轿车仪表板及制造工艺简介
仪表台成型工艺简介

1.06 80~85 6 350 42
(TPU)
四、仪表板表皮的阴模吸塑成型
阴模吸塑成型技术是阳模真空吸塑与搪塑技术的有机结合,它是一种热模成型技术, 即将不带皮纹的热片材(0.8mm TPO表皮+2.0mm泡沬)放置在发泡层与阴模的型腔之间, 通过真空吸附使片材与模具型腔(模具型腔已做出了皮纹)接触成型。冷却时片材收缩, 并与发泡层吸附贴合成型。与传统的成型和复合工艺相比,该工艺不会出现皮纹拉伸现象, 而且可以在一个零件上实现不同的皮纹形式,皮纹均匀、清晰且手感好,与搪塑效果相当。
搪塑表皮一般具有如下优点:由于搪塑表皮的表面花纹是在表皮成型过程中形成的, 因此花纹表面的一致性好;在产品设计上,只要照顾到模具的局部加热性,即可将模具做 成较深的凹陷,甚至做成一定的负角,以加大产品造型设计的裕度;材料成本相对较低。 其缺点是:模具投资大,寿命短(一般模具的质量保证只有20000次表皮寿命);设备投 资大;需要不断地清理模具,导致辅助工时较长。
聚氨酯喷涂仪表板的工艺流程为:注塑成型仪表板骨架→PU喷涂→发泡层 发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件。(高端车型采 用)
一、仪表板的注塑成型
对于全塑的硬质仪表板和发泡仪表板而言,其骨架的注塑成型一般需要使用锁模 力为2000~3000T的注塑机,骨架材料可以采用PC/ABS、SMA或PP+GF,下表对这3 种材料的成型性、成本和使用性能做了比较。片材切割阳模吸塑源自型三、仪表板表皮的搪塑成型
搪塑表皮的制造过程是:首先将带有表面花纹的搪塑模具加热到搪塑表皮的成 型温度,然后将粉箱与搪塑模扣合,使之按设定的程序旋转。当粉料熔化并粘附 于模具表面达到一定厚度后,脱开粉箱。接着,继续加热模具外表面,以使模具 内表面的搪塑表皮得到塑化烧结。最后,快速冷却模具外表面(不喷淋),使表 皮冷却成型。
浅谈仪表板制造工艺

浅谈仪表板制造工艺浅谈仪表板制造工艺作者:浙江众泰汽车技术中心王智仪表板简称“IP(Instrument panel)”,是汽车内饰的重要组成部分。
由于具有得天独厚的空间位置,使得仪表板成为诸多操作功能的载体:驾驶者不仅可通过仪表板了解车辆的基本行驶状态,而且可对风口、音响、空调和灯光等进行控制,从而在确保安全的同时,享受到更多的驾乘乐趣。
近年来,随着技术的不断进步,更多的操作功能被集成到了仪表板中。
显然,为了确保所支撑的各种仪表和零件能够在高速行驶及振动状态下正常工作,仪表板必须具有足够的刚性,而为了减少发生意外时外力对正、副驾驶的冲击,还要求仪表板具有良好的吸能性。
与此同时,出于舒适和审美的要求,仪表板的手感、皮纹、色泽和色调等也日益受到人们的重视。
总之,作为一种独特的内饰部件,仪表板集安全性、功能性、舒适性和装饰性于一身,这些性能的好坏已成为评判整车等级的重要标准之一。
一般,不同的车型所配备的仪表板等级是完全不同的。
根据车型的配置要求,可选择适合的仪表板生产工艺,以达到降低生产成本的目的。
仪表板种类及生产工艺目前,常使用的仪表板主要包括:硬质仪表板、半硬质仪表板、搪塑发泡仪表板、阴模成型仪表板和聚氨酯喷涂仪表板等几种类型。
不同的仪表板,其生产工艺也不尽相同。
一般,硬质仪表板(注塑件)的工艺流程为:注塑成型仪表板本体零件→焊接主要零件(如需要)→组装相关零件;半硬质仪表板(阳模吸塑件)的工艺流程为:注塑/压制仪表板骨架→吸塑成型表皮与骨架→切割孔和边→组装相关零件;搪塑发泡仪表板的工艺流程为:注塑成型仪表板骨架→真空成型/搪塑表皮→泡沬层的发泡处理→切割孔和边→焊接主要零件(如需要)→装配相关零件;阴模成型仪表板(阴模成型及表皮压纹)的工艺流程为:注塑成型仪表板骨架→真空成型/吸塑表面压纹→泡沬层的发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件;聚氨酯喷涂仪表板的工艺流程为:注塑成型仪表板骨架→PU喷涂→发泡层发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件。
汽车仪表板及其制造工艺

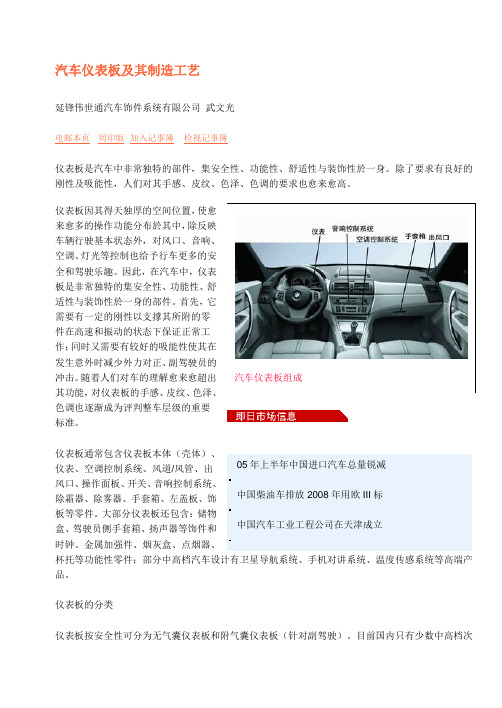
汽车仪表板及其制造工艺仪表板因其得天独厚的空间位置,使越来越多的操作功能分布于其中,除反映车辆行驶基本状态的仪表外,对风口、音响、空调、灯光等的控制也给予行车以更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性于一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解越来越超出其功能本身,对伸手可及、举目必望的仪表板,其手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准之一。
