HRB0502ATR中文资料
一种高耐蚀型高强度含Al耐候钢板及其制造方法[发明专利]
![一种高耐蚀型高强度含Al耐候钢板及其制造方法[发明专利]](https://img.taocdn.com/s3/m/c29c6dff866fb84ae55c8dd7.png)
专利名称:一种高耐蚀型高强度含Al耐候钢板及其制造方法专利类型:发明专利
发明人:宋凤明,温东辉,李自刚,胡晓萍,杨阿娜,李建业
申请号:CN201310026111.5
申请日:20130124
公开号:CN103074548A
公开日:
20130501
专利内容由知识产权出版社提供
摘要:本发明涉及一种高耐蚀型高强度含Al耐候钢板及其制造方法,其化学成分重量百分含量为:C:0.02-0.07%,Si:0.2-1.0%,Mn:0.2-2.2%,P≤0.01%,S≤0.006%,Cu:0.2-
0.5%,Cr:0.5-3.5%,Ni:0.2-1.2%,Al:0.4-4.0%,N≤0.005%,并选择添加Nb:0.01-
0.06%,Ti:0.01-0.10%,V:0.02-0.10%中的一种或多种,其余为Fe和不可避免的杂质;且Al/Cr 为0.5-8.0。
其屈服强度350-500MPa,延伸率在20%以上,同时具有良好的冲击韧性和较低的屈强比;耐候性能相对于传统高强耐候钢的性能要求(相对腐蚀率≤55%)提高了一倍以上,相对腐蚀率在27%以下。
申请人:宝山钢铁股份有限公司
地址:201900 上海市宝山区富锦路885号
国籍:CN
代理机构:上海开祺知识产权代理有限公司
代理人:竺明
更多信息请下载全文后查看。
5052铝合金板参数表

5052铝合金板参数表摘要:1.5052铝合金板的简介与特性2.5052铝合金板的应用领域3.5052铝合金板的市场价格4.5052铝合金板的选购与保养技巧正文:5052铝合金板是一种常见的铝合金材料,因其优异的性能和广泛的应用领域而备受瞩目。
下面,我们将详细介绍5052铝合金板的特性和应用,并探讨其市场价格以及选购与保养技巧。
一、5052铝合金板的简介与特性5052铝合金板是一种镁硅合金,具有良好的耐腐蚀、耐磨、抗冻等性能。
其主要合金元素包括铜、硅、镁、锌、锰等。
5052铝合金板具有较高的强度、硬度和良好的焊接性能,因此在众多领域得到了广泛应用。
二、5052铝合金板的应用领域1.航空航天:5052铝合金板的优良性能使其成为航空航天领域的理想材料,如飞机机身、发动机零件等。
2.交通运输:5052铝合金板在交通运输领域也有广泛应用,如汽车车身、高铁车厢等。
3.建筑装饰:5052铝合金板可用于建筑装饰行业,如门窗、幕墙等。
4.电子设备:5052铝合金板适用于电子设备领域,如散热器、外壳等。
5.模具制造:5052铝合金板的耐磨性和抗疲劳性能使其在模具制造领域具有优势。
三、5052铝合金板的市场价格5052铝合金板的市场价格受原材料价格、生产工艺、规格型号等因素影响,价格波动较大。
目前,国内市场上5052铝合金板的价格大致在每吨1.5-3万元人民币之间。
具体价格还需参考当时市场行情。
四、5052铝合金板的选购与保养技巧1.选购:在选购5052铝合金板时,应关注产品的牌号、规格、表面质量等因素。
建议选择正规厂家、信誉良好的供应商购买。
2.保养:5052铝合金板的保养应注意防止氧化、腐蚀,定期清洁表面污垢,并避免暴力撞击。
总之,5052铝合金板是一种具有优异性能和广泛应用的铝合金材料。
在选购和使用过程中,了解其特性、应用领域、市场价格以及保养技巧,有助于确保产品性能和使用寿命。
三层板铝合金电阻点焊搭接接头的弹塑性模拟

第39卷第6期焊 接学报2 0 1 8 年 6 月TRANSACTIONS OF THE CHINAWELDINGINSTITUTI0N V〇1.39(6) :019-023June2018三层板铝合金电阻点焊搭接接头的弹塑性模拟山河,李洋,余美芳,罗震(天津大学材料科学与工程学院,天津300350)摘要:建立了1<m m等厚5052铝合金三层板电阻点焊接头在拉剪载荷作用下的弹塑性有限元模型.有限元模型的计算结果与试验结果吻合良好.结果表明,不同的接头设计形式导致不同的峰值载荷和断裂模式.熔核旋转对控制峰值载荷及断模式起重要作用,熔核旋转角度增加导致峰值载荷降低.断裂模式不仅与熔核旋转有关,也受接头应力分布影响.当点焊接头在拉伸过程中发生旋转时,熔核周围受到的剪切应力增大,断口形貌呈现拉长的椭圆形韧窝.当点焊接头在拉伸过程中不发生旋转时,熔核周围受到的较大拉应力,断口形貌呈等轴韧窝.关键词:三层板电阻点焊;铝合金;弹塑性模拟;接头设计;断裂模式中图分类号:T G404文献标识码: A doi : 10.12073/j. hjxb. 20183901410序 言电阻点焊由于其具有高生产率、高灵活度和高 适应性等优势,广泛应用于汽车工业.典型的汽车 结构包含2 000 ~ 5 000个焊点[1],因此电阻点焊接 头质量直接关系汽车安全,焊点的完整性及其力学 性能决定了车辆的碰撞性能.因此,对电阻点焊接 头力学性能和断裂行为的研究显得极为重要.为了提高车身刚度并实现轻量化,许多结构必 须采用三层板接头形式[2].Harlin等人[3-4]研究了 两层板和三层板电阻点焊的熔核形成过程.他们指 出,熔核形成的初始位置由被焊工件的厚度组合决 定,同时大电极力使熔核偏移较小.Pouranvari和 MaraS hi[5]研究了等厚低碳钢三层板电阻点焊过程 中板厚对熔核形状的影响.他们发现,板厚存在一 个1.5 mm的临界值,使得工件/工件界面处的熔核 直径等于培核几何中心的尺寸.M a和Murakawa[6]开发出一个有限元模型,用以研究高强钢电阻点焊 熔核形成的电场、热场和力场的耦合.目前三板电 阻点焊的熔核形成过程已经有了一定的研究[7],然 而对相应断裂特征的研究却很少.只有Pouranvari 和皿£^0;[5]研究了低碳钢三层板电阻点焊接头的 断裂行为.不同接头形式的三层板电阻点焊接头的抗拉剪 能力与承载时接头内部拉剪应力分布密切相关.由 于点焊接头承载时同时受结构因素和冶金因素影收稿日期!2016-12-18基金项目:国家自然科学基金(51405334,51275342)响,常规解析方法难以精确得出不同搭接形式的内 部应力分布情况.