Penetrant testing-01-05
五大常规无损检测技术之一:渗透检测(PT)的原理和特点

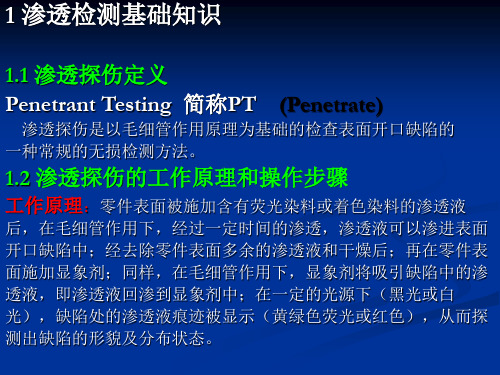
五大常规无损检测技术之一:渗透检测(PT)的原理和特点渗透检测(PenetrantTesting),业内人士简称P T,是工业无损检测(NondestructiveTesting)应用最早的无损检测方法,由于渗透检测简单易操作,其在现代工业的各个领域都有广泛的应用。
渗透检测主要的应用是检查金属(钢、铝合金、镁合金、铜合金、耐热合金等) 和非金属(塑料、陶瓷等)工件的表面开口缺陷,例如表面裂纹等。
工业产品在制造和运行过程中,可能在表面产生宽度零点几微米的表面裂纹,断裂力学研究表明,在恶劣的工作条件下,这些微细裂纹都会是导致设备破坏的裂纹源。
渗透检测是五大常规无损检测技术之一,其他四种是:超声检测(Ultrasonic Testing):A型显示的超声波脉冲反射法、射线检测(RadiographicTesting):射线照相法、磁粉检测(MagneticParticleTesting)、涡流检测(EddyCurrentTesting)。
按照不同特征,可将渗透检测分为多种不同的方法:按显示材料,分为荧光法(Fluorescent)和非荧光法(Non-Fluorescent)。
前者称为“荧光渗透检测”,后者称为“着色渗透检测”。
典型的荧光渗透检测缺陷示意图。
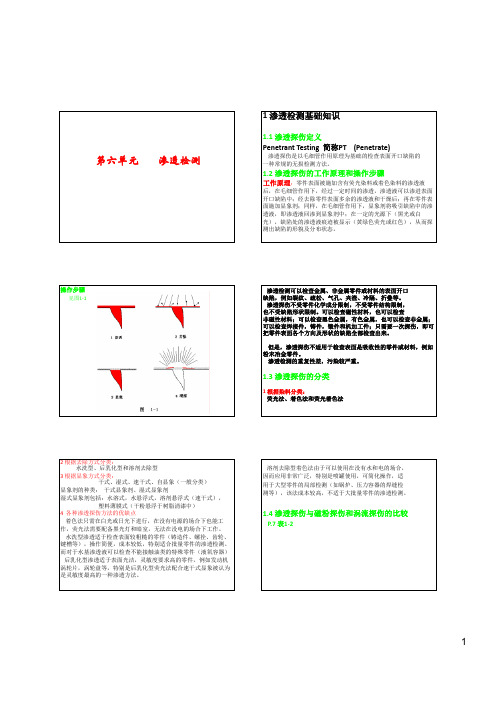
(图片来源于网络)肉眼无法察觉的微裂纹,经荧光渗透检,在紫外线灯的照射下,黄绿色荧光格外醒目,如下图所渗透检测原理渗透检测,本质上是利用液体的表面能。
当液体和固体界面接触时会出现以下三种现象,e称为接触角。
如下图所示:(8)全薛测腥薛升猶迅不润泡(a)8=0°,全部润湿;(b)e<90°,部分润湿;(c)e>90°,不润湿。
对某一液体而言,表面张力越小,当液体在界面铺展时克服这个力做功越少,则润湿效果越好。
表面张力,是液体表面层由于分子引力不均衡而产生的沿表面作用于任一界线上的张力。
毛细现象:当液体润湿毛细管或含有细微缝隙的物体,液体沿毛细缝隙流动的现象。
无损探伤检测
无损探伤检测NDT(Non-destructive Testing)
利用声、光、磁、电等特性,在不损害或不影响被检测对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态)(合格与否、剩余寿命等)的所有技术手段的总称。
检测方法:RT/UT表面和焊缝内部,MT/PT表面
1.磁粉探伤MT(Magnetic Particle Testing):通过漏磁和合适的检验介质检测铁磁性材料表面和近表面不连续性缺陷的一种检测方法。
2.渗透探伤PT(Penetrant Testing):利用渗透剂(颜料或荧光粉剂)的毛细管作用,将渗透液剂渗入固体材料表面开口缺陷处,在去除工具表面多余的渗透剂后,再通过显像剂将渗入的渗透液西服到表面形成痕迹,显示缺陷的存在。
3.射线探伤RT(Radiographic Testing):利用X、γ射线在穿透被检查物各部分是强度衰减的不同,检测被检测无中缺陷。
穿过材料的射线由于强度不同在X射线胶片上的感光成都也不太,由此生成内部不连续的图像。
用于10mm以上板材,不能探测角焊缝,有射线辐射危害人体健康,以及高电压危险。
4.超声探伤UT(Ultrasonic Testing):超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,来理解材料性能和结构变化的技术。
用于10mm以上板材。
无损检测技术

(5)ES线又称Acm线,是碳在奥氏体中的溶解度曲线。即L→Fe3CⅡ。
(6)GS线又称A3线,
(7)GP线奥氏体向铁素体转变的终了线。
(8)PSK水平线共析线(727℃),又称A1线。
(9)PQ线碳在铁素体中的溶解度曲线。
无损检测相关知识
--钢的分类和命名
无损检测相关知识
--焊接缺陷的种类和产生原因
1.外观缺陷
(1)咬边:咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽.
产生咬边的主要原因是电弧热量太
高,即电流太大,运条速度太小。焊
条与工件间角度不正确,摆动不合
理,电弧过长,焊接次序不合理等也
会造成咬边.