仪表板的组成仪表板通常包含的零件有:仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含有:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
(如附图一)仪表板的分类按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
而气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年越来越多车型的仪表板被设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
按照舒适性来分,仪表板可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板(其剖面如图二)。
仪表板本体为注塑工艺制成的仪表板为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。
汽车设计培训资料-仪表板开发篇
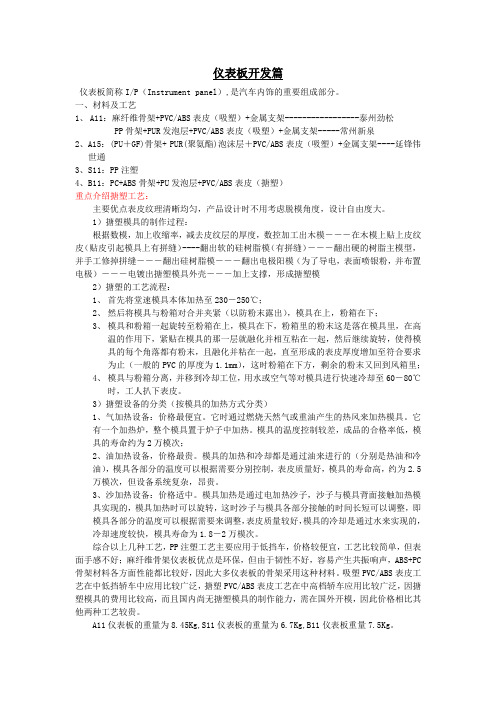
仪表板开发篇仪表板简称I/P(Instrument panel),是汽车内饰的重要组成部分。
一、材料及工艺1、A11:麻纤维骨架+PVC/ABS表皮(吸塑)+金属支架-----------------泰州劲松PP骨架+PUR发泡层+PVC/ABS表皮(吸塑)+金属支架-----常州新泉2、A15:(PU+GF)骨架+ PUR(聚氨酯)泡沫层+PVC/ABS表皮(吸塑)+金属支架----延锋伟世通3、S11:PP注塑4、B11:PC+ABS骨架+PU发泡层+PVC/ABS表皮(搪塑)重点介绍搪塑工艺:主要优点表皮纹理清晰均匀,产品设计时不用考虑脱模角度,设计自由度大。
1)搪塑模具的制作过程:根据数模,加上收缩率,减去皮纹层的厚度,数控加工出木模―――在木模上贴上皮纹皮(贴皮引起模具上有拼缝)----翻出软的硅树脂模(有拼缝)―――翻出硬的树脂主模型,并手工修掉拼缝―――翻出硅树脂模―――翻出电极阳模(为了导电,表面喷银粉,并布置电极)―――电镀出搪塑模具外壳―――加上支撑,形成搪塑模2)搪塑的工艺流程:1、首先将堂速模具本体加热至230-250℃;2、然后将模具与粉箱对合并夹紧(以防粉末露出),模具在上,粉箱在下;3、模具和粉箱一起旋转至粉箱在上,模具在下,粉箱里的粉末这是落在模具里,在高温的作用下,紧贴在模具的那一层就融化并相互粘在一起,然后继续旋转,使得模具的每个角落都有粉末,且融化并粘在一起,直至形成的表皮厚度增加至符合要求为止(一般的PVC的厚度为1.1mm),这时粉箱在下方,剩余的粉末又回到风箱里;4、模具与粉箱分离,并移到冷却工位,用水或空气等对模具进行快速冷却至60-80℃时,工人扒下表皮。
3)搪塑设备的分类(按模具的加热方式分类)1、气加热设备:价格最便宜。
它时通过燃烧天然气或重油产生的热风来加热模具。
它有一个加热炉,整个模具置于炉子中加热。
模具的温度控制较差,成品的合格率低,模具的寿命约为2万模次;2、油加热设备,价格最贵。
汽车仪表板制造工艺介绍

–出风口向上应能够吹到99%的眼椭圆,向下应能 够吹到假人的H点。
–所有的出风口最少高于前座椅H点356毫米;从出 风口作到99%眼椭圆的切线,切线长度不大于 653毫米。
–典型仪表板:新桑、老桑、赛欧、长安嘉 年华
4
仪表板在整车中的安装方式
• Cockpit方式:
–仪表板本身没有金属加强梁支撑,在装车 前需预装在金属Cross car beam上。 Cross car beam为整体式铝镁合金或强壮 的金属管梁结构,可承载空调的重量。装 车时用机械手Loading arm将仪表板在车 身中定位,通过cross car beam上的定位 销准确固定仪表板总成。(详见附图)
15N
–烟灰缸盖在受到11N的载荷时,Y方向变形<5 毫米 ;Z方向变形<3 毫米
–在手不接触到灭烟处的情况下,烟灰缸缸体可以很 方便的取出。
15
各零部件结构及设计要求 -杯托
• 设计要求 –可靠性目标:2年内或30000MILES 98%;6年内或 90000MILES 94%;10年内或150000MILES 90%。 –仪表板系统要求在-40度到82度的环境温度下, 40度时相对湿度达到90%, 满足外观和功能的要 求。
10
各零部件设计要求-IP本体
• 设计要求 – 仪表板系统上的零件经过3次拆装后, 所 有的 饰板经过6次拆装后, 仪表板应满足所有外观 和功能的要求。 – 需满足驾驶侧与副驾驶侧的膝部撞击要求(北美 和欧洲法规要求,视客户需求决定). • 当仪表板暴露在自然环境下,当仪表板处于空 调引起的快速冷热时,当运动部件运动时,不 能发出可辨的噪声。 • 振动试验要求:振动频率3常用材料
