台达PLC控制伺服电机实现原点回归和定位
伺服电机原点回归方式
伺服电机原点回归方式
伺服电机原点回归方式有以下几种:
1. 硬件回归方式:通过在伺服电机上安装原点开关或光电传感器,在机械结构到达指定位置时触发开关或传感器,从而确定伺服电机的原点位置。
2. 软件回归方式:通过编写控制程序,在运动过程中监测电机位置,当检测到电机位置达到指定位置时,将该位置定义为原点。
3. 索引方式:部分伺服电机具有索引功能,可以通过索引信号确定原点位置。
索引信号通常由光电编码器或霍尔传感器提供,在旋转一周后,当索引信号出现时,可以确定电机的原点位置。
4. 零位标定方式:通过给伺服电机指定一个参考点,然后在运动过程中记录电机的位置,当电机位置回到参考点时,即可确定原点位置。
这些原点回归方式可以根据具体应用需求进行选择和组合使用。
PLC控制伺服回原点方式,你知道吗?

PLC控制伺服回原点方式,你知道吗?用三菱FX系列PLC控制伺服电机、步进电机带动拖板作直线运动。
例1:用的是步进电机,见旁边有三个感应器,前后的是限位用?,中间的是回原点时用的?例2:用的是伺服电机,见旁边有两个感应器,是前后限位的吗?还是其中一个是原点用的,另一个只是一个方向的限位?例3:用的是也是伺服电机,仅有一个感应器,操作回原点时起作用的。
这三台机都是同一种机型,做同样产品的,为什么有的用那么多感应器?而像例2所说的仅有前后限位两个感应器,那又是怎样实现回原点的?是在编程里做好回原点的程序,不需外部原点检出开关的?还有回原点是的动作是先向原点方向移动,到达原点感应器处,亮了,又往回走少许然后停下来(回原点完成了)是什么意思?一定要这样子回原点吗这原点开关是必须要还是可以省略的A电友回复:1.我写过像例1那样的伺服程序,2个限位的,中间一个原点。
2.第2个没有接触到,估计2个传感器是限位的,原位置应该是PLC程序里面控制吧。
3.回原位置过了传感器后很快又回来,这是在写的PLC程序控制,回原位置的方式,方向,速度,等都是程序控制的,具体看你怎么用,我一般都是等传感器亮了后再迅速返回。
B电友回复:回原点根据硬件有很多方法。
比如三个反馈信号,可能是一个限位一个零点接近一个零点如过是中间那个是原点的话,最后那个是限位,开始那个是原点接近信号,当运动到原点接近信号的时候,电机就减速,到原点信号停止。
如果是两个信号可能是没有限位,如果是一个信号就是用一个信号做原点,没有原点接近信号,这些方法都可以实现功能,只不过三个信号的最可靠,伺服电机的原点不一定非得用外部输入信号,本身的z相也可以做原点输入,你说的回转回原点是一种寻原点的方式,不一定非得那么用,跟伺服的设置有关,比如是cw方向还是ccw方向,总之很多种方法,具体用哪种看条件和使用环境了。
台达伺服定位控制案例
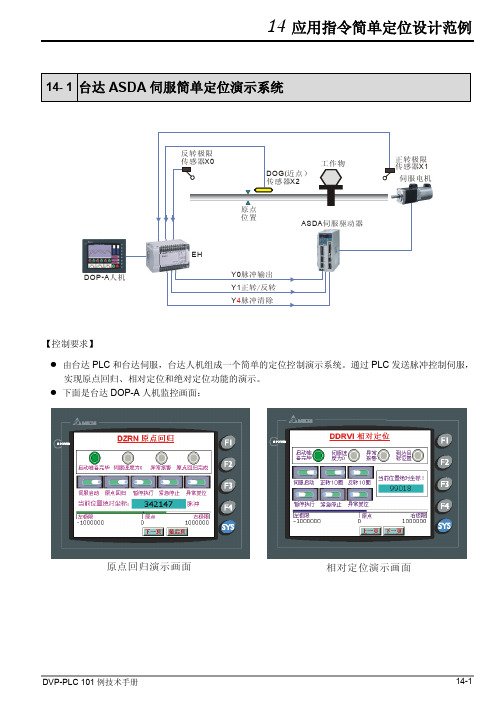
X1Y0脉冲输出Y1正转/反转Y 脉冲清除4DOP-A 人机ASDA 伺服驱动器【控制要求】● 由台达PLC 和台达伺服,台达人机组成一个简单的定位控制演示系统。
通过PLC 发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
● 下面是台达DOP-A 人机监控画面:原点回归演示画面相对定位演示画面绝对定位演示画面【元件说明】【PLC 与伺服驱动器硬件接线图】台达伺服驱动器码器DO_COMSRDY ZSPD TPOS ALAM HOME【ASD-A伺服驱动器参数必要设置】当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
