2019年LF30t技术说明书
LF30中文资料

LF00AB/C
®
SERIES
VERY LOW DROP VOLTAGE REGULATORS WITH INHIBIT
s VERY LOW DROPOUT VOLTAGE (0.45V) s VERY LOW QUIESCENT CURRENT
(TYP. 50 µA IN OFF MODE, 500µA IN ON MODE) s OUTPUT CURRENT UP TO 500 mA s LOGIC-CONTROLLED ELECTRONIC SHUTDOWN s OUTPUT VOLTAGES OF 1.25; 1.5; 2.5; 2.7; 3; 3.3; 3.5; 4; 4.5; 4.7; 5; 5.2; 5.5; 6; 8; 8.5; 9; 12V s INTERNAL CURRENT AND THERMAL LIMIT s ONLY 2.2µF FOR STABILITY s AVAILABLEIN ± 1% (AB) OR ± 2% (C) SELECTION AT 25 oC s SUPPLY VOLTAGE REJECTION: 80 db (TYP.) s TEMPERATURE RANGE: -40 TO 125 oC
PENTAWATT
3 50
TO-220
3 50
ISOWATT 220 DPAK/PPAK
4
8
60
100
Unit
oC/W oC/W
CONNECTION DIAGRAM (top view)
PENTAWATT
TO-220
PPAK
2/31
ISOWATT220 DPAK
元器件交易网
TO-220
PENTAWATT ISOWATT220
30T电弧炉技术

电弧炉电弧炉熔炼是利用石墨电极与铁料(铁液)之间产生电弧所发生的热量来熔化铁料和使铁液进行过热的。
在电弧炉熔炼过程中,当铁料熔清后,进一步地提高温度及调整化学成分的冶炼操作是在熔渣覆盖铁液的条件下进行。
电弧炉依照炉渣和炉衬耐火材料的性质而分为酸性和碱性两种。
碱性电弧炉具有脱硫和脱磷的能力。
30T电弧炉技术说明书1、产品简介:本产品为炉盖旋转、顶装料、偏心底出钢式,电极升降采用比例阀自动调节,PLC控制等。
2、用途:该产品用于普通结构钢、优质钢和高级合金结构钢。
3、产品使用条件:3.1 环境温度+5~+40℃。
3.2 海拔不超过1000m。
3.3 使用地区最湿月每日最大相对湿度的月平均值≤90%。
3.4 周围没有导电尘埃、爆炸性气体及能严重破坏金属和绝缘的腐蚀性气体。
4、产品主要技术参数:额定容量30t最大出钢量40t(留钢5t)炉壳内径φ4300mm出钢/出渣倾角(最大)20°/12°石墨电极直径φ400mm石墨电极分布圆φ1100mm电极最大行程3100mm电极升/降速度6/4.5m/min炉盖提升高度400mm炉盖旋转角度~66°液压系统:工作压力12Mpa工作介质水-乙二醇压缩空气系统:工作压力>0.4Mpa耗量5m3/h变压器:额定容量16 MV A一次电压35KV二次电压430~342.5~220V 13级二次电流26917A调压方式有载电动调压二次端子出线方式内封△侧出线冷却方式油水冷却器短网:阻抗值≤0.65+j2.7mΩ三相不平衡系数≤5%冷却水系统:进水压力0.5Mpa(闭环)0.35Mpa(开环)进水温度≤35℃出水温度≤55℃耗量~480m3/h水质应符合GB10067.1~4-88《电热设备基本技术条件》国家标准中的第5.1.3.3内容要求,既:PH值6~8悬浮性固体<10mg/L氯离子平均<60 mg/L可解性固体<100mg/L电导率<10□ s/cm总硬度<10度(每度水为10mgCaO每升水)5、成套范围:(单台)炉体1套倾炉装置1套水冷炉盖 1套炉盖提升机构1套炉盖旋转机构1套电极升降机构1套气动装置1套水冷装置 1套短网系统1套液压装置1套电炉变压器1台低压电控及PLC系统1套高压开关柜1套以下材料由用户自备:石墨电极及接头耐火材料液压介质6.设备概述:6.1电炉操作方式:左、右操作各一台6.2倾炉机构:倾炉机构由轨道、倾炉油缸、摇架平台、水平支撑机构和支座等组成。
霍尼韦尔楼宇自控产品应用手册

--
13、 N20,N34系列20Nm,34Nm风门执行器…………………………………………………………………………………………………82 14、 S05, S10, S20系列5Nm,10Nm,20Nm弹簧复位风门执行器………………………………………………………………… 83
四 、控制阀门
1 、 V4043, V4044风机盘管电动阀 ( 弹簧复位 )………………………………………………………………………………………… 84 2 、 VC系列二通及三通风机盘管电动阀…………………………………………………………………………………………………… 86 3 、 V5011P二通螺纹线性阀门PN16……………………………………………………………………………………………………… 91 4 、 V5013P三通螺纹线性阀门PN16………………………………………………………………………………………………………96 5 、 V5011N, P, F, G二通螺纹线性阀门PN16…………………………………………………………………………………………… 101 6 、 V5013N,P三通螺纹线性阀门PN16……………………………………………………………………………………………………102 7 、 V5211F高关断力二通螺纹线性阀门 PN16…………………………………………………………………………………………… 103 8 、 V5328A法兰型二通线性阀门PN16…………………………………………………………………………………………………… 104 9 、 V5088A 高关断力法兰型二通线性阀门PN16……………………………………………………………………………………… 105 10、 V5329A/V5050A.B法兰型三通线性阀门PN16……………………………………………………………………………………… 106 11、 V5016A二通法兰线形阀门PN16……………………………………………………………………………………………………… 107 12、 V5025A二通法兰线形阀门PN25……………………………………………………………………………………………………… 