采用有限元的方法可以较直观的 表现出接头承载时内部应力分布情况.Radakovic等 人[8]通过建立弹塑性模型预测了车用高强钢两层板 点焊接头的断裂模式.目前关于三层板电阻点焊接 头的弹塑性有限元分析的研究尚未见报道.采用有限元软件ABAQUS建立三层板5052铝 合金电阻点焊接头的弹塑性模型,并设计4种三层 板点焊接头,得出不同搭接形式下接头内部的应力 分布,为后续研究提供基础资料.1试验方法采用1.5 mm厚的5052铝合金,其化学成分和 力学性能分别在表1和表2中给出.电阻点焊使用 220 kVA直流逆变点焊机.采用末端直径为6 m m 的铬铜斜截锥电极.为评估电阻点焊的断裂行为和 力学特征,设计了 4种三层板点焊接头,如图1所 示.其中A型和D型接头的两个板/板接触面处熔 核在拉伸剪切过程中均承受载荷;而B型和C型接 头中仅一个板/板接触面处熔核承受载荷.表15052铝合金的化学成分(质量分数,%)Table 1Chemical composition of 5052 aluminum alloyA1Fe Mg Cr Si 其它95.700.40 2.500.250.25 0.90表25052 铝合金的学性Table 2Mechanical properties of 5052 aluminum alloy 屈服强度R e/M P a抗拉强度R…/M Pa断后伸长率138.3187.715.020焊接学报第39卷0 0.05 0.10 0.15 0.20 0.25真应变s图3 5052铝合金真应力-应变曲线Fig. 3 True stress-strain curve of 5052 aluminum alloy在所有模型中,试端 $ 端加轴向.加载与图1中同,所加的试验过程中试件达到抗拉强度所对应的位,模拟中达到 时,加载点处的反作用力即为模拟峰值载荷.将拉伸剪切试验所得到的A ,B ,.D 四种接头形式中抗拉强度对应的 1.3,0.63,0. 65,0. 68 mm 作为边界 模型,即可得模拟载荷.3结果与讨论3B 三层板点焊接头拉伸剪切试验结果层板层板电阻点焊, 在界面:模式(沿工件/工件界面扩展导致"到纽扣模式( 沿熔围展导致 "的[2].熔接头搭接形式是模 变的重要影响因素.在相同熔的,不同搭接形式的三层板电阻点焊接头刚 同.在承受载荷时,熔核扭转程同,造成内部应力分布同,使得最终承载能力不同[10-12].4为同接头设计形 的 试验峰值载荷.其中,A 型和D 型接头以纽扣模 ,B 型和C 型接头以界面模 .对于A 型和D 型接,其模 然相同,但其载荷具大差异,这说明接头设计对铝合金三层板电阻点焊接头 的承载能力具有显著影响;对 B 型和D 型接头,其接 形然 同 , 其模同 , 说明 承载方式对铝合金三层板电阻点焊接头的 模式有显 影响.设定为 .5052铝合金 力= 线如3所示.模拟中 模量为70 GPa ,泊为0.33.图1 5052铝合金三板电阻点焊接头设计(mm)Fig. 1 Joint designs of three-sheet 5052 aluminum alloy resistance spot welding前期试验表明,采用16 kA 焊接电流,300 m s 焊 接时间,3.6 k N 电极压力的焊接参数时,熔核直径 大于F 槡("是板厚",满足+4- 6'.规[9],因此试 采 焊接.试验在4D 4-100电子万能试验机进行,速为1 m m /min .从载荷=线中 载荷, 的试样确 模式.使用-U 1510扫描电子显微镜观察 形貌.2弹塑性有限元模型的建立为了进研究三层板点焊接试验的 行为,对 接头形式进行了有限元模拟.采用ABAQU - 6. 11软件构建模型.为节省计算时 间,利其对称性,只对模型的 进行计算,如2所示.图2拉伸剪切模拟试验的1/2模型Fig. 2 1/2 model of tensile shear simulation test考虑到熔核硬度与母材相差不大,整个试样的oooo55 2 11第6期山河,等:三层板铝合金电阻点焊搭接接头的弹塑性模拟21图4拉伸剪切试验中四种接头形式下的峰值载荷Fig. 4 Peak loads of 4joint designs in tensile-sheer test3.2弹塑性模拟分析结果试验结果与有限元分析结果的对照如表3所示,其中P0为纽扣 为界面断裂.对于所接头形式,模拟中 模式与 试验中完全相同,模拟的 载荷与 试验结果 致.表3拉伸剪切试验结果与有限元分析结果对照Table 3 Comparison between the the results of tensile shear test and finite element analysis接头类型试验结果限元分载荷模载荷模A 2 240P0 2 382P0B 3 034/ 2 970/C 2 963/ 3 008/D 4 618P0 4 768P0E表示了 搭接形式在模拟拉伸剪切试验中开始发生断裂时的应力分布.图5四种接头形式的应力分布Fig. 5 Stress distribution of 4 joint designs作用力不在同 直线上,会引起附加偏力矩的存在,A型接头的熔核发生大角度的 ,这与 试验结果一致.其它接头形式的熔 转A型接 ,这是 力偏心程 从而提高了接头刚度的结果.Davidson和Imhof[13]研究 了点焊接头疲劳试验中的熔 理,对试样施加与静 试验相同的循 力,得结论:焊接接头的 模式受 角度的影响,角增大导致母材所承受的 载荷增大,因而具有更显著的 <模拟结果可以看出,纽扣断裂模式和界面断模式具 的对比,点焊接头以哪种模 ,熔 围母材处的 与熔合 部工件界面 的,材 大 以纽扣 模#反之,板/板界面 大则以界面模 <在图E所示的模拟结果中的A型接 D型接头(5a5d),熔 围母材处的 明显大于板/板界面处的 ,应力中材,力过材料抗拉强度,随后材开始发生颈缩,最接头以纽扣模 <而对于B型接 C型接头(E K Ec),力中位于板/板界面处,板/板界面 的明显 大 熔 围材 的,最22焊接学报第39卷终接头以界面模 <3.3四种接 的受力分析Lin等人[14]给出了点焊接头承受拉剪载荷时的受力分析公式,用方程(&)表示,即%2 + &=2 = ('dtR T)2(1)式中(%为点焊接头承受 载荷时垂直于熔界面的力;=为行于熔核界面的力;R为工件板厚;?为熔核直径;E为材料剪切屈服强度;&是关板厚(和熔 径r的函数<(1)可以表示为图#所示的更直观的形式.