【控制程序】M1002MOVK200D1343Y7Y10Y11M20M21M22M23M24M1334Y12M1346M11X0X1X3X4X5X6X7M12M13设置加减速时间为 200msY6M10伺服启动伺服异常复位M0M1M2M3M4M1029DZRN DDRVI DDRVI DDRVA DDRVA ZRSTK10000K100000K-100000K400000K-50000K5000K20000K20000K200000K200000X2Y0Y0Y0Y0Y0Y1Y1Y1Y1M1M0M0M0M0M2M2M1M1M1M3M3M3M2M2M4M4M4M4M3M0M4原点回归正转圈10跑到绝对坐标,处400000跑到绝对坐标,处-50000定位完成后自动关闭定位指令执行伺服计数寄存器清零使能反转圈10伺服电机正转禁止伺服电机反转禁止PLC 暂停输出脉冲伺服紧急停止伺服启动准备完毕伺服启动零速度检出伺服原点回归完成伺服定位完成伺服异常报警【程序说明】●当伺服上电之后,如无警报信号,X3=ON,此时,按下伺服启动开关后,M10=ON,伺服启动。
●按下原点回归开关时,M0=ON,伺服执行原点回归动作,当DOG信号X2由Off→On变化时,伺服以5KHZ的寸动速度回归原点,当DOG信号由On→Off变化时,伺服电机立即停止运转,回归原点完成。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位一、引言随着现代工业自动化的发展,伺服电机作为一种高性能的执行器被广泛应用于各种自动化设备中。
伺服电机通过PLC控制可以实现精确的运动控制和定位,其中包括对伺服电机进行原点回归和定位操作。
本文将介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
二、伺服电机原点回归伺服电机的原点回归是指将伺服电机运动到事先设定好的原点位置。
下面是实现伺服电机原点回归的步骤:1.设定原点位置:首先,在PLC程序中定义伺服电机的原点位置。
原点位置可以是一个特定的坐标或一个传感器信号。
2.设置运动参数:根据实际情况,设置伺服电机的运动速度、加速度和减速度等参数。
3.启动伺服电机:通过PLC程序,给伺服电机发送运动指令,使其开始运动。
同时,监控伺服电机的位置。
4.到达原点位置:当伺服电机到达定义的原点位置时,通过PLC程序停止伺服电机的运动。
5.记录位置信息:记录伺服电机的位置信息,方便后续的定位操作。
三、伺服电机定位伺服电机的定位是指将伺服电机准确地移动到给定的位置。
下面是实现伺服电机定位的步骤:1.设定目标位置:在PLC程序中定义伺服电机的目标位置。
目标位置可以是一个特定的坐标或一个传感器信号。
2.设置运动参数:根据实际情况,设置伺服电机的运动速度、加速度和减速度等参数。
3.启动伺服电机:通过PLC程序,给伺服电机发送运动指令,使其开始运动。
同时,监控伺服电机的位置。
4.到达目标位置:当伺服电机到达指定的目标位置时,通过PLC程序停止伺服电机的运动。
5.记录位置信息:记录伺服电机的位置信息,方便后续的定位操作。
四、PLC控制台达伺服电机实现原点回归和定位的注意事项在使用PLC控制台达伺服电机实现原点回归和定位时,需要注意以下事项:1.伺服电机位置的监控:通过PLC程序实时监控伺服电机的位置,可以根据实际情况进行调整。
2.运动参数的设置:根据实际需求,设置伺服电机的运动速度、加速度和减速度等参数。
PLC控制伺服电机准确定位的方法