108 13 、V5049A.B法兰型二通线性阀门PN25/40………………………………………………………………………………………………109 14、 V5050A.B法兰型三通线性阀门PN25/40………………………………………………………………………………………………110 15 、V5832A/V5833A.C小线形调节、开关阀门PN16…………………………………………………………………………………… 111 16 、V5431A.F三通旋转阀门PN6……………………………………………………………………………………………………………113 17 、V5433A三通旋转阀门PN6………………………………………………………………………………………………………………114 18 、V4系列电动蝶阀……………………………………………………………………………………………………………………… 115 19 、大线性阀与执行器匹配表………………………………………………………………………………………………………………120 20 、旋转阀与执行器匹配表…………………………………………………………………………………………………………………124 21 、Cv值的计算………………………………………………………………………………………………………………………………126
30T平板车技术协议

潞安新疆煤化工(集团)有限公司潞新二矿机电科MPC30-6平板车技术协议书甲方:潞安新疆煤化工(集团)有限公司二矿乙方:郑煤机集团潞安新疆机械有限公司时间:2015年6月25日MPC30-6平板车技术协议一、平板车技术参数及数量型号MPC30-6载重量30t牵引高度240mm轨距600mm轴距1100mm车轮直径φ275mm连接形式:插销链环式最小曲率半径12m最大牵引力60kN外形尺寸(长×宽×高)3830×1390×335mm自重约1750 kg1、轮对上要有注油孔。
2、数量20辆。
3、带连接插销二、引用标准1、JB/T6992 窄轨矿车通用技术条件平板车应符合本标准的要求,并按照经规定程序批准的图样及技术文件制造。
1. 1所有零部件的材料必须有供应厂的合格证明书,否则必须进行鉴别和化验,合格后方可使用。
1. 2焊接所选用的焊条应符合GB 981—76《低碳钢及低合金高强度的钢焊条》之规定。
1. 3全部焊接部位在焊接前应清除铁锈、氧化皮、油污、油漆等表面污物。
均匀平整,不应有裂纹、夹渣、烧穿、未焊透等缺陷。
重要部位的焊缝还不应有气孔,且咬肉长度不得超过焊缝长度的15%。
1. 4平板车必须采取防腐防酸处理。
1. 5 碳素铸钢件的材料应符合GB 970—67《碳素铸钢分类及技术条件》之规定。
铸钢件应进行退火或正火处理。
1. 6对一般铸件上产生的不影响强度和外观的缺陷可不修使用,凡影响强度和外观的缺陷,在下列范围内可修复使用:铸件厚度小于20mm时,焊补深度不大于厚度的1/3(最大亦不得超过5mm);厚度在20mm以上时,其焊补深度不大于厚度的1/4,且补焊面积不得大于所在面积的5%。
补焊和浇冒口的气割均应在热处理前进行。
2、MT244.2煤矿窄轨车辆连接件连接插销插销应符合本标准规定的要求,并按照规定程序批准的图样和技术文件制造。
2.1插销材料应选用优质碳素结构钢或低碳合金结构钢,钢材应为全镇静钢,钢材应进行热顶锻试验,试验方法及结果应符合GB/T 233的规定。
FLIR T630sc蜂窝热成像摄像头说明书

FLIR T630scPortable Thermal Imaging CameraThe T630sc infrared camera offers thermal and visual imagery, excellent spot size resolution, and reliable temperature measurement accuracy—all at an affordableprice. Technicians, engineers, and scientists will appreciate features such as a built-in digital camera, voice annotation, laser target locator, GPS, and much more. The tiltable IR unit gives you great flexibility and allows you to conduct your experiments fast and in a comfortable position.EXCELLENT IMAGE QUALITY AND THERMAL SENSITIVITYThe T630sc camera is equipped with an uncooled Vanadium Oxide (VOx) microbolometer detector that produces thermal images of 640 x 480 pixels. It generates crisp and clear detailed pictures that are easy to interpret, resulting in reliable imaging with high accuracy.TOUCH SCREENThe high quality LCD touch screen presents sharp and bright images and brings interactivity and user comfort to a new level. In combination with the large backlit buttons and joystick, the camera is very easy to use.RADIOMETRIC RECORDINGThe T630sc allows for full dynamic video streaming to a PC using USB or to mobile devices using Wi-Fi. It can also record visual and thermal non-radiometric MPEG-4 video