熔 角大时,法向分J %较大,接对纽扣 模式具 高的敏 <A型接头熔核扭转程度最严重,所以法向分J %的相对值最大,较小的载荷即可使接头以纽扣模 ;角时,法向分力%较小,分力=较大,界面模式具 高敏 <:试验中,B型接 C型接 只板/板界面承受剪切力,加载 ,因此具 的载荷 同的模式.而D型接 力 ,在试验中 发生熔 ,过程中直到应力 过熔 围母材的抗拉强度,接才以纽扣模式,因此具 最高 载荷.图6旋转熔核的受力分析Fig. 6 Force analysis of rotated nugget对 试验中以纽扣模式断裂的接头,点焊接 受 力时,熔 部受力[1]<:熔核发生时,随着 角度的增大,在熔 部所受 力的比例,所受 力的比例 增大:后断口的SEM图像验证了这一理论.对于A型接头,熔 角大,接受力比例 而受力比例较大,断口特征为显 的椭圆形,如 7a所示;对 D型接头,熔 发生旋受 力,接 征为 形貌,如7b所示,说明熔核是 力导致的.因此,理论分析与试验结果 合.(b ) D型接头图7 A型和D型接头断口SE M图像Fig. 7 SEM images of fracture surfaces of type A and type D4结 论(1) 5052铝合金三板点焊接 试验中,接形式对力学模式具 大影响.(2)接形式的不同点在 加弯矩刚度的不同,导致了不同的熔 角度.大角的熔 致较低的 载荷.熔角度由大到 顺序为A型,B型和C型,D型.(3)接形式中,A型和D型接头以纽扣模 ,而B型和C型接头以界面模 ,这说明 B型和C型接头,A型和D型接头具有的界面断裂倾向.(4)对试验中以纽扣模 的接头形A,其 征为 的形 ,表面熔核的使得熔核周围 力.对于接头形式D,尽管其宏观上受到 ,但其熔核是在 作的.参考文献:[1 ] Chao Y J. Ultimate strength and failure mechanism of resistancespot weld subjected to tensile,shear,or combined tensile/shearloads [ J ]. Journal of Engineering Materials and Technology,2003 (125): 125 -132.第6期山河,等:三层板铝合金电阻点焊搭接接头的弹塑性模拟23[2] Williams N T. Review of resistance spot wel(bing of steel sheetsPart 1Modelling and control of weld nugget formation & J] • 2004 ,49(2): 45 -75.[3 ] Harlin N, Jones T B , Parlcer J D. W el(b growth mechanisms during resistance spot wel(bing of two and three thicknes lap joints[J]. Science and Technology of Welding and Joining, 2002, 7(1) :35 -41.[4 ] Harlin N, Jones T B , Parker J D. Weld growth mechanism of resistance spot welds in zinc coated steel [ J ] • Journal of MaterialsProcessing Technology, 2003 , 143 - 144 :448 -453.[5] Pouranvari M, Marashi S P H. Failure mode transition in AHSSresistance spotwelds. Part I. Controlling factors [ J ]. MaterialsScience and Engineering A, 2011(528) :8337 -8343.[6] Ma N, Murakawa H. Numerical and experimental stiady on nugget formation in resistance spot welding for three pieces of highstrength steel sheets[ J] • Journal of Materials Processing Technolo g,2010(210) :2045 -2052.[7]李洋,罗震,白杨,等.铝合金电阻点焊的熔核形成过程[J]•焊接学报,2014, 35(2": 51-54.Li Yang, Luo Zhen, Bai Yang, et al.Nugget formation processin aluminum alloy resistance spot welding [ J ]. Transactions ofthe China Welding Institution, 2014, 35(2): 51 -54.[8] Radakovic D J, Tumuluru M. Predicting resistance spot weldfailure modes in shear tension tests of advanced high-strength automotive ste e ls[J]. Welding Journal, 2008, 87(4): 96 -105.[9] American Welding Society. AWS D8.9M-2012. Test methods forevaluating the resistance spot welding behavior of automotivesheet steel materials[ S]. America, 2012.[10]颜福裕,李洋,罗震,等.三层板6061铝合金点焊接头形式对其力学性能的影响[J]•焊接学报,2016, 37(4):81-84.Yan Fuyu, Li Yang, Luo Zhen, et al. Effect of joint type on mechanical properties of three-sheet aluminum alloy resistant spotwelds[ J]. Transactions of the China Welding Institution, 2016 ,37(4) :81 -84.