仪表板制造工艺

仪表板:汽车仪表板材料及制造工艺随着汽车在安全及环保性方面的发展,人们对汽车饰件在安全性及环保性方面的要求也越来越高;随着仪表板外形设计美观的要求,越来越多的仪表板采用无缝气囊门的外观设计,因此对汽车仪表板来说,一个好的仪表板不仅要有设计新颖美观的外形,舒适的手感,而且还需具有优良的老化性能及与乘客的良好相容性(优良的散发特性)。
由于PVC材料具有良好的手感和花纹成型性且材料成本低等优点,因此目前PVC搪塑仍是使用最广的仪表板表皮加工工艺,PVC粉料占据了搪塑成型工艺的绝大部分市场。
由于PVC材料的玻璃化温度较高,材料在低温环境下发脆,易造成无缝气囊仪表板在低温状态爆破时,气囊区域PVC表皮碎裂而飞出,对乘客产生安全隐患,PVC在抗老化性、增塑剂迁移等方面也存在问题,因此出于安全及环保原因,目前各主机、饰件及材料生产厂商相继开发出了PVC的替代材料及工艺。
由此可见,随着环保要求的不断提高,与环境相容性较差的材料将逐渐被替代。
今后,仪表板表皮材料将在以下性能上不断改进:优良的安全性能,低温性能;优良的老化性能,抗UV性能;易于循环使用;减小成雾性;材料无害性、与环境及人的相容性。
根据仪表板表皮性能这些发展要求,世界各主机、饰件及材料生产厂商不断开发出新的材料及成型工艺以满足表皮性能的发展要求,以下将对仪表板饰面表皮的一些性能优异的新材料及其成型工艺进行介绍。
搪塑成型工艺搪塑工艺是当前一项成熟并使用广泛的成型工艺,其加工成型工艺简单,是目前应用最广的工艺。
目前搪塑模可采用的皮纹也越来越广,如缝纫线(StitchLine),主要的环保新材料有热塑性聚烯烃(TPO)、热塑性聚氨酯(TPU)粉料。
1.热塑性聚氨酯TPU热塑性聚氨酯TPU结合了橡胶的物理机械性能,具有优良热塑性及工艺加工性。
其优点有:是一种环保型的材料,可回收循环使用;具有优良的物理机械性能、可使用较薄的表皮厚度;良好的耐化学性、耐老化性、抗摩损性;TPU搪塑料无须添加增塑剂,其具有良好的气味及散发特性;优良的低温性能,在低温状态下保持着优良的弹性,玻璃化温度为-50℃。
汽车仪表板及其制造工艺(IP And Process Technics)

汽车仪表板及其制造工艺仪表板因其得天独厚的空间位置,使越来越多的操作功能分布于其中,除反映车辆行驶基本状态的仪表外,对风口、音响、空调、灯光等的控制也给予行车以更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性于一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解越来越超出其功能本身,对伸手可及、举目必望的仪表板,其手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准之一。
仪表板的组成仪表板通常包含的零件有:仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含有:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
(如附图一)仪表板的分类按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
而气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年越来越多车型的仪表板被设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
按照舒适性来分,仪表板可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板(其剖面如图二)。
仪表板本体为注塑工艺制成的仪表板为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。
浅谈汽车仪表板的制造技术与设计

浅谈汽车仪表板的制造技术与设计汽车仪表板是汽车内饰中最重要的组成部分之一,它不仅起到了美化车内环境的作用,更是驾驶员控制汽车的重要工具。
汽车仪表板的制造技术和设计对车辆性能和驾驶者体验都具有至关重要的影响。
汽车仪表板的制造技术主要包括:材料选择、成型工艺、表面涂装等几个方面。
材料选择:在材料的选择方面,汽车仪表板所用的材料需要满足以下几个条件:首先,材料需要具有足够的硬度和抗拉强度,确保在发生意外碰撞等情况时,仪表板不易损坏或变形;其次,材料需要耐高温和耐低温,以适应各种气候条件下的使用;还需要防紫外线,防磨损等特性。
常见的汽车仪表板材料包括塑料、木材和金属,其中塑料是最常见的材料。
塑料材料具有质轻、易成型、生产稳定的优点,在设计灵活度上也更有优势。
成型工艺:在成型工艺方面,汽车仪表板一般采用注塑成型技术,这种技术可以生产具有复杂结构和精细外形的细节。