files.RICH FEATURE SETThe T630sc comes with features such as Multi Spectral Dynamic Imaging(MSX ®), UltraMax ™ image enhancement, auto-image rotation, image sketch, and autofocus. It is equipped with Auto Hot/Cold Spot and Audible/Visual Alarms. On-screen emissivity tables, up to 5 temperature measurement spots, and Delta T functionality mean you can quickly acquire and easily compare temperature data.SOFTWAREThe FLIR T630sc camera works seamlessly with FLIR ResearchIR Max software, enabling intuitive viewing, recording, and advanced processing of thermal data.MATHWORKS® MATLAB Control the T630sc and capture data directly into MathWorks ® MATLAB software for advanced image analysis and enhancement.KEY FEATURES• Thermal and visual camera• VOx uncooled microbolometer: 640 x 480 pixels• Measures temperatures up to +2,000 °C • Accuracy of +/- 2 °C• Multi Spectral Dynamic Imaging (MSX ®)• UltraMax ™ for up to 1.2 MP thermal resolution • Software includedThermal image with MSX. MSX allows you to see even more detail on the thermal image.Thermal image without MSX.Specifications/research NASDAQ: FLIRSpecifications are subject to change without notice©Copyright 2016, FLIR Systems, Inc. All other brand and product names are trademarks of their respective owners. The images displayed may not be representative of the actual resolution of the camera shown. Images for illustrative purposes only. (Updated 01/06/16)NASHUAFLIR Systems, Inc.9 Townsend West Nashua, NH 06063USAPH: +1 866.477.3687UKFLIR Systems UK 2 Kings Hill Avenue Kings HillWest Malling - Kent ME19 4AQUnited KingdomPH: +44 (0)1732 220 011LATIN AMERICAFLIR Systems BrasilAv. Antonio Bardella, 320Sorocaba, SP 18052-852BrasilTEL: +55 15 3238 7080SWEDENFLIR Systems AB Antennvägen 6, PO Box 7376SE-187 66 Täby SwedenPH: +46 (0)8 753 25 00HONG KONGFLIR Systems Co., Ltd Rm 1613-16, Tower II Grand Central Plaza 138 Shatin RuralCommittee Road Shatin,New Territories Hong KongTEL: +852 2792 8955CANADAFLIR Systems, Ltd.920 Sheldon CourtBurlington, ON L7L 5L6CanadaPH: +1 800.613.0507EUROPEFLIR SystemsLuxemburgstraat 22321 Meer BelgiumPH: +32 (0) 3665 5100PORTLANDCorporate Headquarters FLIR Systems, Inc.27700 SW Parkway Ave.Wilsonville, OR 97070USAPH: +1 866.477.3687。
05_30t 浮运式起重机性能参数

m
15
速
度
主钩钩速
m/min
8~10
付钩钩速
m/min
20~35
变幅滑轮组速
m/min
4.8~6
回转
rpm
0.34~0.84
航行速度
km/h
非自航式
钢
丝
绳
主钩(直径×长度)
mm×m
Φ22×427
付钩(直径×长度)
mm×m
Φ22×183
变幅(直径×长度)
mm×m
Φ25×427
动力
动力来源
外接电源或自行发电
起重量
t
30
30
23
10
10
10
起重高度
m
29
32
(5)机构特性表
项目
起重机构
变幅
机构
回转
机构
控制
机构
锚锭
系统
生活系统
主钩
付钩
起重量
30t
10t
速度
8~10
m / m i n
20~35
m / m i n
4.8~
m / m i n
0.34~0.84
rpm
配用机械
四个轴筒的柴油卷扬机
0.3m3/min空压机
功率
kW
主机
6160(A13)柴油机
136kW
付机
1台12kW
发电机
其它
控制方式
机械传动,气阀控制
安全装置
臂角指示器,回转铃响信号
轮廓尺寸(长×宽×高)
m