[11] Li Y, Yan F, Luo Z, et a$Weld growth mechanisms and failurebehavior of three-sheet resistance spot welds made of 5052 aluminum alloy [ J ]. Journal of Materials Engineering and Performance, 2015, 24(6):2546 -2555.[12] Zhang Y, Li Y, Luo Z, et al. Effect of joint design on the failurebehavior of three-stack-up austenitic stainless steel resistance spotwelds [ J ]. Science and Technology of Welding and Joining,2016, 21 (6):484 - 492.[13] Davidson J, Imhof E. A fracture mechanics and system-stiffnessapproach to fatigue performance of spot-welded sheets [ J] • SAETechnical Paper, 1983, 92: 48 -58.[14] Lin S H, Pan J, Wu S R,ei al. Failure loads of spot welds undercombined opening and shear static loading conditions[ J]. International Journal of Solids and Structures,2002,39 (1):19 -39.作者简介:山河,男,1992年出生,硕士.主要从事电阻点焊方面的研'•Email: shanhe@通讯作者:罗震,男,教授• Email: lz@tj+. cn。
5052铝合金板参数表

5052铝合金板参数表一、5052铝合金板的介绍1.1 5052铝合金板的概述5052铝合金板是一种常见的铝合金材料,具有优异的耐腐蚀性能和高强度特点。
它主要由铝、镁和其他元素组成,具有良好的可焊性、可加工性和可塑性。
1.2 5052铝合金板的应用领域5052铝合金板广泛应用于航空航天、汽车制造、船舶建造、电子产品和建筑等领域。
在航空航天领域,5052铝合金板常用于制造飞机的机身和翼梁等部件;在汽车制造领域,它常被用于制造汽车的车身和车架等部件。
二、5052铝合金板的主要参数2.1 化学成分5052铝合金板的化学成分如下: - 铝(Al):97.2% - 镁(Mg):2.2% - 其他元素:0.15%2.2 机械性能5052铝合金板的机械性能如下: - 屈服强度:≥215 MPa - 抗拉强度:≥275 MPa - 延伸率:≥10% - 硬度:60 HB2.3 物理性能5052铝合金板的物理性能如下: - 密度:2.68 g/cm³ - 熔点:607-650°C - 热导率:138-166 W/(m·K) - 线膨胀系数:23.2 μm/m·°C2.4 耐腐蚀性能5052铝合金板具有良好的耐腐蚀性能,尤其是对海水和氯化物腐蚀的抵抗能力较强。
这使得它在海洋工程和化工领域得到广泛应用。
三、5052铝合金板的加工工艺3.1 切割5052铝合金板可以采用机械切割或切割机进行切割。
机械切割适用于较薄的板材,切割机适用于较厚的板材。
3.2 弯曲5052铝合金板可以通过冷弯或热弯的方式进行弯曲加工。
冷弯适用于较小的弯曲角度,热弯适用于较大的弯曲角度。
3.3 深冲5052铝合金板适用于深冲加工,可以制作出各种形状的零件和外壳。
3.4 焊接5052铝合金板具有良好的可焊性,可以采用氩弧焊、电阻焊或激光焊等方式进行焊接。
四、5052铝合金板的优缺点4.1 优点•良好的耐腐蚀性能•高强度•优异的可加工性和可塑性•良好的可焊性4.2 缺点•低耐热性•低抗磨性五、5052铝合金板的维护保养5.1 清洁5052铝合金板在使用过程中需要定期清洁,可以使用中性洗涤剂和软布进行清洁,避免使用粗糙的材料和腐蚀性强的清洁剂。
浙江亚磊型钢冷拔有限公司高支撑力圆钢产品说明书
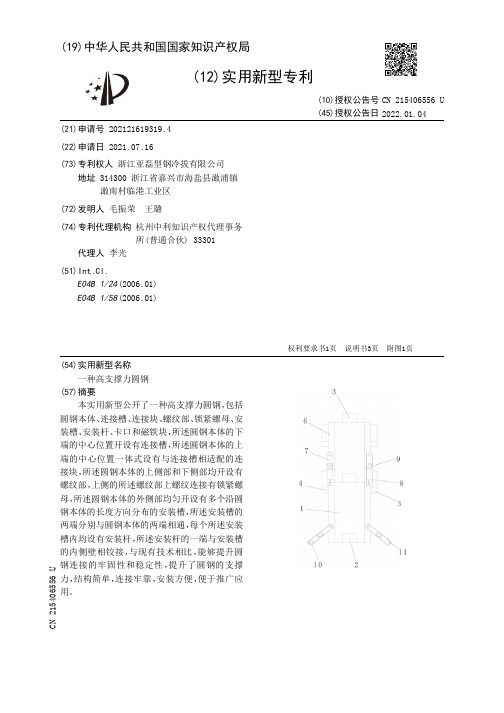
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 202121619319.4(22)申请日 2021.07.16(73)专利权人 浙江亚磊型钢冷拔有限公司地址 314300 浙江省嘉兴市海盐县澉浦镇澉南村临港工业区(72)发明人 毛振荣 王璐 (74)专利代理机构 杭州中利知识产权代理事务所(普通合伙) 33301代理人 李光(51)Int.Cl.E04B 1/24(2006.01)E04B 1/58(2006.01)(54)实用新型名称一种高支撑力圆钢(57)摘要本实用新型公开了一种高支撑力圆钢,包括圆钢本体、连接槽、连接块、螺纹部、锁紧螺母、安装槽、安装杆、卡口和磁铁块,所述圆钢本体的下端的中心位置开设有连接槽,所述圆钢本体的上端的中心位置一体式设有与连接槽相适配的连接块,所述圆钢本体的上侧部和下侧部均开设有螺纹部,上侧的所述螺纹部上螺纹连接有锁紧螺母,所述圆钢本体的外侧部均匀开设有多个沿圆钢本体的长度方向分布的安装槽,所述安装槽的两端分别与圆钢本体的两端相通,每个所述安装槽内均设有安装杆,所述安装杆的一端与安装槽的内侧壁相铰接,与现有技术相比,能够提升圆钢连接的牢固性和稳定性,提升了圆钢的支撑力,结构简单,连接牢靠,安装方便,便于推广应用。
