ASME焊接标准与中国电力行业焊接标准之比较
螺旋钢管有哪些标准
螺旋钢管标准概述螺旋钢管是一种由钢带卷曲并焊接而成的管材,广泛应用于石油、天然气、化工、电力、水力等各个领域。
为了规范生产和使用,各种标准对螺旋钢管的材质、尺寸、检验方法等方面的要求进行了详细规定。
本文将介绍一些常见的螺旋钢管标准。
1. API STD 1109API STD 1109是美国石油学会制定的标准,该标准规定了高压管线钢管的性能要求和检验方法,以确保其安全可靠地用于石油和天然气的输送。
2. ASME B31.3ASME B31.3是美国机械工程师协会制定的标准,主要规定了压力容器用钢制管材的制造、检验和试验要求,包括螺旋钢管。
3. ISO 3183ISO 3183是国际标准化组织制定的标准,主要规定了石油和天然气工业用无缝钢管的性能要求和检验方法,其中包括螺旋钢管。
4. GB/T9711-2017GB/T9711-2017是中国国家标准,该标准规定了石油天然气工业用焊接钢管的分类、尺寸、性能要求和检验方法等,适用于输送石油、天然气等流体用焊接钢管。
5. GB/T3091-2015GB/T3091-2015是中国国家标准,主要规定了低压流体输送用焊接钢管的尺寸、外形、重量和使用条件等,适用于水、煤气、空气等低压流体输送用焊接钢管。
6. SY/T5037-2018SY/T5037-2018是中国石油天然气行业标准,该标准规定了石油天然气输送用螺旋焊管的分类、尺寸、性能要求和检验方法等,适用于石油、天然气等流体输送用螺旋焊管的生产和使用。
总之,不同的标准对螺旋钢管的要求各有侧重,但都以确保产品的安全性和可靠性为目标。
在实际生产和应用中,需要根据具体需求选择合适的标准进行参考和执行。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介绍

MCC 与JGJ81比较《钢结构焊接规范》调整、新增内容
4 在第五章“焊接连接构造设计”,对设计施工图和制作详图的 焊接技术要求给出了明确规定,并建议作为强条,这样规定有 利于钢结构焊接工程各方职责分明,避免由于相互扯皮影响工 程质量;
5 参照《钢结构设计规范》GB/T50017 ,并借鉴欧美国家先进标 准规定,结合国内特点,对焊接质量等级的划分原则作出了规 定,增加了对铁路、公路桥焊缝质量等级的划分要求;
结构类型— 桁架结构
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 桁架结构
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 桁架结构 (国家大剧院构件)
MCC GB50661《钢结构焊接规范》编制介绍
结构类型— 网架结构(深圳市民广场)
MCC GB50661《钢结构焊接规范》编制介绍
EN ISO 15613《金属材料的焊接工艺评定-基于预生产 焊接试验的评定》
EN ISO 15614《金属材料的焊接工艺评定-焊接工艺试 验》(共13分册)
MCC 国内外钢结构焊接标准体系介绍
1.1 欧洲标准
1.1.3 焊工考试标准 BS EN 287《熔化焊焊工考试》(共3个分册) EN 1418《全机械自动熔化焊及电阻焊焊接操作工考试》 EN ISO 9606《熔化焊焊工考试》(共5个分册) EN ISO 14732《全机械自动熔化焊及电阻焊焊接操作工
1.1 欧洲标准
1.1.2 焊接工艺及评定标准 BS EN 1011 《金属弧焊焊接标准》(共5个分册) BS EN 288 《焊接工艺评定标准》(共9个分册,现基本
已被EN ISO 15607~14取代) EN ISO 14555《金属材料的电弧螺柱焊》 EN ISO 15607《焊接工艺评定通用准则》 EN ISO/TR 15608《焊接工艺评定材料分组》 EN ISO 15609《金属材料的焊接工艺评定-焊接工规程
专家对RCC-M-ASME-III-以及我国核设备标准的理解
我国核电设备标准现状及今后标准化工作的思考发布时间:2008-10-30 阅读次数:149 信息来源:上海发电设备成套设计研究院1 我国核电设备标准化的现状1.1 我国核电设备设计制造采标情况(1)核岛机械设备:我国核电建设经历不同的发展阶段,采用或参考了多国技术,造成了我国核电厂堆型多样化,因此目前核岛机械设备设计和制造所采用的规范标准是根据不同的核电技术路线而确定。
目前在我国核岛机械设备设计和制造中主要使用的是RCC-M 和ASME BPVC Ⅲ,以及国内的EJ(EJ/T)等系列标准。
(2)核电设备材料核电设备材料所采用的规范标准是根据技术方案而定,由于国情不同和缺乏相应的研究和应用实践,我国的材料标准与国外相应标准中的材料牌号、性能都很难对应。
目前我国核岛机械设备材料的采购,主要使用RCC 系列、ASME 及ASTM 等标准(规范)。
我国已有的核电设备材料(包括焊材等)对应的标准缺口较大,无法满足我国核电设备建造需要。
因此核电设备材料的采购只能采用相应的国外标准。
(3)核电仪控、电气设备:我国在仪控、电气设备方面的标准体系比较完整。
“十一五”期间还将根据IEEE 和RCC-E 制修订若干相应国内标准,以补充和进一步完善仪控、电气设备的标准体系,但数字化控制方面是空白。
目前在核电仪控、电气设备方面除使用国内GB、GB/T、EJ、EJ/T、JB/T 等标准以外,还采用IEEE、IEC 和RCC-E 等系列标准。
(4)常规岛机械设备:我国在火力发电领域经历多年的发展,设计制造技术和标准建设都已经相当成熟,而且常规岛系统设备不涉及核安全分级,因此,在常规岛系统设备的设计、制造、运行、改造等活动中基本采用我国的国家标准、电力、机械等行业标准。