52.18×15.85×15.37 (最小通航高)
(2)外形尺寸
30t桥式吊车小车设计说明书资料
题目:35/5吨桥式吊车小车设计摘要起重机械发展历史悠久,种类日益繁多,应用极为广泛。
当今国民经济的各个部门,如冶金、机械、交通运输、电力、建筑、采矿、化工、和国防等都离不开起重机械。
随着科学技术的进步和经济建设的发展,日益显现出起重机械作为实现生产过程机械化、自动化、减轻体力劳动强度,的特种设备的突出地位。
现代起重机械结构已向大型、精密、高效、多功能、宜人化的机电一体化方向发展。
本文介绍了起重机的发展和分类,对32/5吨桥式吊车小车进行了设计。
首先对小车的总体结构进行了设计,其次分别对小车的主、副起升机构进行设计与计算,然后又对小车的运行机构进行了设计与计算,接下来是小车的卷筒、卷筒轴、齿轮等主要部件的选择与计算,并使用Auto CAD绘图软件进行了绘图,最后是小车总图的绘制和设计书的撰写。
本次的论文设计使我对大学所学知识有了很好的巩固与提高,并为以后的工作打下了坚实的基础。
关键词:桥式起重机;起升机构;运行机构AbstractLifting machinery development has a long history,the description is increasing ,and has a widely use. In today’s every department of national economy, such as metallurgical ,machinery ,transportation, electric power ,construction and mining chemical defense, etc, all of those can without lifting machinery. With the development o f scientific technology and the development of economic construction, It’s increasingly show hoisting machinery has a prominent place as a special equipment of the mechanization of the production process to achieve, automation, reduce the intensity of physical and improve labor productivity .The structure of modern hoisting machinery has large precise efficient multifunction pleasant to the electromechanical of the development direction.This paper introduces the development and classes of the hoist, and made a design for 32/5 ton’s gantry crane car. First of all made a design of the car total structure, followed by the master and deputy of lifting mechanism design and calculation, then the operation of institutions of car design and calculation, the next is the car’s roll, roll shafts ,gears and other major components of the selection and calculation, using the drawing software Auto CAD drawing, the last is the total car mapping and write the designed book. The thesis of this makes me a very good knowledge of the university is the consolidation and enhancement, and lay a solid foundation for future work.Key words: bridge crane, hoisting mechanism, traveling mechanism目录1 概述 (1)1.1起重机在我国现代化建设中的作用 (1)1.2起重机的分类 (1)1.3起重机的特点与发展方向 (2)1.3.1国际起重机的特点 (2)1.3.2国内起重机的现状 (3)1.3.3起重机的发展趋势 (3)2桥式起重机小车的特点及总体设计 (6)2.1桥式起重机小车的特点 (6)2.2 总体设计 (6)2.3 设计数据 (7)3. 主起升机构计算 (8)3.1 确定传动方案,选择滑轮组和吊钩组 (8)3.2 选择钢丝绳 (8)3.3 确定卷筒尺寸,转速及滑轮直径 (9)3.4 计算起升静功率 (10)3.5 初选电动机 (10)3.6 选用减速器 (10)3.7 选择制动器 (11)3.8 选择联轴器 (11)4.副起升机构计算 (12)4.1 确定传动方案,选择滑轮组和吊钩组 (12)4.2 选择钢丝绳 (12)4.3 确定卷筒尺寸,转速及滑轮直径 (13)4.4 计算起升静功率 (14)4.5 初选电动机 (14)4.6 选用减速器 (14)4.7 选择制动器 (15)4.8 选择联轴器 (15)5. 小车运行机构计算 (16)5.1 确定机构传动方案 (16)5.2 选择车轮与轨道并验算其强度 (16)5.3 运行阻力计算 (16)5.4 选电动机 (17)5.5 选择减速器 (18)5.6 选择制动器 (18)5.7 选择高速轴联轴器及制动轮 (19)5.8选择低速轴联轴器 (20)6. 小车主要部件校核 (21)6.1 卷筒校核 (21)6.2 卷筒轴校核 (21)6.2.1 作用于轴的支反力 (22)6.2.2 轴所受弯矩 (22)6.2.3 轴所受的扭矩 (22)6.2.4 根据卷筒轴的受力分析,作轴的弯矩图和扭矩图。