权利要求书1页 说明书3页 附图1页CN 215406556 U 2022.01.04C N 215406556U1.一种高支撑力圆钢,其特征在于:包括圆钢本体(1)、连接槽(2)、连接块(3)、螺纹部(4)、锁紧螺母(5)、安装槽(6)、安装杆(7)、卡口(8)和磁铁块(9),所述圆钢本体(1)的下端的中心位置开设有连接槽(2),所述圆钢本体(1)的上端的中心位置一体式设有与连接槽(2)相适配的连接块(3),所述圆钢本体(1)的上侧部和下侧部均开设有螺纹部(4),上侧的所述螺纹部(4)上螺纹连接有锁紧螺母(5),所述圆钢本体(1)的外侧部均匀开设有多个沿圆钢本体(1)的长度方向分布的安装槽(6),所述安装槽(6)的两端分别与圆钢本体(1)的两端相通,每个所述安装槽(6)内均设有安装杆(7),所述安装杆(7)的一端与安装槽(6)的内侧壁相铰接,所述锁紧螺母(5)的上端均匀开设有多个沿锁紧螺母的长度方向分布的卡口(8),所述卡口(8)与安装槽(6)数量相同且位置一一对应,所述安装杆(7)的自由端卡设在卡口(8)内,所述安装杆(7)的侧部嵌设有磁铁块(9)。
a5052是什么材料

a5052是什么材料A5052是什么材料。
A5052是一种铝合金材料,具有良好的耐腐蚀性和可加工性,被广泛应用于航空航天、汽车制造、船舶建造、电子产品等领域。
A5052铝合金具有优良的物理性能和化学性能,下面将从材料特性、应用领域和加工工艺等方面进行介绍。
首先,A5052铝合金具有良好的可塑性和焊接性,可进行各种成型加工,包括压铸、挤压、锻造、轧制等。
其次,A5052铝合金具有优良的耐腐蚀性,特别适合用于制造化工设备、海洋设备和其他需要抗腐蚀的领域。
此外,A5052铝合金还具有良好的强度和硬度,是一种理想的结构材料。
在航空航天领域,A5052铝合金常用于飞机机身、机翼、发动机外壳等部件的制造。
在汽车制造领域,A5052铝合金常用于汽车车身板、车门、车顶等零部件的制造。
在船舶建造领域,A5052铝合金常用于船体结构、舱壁、甲板等部件的制造。
在电子产品领域,A5052铝合金常用于制造手机壳、笔记本电脑外壳等外壳部件。
对于A5052铝合金的加工工艺,通常包括挤压、轧制、拉伸、锻造、焊接等工艺。
在挤压工艺中,A5052铝合金可通过模具挤压成型,制造各种型材。
在轧制工艺中,A5052铝合金可通过热轧或冷轧工艺,制造板材、带材等产品。
在拉伸工艺中,A5052铝合金可通过拉伸成型,制造各种线材、管材等产品。
在锻造工艺中,A5052铝合金可通过热锻或冷锻工艺,制造各种零部件。
在焊接工艺中,A5052铝合金可通过氩弧焊、气保焊等工艺,进行零部件的连接和修补。
综上所述,A5052铝合金是一种优良的材料,具有良好的物理性能和化学性能,被广泛应用于航空航天、汽车制造、船舶建造、电子产品等领域。
其优良的耐腐蚀性和可加工性,使其成为众多领域的理想材料之一。
在未来的发展中,A5052铝合金将继续发挥重要作用,推动各个领域的技术进步和产品创新。
钢筋型号hrb

钢筋型号hrb
您好,钢筋型号HRB指的是混凝土用钢筋,HRB的全称是“Hot Rolled Ribbed Bar”(热轧带肋钢筋),数字后面的数字表示其抗拉强度,例如HRB400表示抗拉强度为400MPa的热轧带肋钢筋。
在建筑工程中,钢筋是承受混凝土本身不能承受的拉力,起到加固混凝土的作用。
因此,选择合适的钢筋型号是非常重要的。
一般来说,钢筋型号越高,其抗拉强度越大,也就是说,能够承受更大的力,起到更好的加固作用。
在实际施工中,我们会根据具体的工程要求,选择不同型号的钢筋。
比如,对于一些需要承受大拉力的钢筋,我们会选择HRB500型号,而对于对钢筋抗拉强度要求不高的地方,我们可以选择HRB335或HRB400型号。
这些选择不仅要考虑到钢筋的强度要求,还要考虑到工程的使用环境、场地条件等因素。
总之,正确选择合适的钢筋型号是保障建筑工程质量的重要一环。
在实际施工中,我们要严格按照规范要求,采用符合国家标准的钢筋,保证工程的安全性和可靠性。
hrb钢筋型号

hrb钢筋型号随着建筑工程领域的日新月异,人们对新型建材的需求越来越高。
而在建筑工程领域中,钢筋是不可或缺的一种材料。
而HRB钢筋型号就是其中一种,本文将围绕此话题展开讲述。
1. 什么是HRB钢筋型号?HRB钢筋型号是一种钢筋强度等级的表示方式。
它是根据HRB (Hot Rolled Bars)的强度进行分级的,用数字来表示钢材强度级别。
例如,HRB335表示该钢筋的强度为335MPa。
2. HRB钢筋型号的分类和应用HRB钢筋型号可分为三类:HRB335、HRB400和HRB500。
其中,HRB335是最常用的一种,适用于大多数建筑工程。
而HRB400和HRB500适用于大型高层建筑和重要结构,具有更高的强度和更好的抗震性能。
3. HRB钢筋型号的质量标准HRB钢筋的生产需要符合国家相关的质量标准,如GB/T1499.2-2018《钢筋和肋条第二部分:钢筋》、GB/T1499.1-2008《钢筋和肋条第一部分:钢筋》等。
质量标准规定了HRB钢筋的材料成分、强度、机械性能等指标,保证了HRB钢筋的质量和安全性。
4. HRB钢筋型号的重要性HRB钢筋型号作为钢筋的强度等级标示,对于建筑工程设计和施工十分重要。
正确选择HRB钢筋型号可以有效保证建筑工程的质量和安全性,提高钢筋的使用效果和经济性。
总之,HRB钢筋型号作为近年来建筑工程领域中不可缺少的一种建材,具有十分重要的作用。
正确选择HRB钢筋型号可以有效提高建筑工程的质量、安全性和经济性,同时也应遵守国家的质量标准,保证HRB钢筋的质量和安全性。
常用耐热铸铁牌号.doc
<0.2
<0.12
0.5~0.9
850
>100
140~255
高硅耐热球墨铸铁
rtsi-5.5
2.4~3.0
5.0-6.0
<0.7
>0.1
>0.03
-
900~950
>220
228~321
高铝铸铁
1.2~2.0
1.3~2.0
0.6~0.8
<0.2
<0.03
al:20~24
900~950
110~170
-
2.8-3.6
1.5-2.5
<1.0
<0.3
<0.12
0.5-1.1
含铬耐热铸铁
RTCr-1.5
2.8-3.6
1.7-2.7
<1.0
<0.3
<0.12
1.2-1.9
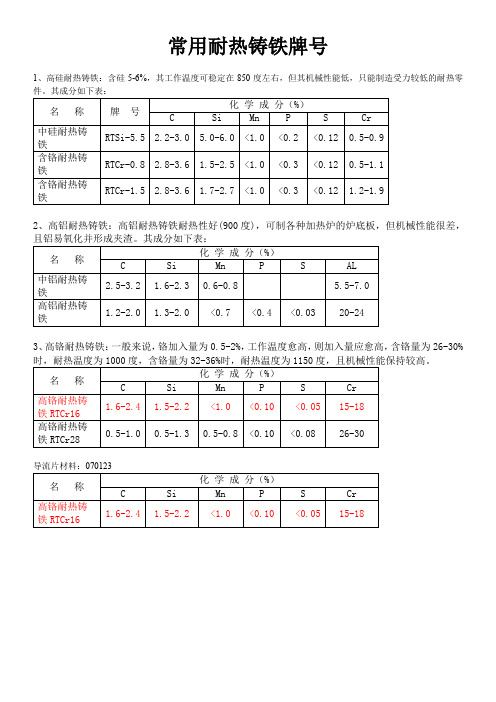
2、高铝耐热铸铁:高铝耐热铸铁耐热性好(900度),可制各种加热炉的炉底板,但机械性能很差,且铝易氧化并形成夹渣。其成分如下表:
名称
化学成分(%)
名称
化学成分(%)
C
Si
Mn
P
S
Cr
高铬耐热铸铁RTCr16
1.6-2.4
1.5-2.2
<1.0
<0.10
<0.05
15-18
高铬耐热铸铁RTCr28
0.5-1.0