这些标准已能够满足600MW 等级常规岛设备的建造需要。
我国还没有掌握1000MW 等级以上的半转速汽轮发电机组的设计制造技术,也没有相应的国家和行业技术标准。
管道焊接标准

单位技术总负责人批准,并应将返修的次数、部位、返修后的无损检测结果和技术总负责人批准字样记入压力容器证明书的产品制造变更报告中。
④返修的现场记录应详尽,其内容至少包括坡口形式、尺寸、返修长度、焊接工艺参数(焊接电流、电弧电压、焊接速度、预热温度、层间温度、后热温度和保温时间、焊材牌号及规格、焊接位置等)和施焊者及其钢印等。
⑤要求焊后热处理的压力容器,应在热处理前焊接返修,如在热处理后进行焊接返修,返修后再进行热处理。
⑥有抗晶间腐蚀要求的奥氏体不锈钢制压力容器,返修部位仍需保证原有的抗晶间腐蚀性能。
⑦压力试验后需返修的,返修部位必须按原要求经无损检测合格。
由于焊接接头或接管泄漏而进行返修的,或返修深度大1/2壁厚的压力容器,还应重新进行压力试验。
钢制压力容器及其受压元件应按GB 150的有关规定进行焊后热处理。
2.? 钢制压力容器(GB 150-1998)本标准规定了钢制压力容器的设计、制造、检验和验收要求,适用于设计压力不大于35MPa的容器;本标准内容有:范围、引用标准、总论、材料、内压圆筒和内压球壳、外压圆筒和外压球壳、封头、开孔和开孔补强、法兰、制造、检验和验收及附录(内容有材料的补充规定、指导性规定、低温压力容器、非圆形截面容器、焊接结构等)。
3.? 电力建设施工及验收技术规范(管道篇)(DL 5031-1994)本规范是中华人民共和国电力行业标准,内容有总则、术语、管子、管件和管道附件及阀门的检验,管子、管件及管道附件的配制;管道安装,管道系统的试验和清洗以及工程验收。
本标准介绍弯管、卷管、支架制作及管道安装技术工艺以及管道系统的试验和清洗,同时应参阅如下标准:弯管弯曲半径应符合设计要求,设计无规定时,弯管的最弯曲半径应符合行业标准DL/T 515《电站弯管》;管子的切割应符合现行的DL 5007《电力建设施工及验收技术规范<火力发电厂焊接篇>》的相应规范。
现将总则摘录如下,供参考。
①本规范适用于火力发电厂和热力网的下列管道的配制、施工及验收。
ASME标准与《焊接工艺评定规程》DLT868对比分析
ASME标准与《焊接工艺评定规程》DLT868对比分析摘要:通过ASME标准和国标在焊接工艺评定记录进行对比分析表明,ASME标准在母材分组、母材评定厚度、评定的母材范围方面要求均高于DLT868标准,但ASME标准在母材管径的评定适用范围并不限制。
此外ASME标准中对其未收录的材料在焊接工艺评定记录方面要求更加的严格。
关键词:焊接工艺评定记录;对比分析;国标。
Abstract: The ASME and GB standard for welding procedure qualification record of the comparative analysis shows that ASME has higher requirement in standard in regarding base material grouping, qualified base material thickness, range of qualified base material than of the DLT868 standard. Howe ver, the ASME standard doesn’t limit the range of diameter of qualifiedbase material. In addition, the ASME standard has much more rigorous requirement for testing of the material that not included in the welding procedure qualification.Keywords: welding procedure qualification record; comparison and analysis; GB standard.1 前言目前,锅炉、压力容器等行业对焊接工艺主要采用美国标准、欧洲标准、国际通用标准、国标或行业标准。
论文 究竟那些焊缝需要做焊接工艺评定

究竟那些焊缝需要做焊接工艺评定四川川锅锅炉有限责任公司 i摘要 为了便于大家更好的理解那些焊缝需要进行焊接工艺评定,本人特地查阅了相关的标准,这些标准包括相关的中国国家标准(能源部、电力行业、石油行业、核电等)、ASME标准、AWS标准、EN/ISO 标准以及JIS标准。
关键字 焊接工艺评定;1 现行的国内外焊接工艺评定标准(仅部分)1.1 国内标准1.1.1 NB/T47014(JB/T4708)-2011《承压设备焊接工艺评定》1.1.2 DL/T 868-2004 《焊接工艺评定规程》1.1.3 DL/T 1117-2009 《核电厂常规岛焊接工艺评定规程》1.1.4 SY/T 4103-2006 《钢质管道焊接及验收》1.1.5 SY/T 4117-2010 《高含硫化氢气田集输管道焊接技术规范》1.1.6 DL/T 5017-2007 《水电水利工程压力钢管制造安装及验收规范》1.1.7 JB/T 4734-2002 《铝制焊接容器》1.1.8 JB/T 4745 2002 《钛制焊接容器》1.1.9 JB/T 4756-2006 《镍及镍合金制压力容器》1.1.10 EJ/T 1027-1996 《压水堆核电厂核岛机械设备焊接规范》(从EJ/T 1027.11到17)1.2 