PLC控制伺服电机准确定位的方法PLC控制伺服电机准确定位的方法在自动化生产、加工和控制过程中,经常要对加工工件的尺寸或机械设备移动的距离进行准确定位控制。
这种定位控制仅仅要求控制对象按指令进入指定的位置,对运动的速度无特殊要求,例如生产过程中的点位控制(比较典型的如卧式镗床、坐标镗床、数控机床等在切削加工前刀具的定位),仓储系统中对传送带的定位控制,机械手的轴定位控制等等。
在定位控制系统中常使用交流异步电机或步进电机等伺服电机作为驱动或控制元件。
实现定位控制的关键则是对伺服电机的控制。
由于可编程控制器(PLC)是专为在工业环境下应用而设计的一种工业控制计算机,具有抗干扰能力强、可靠性极高、体积小等显著优点,是实现机电一体化的理想控制装置。
本文旨在阐述利用PLC控制伺服电机实现准确定位的方法,介绍控制系统在设计与实施中需要认识与解决的若干问题,给出了控制系统参考方案及软硬件结构的设计思路,对于工业生产中定位控制的实现具有较高的实用与参考价值。
1 利用PLC的高速计数器指令和旋转编码器控制三相交流异步电机实现的准确定位1.1 系统工作原理PLC的高速计数器指令和编码器的配合使用,在现代工业生产自动控制中可实现精确定位和测量长度。
目前,大多数PLC都具有高速计数器功能,例如西门子S7-200系列CPU226型PLC有6个高速计数器。
高速计数器可以对脉宽小于PLC主机扫描周期的高速脉冲准确计数,不需要增加特殊功能单元就可以处理频率高达几十或上百kHz 的脉冲信号。
旋转编码器则可以将电动机轴上的角位移转换成脉冲值。
利用PLC的高速计数器指令和编码器控制三相交流异步电机实现的准确定位控制系统,其原理是通过与电动机同轴相连的光电旋转编码器将电机角位移转换成脉冲值,经由PLC的高速计数器来统计编码器发出的脉冲个数,从而实现定位控制。
1.2 设计与实施以对传输带的定位控制设计为例加以说明。
现需要用传输带运送货物,从货物运送起点到指定位置(终点)的距离为10 cm。
台达PLC控制伺服说明

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
PLC控制伺服电机实现定位控制
PLC控制伺服电机实现定位控制【摘要】随着科学技术的不断发展,各种机械已逐渐得到广泛的应用。
PLC 在机械的运用中越来越普遍,尤其是在伺服电机的定位控制中。
本文主要介绍利用PLC控制伺服电机实现定位的几种方法,并通过深入分析控制系统在实施过程中需要注意的问题,从而提出了控制系统的设计思路及参考方案,为工业生产中定位控制的实现提供了较高的参考价值。
【关键词】PLC;伺服电机;定位控制0.引言在工业自动化的生产及加工过程中,通常要准确定位控制机械设备的移动距离或生产工件的尺寸。
在定位控制中,关键便是实现对伺服电机的控制。
由于PLC体积小,可靠性高,抗干扰能力强,是一种专门应用于工业的控制计算机,因而其能有效实现机电一体化的控制。
PLC的有效运用,给工业带来了巨大的经济效益的同时,也为工业技术的发展奠定了良好的基础。
1.PLC旋转编码器及高速计数器指令控制三相交流异步伺服电机实现定位控制1.1 控制系统的工作原理PLC的旋转编码器与高速计数器的联合运用能有效进行长度测量和精确定位控制,其中,高速计数器在不增加特殊功能单元的情况下,就能准确计算出小于PLC主机扫描周期脉宽的高速脉冲,而PLC的旋转编码器则可以将电机轴上的角位移有效转换成脉冲值。
在此种控制系统中,其原理为利用光电旋转编码器将电机角位移转换成脉冲值后,高速计数器将编码器发出的脉冲个数进行统计,进而达到定位控制的目的[1]。