除此之外,汽车仪表板的生产还需要膜压、覆铝、压花等多种成型技术,以满足不同的设计需求。
表面涂装:表面涂装可以使汽车仪表板呈现出更加精美的外观,也能为材料表面提供额外的保护。
常见的表面涂装方法包括:喷漆、镀膜和贴花处理等。
汽车仪表板设计需要考虑驾驶者的安全性和操作的便捷性,还需要考虑车辆的整体风格和造型。
以下是汽车仪表板设计的几个要点:1. 显示屏幕的布局:在显示屏幕的布局上,需要避免出现盲区,以确保驾驶者能够看到所有必要的信息。
合适的显示屏幕高度和角度也能减少驾驶员的颈部疲劳。
2. 操作的便捷性:工业设计师需要根据驾驶员的需求,确定汽车仪表板上的各种功能键和操作按钮的摆放位置和大小,以便于驾驶员快速并准确地操作。
3. 界面的易读性:汽车仪表板显示的信息需要采用易于辨认和阅读的字体和符号,并避免出现复杂的图像与内容摆放不合理的情况。
4. 外观设计的风格:汽车仪表板的外观设计需要与其所属车辆整体风格相符合,并展现出品牌的特色和美感。
总结:汽车仪表板是汽车内部控制仪器的中心部分,其设计和制造技术直接影响车辆的性能和驾驶者的体验。
浅谈仪表板制造工艺

环保化:采用环保材料,减少对环境的影 响
集成化:仪表板将集成更多的功能,如导 航、娱乐、通信等
个性化:仪表板将更加个性化,满足不同 消费者的需求
安全性:仪表板将更加注重安全性,如防 撞、防眩光等功能
汇设备,提 高资源利用率, 减少资源浪费
环保认证:通 过环保认证, 提高产品质量 和品牌形象, 满足市场需求
自动化技术:采用自动化生产线,提高生产效率 数字化技术:利用数字化技术,提高生产精度 智能化技术:引入智能化技术,提高生产效率和精度 环保技术:采用环保技术,降低生产过程中的污染和浪费
吸塑工艺:将塑料原料吸 入模具中,通过冷却成型
仪表板制造工艺的特点: 精度高、质量好、生产效 率高
Part Three
塑料原料:聚丙烯、聚碳酸酯等 玻璃原料:钢化玻璃、夹层玻璃等 电子元件:传感器、显示屏等
装饰材料:皮革、织物等 模具:注塑模具、冲压模具等 设备:注塑机、冲压机等
设计原则:满足产品性能和外观要求,提高生产效率 设计方法:采用计算机辅助设计(CAD)和计算机辅助工程(CAE)技术 制造工艺:包括注塑、吹塑、压铸等 质量控制:通过检测和试验,确保模具质量和性能达到要求
装配技术:包括装配顺序、装配方法、装配工具等 检测技术:包括检测方法、检测设备、检测标准等 质量控制:包括质量管理体系、质量控制方法、质量控制标准等 自动化技术:包括自动化装配、自动化检测、自动化质量控制等
Part Five
数字化制造:利用数字化技 术,实现产品设计、生产、 管理等环节的数字化
材料选择:需要选择合适的材料,以满足强度、耐久性和环保要求 工艺技术:需要不断改进工艺技术,以提高生产效率和质量 成本控制:需要降低成本,以提高竞争力 环保要求:需要满足环保要求,以减少对环境的影响 市场需求:需要适应市场需求的变化,以保持竞争力 法规要求:需要满足法规要求,以避免法律风险
浅谈汽车仪表板的制造技术与设计

浅谈汽车仪表板的制造技术与设计汽车仪表板是汽车内部的一个重要部件,它不仅是车辆信息展示的重要平台,还是车内空间的重要装饰。
随着汽车科技的不断发展,汽车仪表板的制造技术和设计也在不断创新和进步。
在本文中,我们将简要探讨汽车仪表板的制造技术和设计的发展现状以及未来的发展趋势。
我们来谈谈汽车仪表板的制造技术。
汽车仪表板的制造技术涉及到材料选择、成型工艺、表面处理等多个方面。
材料选择是汽车仪表板制造的重要环节,目前常用的汽车仪表板材料主要包括ABS、PC、PVC等工程塑料以及天然木材、金属等材料。
这些材料在汽车仪表板制造中各有优势,ABS和PC具有良好的韧性和抗冲击性,适合用于制作整体结构较为复杂的仪表板;PVC材料具有良好的塑性和加工性,适合用于制作细节丰富的仪表板配件;天然木材和金属材料则可以为汽车仪表板增添豪华感和质感。
随着材料科技的不断创新,未来有望出现更加轻量化、环保的新型汽车仪表板材料。
除了材料选择,汽车仪表板的制造还涉及到成型工艺和表面处理。
成型工艺是指将选定的材料通过注塑、压延等工艺形成制品的过程,而表面处理则是为了提高汽车仪表板的耐磨性和美观性。
目前,随着汽车工业的不断发展,汽车仪表板的成型工艺和表面处理技术也在不断创新。
采用先进的数控成型设备和模具制造技术可以大幅提高汽车仪表板的成型精度和表面质量;采用高性能的表面涂装工艺可以大幅提高汽车仪表板的耐磨性和抗老化性能。
未来,随着3D打印技术和柔性显示技术的进一步发展,有望为汽车仪表板的制造带来更加革命性的变革。
接下来,我们谈一谈汽车仪表板的设计。
汽车仪表板的设计涉及到形式美学、功能实用等多个方面。
汽车仪表板的设计首先要符合人体工程学原理,以保证驾驶者操作的便利性和安全性。
汽车仪表板要具有良好的信息展示功能,能够清晰、直观地展示车辆的运行状态和驾驶信息。