30t

邱成国, 等
感器 、 重 量传感 器 、 长度 传感 器等 安全 装置 。
2 . 2 机 构 设 计
变 幅时 间( 平 均): 1 0 0 s ; 变 幅角度 : O ~7 4 . 5 。 ; 回转 范 围 : 3 6 0 。 全 回转 ; 回转 速度 : 0 . 9 r p m;
力大 , 操 纵方 便 , 耐冲击, 制 动性 能 好 , 安 全 可靠 ,
臂式 起重设 备 , 可 实 现起 升 与 回转 或 变 幅与 回转
两个 运 动 的联 动 , 起升、 回转 、 变 幅及 控 制部 分 均
为液 压驱 动 , 可承担 平 台设 备 在 甲板上 的就位 、 平 台大型设 备 维 修 的协 助 、 物 品荷 载 及 防爆 等 特 殊 要求 , 使得 海 洋
收 稿 日期 : 2 0 1 4 —1 0 —1 8
起升高度 : 安 装 座 以上 4 0 m, 安 装 座 以 下
2 0m
作 者简 介 : 邱成国 , 主 要 从 事 机 械设 计 与制 造 方 面 的 研 究 工 作 。
2 2
3 0 t 液压 伸缩 臂式 平 台起 重 机总体 设计 及应 用
关 键 问题进 行探讨 。
安 全负 载 : 3 0 t @4 m; 1 5 t @7 m; 1 0 t @1 0 m,
1 . 0 t @3 6 m;
最 大工作 半径 : 3 6 m; 最 小工作 半径 : 4 m;
1 设计 规 范及 主要 技 术 参 数
3 0 t 液 压伸 缩臂 式平 台起 重 机 为全 回转 伸 缩
最 大额定 起重 量 : 3 0 t
室内温度控制器通用技术条件-最新国标
室内温度控制器通用技术条件1范围本文件规定了室内温度控制器(以下简称“温控器”)的分类与标记,一般要求,要求,试验方法,检验规则,标志、包装、运输和贮存,等。
本文件适用于民用建筑或民用用途的工业建筑集中供暖通风和空气调节系统末端设备(非设备主机)控制用的电子温控器。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志GB/T 2423.1电工电子产品环境试验第1部分:试验方法试验A:低温GB/T 2423.2 电工电子产品环境试验第2部分:试验方法试验B:高温GB/T 2423.3 电工电子产品环境试验第2部分:试验方法试验Cab:恒定湿热试验GB/T 2423.7 环境试验第2部分:试验方法试验Ec:粗率操作造成的冲击(主要用于设备型样品)GB/T 2423.10环境试验第2部分:试验方法试验Fc:振动(正弦)GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB 5296.2 消费品使用说明第2部分:家用和类似用途电器GB/T 6388 运输包装收发货标志GB 14536.1-2022 电自动控制器第1部分:通用要求GB 14536.10-2022 电自动控制器第10部分:温度敏感控制器的特殊要求GB/T 26572 电子电气产品中限用物质的限量要求GB 31459 家用和类似用途地暖设备用温度控制系统的安全要求QB/T 2263房间空气调节器电子控制器3术语和定义下列术语和定义适用于本文件。
3.1室内温度控制器 thermostat一种周期性的温度敏感自动控制装置,在正常使用条件下可使房间干球温度保持在一定范围内,且可由使用人员进行设定。
3.2联网型温度控制器 network thermostat具备联网通讯功能的温控器。
30t压力试验机参数

TYE-300B型压力试验机一.概述本机专供测定水泥、砖及石块等建筑材料抗压强度之用,最大载荷300kN,配上专用抗折夹具,也可做混凝土抗折试验。
具有精度高、结构紧凑、操作简单等优点,是水泥厂、建筑工程单位、产品质量监督检验站、大专院校必不可少的设备。
二. 主要技术参数1.最大试验力300kN2.测量范围0~150kN0~300kN3.示值相对误差±1%4.活塞直径X最大行程125mm×120mm5.压板间净距离280mm6.压板直径Φ150mm7.整机功率0.8kW8.外形尺寸(长×宽×高) 810mm×650mm×1450mm9.净重450kg10.支撑辊距450(300)mm11.上下抗折辊垂直距离172mm12.上下辊直径φ30mm三.结构原理本机由机架、油泵、送油阀、回油阀及控制显示装置组成,各部件均安装于下箱体上构成一个整体。
根据用户需要,本机还可配有抗折夹具、抗劈裂夹具各一套(见图三)。
1.机架部件,如图一所示机架部件由下箱体(1)、横梁(6)借两根立柱(4)连成一个固定整体。
横梁下装有凹球座(7)和上承压板(5);下箱体上装有工作油缸(10)、活塞(9)、下承压板(3)和防尘罩(2);上下承压板的平行靠凹球座调整。
工作油缸与工作活塞是精密偶件,在油缸的内壁上部嵌有复合密封圈来达到密封(微量溢油是允许的,油缸壁上专门设有溢油通道),这种结构可以使工作油缸与活塞之间的摩擦减少到极小限度,从而保证了试验机的精度。
上、下承压板均经过处理后磨平,下承压板的圆刻线直径Φ101用于帮助操作者放置试件及抗压夹具时对准中心。
2.五柱油泵本机采用的是五柱轴向高压油泵。
油泵体内的柱塞与柱塞套均采用优质合金钢并经热处理和精密研磨制成,其配合面具有相当高的质量,性能良好工作效率较高。
当油泵在初次运转时,可能会出现由于内部空气的存留而打不出油的现象,此时可将油泵出油管螺套松开,使内存空气排出,然后旋紧螺套。
大Ass通风扇-2019 Delta T LLC 制品说明书

D
F E
D H
F
A J
I A
3. Attach conduit to I-beam
Use U-bolts (D), conduit clamps (E), and hex nuts (F) to secure conduit (A) to I-beam. Tighten hex nuts (F) to 20 ft·lb.
C B
© 2019 DELTA T LLC ALL RIGHTS RESERVED. AIE-INST-243-ENG-01 REV. A 01/09/2019
2. Attach motor adaptor to pipe