国外标准Ⅸ《焊接和钎接评定-焊接和钎接工艺,焊工、钎接工、焊机和钎机操作工的评定标准》1.2.1 ASME1.2.2 AWS D1.1-D1.1M 《钢结构焊接规范》1.2.3 AWS D1.6-D1.6M 《不锈钢焊接规范》1.2.4 ASME Ⅲ-2004 《核设施部件构造规则第1册 NC分卷2级部件》1.2.5 ISO 15614 -2004 《金属材料焊接程序的规范和鉴定(英文版,德文版)》1.2.6 JIS B 8285-2010 《压力容器焊接规程的鉴定试验》1.2.7 RCC-M 2000版+2002补遗第7册第Ⅳ卷S篇焊接2 标准中关于需要进行评定焊缝的描述2.1 国内标准规范要求2.1.1 GB150.4-2011 《压力容器第四部分:制造、检验和验收》容器在施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与补焊,以及上述焊缝的返修焊缝都应该按照《承压设备焊接工艺评定》NB/T47014(JB/T4708)-20111进行焊接工艺评定或者具有经过评定的合格焊接工艺支持。
ASME焊接规范具体应用和焊工考试及装备研讨会在南京召开

的焊 接技 术和 设备 ,并 有 针对性 的选 购 各个 企业 所 需要 的产 品 ,另一 本 次会议得 到 了成 都熊 谷 电器 工业有 限公司 的大力支 持。 熊谷焊机 广泛应 用于 石油 、石化 、化工 、 电力、铁路 等行业 ,其产 品深 受石油 天然气 管线 建设单位 的欢 迎 ,被
28 6 2-3 2 8 8 7
。 。
・
展官指宣 ; 会方定传
第
届中国焊接博览会
2 1年 1 月2 ~ 9 0 8 2 日,第2 届 中国焊 接博 览会重 要专 题活 动 之一 0 0 4
— —
“ S 焊 接规 范具 体应 用 和焊 工 考试 及装 备研 讨 会 ”在 南京 国 A ME
展 中心三楼金陵厅如期举行。 本次研讨会由需要的焊割产品有了清晰的定位。
2 日下 午及2 日全 天 ,在 国展 中心金 陵厅 ,会议 一直 在进 行。著 8 9
介光先生以 “ 节能焊接设备与焊接节能”为题,介绍了公
司近 年在焊 割设 备节能 方面所做 的工 作 ,并 详细讲 解 了熊
名焊接专家、A ME S 规范中译本第l X 卷译者赵孟显先生,就 “ S 锅 A ME
方面 由于参会人员来 自全国各地的不同地域 ,A ME S 会议和焊博会的 合作模式已经成熟 ,有利于整个会议的顺利组织。 2 日上午,与会人员参加了第2届 焊博会开幕式并集体参观了展 8 4 会现场。参观过程 中,与会人员纷纷在 自己感兴趣的设备或参展厂家 展台前驻足 ,详细询问,收集资料 ,交换名片 ,对当今焊割行业的最
CSTM电站用马氏体耐热钢08Cr9W3Co3VNbCuBN(G115)对焊管件编制说明

《电站用马氏体耐热钢08Cr9W3Co3VNbCuBN(Gl 15)对焊管件》团体标准编制说明起草编制组2020年6月《电站用马氏体耐热钢08Cr9W3Co3VNbCuBN(G115)对焊管件》团体标准编制说明一、工作简况1.任务来源2017年12月20日,全国锅炉压力容器标准化技术委员会于对08Cr9W3Co3VNbCuBN (GII 5®)钢管进行了市场准入技术评审,评审意见认为,GH 5® 钢管系列温度(IOO-700 ℃)高温力学性能实验结果符合金属材料高温力学性能规律,进行了大量的持久实验,其中最长点为38803 h,累计台时超过5.0xl()5h, 650 C高温抗氧化性能能够达到GB/T 13303《高温抗氧化性能测试方法》规定的1级(完全抗氧化性)要求,按相关标准生产的Gu5®钢管能满足GB/T 16507 标准的要求,可以用于超(超)临界锅炉的集箱、蒸汽管道、受热面管子等部件,以及类似工况的受压元件,集箱及管道的钢管允许最高壁温650 ℃;受热面管子允许最高壁温660 C,必要时可采用适当的抗氧化措施。
2018年,国家能源局正式批复大唐郛城630℃超超临界二次再热国家电力示范项目。
GII5®钢是目前世界范围唯一可工程上应用于630-650℃蒸汽温度的新型马氏体耐热钢,是大唐郛城630C超超临界二次再热国家电力示范项目锅炉集箱和主蒸汽管道等最高温度段唯一可选材料。
2017年12月29日,CSTM标准技术委员会发布《电站用马氏体耐热钢08Cr9W3Co3VNbCuBN(G115)无缝钢管》团体标准,标准号:T/CSTM 00017-2017o在大唐郛城630C超超临界二次再热示范项目设计和建设中,最高温度段管道选用G115钢,关键位置布置的管道与管道连接处需用G115钢管件。
因此,有必要建立电站用马氏体耐热钢08Cr9W3Co3VNbCuBN(GΠ5)对焊管件标准,填补标准空白。
ASME及ASTM标准使用简介

ANSI标准与ASTM及ASME标准的关系
• ASME与ASTM被ANSI引用的标准,在其原标准号之前冠以“ANSI/”,其余 部分不变。 管法兰和法兰管件标准 Pipe Flanges and Flanged Fittings ASME B16.5-2009 ANSI/ASME B16.5-2009 ANSI B16.5-2009 无缝和焊接奥氏体不锈钢公称管标准 Standard Specication for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes ASTM A312/A312M–06 ANSI/ASTM A312/A312M–06 ANSI A312/A312M–06
ASME及ASTM 标准简介
化学 翟彦寿
目 录