汽车仪表板的设计要符合汽车品牌的风格和定位,能够与车内其他装饰件和功能件协调一致。
汽车仪表板的设计还要具有一定的创新性和个性化,能够为驾驶者带来愉悦的视觉体验。
汽车仪表板及制造工艺简介YFV

各零部件结构及设计要求 -出风口
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 主要结构见附图 –抽屉式手开烟缸:低档经济型车上应用较多 。 –带缓冲的自动翻开式:中高档车型上
13
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 设计要求 –前烟灰缸打开的宽度为100毫米,打开的面积为 5000平方毫米;总容积为200立方厘米;后烟灰缸 打开的宽度为75 毫米,打开的面积为2000平方毫 米;总容积为80立方厘米 –将烟灰缸缸体转入或取出的作用力为: SNAP-IN 方 式: 20N DRAWER/SLIDE 方 式: 15N PIVOT/HINGED 方 式: 15N –烟灰缸盖在受到11N的载荷时,Y方向变形<5 毫米 ;Z方向变形<3 毫米 –在手不接触到灭烟处的情况下,烟灰缸缸体可以很 方便的取出。
20
Instrumental Panel
各零部件结构及设计要求 -中部面板
•
主要结构 中部面板是仪表板上结构较为 复杂的部分,一般集成中部左右 出风口、中部储物盒、空调控制 器、收放机或CD、前后雾灯、警 告灯等车用开关。另外,许多客 户需要在中部面板上安装杯托和 双DIN结构的DVD。 中部面板的设计非常多样,一 般需要考虑到:
Instrumental Panel
目
• • •
的
对仪表板的整体结构有大致的了解。 对仪表板各部分的零件设计要求有一定 的认识。 清楚仪表板的相关常用工艺和材料要求 。
1
Instrumental Panel
内
• • • • 仪表板在整车中的安装方式 仪表板种类及其表面要求 仪表板结构及其零件组成 各零部件的设计要求
仪表板及制造工艺简介

金属加工环节:使用数 控机床等设备对金属板 进行加工,制作出仪表 板的各个部件。
表面处理环节:对仪表 板的表面进行镀膜、喷 涂等处理,以提高其耐 高温和防尘等性能。
电子元件组装环节:将 电子元件安装到仪表板 上,并连接线路,以实 现仪表板的控制和显示 功能。
测试环节:对组装好的 仪表板进行测试,以确 保其精度和稳定性。
04
制造工艺案例分析
案例一:汽车仪表板的制造工艺
01
02
03
04
05
汽车仪表板是汽车内部 重要的部件之一,它需 要具备高精度、耐久性 和安全性等特点。制造 工艺包括注塑、喷涂、 真空成型和组装等环节 。
注塑环节:使用注塑机 将塑料颗粒注入模具中 ,经过加热、加压等过 程,形成仪表板的各个 部件。
THANKS
仪表板的基本组成
仪表
仪表是仪表板的核心部件,用于指 示车辆的各种信息,如车速表、转 速表、水温表、油量表等。
指示灯
指示灯用于指示车辆的各种故障和 异常情况,如制动灯、转向灯、危 险警报灯等。
控制按钮
控制按钮用于控制车辆的各种功能 ,如空调、音响、车窗等。
显示屏
显示屏用于显示车辆的各种信息, 如里程、导航、倒车影像等。
仪表板及制造工艺简介
2023-11-06
目录
• 仪表板概述 • 制造工艺概述 • 仪表板制造工艺 • 制造工艺案例分析 • 制造工艺发展趋势和挑战
01
仪表板概述
仪表板的定义和作用
仪表板的定义
仪表板是汽车内部的主要部件之一,其作用是显示车辆的各种信息和指示驾 驶员操作车辆。
仪表板的作用
仪表板可以实时显示车辆的运行状态,如车速、转速、油量、水温等,同时 还可以指示车辆的各种故障和异常情况,以确保驾驶员能够及时发现并处理 问题。
仪表板设计及工艺

• 2、软皮发泡仪表板 • 特点:表面给人柔软的质感,适合高档内 饰风格。有三种表面皮质 • 真空成型表皮 • 搪塑表皮 • PU Spray表皮 • 3、双色仪表板 • 上下分体式 • 一体式
仪表板在整车中的安装方式
1、传统方式 ——仪表板本身有贯穿到底的金属加强梁支撑整个IP结构,前端安装两 个M6螺栓固定在车身firewall的两个安装孔中(其中一个为定位孔)。 同时车身左右两端有片状钣金固定仪表板两端,中部再增加几个安装 点。 ——评价: IP在车身中的定位较差,尤其在X和Z向,受装配影响较大。 ——典型仪表板:长安嘉年华 2、cockpit方式 ——仪表板本身没有加强梁支撑,在装车前需预装在CCB上。CCB为整 体式金属管梁结构。装车时用机械手将仪表板在车身中定位,通过 CCB上的定位销准确固定仪表板总成。 ——评价: IP在车身中的安装定位较为准确。通过仪表板本体骨架在 CCB上的定位,可准确控制仪表板在车深重的位置。 ——典型仪表板:帕萨特
出风口