Screw motor adapter (B) onto pipe (I) until threads are entirely covered. Lubricate pipe threads if necessary. Wrench tighten. Tighten set screw (C) when satisfied with conduit’s orientation.
AIREYE EXTENDED I-BEAM MOUNT
Consult the complete Installation Guide for all other aspects of fan installation and safety guidelines.
WARNING: The fan should not be installed unless the structure on which the fan will be mounted is of sound construction, undamaged, and capable of supporting the load of the fan. A structural engineer should verify that the structure is adequate prior to fan installation. Verifying the stability of the mounting structure is the sole responsibility of the customer and/or end user, and Big Ass Fans hereby expressly disclaims any liability arising therefrom, or arising from the use of any materials or hardware other than those supplied by Big Ass Fans or otherwise specified in these installation instructions.
30T汽车起重机技术要求

30T汽车起重机技术要求一、整体要求及主要技术参数1、整车应为正式在国家注册的成熟、可靠的标准产品;符合国家起重机械设计规范和48项强检标准,取得国家产品公告和特车免征附加费公告,保证用户正常办理车辆落户手续。
2、安全环保规定:(1)满足石油企业油气区防火防爆规定、国家对汽车排放的环保要求,设备工作噪声不得超过国家规定标准,整车各部不得出现漏水、漏油、漏电、漏气现象,需要操作、维护、检查的部位必须有适合中国人体型与习惯的安全作业空间,易碰挂的部位必须使结构件棱角倒钝。
机组的防振、防潮、防火、防噪等各项技术标准均达到国家规定的工业安全使用要求,符合HSE安全操作要求。
(2)整车配备8kg干粉灭火器2只,安装固定在方便取放处。
(3)底盘发动机必须安装符合国家规定的防火帽。
发动机带冬季启动预热装置。
(4)底盘驾驶室主、副驾驶座位安装三点式安全带;前、中、后均安装示廓灯,并配备完善的侧面防护装置。
(5)上装设备凡是旋转、高温、高压等危险部位,必须有明显的警示标识,并有可靠的防护措施。
(6)在设备适当部位安装设备检查、润滑保养图表;整车底盘及台上设备的脂润滑部位采用集中自动润滑,确保设备润滑保养良好。
产品规格为美国贝奇尔公司高压单线递进式集中润滑装置。
(7)整车适应吐哈油田高温(45℃)、严寒(-35℃)以及风沙大的气候条件。
主驾驶室有制冷空调和暖风设施,台上操作室内安装暖风及空调。
3、质量保证、售后服务及供货期:整车保修期1年。
保修期内发生质量问题,由供方限期无偿解决,在接到需方通知后,24小时维修人员到位,不能按时到位者,每次扣减质保金10%;因需方操作不当造成的问题,供方指导维修,发生的费用双方协商确定。
保修期过后,供方保证整套设备配件供应。
保修期过后,供方至少每半年组织技术人员对需方所用系列产品进行一次质量回访和疑难解答。
供货期:交货期为合同签订后15日之内。
4、设备工作能力:最大起重量:30t二、主要配置及总成件技术参数1、底盘部分底盘采用汽车起重机专用底盘,欧Ⅲ排放,视野宽广,装饰豪华舒适,6×4驱动。
30t汽车吊炉顶布置作业指导书

GPEC/PHP/OG/JX/0102/007目录1编制依据及引用标准 (5)2工程概况及施工范围 (5)2.1工程概况 (5)2.2施工范围 (5)3施工作业人员配备与人员分工 (5)4施工所需机械装备及工器具量具、安全防护用品配备 (6)5施工条件及施工前准备工作 (6)6作业程序、方法和要求。
6 6.1作业程序流程图。
6 6.2 作业方法和要求 (7)6.3专项技术措施 (7)7质量控制及质量验收....................................................................................................................................................... .7 7.1质量控制标准. (7)7.2中间控制见证点设置 (7)7.3中间工序交接点设置.................................................................................................................................................。
(7)7.4工艺纪律及质量保证措施.......................................................................................................................................。
.7 8安全、文明施工及环境管理措施和要求. (8)表8-1职业健康安全风险控制计划表(RCP)表8-2环境因素及控制措施表9附录表9-1强制性条文控制表图30t汽车吊炉顶布置及加固图批准人:作业指导书/技术措施/施工方案控制页:*注:班组工程师负责在项目完成后将施工文件包中得作业指导书/技术措施/施工方案上交,此作业指导书/技术措施/施工方案应完善并有完整签名。
30t千斤顶参数