(2)焊瘤: 焊缝中的液态金属流到加热不足未熔化的母材上或从焊缝
性。
无损检测相关知识
--铁碳合金基本组织
铁素体: 碳在α-Fe中形成的间隙固溶体称为铁素体( α-Fe 体心立方
晶格),用符号F表示。碳在α-Fe中的溶解度很低,因此,铁
素体的机械性能与纯铁相近,其强度、硬度较低,但具有良
好的塑性、韧性。
奥氏体:碳在γ-Fe中形成的间隙固溶体称为奥氏体( γ-Fe 面心立方晶
b.弹簧钢
c.轴承钢
(3) 工具钢:a.碳素工具钢;b.合金工具钢;c.高速工具钢。
(4) 特殊性能钢:a.不锈耐酸钢;b.耐热钢:包括抗氧化钢、热强钢、气阀钢;c.电热合金
钢;d.耐磨钢;e.低温用钢;f.电工用钢。
(5) 专业用钢——如桥梁用钢、船舶用钢、锅炉用钢、压力容器用钢、农机用钢等。
声发射检测(AE)等。
无损检测概述
焊接检验-PT
操作步骤见图1‐1润湿液体装在容器里,靠近容器壁处的液面呈凹面,不润湿液体装容器里,零件容器壁处的液面呈凸面,容器的内径越小,这种现象越显著。
见图2-2所示。
因为水或水溶液是特别常见的取代气体的液体,所以,一般就把能增强水或水溶液取代固体表面空气的物质称为润湿剂。
2 润湿方程与接触角2.4 毛细现象2 毛细现象(1)圆管中的毛细管现象2.7 表面活性与表面活性剂1 表面活性:凡能使溶剂的表面张力降低的性质。
2 表面活性剂:是这样一种物质,它在加入量很少时,能大大将低溶剂(一般为水)表面张力或液-液界面张力,改变体系界面状态,产生润湿、乳化、起泡及加溶等一系列作用,从而达到实际使用的要求。
在右图中,曲线1和2为表面活性物质,曲线1为表面活性剂,3为非表面活性物质。
表面活性剂的种类渗透检测常用非离子型发光强度是指光源向某方向单位立体角发射的光通量,光通量是指能引起眼睛视觉强度的辐射通量,单位是流明(lm)。
照度是指被照射物单位面积上所接受的光通量,单位是勒克斯,照度是表示物体被照亮的程度。
渗透探伤时,工作场地保持一定的照度,对于确保探伤灵敏度及提高工作效率是非常必要的。
一般要求,着色探伤时,被检物表5 渗透探伤设备5.1 便携式设备及压力喷罐渗透探伤剂(包括渗透液、去除剂和显象剂),通常装在密闭的喷罐内使用。
喷罐一般由探伤剂的盛装容器和探伤剂的喷射机构两部分组成典型结构图成。
典型结构见图10‐1。
罐内装有探伤剂和气雾剂,40°C左右可产生0.29~0.49 Mpa的压力。
显象剂喷罐内还装有玻璃弹子,起搅拌作用。
015Penetrant Examination热加工专业英语

Text
Module 4 Penetrant Inspection
This method may be applied to many materials, such as ferrous and nonferrous metals, glass, and plastics. Although there are several types of penetrants and developers, they all employ common fundamental principles, as shown in Figure 4-7.
这种方法可以用于检测许多材料如钢铁材料、非铁金属、
玻璃以及塑料。虽然渗透剂和显影剂的种类很多,但它们都应
用如图 4-7 所示的基本原理进行检测。
Text
Module 4 Penetrant Inspection
One of the most important aspects of penetrant inspection is the preparation of the part before the penetrant is applied. The surface must be cleaned with a solvent to remove any dirt or film. Discontinuities must be free from dirt, rust, grease, or paint, to enable the penetrant to enter the surface opening.
Penetrant Examination
Phrases
无损检测中的UT RT MT PT ET 都是什么意思
无损检测中的UT RT MT PT ET 都是什么意思?学习的时候这些有什么不同吗?超声检测Ultrasonic Testing(缩写UT);射线检测Radiographic Testing(缩写RT);磁粉检测Magnetic particle Testing(缩写MT);渗透检测Penetrant Testing (缩写PT);涡流检测Eddy Current Testing (缩写ET);射线照相法(RT)是指用X射线或g射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。
1、射线照相检验法的原理:射线能穿透肉眼无法穿透的物质使胶片感光,当X射线或r 射线照射胶片时,与普通光线一样,能使胶片乳剂层中的卤化银产生潜影,由于不同密度的物质对射线的吸收系数不同,照射到胶片各处的射线能量也就会产生差异,便可根据暗室处理后的底片各处黑度差来判别缺陷。
2、射线照相法的特点:射线照相法的优点和局限性总结如下: a.可以获得缺陷的直观图像,定性准确,对长度、宽度尺寸的定量也比较准确; b.检测结果有直接记录,可长期保存; c. 对体积型缺陷(气孔、夹渣、夹钨、烧穿、咬边、焊瘤、凹坑等)检出率很高,对面积型缺陷(未焊透、未熔合、裂纹等),如果照相角度不适当,容易漏检; d.适宜检验厚度较薄的工件而不宜较厚的工件,因为检验厚工件需要高能量的射线设备,而且随着厚度的增加,其检验灵敏度也会下降; e.适宜检验对接焊缝,不适宜检验角焊缝以及板材、棒材、锻件等; f.对缺陷在工件中厚度方向的位置、尺寸(高度)的确定比较困难;g.检测成本高、速度慢;h.具有辐射生物效应,无损检测超声波探伤仪能够杀伤生物细胞,损害生物组织,危及生物器官的正常功能。
