,需重新焊接。
【注意事项】1.焊接前,确保 PE 管表面清洁、无油污、灰尘等。
2.焊接过程中,注意观察焊接接头的熔化情况,避免烧焦或熔化不充分。
3.焊接完成后,对接头进行充分的冷却,以保证接头的强度和密封性。
第1页共1页。
pe管热熔焊接压力参数

PE管热熔焊接压力参数热熔焊接是一种常用的PE管连接方式,它通过加热和熔融两端的管材,然后使其连接在一起。
在进行PE管热熔焊接时,合理的焊接压力参数是保证焊接质量的重要因素。
本文将介绍PE管热熔焊接的压力参数及其影响因素。
热熔焊接的基本原理热熔焊接是一种通过加热和熔融两端管材的方法,然后使其连接在一起的工艺。
它适用于PE管以及其他热塑性塑料管的连接。
热熔焊接的基本原理是将加热板加热到合适的温度,并将它们分别接触到两端的管材上。
在加热板的作用下,管材开始熔融,然后将两段熔融的管材合并在一起。
待冷却后,管材之间形成坚固的连接。
热熔焊接的压力参数在进行热熔焊接时,合适的焊接压力是确保焊接质量的重要因素。
过高或过低的焊接压力都会影响到焊缝的质量。
以下是一些常见的热熔焊接压力参数:1.焊接压力:焊接压力是指施加到管材上的压力。
一般而言,适当的焊接压力可以使熔融的管材更好地粘合在一起,从而提高焊缝的质量。
但是,过高的焊接压力可能会导致管材变形或破裂,过低的焊接压力可能导致焊接面积不够,从而影响焊缝的强度。
因此,在设置焊接压力时需要根据具体情况进行调整。
2.保持压力:保持压力是指在熔融的管材连接在一起后,需要保持一定的压力,直到焊缝完全冷却。
保持压力的目的是确保焊缝充分接触,从而使管材连接更牢固。
保持压力过高可能导致管材破裂,过低则可能导致焊缝不牢固,因此需要根据实际情况确定合适的保持压力。
3.加热板压力:加热板压力是指加热板施加到管材上的压力。
合适的加热板压力可以使管材更好地接触加热板,从而均匀加热管材,使其快速熔融。
过高的加热板压力可能导致管材挤压变形,过低则可能造成加热板与管材接触不紧密,从而影响加热效果。
影响热熔焊接压力参数的因素1.管材类型:不同类型的PE管在热熔焊接时需要不同的焊接压力参数。
不同的PE管材具有不同的熔点和熔体粘度,因此需要根据具体情况调整焊接压力参数。
2.管材直径:管材直径对热熔焊接的压力参数有一定影响。