1.2 控制系统的设计方案本文以定位电机传输带的控制设计为例。
假设传输带现要将货物运送到距离为20cm的终点,且货物到达终点后,电机停止工作。
在此系统中,硬件设施主要包括PLC、三相交流异步伺服电机、光电旋转编码器以及变频器等,其工作原理是将光电旋转编码器的机械轴连接由三相交流异步伺服电机拖动的传动辊,通传动辊的转动,带动机械轴转动,从而将脉冲信号输出,并利用PLC的高速计数器指令计数产生的脉冲个数,此时,如果计数器的值与预置值相等时,电动机便由变频器控制停止工作,进而准确定位控制传输带的运行距离。
如何采用PLC控制伺服电机的精确定位
如何采用PLC控制伺服电机的精确定位1 PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。
PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。
目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。
大到航天航海,小到普通家用电器,都有它的身影,特别是制造工厂,更是得到了大量的使用。
2 伺服电机定义伺服电机主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm。
伺服电机在要求精密控制的工业自动化设备中得到了广泛的应用,他的闭环控制功能,是步进电机无法比拟的。
在一些场合,由于步进电机没有反馈,因此当步进电机卡死或打滑会出现丢步的情况,从而大大影响设备使用精度,因此步进电机一般用于纯粹的转动过程,或者用于对精度要求不高的使用场合。
3 如何采用PLC控制伺服电机运转文中采用了LG品牌PLC,伺服电机采用英迈克的伺服电机及驱动器。
3.1 PLC控制伺服电机原理图PLC控制伺服电机原理如图1所示。
①PLC引脚说明。
PLC引脚P00为电机运行启动信号;PLC引脚P40属于LG PLC的专用高速脉冲通道,用于控制伺服电机驱动器。
P41属于LG PLC专用方向脉冲通道;P属于高速脉冲通道的专用高电平端,当高速脉冲通道为低电平时,电流从P流向高速脉冲通道,从而伺服电机收到高速脉冲,并执行相关控制,如转动和换向。
基于PLC控制伺服DZRN回原点指令与相对定位指令的分析
基于PLC控制伺服DZRN回原点指令与相对定位指
令的分析
DZRN回原点指令
DZRN K20000 K3000 X12 Y0这是一个回原点指令,K20000表示刚开始回原点的脉冲频率,当检测到X12的上升沿后,脉冲输出频率降为3000。
当再检测到X12的下降沿后,脉冲输出停止。
脉冲输出端为Y0。
DDRVI相对定位指令
x2-------DDRVI K10000 K1000 Y0 Y2 意思为:当X2接通时,以当前的位置为起点,向Y0以1KHz的频率发送10000个脉冲,电机方向为正方向,并反应在Y2上。
一般伺服电机使用的最多的就是位置控制模式,其说明书上的接线,不要被吓到了cn1是控制端口,cn2是编码器反馈端口,不用管,有专用线的。
实际上,只用控制cn1的32、33、34、35,4根线就好了,这四根线分两组,32和33作为脉冲输入,34和35作为方向输入。
举个例子:我们把。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位PLC是一种常用的工业自动化控制设备,可以通过编程实现对各种设备的控制和监测。
伺服电机是一种精密、高效的电机,常用于需要精确定位和高速运动的应用中。