总的来说,RT的特性是——定性更准确,有可供长期保存的直观图像,总体成本相对较高,而且射线对人体有害,检验速度会较慢。
无损检测X光机用于工业部门的工业检测X光机通常为工业无损检测X光机(无损耗检测),此类便携式X光机可以检测各类工业元器件、电子元件、电路内部。
《焊接检测技术》渗透检测
第四步 干燥
干燥的目的
是去除零件表面
的水分。
干燥的温度
不能过高,以防
止将缺陷中的渗
透剂也烘干。
干燥的方法有用干净布擦干、压缩空气吹干、热
风吹干、热空气循环烘干装置烘干等方法。
在JB4730.5-2005《承压设备无损检测 第5部分:
渗透检测》中规定:被检物表面的干燥温度应控
制在不大于50℃范围内。
渗透检测可以检查金属、非金属零件或材料的表面开口
缺陷,例如裂纹、疏松、气孔、夹渣、冷隔、折叠等。 渗透探伤不受零件化学成分限制,不受零件结构限制, 也不受缺陷形状限制。 可以检查磁性材料,也可以检查非磁性材料;可以检查黑
色金属,有色金属,也可以检查非金属。
渗透探伤不适用于检查表面是吸收性的零件或材料,例如 粉末冶金零件。 渗透检测的重复性差,污染较严重。
锈剂。
呈弱碱性,常时间停留会腐蚀铝镁合金。 要求零件表面有较高的光洁度。
溶剂悬浮式显象剂
显象剂粉末加在挥发性的有机溶剂中配制而成,常用
丙酮、煤油等。
也加限制剂和稀释剂等。 通常装在喷罐中使用,并且常与着色液配合使用。 因为显象剂中的有机溶剂有较强的渗透能力,能渗入 到缺陷中,挥发过程中把缺陷中的渗透液带回到零件 表面,故该类显像剂显象灵敏度高。
速干式显象被认为是灵敏度最高的一种渗透方法。
溶剂去除型着色法可以使用在没有水和电的场合, 应用非常广泛,特别是喷罐使用,可简化操作, 适用于大型零件的局部检测(如锅炉、压力容器 的焊缝检测等)。该法成本较高,不适于大批量
零件的检测。
渗透检测的一般步骤
渗透检测可以分为多种方法,这些方法以不同的显 像方式组合使用。任何组合总是按下列六个基本步 骤进行。 预清洗 渗透 去除(清洗)
航空器荧光渗透原理

航空器制造中使用的荧光渗透检测(Fluorescent Penetrant Inspection, FPI)是一种无损检测(Non-Destructive Testing, NDT)方法,用于检测材料表面的细微裂纹、开口缺陷等。
其基本原理包括以下几个步骤:
1.渗透阶段:
o首先,将待检测的航空器部件表面彻底清洗和除脂,然后涂抹含有荧光染料的渗透剂。
荧光渗透剂是一种能渗入表面开口裂纹和不连续处
的液体。
2.渗透时间:
o渗透剂在部件表面停留一段时间(通常是几分钟到几小时,视具体情况而定),以确保渗透剂有足够的时间进入所有可能存在的表面裂纹
和缺陷中。
3.清洗阶段:
o清洗掉部件表面多余的渗透剂,但保持裂纹或缺陷内的渗透剂。
4.显影阶段:
o在清洗过的部件表面涂上一层薄薄的荧光显影剂(开发者),显影剂能吸附并浓缩从裂纹中渗出来的渗透剂,使得裂纹在紫外灯下发出明
亮的荧光。
5.观察和检测:
o使用黑光灯(UV-A光源)照射部件表面,荧光染料在紫外线激发下会发出可见的荧光,从而使得表面的裂纹和缺陷变得非常明显和突
出,便于检测人员识别和记录。
通过荧光渗透检测,技术人员可以非常敏感地检测出航空器部件表面极其微小的裂纹和缺陷,这对于确保飞行安全和设备可靠性至关重要。
无损检测概论 第6章 渗透检测

着色(荧光)强度一般随渗透液浓度提高而变大,着色(荧光)强度越强越易 于发现细小缺陷 。
12
6.2渗透检测系统
渗透检测系统主要包括:渗透检测剂、 标准试片、检测光源、测量设备、辅助 器材等。渗透检测剂系统是渗透剂、清 洗剂和显像剂的总称。
表面张力
4
6.1渗透检测原理
根据接触角的大小,润湿分为四 个等级:
接触角θ小于90°时,我们称固 体被液体润湿
接触角θ大于90°时,我们称固 体不被液体润湿
抵触角等于0°时,固体被液体 完全润湿
接触角等于180°时,固体完全 不被液体润湿。
润湿作用
θ——接触角; G——气相; L——液相 ;S——固相 润湿现象
13
6.2渗透检测系统
渗透剂
按显示方式,渗透剂分为荧光渗透剂和着色渗透剂,荧光渗透剂的视觉敏感度更高,但是着色渗透剂不需 要黑光灯及暗室环境。
按去除方式,渗透剂分为: 水洗型渗透剂(A型):其中含有乳化剂,仅用水即可去除多余的渗透剂,亦称为自乳化型。 亲脂后乳化型渗透剂(B型):可与油基乳化剂结合而得以去除。 溶剂去除型渗透剂(C型):用专用清洗剂去除。 亲水后乳化型渗透剂(D型):可与亲水性乳化剂结合而得以去除。
被吸附的物质称为吸附质;能吸附别的物质的物质称为吸附剂。吸附质可以是 气体或液体。
渗透检测中的吸附现象主要包括:
• 显像剂粉末将缺陷中的渗透剂吸附出来。吸附属于放热过程,因此,如果显像 剂中含有易挥发的溶剂,将促进吸附渗透剂,可提高显像灵敏度。
• 自乳化或后乳化渗透法,表面活性剂吸附在渗透剂—水界面,降低了界面张力, 使工件表面多余的渗透剂得以顺利清洗。
超声波探伤的常见问题

超声波探伤的常见问题盐城奥凯2015-06-10 14:551、什么是无损探伤/无损检测?(1)无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。
(2)无损检测:NondestructiveTesting(缩写NDT)2、常用的探伤方法有哪些?无损检测方法很多据美国国家宇航局调研分析,认为可分为六大类约70余种。