0.5-1.3
0.5-0.8
<0.10
<0.08
26-30
导流片材料:070123
名称
化学成分(%)
C
HPB、HRB、RRB的含义

钢筋编号HPB、HRB、RRB的区别之南宫帮珍创作
一、HPB的全称是热轧光圆型钢筋(HPB是Hot-rolled Plain Steel Bar的英文缩写), 俗称盘条, 直径6—12个圆的最罕见, 其中包括HPB235和HPB300, 公称直径为6~22d/mm, 235和300分别指其对应的屈服强度.
建筑上经常使用于制作箍筋、板的分布筋、马镫、墙拉筋等等, 实际使用中, 这种钢筋主要是用于箍筋和胡子筋(拉筋), 也用于剪力墙的水平筋和站筋(竖直钢筋), 在使用过程中, 年夜多都需要做弯钩处置.
二、HRB的全称是热轧带肋钢筋(Hot -rolled Ribbed -steel Bar), 后面的数字是钢筋屈服强度.
比如HRB500 就是指热轧带肋钢筋, 屈服强度是500MPa , 依此类推 335 就是屈服强度335Mpa, 400即400MPa
二级钢筋(HRB335)是螺纹钢筋, 直径12—25的最为罕见, 用于梁、柱、剪力墙等等.直径再年夜的极少用于工民建, 经常使用于年夜体积混凝土, 例如水工.
三级钢筋(HRB400以上)也是螺纹钢筋, 直径与二级钢筋类似, 强度更高, 但价格也高, 现已逐步推广.
三、RRB全称为热轧后带有控制冷却并经回火处置的钢筋(牌号为RRB系列), 其Agt规定不小于%, 伸长率为14%~16%.RRB 系列可适用于一般规划及抗震品级为三、四的抗震规划的设计和使用要求.(Agt即钢筋在拉断时刻伸长的长度与钢筋原来长度的百分比. Agt=(L1-L0)/L0*100% 也有的称钢筋的均伸长率.表征的是钢筋的抗拉能力.与伸长率A的区别是, A是标距测得, 纷歧定是整根钢筋的伸长率, 而Agt是整根钢筋的一个总的或者说平均的伸长率.)。
“众信康源”牌内衬不锈钢复合钢管
“众信康源”牌内衬不锈钢双金属复合钢管
产品介绍
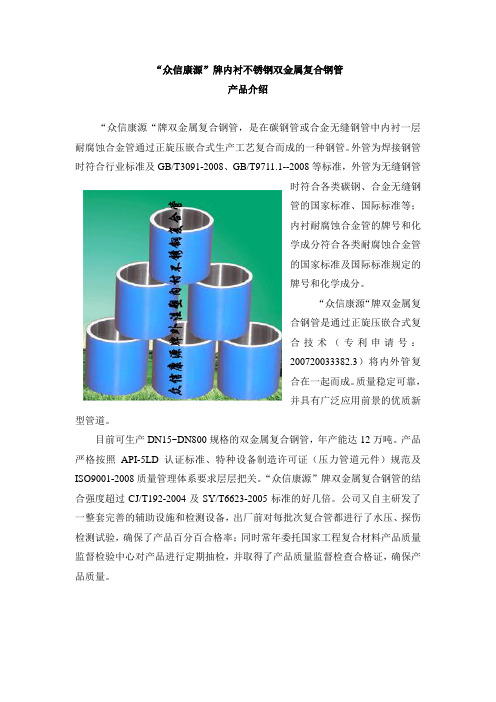
“众信康源“牌双金属复合钢管,是在碳钢管或合金无缝钢管中内衬一层耐腐蚀合金管通过正旋压嵌合式生产工艺复合而成的一种钢管。
外管为焊接钢管时符合行业标准及GB/T3091-2008、GB/T9711.1--2008等标准,外管为无缝钢管
时符合各类碳钢、合金无缝钢
管的国家标准、国际标准等;
内衬耐腐蚀合金管的牌号和化
学成分符合各类耐腐蚀合金管
的国家标准及国际标准规定的
牌号和化学成分。
“众信康源“牌双金属复
合钢管是通过正旋压嵌合式复
合技术(专利申请号:
200720033382.3)将内外管复
合在一起而成。
质量稳定可靠,
并具有广泛应用前景的优质新型管道。
目前可生产DN15~DN800规格的双金属复合钢管,年产能达12万吨。
产品严格按照API-5LD认证标准、特种设备制造许可证(压力管道元件)规范及ISO9001-2008质量管理体系要求层层把关。
“众信康源”牌双金属复合钢管的结合强度超过CJ/T192-2004及SY/T6623-2005标准的好几倍。
公司又自主研发了一整套完善的辅助设施和检测设备,出厂前对每批次复合管都进行了水压、探伤检测试验,确保了产品百分百合格率;同时常年委托国家工程复合材料产品质量监督检验中心对产品进行定期抽检,并取得了产品质量监督检查合格证,确保产品质量。
钢筋代号及型号
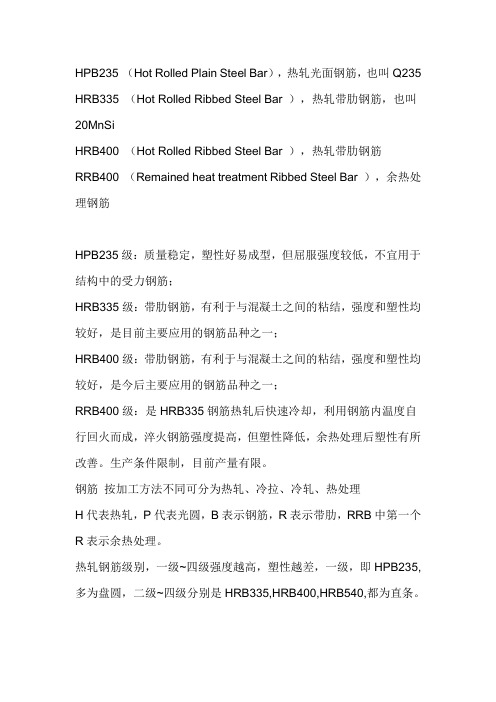
HPB235 (Hot Rolled Plain Steel Bar),热轧光面钢筋,也叫Q235 HRB335 (Hot Rolled Ribbed Steel Bar ),热轧带肋钢筋,也叫20MnSiHRB400 (Hot Rolled Ribbed Steel Bar ),热轧带肋钢筋RRB400 (Remained heat treatment Ribbed Steel Bar ),余热处理钢筋HPB235级:质量稳定,塑性好易成型,但屈服强度较低,不宜用于结构中的受力钢筋;HRB335级:带肋钢筋,有利于与混凝土之间的粘结,强度和塑性均较好,是目前主要应用的钢筋品种之一;HRB400级:带肋钢筋,有利于与混凝土之间的粘结,强度和塑性均较好,是今后主要应用的钢筋品种之一;RRB400级:是HRB335钢筋热轧后快速冷却,利用钢筋内温度自行回火而成,淬火钢筋强度提高,但塑性降低,余热处理后塑性有所改善。
生产条件限制,目前产量有限。
钢筋按加工方法不同可分为热轧、冷拉、冷轧、热处理H代表热轧,P代表光圆,B表示钢筋,R表示带肋,RRB中第一个R表示余热处理。
热轧钢筋级别,一级~四级强度越高,塑性越差,一级,即HPB235,多为盘圆,二级~四级分别是HRB335,HRB400,HRB540,都为直条。
热处理钢筋是将四级热轧钢筋经过加热、淬火、回火等调质处理后得到的钢筋,强度比四级钢筋高很多,塑性却降低不多,用于大型预应力混凝土构件。
至于钢筋价格一直随市场波动,而且现在钢筋也作为期货挂牌交易了。
现在的二级钢筋3900元每吨,一级比他贵100元,余热处理钢筋比二级钢筋贵1000多元,现在建筑市场逐渐回暖,钢筋价格当上扬。
非国家特殊工程都用一级二级和部分预应力冷拔丝钢筋,对于我们搞工程的大多数人来说,RRB基本存在于书本中。
现浇钢筋混凝土板设计为HPB235@150,现场采购钢筋为HRB335,请问按等强度代换,应如何计算?谢谢了!答:N*210=M*310N为设计根数。
螺纹钢 HRB335 HRB400 抗震钢筋HRB500螺纹钢
螺纹钢HRB335 HRB400 抗震钢筋HRB500螺纹钢螺纹钢是热轧带肋钢筋的俗称。
普通热轧钢筋其牌号由HRB和牌号的屈服点最小值构成。
H、R、B分别为热轧(Hotrolled)、带肋(Ribbed)、钢筋(Bars)三个词的英文首位字母。
热轧带肋钢筋分为HRB335(老牌号为20MnSi)、HRB400(老牌号为20MnSiV、20MnSiNb、20Mnti)、HRB500三个牌号概述细晶粒热轧钢筋其牌号在热轧带肋钢筋的英文缩写后加“细”的英文(Fine)首位字母。
如:HRBF335、HRBF400、HRBF500。
有较高要求的抗震结构适用牌号为:在已有牌号后加E(例如:HRB400E、HRBF400E)。