美国标准体系简介 ASME标准简介 ASTM标准简介 AWWA & API部分标准简述
1 2 3 4
说明
•标准存放目录:Y:\海外项目\马来西亚\7、参考资料\国际标准资料 •国家标准查询网: •ASME中国论坛: •ASME和API标准国内有专门组织翻译出版的出版社和公司,但价格 不菲,如有需要,可向相关出版商咨询酌情订购。 •所有标准及资料均来源于网络,仅供参考,不保证其是否有效和是否 是最新版本,所有的标准均尽量找到中英文两个版本,方便大家查看 比较,但中文版本大部分没有英文版本新。 •美标重视产品的材料及质量检验,对工艺系统的方案设计很少做规定。
管道连接部分
B 1.X 螺纹连接 B 16.X 法兰、阀门、管件等连接件 B 18.X 螺栓螺母系列 B 31.X 管道 B 36.X 管道制造尺寸 B 73.X 水泵 B Y.X 图形符号
标准出海 我国电力标准国际化再取得重大进展
标准出海 我国电力标准国际化再取得重大进展随着我国电力设计企业国际化水平的不断提升,国际标准(IEC)、ASME、美国标准(US)等通用国际标准或当地国标准与中国标准之间的差异,正在成为中国电力设备出口、中国企业参与国外电力建设工程、投资国外电力项目的一大瓶颈。
加强技术交流,打破沟通屏障,进一步扭转在国际市场竞争中的长期被动状态,已成为推进中国电力建设行业整体出海的当务之急。
在中国电力规划设计协会的组织和推动之下,一项由整个行业广泛参与的中国电力标准国际化工程,正在收获越来越多的成果。
标准国际化迈出重要一步今年3月28日,《中国电力设计标准与国际标准和国外先进标准比较研究》发电工程土建专业(总图、建筑、结构)、工程勘测专业(测量、岩土、水文气象)验收会在北京举行。
来自中国能源建设集团有限公司、中国电力建设集团有限公司、电力规划设计总院、东北电力设计院、华北电力设计院工程有限公司、华东电力设计院、中南电力设计院、西北电力设计院、西南电力设计院、山东电力工程咨询院有限公司、广东省电力设计研究院、浙江省电力设计院、河北省电力勘测设计院、江苏省电力设计院、河南省电力勘测设计院、山西省电力勘测设计院、奥雅纳工程顾问公司等18个单位的60多名专家参加了会议。
这一天,由中国电力规划设计协会推动的中国电力标准国际化工程又迈出了重要一步。
由多名专家及设计大师组成的专家委员会,在听取了工作组对中外标准比较情况的介绍之后,对中外标准比较成果进行了讨论和验收。
专家委员会一致认为,该成果对提高中国标准在国际上的影响力和认可度,指导会员单位正确使用国内外标准参与国际市场竞争,开拓国际电力建设市场,具有重要意义,填补了国内外这一领域的空白。
以此为标志,中国电力设计标准与国际标准和国外先进标准比较研究再次取得了阶段性成果,为后续完成比对的其他专业标准提供了重要参考。
对外推广渐成规模在中国电力规划设计协会的主导下,中国电力标准国际化工程于2007年12月启动,分为两个步骤:第一步,根据标准的编制和修编情况分批开展中国电力设计标准的英文翻译工作;第二步,将中国电力设计标准和国际标准、国外先进标准进行对比,对其中的安全、环保、主要参数和技术要求等重要条款作出评价(如宽严程度、差异原因等),从而提出使用指南。
国内外钢结构焊接标准体系及国标《钢结构焊接规范》介绍
MCC 国内外钢结构焊接标准体系介绍
1.1 欧洲标准
1.1.4 焊接质量验收标准 BS EN 12062《金属材料焊缝的无损检测-通用准则》 BS EN ISO 5817《缺陷质量分级》 BS EN 970《VT检测标准》 BS EN 1712、1713、1714、583 《UT探伤标准》 BS EN ISO 9934《MT探伤标准》(共3分册) BS EN 1435《RT探伤标准》 BS EN 571《PT探伤标准》 BS EN 1321《焊接接头宏观金相检验标准》 BS EN 1043《焊接接头硬度检验标准》
MCC GB50661《钢结构焊接规范》编制介绍
2.4 规范适用范围
本规范适用于工业与民用钢结构工程中承受静荷 载或动荷载、钢材厚度大于或等于3mm的结构的焊接。 本规范适用的焊接方法包括焊条电弧焊、气体保护电 弧焊、自保护电弧焊、埋弧焊、电渣焊、气电立焊、
栓钉焊及其组合。
MCC GB50661《钢结构焊接规范》编制介绍
国内外钢结构焊接标准体系及 国标《钢结构焊接规范》介绍
1
国内外钢结构焊接标准体系介绍
2 GB50661《钢结构焊接规范》编制介绍
3 与《建筑钢结构焊接技术规程》 JGJ81比较
4
与《钢制压力容器焊接工艺评定技术规程》 JB4708、 《钢制压力容器焊接技术规程》JB4709比较
MCC
一、国内外钢结构焊接标准体系介绍
MCC 国内外钢结构焊接标准体系介绍
1.3 日本标准
1.3.1 常用焊接标准 JASS 6《日本建筑施工规范—钢结构工程》 JIS Z 3040《焊接工艺评定方法》
MCC 国内外钢结构焊接标准体系介绍
1.4 国内标准
1.4.1 钢结构施工验收标准
ASME全面介绍
ASME取证全面介绍一、ASME背景介绍ASME是American Society of Mechanical Engineers〔美国机械工程师协会〕的英文缩写。
美国机械工程师协会成立于1880年,在世界各地建有分部,是一个有很大权威和影响的国际性学术组织。
ASME 主要从事开展机械工程及其有关领域的科学技术,鼓励根底研究,促进学术交流,开展与其他工程学、协会的合作,开展标准化活动,制定机械标准和标准。
它拥有125000个成员,管理着全世界最大的技术出版署,主持每年30个技术会议,200个专业开展课程,并制订了许多工业和制造标准。
自成立以来,ASME领导了机械标准的开展,从最初的螺纹标准开场到现在已开展了超过600多个标准。