但在实际应用中比较常见的有以下几种:常规无损检测方法有:-超声检测Ultrasonic Testing(缩写UT);-射线检测Radiographic Testing(缩写RT);-磁粉检测Magnetic particle Testing(缩写MT);-渗透检验Penetrant Testing (缩写PT);-涡流检测Eddy current Testing(缩写ET);非常规无损检测技术有:-声发射Acoustic Emission(缩写AE);-泄漏检测Leak Testing(缩写UT);-光全息照相Optical Holography;-红外热成象Infrared Thermography;-微波检测Microwave Testing3、超声波探伤的基本原理是什么?超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的最为广泛。
一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。
脉冲反射式超声波探伤仪就是根据这个原理设计的。
目前便携式的脉冲反射式超声波探伤仪大部分是A扫描方式的,所谓A扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。
譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射(见图1),反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。
无损检测RT、UT、MT、PT
RT(Radiographic testing射线检测)、UT(Ultrasonic testing 超声波检测)、MT(Magnetic particle testing 磁粉检测)、PT(Penetrant flaw testing渗透检测)四种常规无损检测方法过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。
现在用无损方法检测,不影响工件使用.检测没有所谓先后,它是随着加工工序进行的。
没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。
注意:检测不可能是逐个进行,那样成本太高,也不现实(时间要求、费用要求、人力要求、检测设备数量、作业空间都有限制)。
大规模生产时,零部件是采取抽检方式进行的,有专用的是科学方法。
不过,关键件、重要件要逐个检查,例如“神七”全部部件。
一般检测的金属工件分为:铸造锻压件、机加工件、钣金件、焊接件等。
这四种方法(严格讲是五种,还有声发射ET)中最常用的是UT和PT,原因是比较方便,但只适合局部检查。
全面检测最理想的设备当然是RT,但费用较高,现在已经能够在计算机屏幕上可视进行(过去只能拍摄胶片),检测结果可制成录像文件。
对于大型的铸件、锻压件只能用RT,UT超不动!当然,在流水线上作业是另外一回事,可以逐步进行、逐一检查,可以用任何可能的方式,因为摊在每个产品上的费用小到可以忽略的程度,多昂贵的装置都无所谓。
无损检测(无损探伤)nondestryctive testing(NDT)就是对焊接加工件进行非破坏性检验和测量。
1 渗透检验penetrant festing(PT)通过施加渗透剂,用洗净剂去除多余部分,如有必要,施加显像剂以得到零件上开口于表面的某些缺陷的指示。
2 磁粉检验maganetic particle testing(MT)利用漏磁和合适的检验介质发现试件表面和近表面的不连续性的无损检测方法。
五大常规无损检测技术的原理和特点
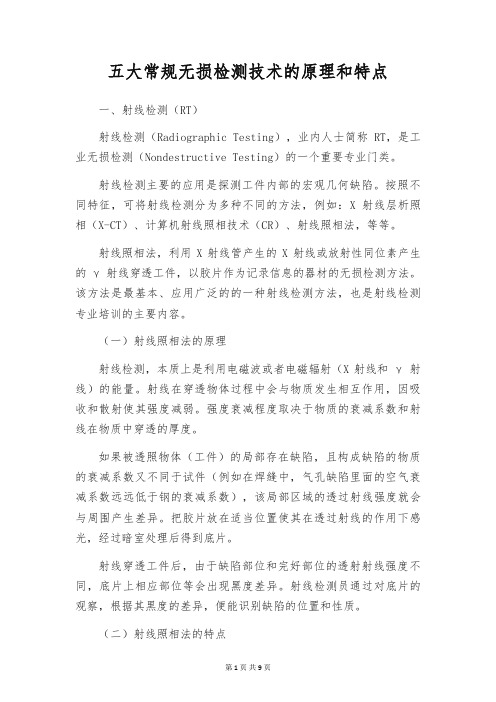
五大常规无损检测技术的原理和特点一、射线检测(RT)射线检测(Radiographic Testing),业内人士简称RT,是工业无损检测(Nondestructive Testing)的一个重要专业门类。
射线检测主要的应用是探测工件内部的宏观几何缺陷。
按照不同特征,可将射线检测分为多种不同的方法,例如:X射线层析照相(X-CT)、计算机射线照相技术(CR)、射线照相法,等等。
射线照相法,利用X射线管产生的X射线或放射性同位素产生的γ射线穿透工件,以胶片作为记录信息的器材的无损检测方法。
该方法是最基本、应用广泛的的一种射线检测方法,也是射线检测专业培训的主要内容。
(一)射线照相法的原理射线检测,本质上是利用电磁波或者电磁辐射(X射线和γ射线)的能量。
射线在穿透物体过程中会与物质发生相互作用,因吸收和散射使其强度减弱。
强度衰减程度取决于物质的衰减系数和射线在物质中穿透的厚度。
如果被透照物体(工件)的局部存在缺陷,且构成缺陷的物质的衰减系数又不同于试件(例如在焊缝中,气孔缺陷里面的空气衰减系数远远低于钢的衰减系数),该局部区域的透过射线强度就会与周围产生差异。
把胶片放在适当位置使其在透过射线的作用下感光,经过暗室处理后得到底片。
射线穿透工件后,由于缺陷部位和完好部位的透射射线强度不同,底片上相应部位等会出现黑度差异。
射线检测员通过对底片的观察,根据其黒度的差异,便能识别缺陷的位置和性质。
(二)射线照相法的特点1、适用范围适用于各种熔化焊接方法(电弧焊、气体保护焊、电渣焊、气焊等)的对接接头,也能检查铸钢件,在特殊情况下也可用于检测角焊缝或其他一些特殊结构工件。
2、射线照相法的优点①缺陷显示直观:射线照相法用底片作为记录介质,通过观察底片能够比较准确地判断出缺陷的性质、数量、尺寸和位置。
②容易检出那些形成局部厚度差的缺陷:对气孔和夹渣之类缺陷有很高的检出率。
③射线照相能检出的长度和宽度尺寸分别为毫米数量级和亚毫米数量级,甚至更少,且几乎不存在检测厚度下限。
着色探伤教程
表面张力的产生机理
液体分子作用间的作用力 液体表面层分子和内部分子互相作子的互相作用
分子作用半径r :分子作用力所能达到的最大距离,图2-1 分子作用球:半径为r的球形作用范围。