在工业自动化中,使用台达PLC控制伺服电机实现原点回归和定位是一种常见的应用。
原点回归是指将伺服电机恢复到初始位置的过程。
定位是指将伺服电机定位到指定位置的过程。
下面将详细介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
首先,需要连接PLC和伺服电机。
通常情况下,PLC通过数字I/O或者模拟输出的方式与伺服电机进行通信。
通过控制信号来实现对伺服电机的运动控制。
接下来,需要进行编程。
在PLC编程软件中,可以使用LAD(梯形图)或SFC(顺序功能图)等编程语言进行编程。
以下是使用LAD进行编程的步骤:1.设定伺服电机的回零信号:首先,将一个输入模块(通常是数字输入模块)连接到PLC,并将其配置为接收伺服电机的回零信号。
在PLC编程软件中,设置一个变量用来接收回零信号,并将其与输入模块的输入点相连。
2.设定伺服电机的运动控制信号:将一个输出模块(通常是数字输出模块)连接到PLC,并将其配置为输出伺服电机的运动控制信号。
在PLC编程软件中,设置一个变量用来控制运动控制信号,并将其与输出模块的输出点相连。
3.编写原点回归程序:在PLC编程软件中,使用LAD或SFC语言编写原点回归的程序。
程序中需要包含以下几个步骤:a.等待回零信号:使用一个等待指令,等待回零信号的到来。
当接收到回零信号时,程序将继续执行下一步。
b.发送运动控制信号:将设定好的运动控制信号发送给伺服电机,使其执行原点回归的动作。
c.等待回零完成信号:使用一个等待指令,等待回零完成信号的到来。
当接收到回零完成信号时,程序将继续执行下一步。
4.编写定位程序:在PLC编程软件中,使用LAD或SFC语言编写定位的程序。
程序中需要包含以下几个步骤:a.接收定位信号:使用一个等待指令,等待定位信号的到来。
如何采用PLC控制伺服电机的精确定位
如何采用PLC控制伺服电机的精确定位1 PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。
PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。
目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。
大到航天航海,小到普通家用电器,都有它的身影,特别是制造工厂,更是得到了大量的使用。
2 伺服电机定义伺服电机主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm。
伺服电机在要求精密控制的工业自动化设备中得到了广泛的应用,他的闭环控制功能,是步进电机无法比拟的。
在一些场合,由于步进电机没有反馈,因此当步进电机卡死或打滑会出现丢步的情况,从而大大影响设备使用精度,因此步进电机一般用于纯粹的转动过程,或者用于对精度要求不高的使用场合。
3 如何采用PLC控制伺服电机运转文中采用了LG品牌PLC,伺服电机采用英迈克的伺服电机及驱动器。
3.1 PLC控制伺服电机原理图PLC控制伺服电机原理如图1所示。
①PLC引脚说明。
PLC引脚P00为电机运行启动信号;PLC引脚P40属于LG PLC的专用高速脉冲通道,用于控制伺服电机驱动器。
P41属于LG PLC专用方向脉冲通道;P属于高速脉冲通道的专用高电平端,当高速脉冲通道为低电平时,电流从P流向高速脉冲通道,从而伺服电机收到高速脉冲,并执行相关控制,如转动和换向。
如何采用PLC控制伺服电机的精确定位
如何采用PLC控制伺服电机的精确定位摘要: 文章阐述了PLC在伺服电机控制中的定位原理及控制方法。
