番茄酱工艺流程-Word整理

:
工艺描述
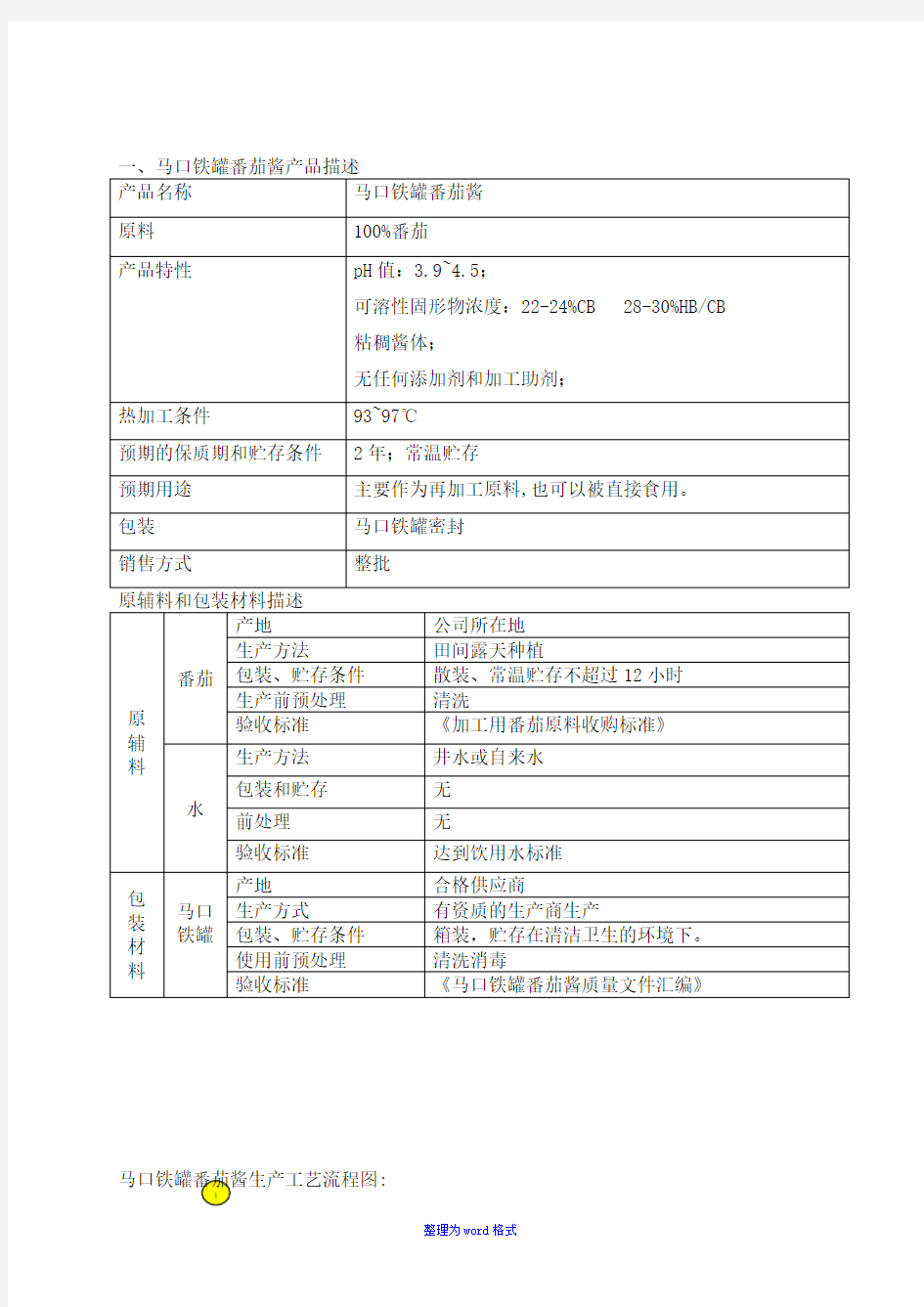
一、马口铁罐番茄酱产品工艺描述
1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。
3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
蒸发浓缩:精制后的番茄汁由泵输入真空浓缩系统。在一定的真空和加热条件下,番茄汁中的水份在分离器中分离,并经凝液抽出系统被抽出。预热蒸汽与物料为逆流方式,预热蒸汽被重复利用。物料由三效至一效逐步的连续进行浓缩,并且在一效上放置了浓度传感器(折光仪),当产品浓缩到需要的浓度后,自动由泵打向杀菌贮罐。
双联过滤:产品在进入杀菌器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止酱垢、杂草、金属、橡胶和玻璃等异物进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
刮板式杀菌机:经过滤网过滤后的产品由转移泵打入杀菌系统。在杀菌段,酱体由夹层内的蒸汽加热到设定值,以工艺指令为主,经过既定的工艺管路,当杀菌温度不低于工艺指令单设定值下限时,进入封口灌装机灌装.
封口灌装:杀菌后的产品打入灌装封口机后,按设定好的灌装量进行灌装封口.灌装后的产品中心温度不低于85度.
后杀菌:灌装后的产品进入到后杀菌工序,过热水温度在94度以上,经过不低于25分钟的杀菌后,进入冷却机冷却.
冷却:经过后杀菌后的产品进入到冷却机里,经过冷却后,达到冷却温度后输入成品库房码垛.
马口铁罐的验收:包装检验员凭生产厂商的产品合格证和其他相关合格证书验收包装材料,同时检查内外包装外观有无污染、破损、锈蚀并核实数量和尺寸规格是否符合要求,合格后才能入库。
贴唛、打包:入库后产品经保温、商业无菌检验均无异常,接到销售部下发的《产品生产通知单》及打包要求后,生产办组织相关人员对马口铁罐产品进行包装。
储存和发运:接到销售物流下发的《调拨通知单》,查验员按查验标准进行查验,产品及无异常标识后即可出库发运。