在图2-1中,MN为液体与气体的分界面,A、B及C为液 体中处于不同位置的分子。分子A处于液体内部,分子B靠 近液体表面,分子C处于液体表面。分子B距液体表面MN的距离小 于分子作用半径r,分子C距表面MN的距离为0,即分子作用球只有 一半部分在液体内部,而另一半部分在液体之外。在液体之外,分
表面张力系数α为任一单位长度上的收缩表面的力,也常称为表 面张力。它和液体表面相切且垂直于液体边界。它是液体的基本 性质之一,以牛顿/米(N/m)为单位。
一定成分的液体,在一定的温度下有一定的表面张力系数α 值。 不同的液体,α 值是不同的。一般液体的α 值随温度上升而下 降;少数金属熔融液体(铜、镉)的表面张力系数随温度上升而增 高。容易挥发的液体,表面张力系数更小,含有杂质的α 值也小。
P ( 1 1 )
R1 R2
3 毛细现象中的液面高度
毛细管在润湿液体中,由于润湿作用,靠近管壁的液面就会上 升,形成表面凹下,在弯曲液面的附加压强下,液体表面向上收 缩,而形成平面;随后,润湿作用又起主导作用,靠近管壁的液面 又上升,重新形成表面凹下的弯曲液面,弯曲液面在附加压强的作 用下又上升。如此循环,使毛细管的液面逐渐上升,一直到向上的 弯曲液面附加压强的作用力与毛细管内升高的液柱重量相等时,达 到平衡,才停止上升。
所以,在图2-1中,R1>R2>R3 综上所述,每一个到液体表面的距离小于分子作用半径
r的分子,都受到一个指向液体内部的力的作用,而这些分 子组成的表面层,即由表面分子及近表面分子组成的液体表面层, 都受到垂直于液面而且指向液体内部的力的作用。这种作用力就是 液体表面层对整个液体施加的压力,其实质是液体分子间的作用力 。液体表面越小,受到这种力作用的分子数目越少,系统的能量相 应越低,系统就越稳定。于是液体表面有自行收缩的趋势。
pt探伤标准

pt探伤标准
PT(Penetrant Testing)是一种非破坏性检测方法,用于检测金属和非金属表面上的裂纹、孔隙、疲劳裂纹等缺陷。
PT检测通常涉及涂抹或浸渍一种可渗透的液体(通常是荧光或颜色明显的荧光渗透剂)到被检测物表面,然后去除多余的液体,并应用开发剂,以显示任何存在的缺陷。
下面是一些PT的主要标准:
1.ASTM E1417 / E1417M-16:这是美国材料和试验协会(ASTM)
发布的标准,它规定了使用液体渗透检测的程序和要求。
2.ASME Boiler and Pressure Vessel Code:ASME锅炉和压力
容器规范包括PT作为一种检测方法,用于评估锅炉和压力容
器的质量。
3.ISO 3452:国际标准化组织(ISO)发布的ISO 3452标准系列
规定了渗透检测的程序、技术规范和质量控制要求。
具体的部
分包括ISO 3452-1、ISO 3452-2和ISO 3452-3。
-STD-271:这是美国国防部发布的标准,用于规定渗透检
测的技术要求和程序,通常适用于国防和军事应用。
5.EN 571-1:欧洲标准EN 571-1是液体渗透检测的欧洲标准,
规定了程序和质量控制要求。
请注意,不同行业和国家/地区可能有自己的标准和规定,因此在执行PT检测时,应根据具体应用选择适用的标准,并确保符合相关的法规和安全要求。
标准通常包括检测程序、设备要求、液体渗透剂选择、清洗步骤、开发剂使用和结果评价等方面的详细说明。
渗透检测

缺陷显示的分类
线状、圆形、密集形、纵(横)向显示
缺陷的分类 原材料缺陷、工艺缺陷和使用缺陷
渗透检测能发现的常见缺陷 气孔、裂纹、
5.3 标准关于显示的分类和评定要求
塑料薄膜式(干粉悬浮于树脂清漆中) 4 各种渗透探伤方法的优缺点
着色法只需在白光或日光下进行,在没有电源的场合下也能工 作,荧光法需要配备黑光灯和暗室,无法在没电的场合下工作。
水洗型渗透适于检查表面较粗糙的零件(铸造件、螺拴、齿轮、 键槽等),操作简便,成本较低,特别适合批量零件的渗透检测。 而对于水基渗透液可以检查不能接触油类的特殊零件(液氧容器)
但是,渗透探伤不适用于检查表面是吸收性的零件或材料,例如 粉末冶金零件。
渗透检测的重复性差,污染较严重。
1.3 渗透探伤的分类
1 根据染料分类: 荧光法、着色法和荧光着色法
2 根据去除方式分类: 水洗型、后乳化型和溶剂去除型
3 根据显象方式分类: 干式、湿式、速干式、自显象(一般分类)
显象剂的种类: 干式显象剂、湿式显象剂 湿式显象剂包括:水溶式,水悬浮式,溶剂悬浮式(速干式),
4.6 观察和评定
观察的光线要求 着色观察时,被检零件上白光的照度要不小于500lx。荧光观察
时,黑光灯的强度为,在距离黑光灯380mm处,其强度不低于 1000uw/cm2。
荧光观察时:a 进入暗室时,黑暗适应。 b 真伪缺陷的判定 c 缺陷性质的判定,作出合格与否的判定。 d 缺陷的表示和记录
4.2 施加渗透剂
1 渗透液施加方法 应根据零件大小、形状、数量和检查部位来选择。
所选方法应保证被检部位完全被渗透液覆盖,并在整个渗透时间内 保持润湿。
主要有:喷涂,刷涂,浇涂,浸涂。 2渗透时间及温度
无损检测

渗透探伤简介渗透探伤Penetrant Testing, 是利用毛细现象检查材料表面缺陷的一种无损检验方法。
20世纪初,最早利用具有渗透能力的煤油检查机车零件的裂缝。
到40年代初期美国斯威策(R.C.Switzer)发明了渗透探伤荧光渗透液。
这种渗透液在第二次世界大战期间,大量用于检查军用飞机轻合金零件,渗透探伤便成为主要的无损检测手段之一,获得广泛应用。
分类渗透探伤包括荧光法和着色法。
荧光法是将含有荧光物质的渗透液涂敷在被探伤件表面,通过毛细作用渗入表面缺陷中,然后清洗去表面的渗透液,将缺陷中的渗透液保留下来,渗透探伤进行显象。
典型的显象方法是将均匀的白色粉末撒在被探伤件表面,将渗透液从缺陷处吸出并扩展到表面。