1911年成立了锅炉机械指令委员会,在1914到1915年公布了机械指令,以后该指令又与各个州及加拿大的法律相结合。
ASME 已成为主要在技术、教育及调查领域内世界性的工程学机构。
此外,ASME还是ANSI五个发起单位之一。
ANSI 的机械类标准,主要由它协助提出,并代表美国家标准委员会技术参谋小组,参加ISO的活动。
二、ASME认证工程分类及适用范畴ASME认证工程包括以下四大类: 锅炉及压力容器〔BPV〕 核动力装置〔N-Type〕 核原料〔QSC〕 树脂及塑料容器〔RTP〕针对这些认证工程,ASME向世界范围内的生产企业授予25种钢印及相应的认证证书。
其中字母U开头的属压力容器范畴,字母H开头的属锅炉类产品范畴,字母N开头的属于核动力装置范畴。
目前,我国通过ASME认证的企业,其中大局部获得了U钢印和S钢印。
三、ASME锅炉及压力容器标准ASME锅炉压力容器标准是一部控制锅炉压力容器设计、制造和检验的平安管理规程,它每年进展一次增补,三年改版一次。
其主要内容如下表:卷号分卷涉及内容I 动力锅炉建造规那么II A 铁基材料B 非铁基材料C 焊条、焊丝及填充金属D 材料性能IV 采暖锅炉建造规那么V 无损检测VI 采暖锅炉维护和运行推荐标准VII 动力锅炉维护推荐规那么VIII 1 压力容器建造规那么2 压力容器另一规那么3 高压容器建造另一规那么IX 焊接及钎焊评定标准引自美国机械工程师协会2004年12月四、ASME锅炉及容器钢印类别标准标志钢印类型ASME标准标准有效期(年)A 组装 3PP 压力管道第一卷、第二卷、第Ⅴ卷、第Ⅸ卷、B31.1S 电厂锅炉M 小型锅炉第一卷、第二卷、第Ⅸ卷、B31.1 3E 电力锅炉第一卷、第二卷、B31.1 3HV 供热锅炉平安阀第二卷、第Ⅳ卷、第Ⅸ卷、PTC25 3H 供热锅炉(铸铁除外) 第二卷、第Ⅳ卷、第Ⅸ卷 3H 铸铁分段供热锅炉第Ⅳ卷 1H 供热锅炉组装第Ⅳ卷、第Ⅸ卷 3HLW 衬里的饮水加热器第二卷、第Ⅳ卷、第Ⅸ卷 3UM 小型压力容器第二卷、第Ⅴ卷、第Ⅷ-1卷、第Ⅸ卷 1U 压力容器(常规设计) 3U2 压力容器(分析设计) 第二卷、第Ⅴ卷、第Ⅷ-2卷、第Ⅸ卷 3 U3 压力容器(超高压容器) 第二卷、第Ⅴ卷、第Ⅷ-3卷、第Ⅸ卷 3UD 爆破片第二卷、第Ⅷ-1卷、第Ⅸ卷、PTC25 3V 锅炉平安阀第一卷、第二卷、PTC25 3UV 压力容器用平安阀第二卷、第Ⅴ卷、第Ⅷ-1卷或第Ⅷ-2卷、PTC25 3UV3 高压容器用平安阀第二卷、第Ⅷ-3卷、第Ⅸ卷、PTC25 3 RP 玻璃纤维增强塑料容器第Ⅹ卷 3五、取得ASME授权证书和钢印的目的与意义提高企业形象和知名度ASME标准对企业的质量管理和具体的设计﹑制造与检验,均提出了明确的要求,持有ASME授权证书和钢印,反映了企业的技术水平和管理水平均到达了标准要求,证明企业有能力制造符合ASME标准的产品,从而有力地提高了企业的形象和知名度;承当ASME钢印产品的制造打ASME钢印的锅炉﹑压力容器其含义是完全符合标准,因此,只有持有相应的ASME锅炉﹑压力容器授权认证书和钢印的企业,才有资格在授权检验师〔Authorized Inspector简称AI〕的监视检验下设计﹑制造ASME钢印产品。
我国GB与ASME常用锅炉钢管材料牌号对照
我国GB与ASME常用锅炉钢管材料牌号对照锅炉钢管是广泛应用于工业锅炉、电力站锅炉和核电厂锅炉等领域的重要材料。
作为国际贸易的一种常见情况,不同标准的材料往往有对等的对照关系。
中国国家标准GB和美国机械工程师学会标准ASME都有相关的钢管材料牌号,下面将对比介绍一些常用的牌号。
GB/T5310和ASMESA-106是常用的无缝碳钢锅炉管的材料标准。
GB/T5310-2024是我国的锅炉和压力容器用碳钢和合金钢无缝钢管标准,它涵盖了一系列的牌号。
而ASMESA-106/ASTMA106是美国ASME标准使用的材料,这些材料也被广泛应用于工业锅炉和压力容器。
以下是GB/T5310和ASMESA-106之间的一些常用材料牌号对照:1.GB/T5310-202420G对应于ASMESA-106Gr.B。
20G是我国常用的无缝碳钢管材料之一,常用于制造锅炉的主要蒸汽管道。
其化学成分和性能要求与ASMESA-106Gr.B基本相似。
2.GB/T5310-202412Cr1MoVG对应于ASMESA-106Gr.C。
12Cr1MoVG是一种孤体钢,适用于高温高压工作环境。
它在用于制造锅炉时,可以提供高强度和良好的抗氧化性能。
3.GB/T5310-202415CrMoG对应于ASMESA-106Gr.C。
15CrMoG是一种低合金钢,具有较好的耐高温性能和抗氧化性能。
它广泛应用于制造高温高压锅炉。
另外,锅炉钢管的一些其他常用材料牌号对照如下:1.GB3087和API5L:GB3087是我国的锅炉无缝钢管标准,也常用于制造锅炉和压力容器。
API5L则是美国石油学会制定的用于输送天然气、石油等液体和气体的钢管标准。
这两个标准有一些共同的钢管材料,例如20#和L245等。
2. GB/T 5312 和ASTM A333:GB/T 5312是我国的结构用无缝钢管标准,适用于制造石油化工设备和一些结构工程。
ASTM A333则是美国ASTM 标准的低温无缝钢管材料,广泛应用于低温环境下的设备。
压力管道壁厚设计计算与对比分析
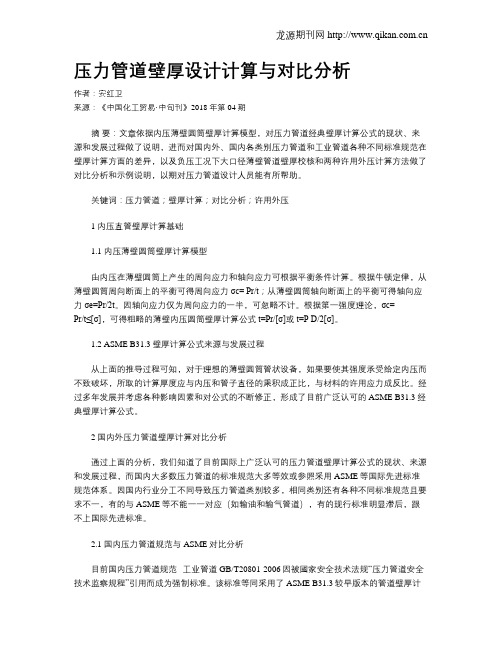