主要用途:广泛用于房屋、桥梁、道路等土建工程建设。
主要产地:螺纹钢的生产厂家在我国主要分布在华北和东北,华北地区如首钢、唐钢、宣钢、承钢、新兴铸管、山西中阳钢厂、保定普瑞钢铁等,东北地区如建龙、西林、北台、抚钢等,这两个地区约占螺纹钢总产量50%以上。
螺纹钢与光圆钢筋的区别:螺纹钢与光圆钢筋的区别是表面带有纵肋和横肋,通常带有二道纵肋和沿长度方向均匀分布的横肋。
螺纹钢属于小型型钢钢材,主要用于钢筋混凝土建筑构件的骨架。
在使用中要求有一定的机械强度、弯曲变形性能及工艺焊接性能。
生产螺纹钢的原料钢坯为经镇静熔炼处理的碳素结构钢或低合金结构钢,成品钢筋为热轧成形、正火或热轧状态交货。
螺纹钢种类螺纹钢常用的分类方法有两种:一是以几何形状分类,根据横肋的截面形状及肋的间距不同进行分类或分型,如英国标准(BS4449)中,将螺纹钢分为Ⅰ型、Ⅱ型。
这种分类方式主要反应螺纹钢的握紧性能。
二是以性能分类(级),例如我国现行执行标准,螺纹钢为(G B1499.2-2007)线材为1499.1-2008)中,按强度级别(屈服点/抗拉强度)将螺纹钢分为3个等级;日本工业标准(JI SG3112)中,按综合性能将螺纹钢分为5个种类;英国标准(BS4461)中,也规定了螺纹钢性能试验的若干等级。
a5052成分
a5052成分
摘要:
1.引言
2.a5052 的含义
3.a5052 的成分
4.a5052 的用途
5.结论
正文:
【引言】
a5052 是一种特殊的材料,其成分和用途一直备受关注。
本文将详细介绍a5052 的成分,并探讨其应用领域。
【a5052 的含义】
a5052 是一种编号,代表了一种特定的材料。
这种材料通常用于工程和制造领域,因为它具有独特的性能和优点。
【a5052 的成分】
a5052 的主要成分是铝,它还包含其他元素,如铜、镁和硅等。
这些元素的比例决定了a5052 的性能和特性。
【a5052 的用途】
a5052 广泛用于各种工程和制造领域,如航空航天、汽车制造和建筑等。
其优异的性能和特性使其成为这些领域的理想选择。
【结论】
总的来说,a5052 是一种重要的材料,其成分和用途都值得我们深入了
解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HRB0502ASilicon Schottky Barrier Diode for RectifyingADE-208-609(Z)Rev 0Mar. 1998 Features• Low forward voltage drop and suitable for high efficincy rectifying.• CMPAK Package is suitable for high density surface mounting and high speed assembly.Ordering InformationType ser Mark Package CodeHRB0502A E3CMPAKOutlineHRB0502A2Absolute Maximum Ratings (Ta = 25°C)ItemSymbol Value Unit Repetitive peak reverse voltageV RRM 20V Average rectified currentI O *1500mA Non-Repetitive peak forward surge current I FSM *25A Junction temperature Tj 125°C Storage temperatureTstg–55 to +125°CNotes 1.See from Fig.4 to Fig.6Notes 2.10msec sine wave 1 pulseElectrical Characteristics (Ta = 25°C)ItemSymbol Min Typ Max Unit Test Condition Forward voltage V F ——0.4V I F = 500 mA Reverse current I R ——200µA V R = 20VCapacitance C —120—pFV R = 0V, f = 1 MHzThermal resistanceR th(j-a)—450—°C/W Polyimide board *1Notes 1.Polyimide boardUnit: mmHRB0502A Main Characteristic3HRB0502AMain Characteristic4HRB0502A Package DimensionsUnit : mm5Cautions1.Hitachi neither warrants nor grants licenses of any rights of Hitachi’s or any third party’s patent,copyright, trademark, or other intellectual property rights for information contained in this document.Hitachi bears no responsibility for problems that may arise with third party’s rights, includingintellectual property rights, in connection with use of the information contained in this document.2.Products and product specifications may be subject to change without notice. Confirm that you have received the latest product standards or specifications before final design, purchase or use.3.Hitachi makes every attempt to ensure that its products are of high quality and reliability. However,contact