关键词:PLC;伺服电机;精确定位1PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。
PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。
目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。
大到航天航海,小到普通家用电器,都有它的身影,特别是制造工厂,更是得到了大量的使用。
2 伺服电机定义伺服电机主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm。
伺服电机在要求精密控制的工业自动化设备中得到了广泛的应用,他的闭环控制功能,是步进电机无法比拟的。
在一些场合,由于步进电机没有反馈,因此当步进电机卡死或打滑会出现丢步的情况,从而大大影响设备使用精度,因此步进电机一般用于纯粹的转动过程,或者用于对精度要求不高的使用场合。
3 如何采用PLC控制伺服电机运转文中采用了LG品牌PLC,伺服电机采用英迈克的伺服电机及驱动器。
3.1 PLC控制伺服电机原理图PLC控制伺服电机原理如图1所示。
①PLC引脚说明。
PLC引脚P00为电机运行启动信号;PLC引脚P40属于LG PLC的专用高速脉冲通道,用于控制伺服电机驱动器。
台达伺服归零设置方法 -回复
台达伺服归零设置方法-回复伺服驱动器是一种用于控制电机运动的装置,可以实现高精度、高速度和高性能的定位和运动控制。
在使用伺服驱动器时,归零设置是非常重要的一步,它可以确保电机的初始位置准确无误,为后续的运动控制提供正确的参考。
台达伺服归零设置方法如下:步骤一:安装驱动器首先,确保正确安装了台达伺服驱动器和电机。
根据驱动器和电机的型号和规格,进行正确的布线和连接。
确保电源和信号线连接稳固且没有松动。
在安装过程中,要遵循台达的安装手册和指南。
步骤二:设置服务参数接下来,我们需要进入伺服驱动器的服务参数设置界面。
通过连接电脑和驱动器,使用相关的参数设置软件,打开驱动器的参数设置界面。
输入正确的驱动器型号和序列号来确定驱动器的类型。
步骤三:确认电机参数在进行伺服驱动器的归零设置之前,我们需要确认电机参数的设置。
在参数设置界面中,找到电机相关的参数,如电机类型、极数、电流、电压等等。
根据电机的型号和规格,正确设置这些参数。
步骤四:选择归零模式台达伺服驱动器提供了多种归零模式供用户选择。
根据实际需求,选择合适的归零模式。
常见的归零模式包括原点归零、限位归零、返回归零等等。
根据应用需求和机械结构,选择最适合的归零模式。
步骤五:设置归零参数在参数设置界面中,我们可以找到归零相关的参数。
这些参数包括回零速度、回零方向、回零偏移、回零信号延迟、回零完成信号等等。
根据实际需求,设置这些参数,确保归零过程的准确性和稳定性。
步骤六:保存参数设置设置完毕后,点击保存按钮,将参数保存到驱动器中。
同时,建议将设置参数备份到电脑或其他存储设备中,以备后续需要恢复或修改时使用。
步骤七:执行归零过程设置完毕后,继续在参数设置界面中查找“执行归零”或类似的命令。
点击执行归零命令后,伺服驱动器将按照之前设置的归零模式和参数进行归零过程。
在归零过程中,可以监控电机的运动情况和信号状态,确保一切正常。
步骤八:验证归零结果归零完成后,验证电机的归零结果。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位原点回归是指将伺服电机的位置重新回归到设定的原点位置。