压力管道壁厚设计计算与对比分析作者:安红卫来源:《中国化工贸易·中旬刊》2018年第04期摘要:文章依据内压薄壁圆筒壁厚计算模型,对压力管道经典壁厚计算公式的现状、来源和发展过程做了说明,进而对国内外、国内各类别压力管道和工业管道各种不同标准规范在壁厚计算方面的差异,以及负压工况下大口径薄壁管道壁厚校核和两种许用外压计算方法做了对比分析和示例说明,以期对压力管道设计人员能有所帮助。
关键词:压力管道;壁厚计算;对比分析;许用外压1 内压直管壁厚计算基础1.1 内压薄壁圆筒壁厚计算模型由内压在薄壁圆筒上产生的周向应力和轴向应力可根据平衡条件计算。
根据牛顿定律,从薄壁圆筒周向断面上的平衡可得周向应力σc= Pr/t;从薄壁圆筒轴向断面上的平衡可得轴向应力σe=Pr/2t。
因轴向应力仅为周向应力的一半,可忽略不计。
根据第一强度理论,σc=Pr/t≤[σ],可得粗略的薄壁内压圆筒壁厚计算公式t=Pr/[σ]或t=P D/2[σ]。
1.2 ASME B31.3壁厚计算公式来源与发展过程从上面的推导过程可知,对于理想的薄壁圆筒管状设备,如果要使其强度承受给定内压而不致破坏,所取的计算厚度应与内压和管子直径的乘积成正比,与材料的许用应力成反比。
经过多年发展并考虑各种影响因素和对公式的不断修正,形成了目前广泛认可的ASME B31.3经典壁厚计算公式。
2 国内外压力管道壁厚计算对比分析通过上面的分析,我们知道了目前国际上广泛认可的压力管道壁厚计算公式的现状、来源和发展过程,而国内大多数压力管道的标准规范大多等效或参照采用ASME等国际先进标准规范体系。
因国内行业分工不同导致压力管道类别较多,相同类别还有各种不同标准规范且要求不一,有的与ASME等不能一一对应(如输油和输气管道),有的现行标准明显滞后,跟不上国际先进标准。
2.1 国内压力管道规范与ASME对比分析目前国内压力管道规范--工业管道GB/T20801-2006因被國家安全技术法规“压力管道安全技术监察规程”引用而成为强制标准。
ASME标准与中国电力行业标准之比较
接 工 艺 评 定 % 焊 两 种 规 程 都 规 定 : 焊 接 工 艺 评 定 是 焊 工 培 训 取 证 和 现 场 焊 接 施 工 的 基 础 依 据 , 没 有 焊 接 工 艺 评 定 , 焊 工 培 训 和 现 场 的 焊 接 工 作 均 不 得 进 行 。 另 外 , 焊 接 工 艺 评 定 的 方 式 、 方 法 及 评 定 项 目 、 检 验 等 也 基 本 相 同 。 但 两 者 也 存 在 着 一 定 的 差 异 。 ( ) 根 据 / 准 , 凡 其 未 列 标 的 金 属 材 料 ! , 0 1 标 焊 接 前 均 需 一 一 进 行 评 定 , 即 凡 是 美 国 以 外 的 国 家 生 产 的 材 料 ( 不 论 其 化 学 成 分 和 机 械 性 能 多 么 相 似 ) 都 应 一 一 进 行 评 定 , 这 无 疑 会 造 成 大 量 的 人 力 和 物 力 的 浪 费 ; 而 我 国 的 电 力 行 业 标 准 规 定 : 凡 化 学 成 分 和 机
专 题 综 述 ・ ’ # ・
文 章 编 号 : " ( ) ! " # $ " # % & # " " " " ! $ " " ’ # $ " (
焊 接 技 术
第 第 # " " "年 #月 # .卷 !期
! " #$ 标 准 与 中 国 电 力 行 业 标 准 之 比 较
( @ A B . @ E F . < A < < A * ! 6 H < * & 0 > . 8 ! 2 2 2 CD C G ? 力 学 性 能 能 划 入 中 国 标 准 的 某 一 级 别 的 国 外 材 料 均 可 视 为 中 国 的 同 级 别 材 料 , 同 级 别 材 料 的 工 艺 评 定 可 以 套 用 , 因 而 省 去 了 大 量 的 重 复 工 作 。 ( ) 根 据 " , 不 论 哪 国 金 属 材 料 , 焊 ! # $ % 标 准 标 的 焊 接 材 料 时 , 均 须 一 一 进 接 时 采 用 非 " # $ % 列 行 评 定 , 而 中 国 标 准 有 ( ) 条 相 似 的 规 定 。 & ( ) 对 于 氩 弧 焊 打 底 电 弧 焊 盖 面 ( / 焊 接 方 法 ’ ( # )) 的 工 艺 评 定 , 作 打 底 层 的 氩 弧 焊 需 做 厚 度 为 & ! * + ( / ) 的 氩 弧 焊 评 定 , 做 起 来 十 分 困 难 , 而 我 , , & ! . 国 规 程 无 此 要 求 。 翻 阅 德 国 " 公 司 的 焊 接 工 艺 评 / / 定 报 告 亦 无 此 要 求 。 据 此 认 为 : 两 者 的 焊 接 工 艺 评 定 基 本 相 同 , 只 是 准 更 加 注 重 保 护 自 己 的 工 业 ; 而 中 国 标 准 较 " # $ % 标 多 地 吸 收 了 国 外 较 先 进 的 技 术 。 工 技 能 评 定 ( 焊 工 考 试 ) ! 焊 焊 工 技 能 评 定 ( 焊 工 考 试 ) 前 必 须 有 完 整 的 焊 接 工 艺 评 定 ," # 准 规 定 : 一 名 焊 工 只 要 通 过 经 工 $ % 标 艺 评 定 过 的 任 一 材 料 的 焊 接 , 就 能 认 为 该 焊 工 同 样 拥 有 使 用 该 焊 接 方 法 的 其 它 经 评 定 的 材 料 的 焊 接 资 格 , 且 不 需 要 理 论 考 试 。 而 中 国 标 准 要 求 按 材 料 等 级 进 行 焊 工 考 试 , 只 有 通 过 该 等 级 的 考 试 才 能 取 得 该 等 级 的 焊 接 资 格 , 高 等 级 可 以 代 替 低 等 级 , 反 之 则 不 可 , 而 且 考 试 首 先 通 过 理 论 考 试 , 并 应 逐 级 进 行 。 可 见 , 中 国 标 准 更 加 考 虑 了 中 国 平 均 文 化 水 平 相 对 较 低 的 实 际 情 况 , 有 利 于 操 作 技 术 的 一 步 步 提 高 , 更 适 合 中 国 国 情 和 人 的 技 能 培 养 。 接 材 料 " 焊 两 种 标 准 中 相 似 焊 接 材 料 的 化 学 成 分 、 机 械 性 能 基 本 相 同 , 以0 1 、 条 为 例 , 见 表 。 2 + 3 4 2 +焊 &