30t千斤顶参数【原创版】目录1.30t 千斤顶简介2.30t 千斤顶参数详细说明3.30t 千斤顶的应用领域4.30t 千斤顶的维护保养正文【30t 千斤顶简介】30t 千斤顶是一种承载能力达到 30 吨的液压千斤顶,广泛应用于各种工程领域,如桥梁建设、大型设备安装、维修等。
它能够在地面上支撑重物,并实现重物的升降移动,极大地提高了工程效率。
【30t 千斤顶参数详细说明】30t 千斤顶的主要参数包括以下几个方面:1.承载能力:30t 千斤顶的承载能力为 30 吨,即 30000 公斤。
2.活塞行程:活塞行程是指千斤顶活塞从最下端到最上端移动的距离。
一般来说,活塞行程越大,千斤顶的提升高度就越高。
3.工作压力:工作压力是指千斤顶在正常工作状态下所需要的液压压力。
一般来说,工作压力越高,千斤顶的承载能力就越强。
4.材质:30t 千斤顶的材质主要包括钢材和铝合金。
钢材制作的千斤顶承载能力更强,但重量也较重;铝合金制作的千斤顶重量轻,携带方便,但承载能力相对较弱。
【30t 千斤顶的应用领域】30t 千斤顶广泛应用于各种工程领域,如桥梁建设、大型设备安装、维修等。
它能够在地面上支撑重物,并实现重物的升降移动,极大地提高了工程效率。
【30t 千斤顶的维护保养】为了保证 30t 千斤顶的正常使用和延长使用寿命,需要定期进行维护保养。
主要维护保养工作包括:1.清洁:定期清理千斤顶表面的污垢,防止锈蚀。
2.检查:定期检查千斤顶的各部件,如活塞、油缸、密封圈等,发现损坏及时更换。
3.润滑:定期给千斤顶的活塞、油缸等部件润滑,以保证其正常工作。
30装载机技术参数
斗容量2.7m3-3.0m3
额定载重量5000kg
最大牵引力150kN-160kN
最大崛起力165kN- 180kN
最大爬坡能力27°-30°
最小转弯半径(铲斗外侧)6000mm-7750mm
最小转弯半径(轮胎外侧)6050mm-7000mm
铲斗提升、倾翻及下降三项和时间9.6s-11.5s
前后驱动桥四轮驱动、前桥固定、后桥摆动
转向系统
型式铰接车架,全液压转向
转向角(左右)36°-40°
工作液压系统「
工作液压系统压力16.0Mpa-16.5 Mpa
操纵方式机械式
制动系统
行车制动四轮钳盘式制动
停车制动蹄式或钳盘式
轮胎规格17.5-25
特殊配置
三联工作分配阀 空调暖风与原清雪设备匹配
50装载机技术参数
卸载高度2950mm-3200mm
卸载距离1200mm-1270mm
轴距3200mm-3450mm
发动机
型号重汽斯太尔D10.22AT21. D10.21AT21.潍柴 国II排放
型式直列、立式、水冷、四冲程
额定功率154kW-162kW
最大扭矩850Nm-900Nm
传动系统
变矩器型式单级三元件向心式
30装载机技术参数
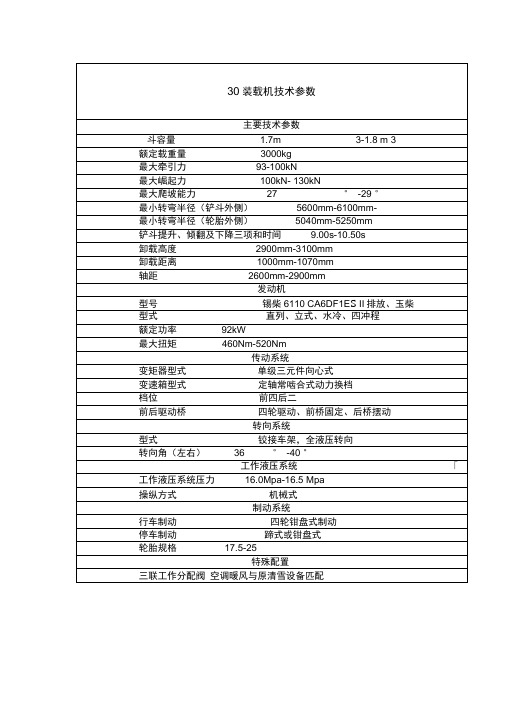
主要技术参数
斗容量1.7m3-1.8 m3
额定载重量3Biblioteka 00kg最大牵引力93-100kN
最大崛起力100kN- 130kN
最大爬坡能力27°-29°
最小转弯半径(铲斗外侧)5600mm-6100mm-
最小转弯半径(轮胎外侧)5040mm-5250mm
铲斗提升、倾翻及下降三项和时间9.00s-10.50s
30t汽车起重机

30吨汽车吊
TL-300E汽车起重机TL-300E汽车起重机起重性能表
粗线上面的数据是根据起重机强度计算的,粗线下面的数
据则是根据其稳定性计算的。
2、各项额定总载荷未超过倾翻载荷的75%。
3、各项额定总载荷包括吊钩重量(主钩:400kg;副钩:350kg)及吊索
重量在内。
5、钢丝绳股数不得超过下表所示,每股钢丝绳的载荷应少于
丝绳的载荷应少于600kg。
9、特殊气候应注意事项请参阅操作与维修手册。
10、在将原制造厂负荷表改至本表时,与幅度并列的角度一项去除了,因
为角度只需司机掌握。
11、吊车外形尺寸:长×宽×高=12.3m×2.48m×3.33m
12、支腿距离:横向×纵向=5.9m×5.0m。
30吨矿用平板车

3 MPC30-03
轴卡
2 MPC30-02
面板
1 MPC30-01
车架
序号 代号
名称
2 2 Q235 4 XJ-30 2 Q235 6 Q235 8 Q235 2 部件 4 标准件 4 标准件 4 Q235 24 Q235 4 ZG310-550 1 Q235 1 结构件
数量 材料
借用
备注 单件 总计 重量
1360 1180 356
600
14 MPC26-6-09
三环链
13 GB/T6170-2000 螺母 M64×3
12 MPC30-08
橡胶缓冲座
11
30吨专用销子
10 MPC30-07
钩
9 MPC30-06
筋板
8 MPC30-05
轮对
7
开口销 5X35
6
平垫圈 24
5 MPC30-04
销子
4 GB/T863.1-1986 铆钉 20
600轨距30T平板车 A型平板车 分ABCD四种型号
标记 处数 分 区 更改文件号 签ห้องสมุดไป่ตู้名 年、月、日
设计
标准化
阶段标记 重量 比例
总图
审核
工艺
批准
1580 1:10 共 张第 张
MPC30-6A-00
1100 320
300
允许牵引力 外形尺寸mm kN
60
3280X1360X403
技术要求
12::焊焊后缝将平缺滑陷过彻渡底,清焊除缝,匀不称得,有焊焊渣高,为焊被瘤焊等件缺的陷最小厚度
3:为保证矿车正常运转,每月定期检修设备时轮对注油一次,润滑脂采用2号钙基润滑脂。 3:在正常使用的条件下,车的使用时间为10000n。每年进行一次保养,检查轮子轴承损坏情况,如有损坏要更换和修复。 4:铸件表面上不允许有冷隔、裂纹、缩孔和穿透性缺陷及严重的残缺类缺陷(如欠铸、机械损伤等)。 5:本设计符合JB/T6992-1993和MT387-2007 标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L F —30 型钢包精炼炉技术说明书目录一、概述二、主要技术参数三、设备概述及技术指标四、供货范围五、LF-30型钢包精炼炉辅助设备六、不供货范围七、质量保证和售后服务八、设计方案的审查九、技术资料的提供一、概述:简述LF钢包精炼炉是用电弧产生的热能,进行二次精炼的一种炉外精炼设备。
高压电源通过专用的电炉变压器,将电能输送到电极上,在电极与钢液之间产生电弧,通过电弧产生热量而进行钢水的精炼。
LF-30型钢包精炼炉(以下简称精炼炉),具有加热升温、底吹氩搅拌、合金化微调、成分控制、喂丝等功能。