这时,在暗处用紫外线灯照射表面,缺陷处发出明亮的荧光。
着色法与荧光法相似,只是渗透液内不含荧光物质,而含着色染料,使渗透液鲜明可见,可在白光或日光下检查。
一般情况下,荧光法的灵敏度高于着色法。
这两种方法都包括渗透、清洗、显象和检查四个基本步骤。
根据从被探伤件上清洗渗透液的方法,渗透探伤的荧光法和着色法又可分别分为水洗型、后乳化型和溶剂去除型三种。
常用的渗透探伤方法有着色渗透探伤、荧光渗透探伤、水洗型渗透探伤、溶剂去除渗透探伤。
干式显像渗透探伤、湿式显像渗透探伤,实际探伤时经常是将几种不同方法的组合应用。
例如水洗型、溶剂去除型的渗透剂组合,既可以使用干式显像也可以用湿式显像。
3优点渗透探伤操作简单,不需要复杂设备,费用低廉,缺陷显示直观,具有相当高的灵敏度,能发现宽度1微米以下的缺陷。
这种方法由于检验对象不受材料组织结构和化学成分的限制,渗透探伤因而广泛应用于黑色和有色金属锻件、铸件、焊接件、机加工件以及陶瓷、玻璃、塑料等表面缺陷的检查。
它能检查出裂纹、冷隔、夹杂、疏松、折叠、气孔等缺陷;但对于结构疏松的粉末冶金零件及其他多孔性材料不适用。
图1为用着色法发现的壳体上的热应力裂纹;图2为用荧光法发现的焊缝裂纹。
Penetrant Examination渗透检测
机械清理
Essential Steps of PT
Surface Preparation→Penetration →Removal of Excess Penetrant →Development →Inspection
Essential Steps of PT
• • • • • Surface Preparation 化学清理 Penetration 清洗处理都是必不可少的步骤 Removal of Excess Penetrant 经预清洗后残余的溶剂﹑清洗剂和水分应充分干燥, Development 并尽快进行下一步操作。如探伤工作量大,则可清洗一段, 探伤一段,以避免间隔时间太长造成二次污染。 Inspection
Advantages of Байду номын сангаасT
• simple operation; • low cost; • apply to many materials;
Principles of PT
定义:渗透探伤剂是指penetrant﹑emulsifier ﹑cleaner、developer的总称。
各种探伤剂要配套使用, 不能相互交叉替代 1.Liquid penetrant applied →2.Excess penetrant removed →3.Developer draws penetrant from crack →4. Observation
五大无损检测的原理及应用

五大无损检测的原理及应用五大无损检测的原理及应用如下:1. 超声波检测(Ultrasonic T esting, UT)原理:超声波通过材料中的传播而发生不同程度的反射、折射、衍射等现象,通过对反射回波和传播时间的测量,可以判断材料内部是否存在缺陷。
应用:超声波检测广泛应用于金属材料的缺陷检测,如焊接接头、铸件、锻件等。
在航空航天、船舶制造、石油化工等领域中有着重要的应用。
2. 磁粉检测(Magnetic Particle Testing, MT)原理:在被检测材料的表面施加直流或交流磁场,通过涂覆磁粉或喷射磁粉,当磁粉聚集在材料表面附近的缺陷处时,形成可见的磁粉堆积痕迹。
应用:磁粉检测用于检测表面和近表面的裂纹、裂纹痕迹以及其他磁性材料的缺陷。
广泛应用于航空、电力、汽车、船舶等行业。
3. 渗透检测(Dye Penetrant Testing, PT)原理:将高表面张力的渗透液涂覆在被检材料表面,经过适当的渗透时间后,渗透液会通过缺陷的毛细作用进入缺陷内部,再通过涂上显色剂和溶剂,显示缺陷的位置和形状。
应用:渗透检测适用于检测金属和非金属表面的细小裂纹、孔洞以及其他缺陷。
常用于航空、汽车、造船和金属制造等领域。
4. X射线检测(X-ray Testing, RT)原理:通过X射线的穿透、吸收和散射,检测材料内部的缺陷。
传统的X射线检测主要基于矢量模型,现代技术越来越多地使用CT(计算机断层扫描)技术。
应用:X射线检测广泛应用于检测金属和非金属材料的内部缺陷,如焊接缺陷、夹杂物、孔洞等。
在航空航天、核能、汽车、电子等行业中得到重要应用。
5. 热波无损检测(Thermal/Infrared T esting, IR)原理:基于材料或构件的热学性质差异,检测材料内部的缺陷或异物。
通过测量材料散热或吸热的温度变化,获得缺陷位置及性质的信息。
应用:热波无损检测适用于检测钢铁、塑料、陶瓷和复合材料等材料的内部和表面缺陷。
渗透检测(5)

JB 中华人民共和国行业标准JB/T4730.5—2005代替JB 4730—1994部分承压设备无损检测第5部分:渗透检测Nondestructive Testing of Pressure Equipments—Part 5:Penetrant Testing2005-07-26发布 2005-11-01实施国家发展和改革委员会发布目次前言 (3)1范围 (4)2规范性引用文件 (4)3 一般要求 (4)4 渗透检测基本程序 (7)5 渗透检测操作方法 (8)6 渗透显示的分类和记录 (10)7 质量分级 (10)8 在用承压设备渗透检测 (11)9 渗透检测报告 (11)附录A 荧光和着色渗透检测工艺程序示意图(规范性附录) (12)附录B 用于非标准温度的检测方法(规范性附录) (14)前言JB/T 4730.1~4730.6-2005《承压设备无损检测》分为六个部分:——第1部分:通用要求;——第2部分:射线检测;——第3部分:超声检测;——第4部分:磁粉检测;——第5部分:渗透检测;——第6部分:涡流检测。