ASME规程学习总结焊接
ASME规程学习总结ASME概述:ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
主要领域为机械工程的发展,是一个集设计、制造、安装、检验、试验为一体的标准规程。
ASME规程每年都会有更新增补,并且每三年修订一次。
目前ASME已增加到12卷,其中在火力电站建设应用的有5卷,分别是ASME Ⅰ卷动力锅炉建造规则、ASME Ⅱ卷材料、ASME Ⅴ卷无损检测、ASME Ⅷ卷压力容器建造规则、ASME Ⅸ卷焊接和钎焊评定。
焊接专业的各类指导性文件分别包括在了这5卷里。
各卷册的解释说明:(一)A SME Ⅸ焊接和钎焊评定此卷主要说了焊接工艺评定(WPS)的整理和焊工、焊接操作工的证书评定1、焊接工艺评定(WPS):WPS是对焊接施工的一个指导性文件,所有的焊接工作都根据WPS施工,WPS包括内容有:焊接方法、材质、焊接材料、预热、热处理等详细的参数,支持焊接工艺评定的指导文件是工艺评定记录(PQR),PQR是在做焊接工艺评定时的记录。
不同的焊接方法和材质都对应不同的焊接工艺评定。
2、焊接工艺评定流程:做焊接工艺评定时主要包括3个条件,重要变素、附加重要变素、和非重要变素。
重要变素是焊接工艺评定中的重要环节,如果重要变素改变那么这个工艺评定就不能再用,需重新评定,因为重要变素影响焊缝的力学性能。
重要变素包括(母材材质的改变、焊接材料的改变、预热温度的大幅度改变、热处理温度的改变、保护气体的改变等)附加重要变素是当有冲击要求时才需要的变素,当改变附加重要变素时工艺评定也需要重新评定。
附加重要变素包括(层间温度、电极特性、母材厚度等)非重要变素是不影响焊缝力学性能的变素,非重要变素改变时焊接工艺评定不需重新评定。
非重要变素包括( 焊条直径、坡口形式、焊材厂家牌号等)有了这三个条件就可以做焊接工艺评定,流程为:坡口加工-----合格焊工焊接-----记录PQR-----表面检查-----无损检测-----力学性能试验(拉伸、弯曲、冲击)------工艺评定卡。
各行业国标及外国国标

国家标准(GB)机械行业标准(JB)电子行业标准(SJ)化工行业标准(HG)国家专业标准(ZB)轻工行业标准(QB)铁路运输行业标准(TB)船舶行业标准(CB)国家计量标准(JJ)商检行业标准(SN)农业行业标准(NY)通信行业标准(YD)石油天然气行业标准(SY)交通行业标准(JT)石油化工行业标准(SH)冶金行业标准(YB)纺织行业标准(FZ)有色金属行业标准(YS)煤炭行业标准(MT)电力行业标准(DL)公共安全行业标准(GA)建筑材料行业标准(JC)医药行业标准(YY)林业行业标准(LY)建筑工业行业标准(JG)城镇建设行业标准(CJ)烟草行业标准(YC)水产行业标准(SC)商业行业标准(SB)汽车行业标准(QC)教育行业标准(JY)水利行业标准(SL)地质矿产行业标准(DZ)环境保护行业标准(HJ)广播电影电视行业标准(GY) 卫生行业标准(WS)民用航空行业标准(MH)地方标准(DB)劳动和劳动安全行业标准(LD) 粮食行业标准(LS)邮政行业标准(YZ)海洋行业标准(HY)航天工业行业标准(QJ)测绘行业标准(CH) 稀土行业标准(XB)新闻出版行业标准(CY)包装行业标准(BB)气象行业标准(QX)档案行业标准(DA)安全行业标准(AQ)物资行业标准(WB)金融行业标准(JR)航空工业行业标准(HB)外经贸行业标准(WM)文化行业标准(WH)民政行业标准(MZ)旅游行业标准(LB)土地管理行业标准(TD)体育行业标准(TY)机械行业相关标准:国际ISO中国GB、JB德国DIN日本JISASTM STD- 美国材料与试验协会标准ANSI STD- 美国标准协会标准API STD- 美国石油协会标准AREA STD- 美国铁路工程协会标准ASME STD- 美国机械工程师协会标准AWS STD- 美国焊接协会标准汽车行业相关标准:VDA 德国汽车协会VDI 德国工程师协会标准JASO 日本汽车标准组织标准。
ASME标准与中国电力行业标准之比较
ASME标准与中国电力行业标准之比较
余世宏
【期刊名称】《焊接》
【年(卷),期】1999(000)011
【摘要】在中外合作合肥第二发电厂工程施工中对ASME标准进行了较详细的研究,还同德国ABB集团公司焊接方面的专家进行了大量的讨论,提出在合肥第二发电厂工程中采用中国电力行业标准替代合同规定的ASME标准的意见,并进行了详细的论证,最后得到批准。
现在完全按中国标准进行的焊接施工及检验已经得到了外国专家的充分肯定。
1 焊接工艺评定 ASME标准与中国电力行业标准中都规定了焊接工艺评定,它是焊工培训取证和现场焊接施工的基础依据,没有焊接工艺评定,焊工培训和现场的焊接工作均不得进行,另外,焊接工艺评定的方式。
【总页数】1页(P40)
【作者】余世宏
【作者单位】安徽电力建设第一工程公司
【正文语种】中文
【中图分类】TG4-65
【相关文献】
1.锅炉制造检验国内行业标准和ASME规范的差异
2.中国电力行业焊接标准与ASME规范的对比
3.锅炉施工同时执行ASME标准和中国电力行业标准的探讨
4.