Hitachi’s sales office before using the product in an application that demands especially high quality and reliability or where its failure or malfunction may directly threaten human life or cause risk of bodily injury, such as aerospace, aeronautics, nuclear power, combustion control, transportation,traffic, safety equipment or medical equipment for life support.4.Design your application so that the product is used within the ranges guaranteed by Hitachi particularly for maximum rating, operating supply voltage range, heat radiation characteristics, installationconditions and other characteristics. Hitachi bears no responsibility for failure or damage when used beyond the guaranteed ranges. Even within the guaranteed ranges, consider normally foreseeable failure rates or failure modes in semiconductor devices and employ systemic measures such as fail-safes, so that the equipment incorporating Hitachi product does not cause bodily injury, fire or other consequential damage due to operation of the Hitachi product.5.This product is not designed to be radiation resistant.6.No one is permitted to reproduce or duplicate, in any form, the whole or part of this document without written approval from Hitachi.7.Contact Hitachi’s sales office for any questions regarding this document or Hitachi semiconductor products.Hitachi, Ltd.Semiconductor & Integrated Circuits.Nippon Bldg., 2-6-2, Ohte-machi, Chiyoda-ku, Tokyo 100-0004, Japan Tel: Tokyo (03) 3270-2111 Fax: (03) 3270-5109Copyright ' Hitachi, Ltd., 1999. All rights reserved. Printed in Japan.Hitachi Asia Pte. Ltd.16 Collyer Quay #20-00Hitachi TowerSingapore 049318Tel: 535-2100Fax: 535-1533URLNorthAmerica : http:/Europe : /hel/ecg Asia (Singapore): .sg/grp3/sicd/index.htm Asia (Taiwan): /E/Product/SICD_Frame.htm Asia (HongKong): /eng/bo/grp3/index.htm Japan : http://www.hitachi.co.jp/Sicd/indx.htmHitachi Asia Ltd.Taipei Branch Office3F, Hung Kuo Building. No.167, Tun-Hwa North Road, Taipei (105)Tel: <886> (2) 2718-3666Fax: <886> (2) 2718-8180Hitachi Asia (Hong Kong) Ltd.Group III (Electronic Components)7/F., North Tower, World Finance Centre,Harbour City, Canton Road, Tsim Sha Tsui,Kowloon, Hong Kong Tel: <852> (2) 735 9218Fax: <852> (2) 730 0281 Telex: 40815 HITEC HXHitachi Europe Ltd.Electronic Components Group.Whitebrook ParkLower Cookham Road MaidenheadBerkshire SL6 8YA, United Kingdom Tel: <44> (1628) 585000Fax: <44> (1628) 778322Hitachi Europe GmbHElectronic components Group Dornacher Stra§e 3D-85622 Feldkirchen, Munich GermanyTel: <49> (89) 9 9180-0Fax: <49> (89) 9 29 30 00Hitachi Semiconductor (America) Inc.179 East Tasman Drive,San Jose,CA 95134 Tel: <1> (408) 433-1990Fax: <1>(408) 433-0223For further information write to:。