定位是
指将伺服电机移动到指定的位置。
这两个功能通常需要使用伺服电机控制
器和编码器。
首先,我们需要在台达PLC程序中设置相关的参数和变量。
例如,我
们可以设置一个变量来记录伺服电机的位置,以及一个变量来存储原点位
置的位置。
同时,我们还需要设置一个变量来指示是否需要回归到原点或
移动到指定的位置。
接下来,在PLC程序中,我们需要编写一段代码来控制伺服电机的运动。
首先,我们需要判断是否需要回归到原点或移动到指定的位置。
如果
需要回归到原点,我们可以将伺服电机移动到原点位置,并将当前位置设
置为原点位置。
如果需要移动到指定的位置,我们可以将伺服电机移动到
指定位置,并将当前位置设置为指定位置。
在代码中,我们还需考虑到伺服电机的运动速度和加减速度等参数。
这些参数可以在PLC程序中进行设置,以确保伺服电机的运动平稳和精确。
此外,在代码中,我们还可以添加一些保护措施,例如限制运动范围、错误处理等,来增强系统的稳定性和可靠性。
在实际操作中,我们还需要进行一些调试和测试。
例如,我们可以通
过监视伺服电机的位置和状态来验证系统的运行是否符合预期。
如果有异
常情况,我们可以通过调整参数或修改代码来进行调试。
总结来说,通过合理设置参数和编写PLC程序,台达PLC可以控制伺
服电机实现原点回归和定位功能。
这样可以帮助我们在自动化生产线或机
械设备中更方便地控制和操作伺服电机,提高生产效率和质量。
伺服运动控制的原点回归问题以及常见的方式
伺服运动控制的原点回归问题以及常见的方式原点回归,又名原点复位、伺服回零...等等。
在进行伺服定位操作之前一般都需要先进行原点回归,否则伺服电机可能会罢工,说是在「原点回归未完成时启动」。
那么,为什么要进行原点回归?以及,怎样进行原点回归的操作呢?1、原点回归的必要性所谓定位,就是要让伺服电机走到一个确定的位置。
这个位置可以是增量式的,也可以是绝对式的。
打个比方,我们现在在路上,我们要往前走 10 米,相当于我们的位置要往前增加十米,这个十米就是一个位置增量。
而如果我们要去这条街上某处地方的咖啡店,我们就需要知道它的确切地址,假设这条街的地址不是门牌号,而是从街的一端开始为0 米(基准位置),这样就能确定这条街上每个位置的地址,比如这家咖啡店的地址是这条街 100 米的位置,那么这个 100 米就是一个绝对位置,我们不管在哪一个位置,都能通过走到这条街100 米的位置找到这家咖啡店。
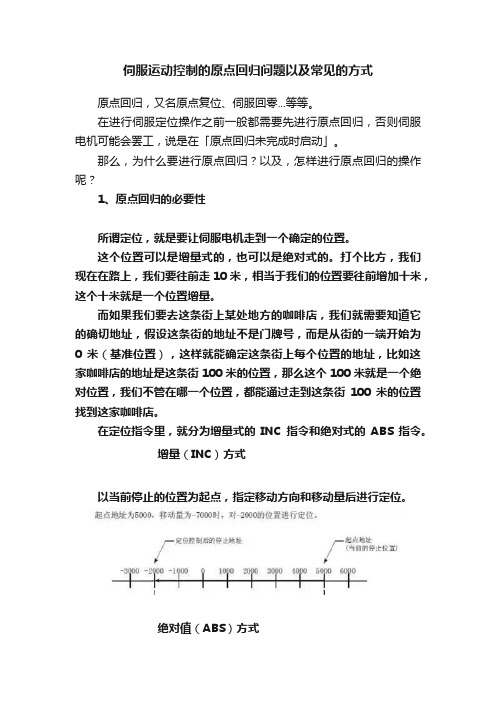
在定位指令里,就分为增量式的INC 指令和绝对式的ABS 指令。
增量(INC)方式以当前停止的位置为起点,指定移动方向和移动量后进行定位。
绝对值(ABS)方式定位到指定的地址,该地址是以原点为基准的位置。
所以,当我们需要进行绝对式定位时,我们就需要对应的机械系统上具有地址,这也就需要一个基准位置,通过这个基准位置去确定机械系统上的每个位置的地址。
而这个基准位置,在伺服定位系统里称为原点。
2、两个信号在三菱的伺服定位系统里,有两个关于原点的关键信号:原点回归请求信号(原点复位请求标志)这个信号ON 的时候,说明伺服系统目前没有原点,需要进行原点回归。
原点回归完成信号(原点复位完成标志)当原点回归执行完成时,该信号会ON。
然后如果执行定位或者其他正常方式使得伺服电机离开原点位置时,该信号会OFF,但是此时原点还是存在的。
判断是否需要原点回归可以借助原点回归请求信号,而不应该借助原点回归完成信号。
对于增量式系统,每次断电复位、重新上电之后都需要进行原点回归。