• • • • 结构种类众多,主要有如下几种; Barrel式:主要用于一些较老的车型中 Vane叶片式:主流设计,在中高档车中普遍运用 旋转式:较新型的设计
• 设计要求: • 仪表板一般提供最少4个出风口,通常空调出风口的作用范围达到车 厢内50%的空间 • 当驾驶者坐在最远的位置上时,驾驶侧出风口可调节吹风方向,吹到 驾驶员右肩;中间出风口可以吹到驾驶员左肩;同时,当副驾驶员坐 在最远的位置时,副驾驶员出风口可调节吹风方向,吹到副驾驶员左 肩。 • 出风口向上应该能够吹到99% 的眼椭圆。向下应能够吹到假人的H点 • 所有的出风口最少高于前座椅H点356mm;从出风口做到99%眼椭圆 的切线,切线长度不大于653mm. • 出风口需要布置在没有任何零件(方向盘、控制器等)阻挡气流吹向任 何目标的地方,能够吹到人腰部以上80%的空间。如果不能,就要考 虑辅助出风口。
(工艺技术)浅谈仪表板制造工艺

浅谈仪表板制造工艺作者:浙江众泰汽车技术中心王智仪表板简称“IP(Instrument panel)”,是汽车内饰的重要组成部分。
由于具有得天独厚的空间位置,使得仪表板成为诸多操作功能的载体:驾驶者不仅可通过仪表板了解车辆的基本行驶状态,而且可对风口、音响、空调和灯光等进行控制,从而在确保安全的同时,享受到更多的驾乘乐趣。
近年来,随着技术的不断进步,更多的操作功能被集成到了仪表板中。
显然,为了确保所支撑的各种仪表和零件能够在高速行驶及振动状态下正常工作,仪表板必须具有足够的刚性,而为了减少发生意外时外力对正、副驾驶的冲击,还要求仪表板具有良好的吸能性。
与此同时,出于舒适和审美的要求,仪表板的手感、皮纹、色泽和色调等也日益受到人们的重视。
总之,作为一种独特的内饰部件,仪表板集安全性、功能性、舒适性和装饰性于一身,这些性能的好坏已成为评判整车等级的重要标准之一。
一般,不同的车型所配备的仪表板等级是完全不同的。
根据车型的配置要求,可选择适合的仪表板生产工艺,以达到降低生产成本的目的。
仪表板种类及生产工艺目前,常使用的仪表板主要包括:硬质仪表板、半硬质仪表板、搪塑发泡仪表板、阴模成型仪表板和聚氨酯喷涂仪表板等几种类型。
不同的仪表板,其生产工艺也不尽相同。
一般,硬质仪表板(注塑件)的工艺流程为:注塑成型仪表板本体零件→焊接主要零件(如需要)→组装相关零件;半硬质仪表板(阳模吸塑件)的工艺流程为:注塑/压制仪表板骨架→吸塑成型表皮与骨架→切割孔和边→组装相关零件;搪塑发泡仪表板的工艺流程为:注塑成型仪表板骨架→真空成型/搪塑表皮→泡沬层的发泡处理→切割孔和边→焊接主要零件(如需要)→装配相关零件;阴模成型仪表板(阴模成型及表皮压纹)的工艺流程为:注塑成型仪表板骨架→真空成型/吸塑表面压纹→泡沬层的发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件;聚氨酯喷涂仪表板的工艺流程为:注塑成型仪表板骨架→PU喷涂→发泡层发泡→切割孔和边→焊接主要零件(如需要)→组装相关零件。
汽车仪表板及其制造工艺
汽车仪表板及其制造工艺延锋伟世通汽车饰件系统有限公司 武文光电邮本页 列印版 加入记事簿 检视记事簿仪表板是汽车中非常独特的部件,集安全性、功能性、舒适性与装饰性於一身。
除了要求有良好的刚性及吸能性,人们对其手感、皮纹、色泽、色调的要求也愈来愈高。
仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布於其中,除反映车辆行驶基本状态外,对风口、音响、空调、灯光等控制也给予行车更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性於一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解愈来愈超出其功能,对仪表板的手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准。
仪表板通常包含仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
仪表板的分类仪表板按安全性可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次汽车仪表板组成05年上半年中国进口汽车总量锐减 中国柴油车排放2008年用欧III 标 中国汽车工业工程公司在天津成立的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年愈来愈多车型的仪表板设计为无缝气囊仪表板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21
Instrumental Panel
各零部件结构及设计要求 -中部面板
•
主要结构 中部面板是仪表板上结构较为 复杂的部分,一般集成中部左右 出风口、中部储物盒、空调控制 器、收放机或CD、前后雾灯、警 告灯等车用开关。另外,许多客 户需要在中部面板上安装杯托和 双DIN结构的DVD。 中部面板的设计非常多样,一 般需要考虑到:
Instrumental Panel
仪表板
轿车仪表板及制造工艺简介 2004/03/19
1
Instrumental Panel
目
• • •
的
对仪表板的整体结构有大致的了解。 对仪表板各部分的零件设计要求有一定 的认识。 清楚仪表板的相关常用工艺和材料要求 。
2
Instrumental Panel
• 传统方式:
–仪表板本身有贯穿到底的金属加强梁支撑 整个IP结构,前端安装两个M6螺栓固定在 车身firewall的两个安装孔中(其中一个 为定位孔)。同时车身左右两端有片状钣 金固定仪表板两端,中部再增加几个安装 点。(详见附图) –评价:IP在车身中的定位较差,尤其在X 和Z向,受装配影响较大。 –典型仪表板:新桑、老桑、赛欧、长安嘉 年华
15
Instrumental Panel
各零部件结构及设计要求 -杯托
主要结构:杯托的设计种类繁多如下图
16
Instrumental Panel
各零部件结构及设计要求 -杯托
设计要求: • 杯 托 上 可 以 放 置 最 小75 毫 米 直 径 的 容 器, 深 度 不 小 于40 毫 米。 • 杯 托 的 最 大 开 启 和 关 闭 力 为: 开 启: DRAWER/SLIDE 25N PUSH/PUSH 15N 关 闭: DRAWER/SLIDE 30N PUSH/PUSH 15N • 杯 托 的 插 入 的 部 分 在 其 中 心 受 到4.5N 的 载 荷, 在43 摄 氏 度 和90% 相 对 湿 度 环 境 下, 放 置24 小 时 后, 杯 托 能 够 满 足 所 有 的 功 能。
23
Instrumental Panel
常用工艺(一)
大型注塑: 大型注塑:一般需 使用2000 2000T 使用2000T以上的 注射机 表皮真空成形: 表皮真空成形:使用 真空成形模成形 PVC/ABS表皮 PVC/ABS表皮 表皮搪塑: 表皮搪塑:使用 镍模搪塑PVC PVC粉末 镍模搪塑PVC粉末
20
Instrumental Panel
各零部件结构及设计要求 -风道系统
• 除霜器喷嘴必须布置在距前挡风玻璃底部45毫 米到100毫米的范围内。 • 驾驶员观察左右后视镜的视线在左右车窗上形 成视野区域,左右除雾器的出风方向需吹向该 区域。 • 吹向乘员的空调风管一般需保证3000mm2的截面 积。开启状态的Register损失20%的截面积。 • 前除霜器、左右除雾器需满足国家强制除霜储 物试验。试验条件下10分钟内去除车窗指定区 域90%的凝结霜雾。
10
Instrumental Panel
各零部件设计要求-IP本体
• 设计要求 – 仪表板系统上的零件经过3次拆装后, 所 有的 饰板经过6次拆装后, 仪表板应满足所有外观 和功能的要求。 – 需满足驾驶侧与副驾驶侧的膝部撞击要求(北美 和欧洲法规要求,视客户需求决定). • 当仪表板暴露在自然环境下,当仪表板处于空 调引起的快速冷热时,当运动部件运动时,不 能发出可辨的噪声。 • 振动试验要求:振动频率33Hz,振动加速度 70m/s2, 上下4小时,左右2小时,前后2小时。
5
Instrumental Panel
附图一
6
Instrumental Panel
仪表板种类及其表面要求
• 注塑仪表板: –特点:一般为PP材料。由于注塑工艺较难控 制大制件的表面质量,因此注塑仪表板表面 不可避免的存在熔接痕、缩瘪、顶出白痕等 缺陷。而且PP材料较软,表面易发生刮擦。 –评价:一般应用在经济型的轿车或硬朗风格 的SUV中。为提高表面质量,可以表面喷漆, 并借此实现双色仪表板的效果。 –典型仪表板:赛欧、长安嘉年华 • 软皮发泡仪表板: –特点:给人柔软的质感,适合温馨豪华的内 饰风格。有两种表面皮质: –真空成型表皮:材料为PVC/ABS,添加少量的 ABS以保证成型后的形状保持。凸出最大拉伸 比为2:1,超过表面花纹则不能保持。
7
Instrumental Panel
仪表板种类及其表面要求
–搪塑表皮 :材料为PVC粉末,搪塑后的表皮 棱角分明,可得到小的外圆角,可以在表面 成型标识、字符。且表面花纹均匀,不存在 真空成型后花纹深浅变化的问题,而且可以 在同一区域成型两种花纹。手感与真皮接近 。适用在高档车的仪表板上。 –搪塑典型仪表板:帕萨特、Polo • 双色仪表板: –以大众公司内饰特征分色线为典型代表,可 以通过仪表板上体发泡,下体注塑骨架,然 后上下体焊接的方式来实现IP双色的特征。 如帕萨特和Polo仪表板。但这样模具众多, 成本较高。也可通过仪表板表面喷软触漆来 实现双色,如赛欧和Jaugar仪表板。
内
• • • • 仪表板在整车中的安装方式 仪表板种类及其表面要求 仪表板结构及其零件组成 各零部件的设计要求