《中国电力行业标准(英文版)》隆重出版5.国家电网中国电力科学研究院承担30项行业标准获批立项
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME焊接标准与中国电力行业焊接标准之比较
表1 焊接材料对比表
中国标准ASME C Mn Si Cr Mo S P 抗拉强度σb/MPa J507 ≤0.12 0.8~1.4 ≤0.70 ≤0.035 ≤0.040 490 E7015 不规定 1.25 0.9 0.2 0.3 不规定不规定482
R407 0.05~0.12 0.9 0.6 2.0~2.5 0.9~1.2 ≤0.035 ≤0.035 590 E9015-B3 0.05~0.12 2.0~2.5 0.9~1.2 0.04 0.03 620
R317焊条,是结合中国钒为富矿的国情开发的电焊条,用于焊接12CrLMoV等铬钼钒钢,而ASME 标准和AWS标准都没有列入。
国产设备中该钢种使用率很高,若根据ASME标准,虽已按中国标准评定了用R317焊条焊接,仍需要按ASME标准评定用R317焊条焊接12CrLMoV钢,而按中国标准,凡没有列入标准规定的外国母材和焊条完全可以按中国标准相应材料考虑。
由此看来,中国标准相对较灵活,适用于引进技术和材料。
4、质量检验等级的划分
我们根据焊缝的重要程度把焊缝划分为一、二、三级。
对我国来说,在质量控制还不能完全到位的情况下,等同看待级别不同的焊缝,无疑会形成焊接质量失控的局面。
我们国家对承压管道的焊接和钢结构的焊接,均有重要和次要之分。
否则,很难保证所有焊缝均能达到规定的质量标准。
5、质量检验标准
由于质量等级的划分不一样,所以两者的检验标准也不一样。
其差异见表2。
从表2中可以看出,ASME标准相对宽松。
双如,焊缝组对时内壁错口值,ASME标准允许2mm,而中国标准只允许1mm。
表2 质量检验标准对比表
6、无损检验比例
我国标准的无损检验比例确定方法是:根据分项工程系统工作参数和管口规格划分质量等级,依据焊缝的质量等级确定无损检验比例,检验比例为1%,5%,25%50%100%检验等几个档次,ASME标准中无损检验比例的确定,是根据工作环境(指受辐射热、烟气等)和管口规格等确定的,而且要么全检,要么不检,导致所有小口径焊缝均无需无损检验,其中包括锅炉水压试检验范围内中、小口径焊缝。
ASME标准中规定:当该焊缝受炉壁辐射热时,其公称直径不小于101.6mm(4in)或壁厚不小于12.7mm(1/2in)可不要求射线检验。
火力发电厂锅炉受热面焊缝均在此范围内,但对我们的施工而言,不能及时有效地反馈焊接质量信息,防患于未然和消除焊接缺陷,提高焊接质量,最终会影响到整个工程的焊接质量;对于大口径管需100%检验,如循环水管,对我们来说,是没有必要的。
通过与国外有关焊接技术的收集和同行的交流,了解到他们在进行锅炉受热面焊缝焊接时,也是根据焊接时
的具体情况结合焊工的业绩,增做一定比例的检验
(大约在10%左右),以达到控制焊接质量的目的。
并没有严格遵循ASME标准。
我国电力行业标准考
虑到射线检验和超声检验对不同缺陷的敏感度不一
样,因此受监焊缝除做射线检验外,还应做一定比
例的超声检验,操作性很强;而ASME标准规定超
声检验可以代替射线检验,因而ASME标准对缺陷
的检出率相对较低。
7、无损检验质量标准
本文以射线检验为例,阐述ASME标准和中国
标准的异同。
(1)ASME标准:裂纹、未熔合、未焊透、
为不允许缺陷。
中国标准:裂纹、未熔合和一级焊
缝未焊透为不允许缺陷,二、三级焊缝允许一定范
围的未焊透。
(2)ASME允许的条状缺陷相当于中国标准
的一、二级焊缝要求。
(3)ASME允许的圆形缺陷相似于中国的标准
要求,但根据壁厚的划分比中国标准的要求更细。
(4)我们用长度和深度来评定根部内凹为一、
二、三、四级,数据具体。
ASME只规定黑度突变
的根部内凹不允许,要求相对低。
(5)ASME标准无焊后光谱复查检验规定,很
难发现材质错用问题,很可能造成大的质量事故而
不易发现。
(6)ASME标准中没有规定焊缝焊后热处理后
进行硬度检验和硬度检验的标准,致使焊缝焊后热
处理后的焊接残余应力消除结果无法确定。
对受监焊缝而言,ASME除对焊透的要求比中
国严格外,其它条款均类似或稍低。
8、水压试验前的监督检查
ASME标准的所有检查工作均在产品制造过程
中进行,现场安装只有水压试验条款,无水压试验
前监督检查条款,而中国对水压前监督检查十分重
视,无水压前监督检查,绝不允许进行水压试验。
根据我国几十年的电站安装经验和电厂运行考验,
我们认为水压试验前监督检查十分必要,对保证工
程质量是有利的。
9、过程控制
ASME标准自始至终体现出一种严格的过程控
制的精神,是值得我们学习和借鉴的。
对每一道工
序及彤响工艺质量的人、机、料、法、环均进行严
格的控制,重视外观工艺质量,而对事后的检验相
对宽松。
并且对焊缝成型不好的焊缝进行无损检验,
一次合格率低的焊工加强检查并增加检验比例。
中国电力行业标准的制定,参照了先进的国外
标准(包括ASME标准),具有先进性和很强的操
作性。
结合ISO9002标准的贯彻实施,焊接施工质
量也可以得到有效的保证。
10、值得商榷的几个问题
(1)代样/割样检验是否可以取消。
规范规定
凡经焊接工艺评定,且按作业指导书施焊的锅炉受
热面管子焊接接头,可免做割样检验。
还规定任何
种类的钢材焊接前都应进行焊接工艺评定,焊接前
肯定要编制作业指导书,因此都可免做割样检验,
而是否可免做代样检验未做说明,我们认为做代样
检验不能说明任何问题,无实际意义,这种检验应
该取消。
(2)加强过程检验和控制。
在规范中应加大过
程控制和检验的力度,不能靠事后的检验来代替过
程控制和检验。
过程控制成本低,效果好,这是实
施工程中的有益经验。
(3)≥70mm厚壁管道的焊接问题。
≥70mm
厚壁管道分两次施焊、热处理和检验没有必要,у
射线穿透力强,不存在透照不到的问题。
加之对中、
高合金钢焊缝来说,重复加热到750℃以上,对母
材和焊缝金属的金相组织和力学性能都会存在一定
影响,势必影响到设备的运行寿命。
(4)无损检验比例应适当降低。
国外无损检验
比例在10%左右(据国外专家称),缺陷不在于检
出,而在于控制。
盲目地扩大无损检验比例,是焊
接质量得不到保证的情况下采取的无可奈何的方
法,极大地增加了电站安装的成本,并不能保证安
装质量。
(5)应增加对不合格焊缝的处置规定。