台达伺服原点回归
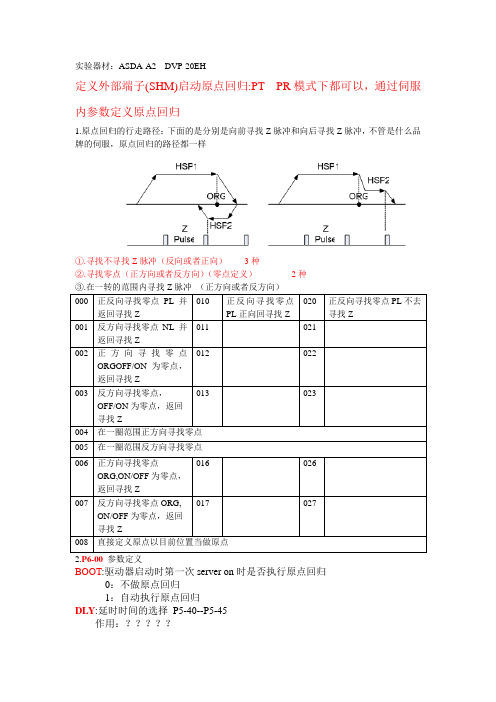
实验器材:ASDA-A2 DVP-20EH定义外部端子(SHM)启动原点回归:PT PR模式下都可以,通过伺服内参数定义原点回归1.原点回归的行走路径:下面的是分别是向前寻找Z脉冲和向后寻找Z脉冲,不管是什么品牌的伺服,原点回归的路径都一样①.寻找不寻找Z脉冲(反向或者正向)3种②.寻找零点(正方向或者反方向)(零点定义)2种2.P6-00参数定义BOOT:驱动器启动时第一次server on时是否执行原点回归0:不做原点回归1:自动执行原点回归DLY:延时时间的选择P5-40--P5-45作用:?????DEC1/DEC2:第一/二段回原点减速时间的选择P5-40--P5-55ACC:加速时间的选择对应到P20--P35PATH:路径的形式0:原点回归后停止1-63:原点回归后,执行指定的路径作用:可以让电机回到原点后,再移动的位置原点回归牵涉到的其它的参数:P5-05:第一段高速原点回归速度的设定P5-06:第二段高度原点回归速度的设定P1-01:01 PR 64个命令程序,程序C#0为零为原点回归其它的为普通用户自定义程序例子:P2-10:101 Server on Y0P2-11:108 CTRG P2-11:127 SHM 启动原点回归Y1 P2-12:124 ORGP 原点Y2P5-04:002 正方向寻找零点ORG,OFF/ON为原点,反方向寻找ZP5-05:第一段高速原点回归速度设定P5-06:第二段高速原点回归速度设定这种情况下监控C-PUU不会为0,很有可能是因为找到Z脉冲时减速停止造成的P5-04:23 反方向寻找零点ORG,ON/OFF为零点P6-00: 02 回零完成后执行自定义程序2这种情况下监控的C-PUU会为零上面的情况就是回零后出现不是在零点的位置,有偏差:A.A系列中的P1-47原点回归模式中可以设置拉回原点设置的选项,在A2中不提供,而是通过另一种方式实现的。
如何采用PLC控制伺服电机的精确定位
如何采用PLC控制伺服电机的精确定位摘要: 文章阐述了PLC在伺服电机控制中的定位原理及控制方法。
关键词:PLC;伺服电机;精确定位1PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。
PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。
目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。
大到航天航海,小到普通家用电器,都有它的身影,特别是制造工厂,更是得到了大量的使用。
2 伺服电机定义伺服电机主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm。
伺服电机在要求精密控制的工业自动化设备中得到了广泛的应用,他的闭环控制功能,是步进电机无法比拟的。
在一些场合,由于步进电机没有反馈,因此当步进电机卡死或打滑会出现丢步的情况,从而大大影响设备使用精度,因此步进电机一般用于纯粹的转动过程,或者用于对精度要求不高的使用场合。
3 如何采用PLC控制伺服电机运转文中采用了LG品牌PLC,伺服电机采用英迈克的伺服电机及驱动器。
3.1 PLC控制伺服电机原理图PLC控制伺服电机原理如图1所示。
①PLC引脚说明。
PLC引脚P00为电机运行启动信号;PLC引脚P40属于LG PLC的专用高速脉冲通道,用于控制伺服电机驱动器。