–IP 整体 –出风口 –烟灰缸 –杯托 –手套箱 –风道系统 –中部面板 –副驾驶气囊
容
• 常用生产工艺 • 仪表板常用材料
3
Instrumental Panel
仪表板在整车中的安装方式
常用工艺(三)
摩擦振动焊接
26
Instrumental Panel
常用工艺(四)
超声波焊接 装配:采用旋转 工位进行装配和 铆接。 表面处理:喷软 触漆或水转印
18
Instrumental Panel
各零部件结构及设计要求 -手套箱
• 设计要求:
–开启和关闭仪表板手套箱的作用力: • 开启:PULL LIFT HANDLE<15N • 开启:PUSH BUTTON 20-40N • 开启:2 SIDE SQUEEZE 20-30N • 开启:1 SIDE SQUEEZE 5-15N • 开启:TWIST KNOB <0.4Nm • 关闭:所有类型<40N –手套箱斗的宽度应大于75%手套箱门的宽度。 – 手套箱可以放下275X45X175尺寸的块体,打开的尺寸 为275X100 –副驾驶侧气囊激发后,手套箱门不能打开。
11
Instrumental Panel
各零部件结构及设计要求 -出风口
• 结构种类众多,主要有如下几种:见附图 –Barrel式:桑车、富康等较老的车型上使用较多 –Vane叶片式:主流设计,在中高档车上普遍运用 –旋转式:较新型的设计
12
Instrumental Panel
• 设计要求: –仪表板一般提供最少4个出风口,通常空调出风 口的作用范围达到车厢内50%的空间 –当驾驶者坐在最远的位置时,驾驶侧出风口可调 节吹风方向,吹到驾驶者右肩;中间出风口可以 吹到驾驶者左肩;同样,当副驾驶者坐在最远的 位置时,副驾驶侧出 风口可调节吹风方向,吹 到副驾驶者左肩。 –出风口向上应能够吹到99%的眼椭圆,向下应能 够吹到假人的H点。 –所有的出风口最少高于前座椅H点356毫米;从出 风口作到99%眼椭圆的切线,切线长度不大于 653毫米。 –出风口需布置在没有任何零件(方向盘、驾驶侧 气囊、控制器)阻挡气流吹向目标的地方,能够 吹到人腰部以上80%的空间。如果不能,就要考 虑辅助出风口。
4
Instrumental Panel
仪表板在整车中的安装方式
• Cockpit方式:
–仪表板本身没有金属加强梁支撑,在装车 前需预装在金属Cross car beam上。 Cross car beam为整体式铝镁合金或强壮 的金属管梁结构,可承载空调的重量。装 车时用机械手Loading arm将仪表板在车 身中定位,通过cross car beam上的定位 销准确固定仪表板总成。(详见附图) –评价:IP在车身中的安装定位较为准确。 通过仪表板本体骨架在cross car beam上 的定位,可准确控制仪表板在车身中的位 置。 –典型仪表板:帕萨特、别克君威
17
Instru及设计要求 -手套箱
• 主要结构种类: –Drop down式:手套箱斗与盖板焊接或装配成一体式 。最典型的为别克Regal系列的手套箱。 –开门式:盛物的斗与门分开。在注塑仪表板上经常 将bin与IP本体一起注塑而成。 两种结构都可以增加缓冲开门机构
1. 2. 3. 4. 电器开关的布局便于驾驶员操作 结构需能够承受较重的CD机和DVD 中央储物盒需后仰一定角度避免 物件受颠跳出 带屏幕的电器件避免前车窗折射 反光
22
Instrumental Panel
各零部件结构及设计要求 -副驾驶气囊
• 主要结构 如右图,仪表板上气囊主要相关部件 包括: – 气囊盖板:有时与气囊一起,一般 内部为金属板,外层为塑料或软皮 发泡。 – 气囊固定框:通过仪表板本体骨架 上的焊接螺栓固定在本体背面,起 到爆破导向和固定气囊的作用。 • 设计要求 气囊静态爆破要求不能有任何碎屑或 零部件飞出。因此仪表板相关部分应 足够结实。 对于无缝气囊,需在仪表板特征线背 面进行切割,使该部分IP起到盖板的 作用。
13
各零部件结构及设计要求 -出风口
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 主要结构见附图 –抽屉式手开烟缸:低档经济型车上应用较多 。 –带缓冲的自动翻开式:中高档车型上
14
Instrumental Panel
各零部件结构及设计要求 -烟灰缸
• 设计要求 –前烟灰缸打开的宽度为100毫米,打开的面积为 5000平方毫米;总容积为200立方厘米;后烟灰缸 打开的宽度为75 毫米,打开的面积为2000平方毫 米;总容积为80立方厘米 –将烟灰缸缸体转入或取出的作用力为: SNAP-IN 方 式: 20N DRAWER/SLIDE 方 式: 15N PIVOT/HINGED 方 式: 15N –烟灰缸盖在受到11N的载荷时,Y方向变形<5 毫米 ;Z方向变形<3 毫米 –在手不接触到灭烟处的情况下,烟灰缸缸体可以很 方便的取出。