本部分为JB/T 4730.1~4730.6-2005的第5部分:渗透检测,主要参照ASME《锅炉压力容器规范》第Ⅴ篇SE-165《液体渗透检测的标准推荐操作方法》的有关要求并结合国内的实际情况制定。
与JB 4730—1994相比主要变化如下:1. 增加了规范性引用文件。
2. 增加了灵敏度等级分类。
3. 增加了质量控制内容。
4. 增加了在用承压设备的渗透检测;对高强钢以及裂纹敏感材料的荧光渗透检测。
5. 增加了渗透基本程序、渗透检测时机等章节。
本部分的附录A和附录B 为规范性附录。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC262)提出。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC262)归口。
本部分主要起草人:范宇、邢兆辉、孙殿寿、陈用坚。
承压设备无损检测第5部分:渗透检测1 范围JB/T 4730的本部分规定了承压设备的液体渗透检测方法以及质量分级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.滲透概論1.1.目的及功能1.1.1.非破壞檢測是品質保証(Quality Assurance)活動之一環。
1.1.2.一個簡單的品保(品質保証)系統包括:a)品質管制。
b)非破壞檢測。
c)儀器校準。
d)品質系統稽核(Auditing)。
1.1.3.液滲檢測(Penetrant Testing)是非破壞檢測的一種,可檢測出非多孔性(non‐porous)、均質(Homogeneous)、固相(Solid Phase),材料開口於表面之間斷,簡單、易學而又有效。
1.1.4.凡是開口於表面的間斷(Discontinuitils),對材料之使用而言是相當不利的,其嚴重性較位於材料內部之間斷為大,因而如何有效地將開口於表面的間斷定位(Locating),判讀與評估(Interpretation&Evaluation),採取補救措施對於任一材料製造商而言都是當務之急。
1.1.5.液滲檢測(Penetrant Test)常用於檢測下列下列材料:a)各種不銹鋼。
b)鋁及鋁合金。
c)鎂(Magnesium)及鎂合金。
d)鈾(Uranium)及其合金。
e)鎢(Tungsten)及其合金。
f)鈦(Titanium)及其合金。
g)鎳(Nickel)及其合金。
h)銅(Copper)及其合金(包含青銅(Bronze)及黃銅(Brass))。
i)司特拉耐磨合金(Stellite)。
j)複合材料(Composites)。
k)各類碳化物(Carbides)。
l)玻璃類。
m)高級工程用塑膠。
n)工業陶瓷材料(已上釉之陶瓷)。
1.1.6.以上所列都是非鐵磁性金屬材料及非金屬材料,至於用量最大的鋼鐵材料一般使用磁粒檢測(Magnetic Particle Test)較有利。
1.1.7.液滲檢測(Penetrant Test)的結論:a)非破壞檢測的一種。
b)適用於非多孔性(non‐porous)、均質(Homogeneous)、固相(Solid Phase)的材料。
c)常用於非鐵磁性金屬材料及非金屬材料。
d)僅能檢出開口至表面的間斷,此類間斷嚴重性大於材料內部間斷。
e)P T(Penetrant Test)能有效將開口至表面之間斷定位(Locating),判讀與評估。
f)鐵磁性材料一般使用磁粒檢測(Magnetic Particle Test)較有利。
1.2.發展簡史1.2.1.油與白粉法(Oil&Whitewash) (油→滲透液;白粉法→顯像劑):阿拉伯人造劍之道包括了特定程序之鍛造,熱處理及類似今日所使用的滲透檢測,當時所用的PT(Penetrant Test)在文獻中記載如下:a)刀胚尚未磨利之前用酒精徹底清潔,並乾燥 → 前清理b)浸於礦油中二日 →滲透c)取出後以亞麻布擦拭乾淨 →去除表面多餘滲透液d)塗上白粉並吊掛於通風處約三天 →顯像e)檢查是否有裂紋 →檢視及評估1.2.2.1920年代所用油與白粉法(Oil&Whitewash)與600年前不同之處,僅在於使用煤油為滲透液。
1.2.3.1920年代RT(Radiographic Test)已發展出來,因機器性能不理想、檢測速度慢、成本高、無法檢測出表面細微間斷,故而無法大量地應用。
1.2.4.1930年代MT(Magnetic Particle Test)發展成功,使用於鋼鐵等導磁性材料十分有效而受歡迎,但無法使用於當時日漸勃興之航空工業。
1.2.5.1942年蘇威徹(Schwitzer)兄弟提出,螢光液滲檢測並商品化,此為現代PT(Penetrant Test)之鼻祖,經過陸續的改進PT才有今日之面貌。
1.3.原理1.3.1.露珠之所以能夠停留在荷葉上是因為水珠本身的表面張力(SurfaceTension)與水珠荷葉間之連結力(Adhesive Force)平衡之結果;此種結果可歸納為下列三種情況:a)接觸角θ小於90°(如右圖A),此時液體沾濕固體之能力較佳,稱之為沾濕力強(GoodWetting Ability)。
b)接觸角θ大於90°(如右圖C),此時液體沾濕固體之能力較弱,稱之為沾濕力弱(WeakWetting Ability)。
c)接觸角θ為90°(如右圖B),沾濕力介於a與b之間。
1.3.2.毛細管作用(Capillary Action):a)將一端封閉之毛細管插入滲透液槽內,封閉端朝上,此時毛細管內之液面較槽內之液面為高,實驗結果發現管徑越細則毛細管內液面昇的越高(如右圖)。
b)液滲檢測時,被檢物表面之間斷相當於一端封閉之毛細管,滲透液施加於被檢物上相當於形成一滲透槽,藉毛細管作用(Capillary Action),滲透液逐漸沾濕並滲入間斷內。
c)顯像劑施加於被檢區後,提供許多毛細孔,將間斷內之滲透液吸附出,所以顯像作用之原理亦為毛細管作用(Capillary Action)。
1.3.3.結論:a)滲透液施加於被檢物,因沾濕力強能迅速分佈於受檢區。
b)藉毛細管作用,滲透液逐漸滲入間斷內。
c)將被檢物表面多餘滲透液清除。
d)施加顯像劑,將間斷內之滲透液吸附出(毛細管作用)。
1.4.PT(Penetrant Test)與其他NDE(NonDestructivc Examination)之比較1.4.1.設備選用具有彈性,起始投資較低。
1.4.2.檢測理論及實施操作皆易學易懂。
1.4.3.工件形狀因素影響不大。
1.4.4.檢測靈敏度可選擇普通或極高靈敏度。
1.4.5.可檢測任何材質,固態、非多孔性之材料a)M T(Magnetic Particle Test)不適於非鐵磁性材料。
b)UT不適於音波衰減大之材料(鑄鐵)。
c)E T不適於非金屬材料。
d)RT(Radiographic Test)不適於射線吸收系數太大或太小之材料。
1.4.6.檢測非鐵磁性材料表面疲勞裂紋之最佳方法。
1.5.PT(Penetrant Test)的限制1.5.1.僅能檢測出開口至表面之間斷。
1.5.2.清潔度要求極高,避免間斷被外在物掩蔽。
1.5.3.重覆檢測時,靈敏度漸次降低。
1.5.4.安全衛生顧慮。
1.5.5.溫度限制:a)一般為16℃~52℃(60℉~125℉)。
b)ASTM E‐165‐02為4℃~52℃。
c)A SME SEC. V ARE.6‐2004為10℃~52℃。
1.5.6.PT(Penetrant Test)材料對被檢物的不利影響:a)鎳系合金→含硫量限制。
b)奧斯田鐵不銹鋼或鈦→含氯量限制。
1.5.7.展望a)新材料研發,PT(Penetrant Test)工作需求日增。
b)提昇檢測效率。
c)適用溫度上、下限增寬。
d)PT(Penetrant Test)材料環保之衝擊。
2.檢測方法2.1.可供選擇之方法2.1.1.PT(Penetrant Test)依工作程序及材料型別不同可分為下述六種:a)水洗式滲透液1)螢光水洗式滲透液(Fluorescent WaterWashable Penetrant)2)色比式水洗式滲透液(Color Contrast WaterWashable Penetrant)3)施工步驟:1.前清理→乾燥→施加滲透液→水洗→乾燥(施加水性懸浮顯像)→施加乾粉或溶劑懸浮顯像(乾燥)→顯像→檢視→後處理b)後乳化式滲透液1)螢光後乳化式滲透液(Fluorescent Post Emulsification Penetrant)2)色比式後乳化滲透液(Color Contrast Post Emulsification Penetrant)3)施工步驟:1.前清理→乾燥→施加滲透液→後乳化→水洗→乾燥(施加水性懸浮顯像)→施加乾粉或溶劑懸浮顯像(乾燥)→顯像→檢視→後處理c)溶劑清除式滲透液1)螢光溶劑清除式滲透液(Fluorescent Solvent RemovablePenetrant)2)色比式溶劑清除滲透液(ColorContrast Solvent RemovablePenetrant)4)施工步驟:1.前清理→乾燥→施加滲透液→清除多餘滲透液→乾燥→→顯像(溶劑懸浮式顯像劑)→檢視→後處理2.2.前清理2.2.1.前清理是PT(Penetrant Test)極為重要的步驟,若清理不當,造成檢測失敗之原因:a)滲透液因污染物之阻礙,而無法滲透進入間斷內。
b)與污染物、殘留物發生化學反應,喪失滲透液之特性。
c)造成錯誤指示。
2.2.2. 依據材料及污染物之種類及特質而選用適當之清理方式,不外乎機械方式及化學方式兩大類,有時兩類並用,有時擇一即可,然而兩類並用之情況較多。
a)機械方式:1)手提式砂輪研磨法(砂輪研磨法)1.使用手提式砂輪或其他磨料將被檢物表面之銹蝕、毛邊、銲溅物、鑄砂等汙染物清除。
2.此法不得用以處理軟金屬(鋁、鎂、鈦)。
2)乾式噴砂1.去除銹皮、銲溅物、鑄砂、噴銲層、積碳等易脆之污染物。
3)濕式噴砂1.去除銹皮、銲溅物、鑄砂、噴銲層、積碳等易脆之污染物。
2.用於被檢物之尺寸或表面光度要求較高的情況。
4)鋼絲刷清除法1.去除較輕微之銹蝕、銲渣等。
5)高壓力水或水蒸汽清除法1.通常與鹼性清潔液或清潔劑合併使用。
2.去除油、脂等污染物。
6)超音波清洗1.通常與清潔劑、溶劑合併使用。
2.適於大量小件,形狀複雜的工作物。
b)化學方式:1)熱鹼洗1.用以去除軟銲劑、銹蝕、銹皮、油脂類、拋光劑、積碳等。
2.適用於大件工作物之清理。
2)酸洗1.強酸用以去除厚的銹皮;中等酸度用以去除薄的銹皮。
2.弱酸用以將軟金屬被封閉的間斷重新開口。
3)溶劑蒸汽法1.去除油脂類污染。
2.通常使用氯化物之溶劑。
4)溶劑擦拭法1.去除油脂類污染。
2.適用於小件或局部檢測之工作物。
5)鹽浴浸洗法1.去除厚的銹皮。
c)注意事項:1)機械方式:1.作用壓力太大而將間斷開口封閉。
2.磨料進入間斷而影響滲透作用。
3.處理軟金屬,應注意間斷開口封閉,可用酸蝕法將間斷重新開口。
2)軟金屬於機械加工後,PT(Penetrant Test)前須以酸蝕法將封閉的間斷重新開口。
3)酸洗、鹼洗後的工作物須經過中和、水洗之程序以免殘留有化學液。
4)化學方式處理後之工作物,須再經過熱水洗的過程以徹底清除殘留物。
5)溶劑蒸汽法最適用於去除油脂。
6)超音波溶劑清洗法適當的操作,可將間斷內的污染物清除。
7)前清理後,待工作物完成乾燥後,方可進行PT(Penetrant Test)。
2.3.施加滲透液2.3.1.施加方式:浸入法、噴灑法、塗刷法、流過法。
a)浸入法1)適用水洗式及後乳化。
2)適用小型工件。
3)滲透時間為浸入時間與滴流時間之和。
4)發現滲透不足或乾燥現象可重新浸入槽內。