主要冶炼炭素结构钢、合金钢、轴承钢等各种优质钢。
平均处理钢水量30t,平均冶炼周期小于40min、该LF炉冶炼周期短、三相阻抗不平衡系数小、电耗低、电极消耗低、升温速度快、技术指标先进。
我公司设计的LF—30型钢包精炼炉采用全液压传动、三臂三立柱、桥架式结构,管式水冷包盖,导电管导电,钢包底部吹Ar气体搅拌,电极升降采用电液比例阀-PLC计算机自动调节电极升降,钢包车采用中硬齿面减速器,变频调速。
速度2~20m/min。
设备运行可靠,操作简便,技术指标先进,可以满足短流程、高效率、连续生产的要求。
LF炉设备使用环境a) 海拔不超过 1000m;b) 环境温度: 5~40℃范围内;c) 使用地区最湿月每日最大相对湿度的月平均值不大于90%;d) 周围没有导电尘埃,爆炸性气体及能严重腐蚀金属和绝缘的腐蚀性气体。
e)一般要求供电变压器为电炉变压器的倍以上,当不能满足此要求时,或增加供电变压器容量,或采用专用中间变压器供电。
f) 三相电弧炉的工作短路电流,不应大于电炉变压器额定电流的倍。
二、主要技术参数:三、设备概述及技术指标:LF-30型钢包精炼炉由机械设备和电气设备两部分组成。
机械设备主要由钢水包、钢包车、拖缆装置、管式水冷钢包盖、包盖提升机构、加热工位桥架、电极升降机构、横臂装配、水冷系统、氩气系统、液压系统、喂丝机、电极接长站、短网系统部分组成。
电气系统主要由高压供电系统、低压电控系统、电极升降PLC计算机控制系统、钢包炉变压器与油水冷却器及其附件等组成。
.钢包装配:钢水包既是精炼炉的炉体又是初炼炉的出钢包、和连铸机的浇铸包。
钢包设计应与连铸相配合。
(1)钢包由包壳、滑动水口、吹氩口装置及钢包砌筑衬等组成。
滑动水口由液压驱动。
吹氩口单独设置,吹氩口管线上设有手动快速接头。
(2)钢包主要技术参数:额定容量: 30t最大容量: 35t钢包上口直径;φ2550mm钢包总高: 3400mm熔池直径:φ1930mm(渣液面)熔池深度: 1750mm(含渣厚100mm)钢包自由空间: 900mm(30t钢水)吹氩型式:底吹.钢包车装配:(1)钢包车用作钢包移动工具,可使钢包在LF炉加热工位和吊包工位之间运行。
钢包车承载能力70t,采用电机—减速器传动。
采用变频调速,行走速度为2~20m/min连续可调,以实现慢速启动-匀速行驶-慢速停止,从而提高钢包车运行的平稳性,防止钢液外溢,并提高钢包车的定位精度。
钢包车两端焊有牵引环,以便在停电或出现故障时将钢包车拖走。
钢包车由车架装配、主动轮装配(双列调心轴承、轴承座装配、车轮、齿式联轴器、传动轴、电动机、三级齿轮中硬齿面减速器)、从动轮装配、液压推杆制动器等组成。
(2)钢包车主要参数:承载能力:70t传动方式:电机—三级齿轮减速器(中硬齿面)电机功率:11KW一台行走速度:2~20m/min 可调控制方式:变频调速(富士变频器).水冷包盖:(1)水冷包盖采用管式水冷结构,水冷效果好,使用寿命长,使用可靠。
使用时包盖盖在钢包口上方,在精炼过程中,包盖盖住钢包以减少精炼过程中的热损失。
包盖上装有用耐火材料整体捣打的中心小炉盖,以保证绝缘的可靠性。
包盖上设有三个电极孔,侧面设有加料操作和测温取样工作门,结构简单可靠。
(2)水冷包盖参数:型式:管式水冷包盖高度:~700mm包盖直径:~Φ2700mm包盖寿命: 2000~3000炉次操作门尺寸:450×400mm. 包盖提升机构:(1)包盖提升机构由提升液压缸、油缸支座、链轮装配、提升链条、调整螺母、连杆、同步轴等组成。
包盖提升机构安装在加热工位桥架上,通过链条、链轮和拉杆等将包盖悬挂起来。
包盖驱动采用双液压缸,靠同步轴保证包盖升降平稳。
(2)包盖提升机构参数:工作行程: 400mm升降速度: 40mm/s. 加热桥架:桥架固定在基础上,既是炉盖提升机构、电极升降导向装置等部件的安装支承架,又是设备维修、吊换电极的操作平台,是由钢板焊接成的刚性框架结构,具有较高承载能力。
框架分上下两层桥架平台,每层平台各开有三个电极升降立柱通过孔。
导轮装配分上下两层焊装在桥架平台上,每层共有24个导轮,导轮表面进行热处理,提高使用寿命,导轮可四面调节,用来支承电极升降立柱,保证电极升降立柱运行良好。
桥架是LF炉的支撑主体,应保证其具有足够的强度和刚度。
主要由基架、横梁、平台、立柱、导轮装配、梯子、栏杆等组成。
.电极升降机构:(1)电极升降机构由三相电极升降立柱、升降液压缸、中间座、连接件等组成。
它与短网组成加热装置的核心部分。
电极升降包括自动(预置模式)和手动两种形式,当电力发生故障时,液压系统能保证电极提出包口。
电极升降液压缸安装在电极升降立柱中。
导向轮装置可四面调节,保证升降装置运行良好。
中间座通过主绝缘体和升降立柱相连,精炼过程中,由液压缸驱动升降立柱,带动电极横臂完成电极的升降动作。
立柱采用方形结构,强度和刚性好。
立柱导轨采用45#钢焊后加工而成。
(2)电极升降机构主要参数:升降驱动方式:液压控制方式:电液比例阀—PLC计算机电极直径:Ф300mm HP级电极行程: 2300mm电极升降速度:上升:6m/min下降:4m/min. 导电横臂装配:导电横臂是用铜钢复合板焊接而成,导电横臂采用三角形布置,最大限度的满足了短网系统电参数的要求,横臂内通水冷却。
电极夹头采用铬青铜锻件,内通水冷却,夹紧带采用非磁性奥氏体不锈钢焊接而成,内部通水冷却。
电极夹头下部设有电极喷淋装置,既延长了电极的使用寿命又减少了电极消耗。
电极夹紧依靠碟形弹簧抱紧,电极松开依靠活塞油缸压缩碟形弹簧达到的。
电极松放机构安装在导电横臂内。
横臂与立柱的中间座连接,绝缘件选用性能可靠的耐潮湿、耐高温绝缘件. 横臂的位置可方便地进行调整,三相横臂采用空间三角形布置,最大限度地满足短网系统电参数的要求。
(2)横臂基本参数:电极直径:Ф300mm HP电极电极分布园直径:Ф580mm电极夹紧方式:碟簧夹紧/液压松开.氩气系统:(1)氩气搅拌是钢包精炼主要功能之一,它保证钢液气体、夹杂物的去除,成份、温度的均匀。
该系统在钢包车行程的各个位置, 皆可向钢包底部吹气口输送氩气。
根据精炼炉钢包钢液深度及液面直径的不同,精炼时通过调节气体的压力、流量、供氩强度,获得良好的搅拌效果,以适应不同精炼工艺的需要。
(2)主要技术参数压力:~流量:~120NL/min纯度: %.冷却水系统:(1)冷却水系统由进水分配器、回水箱、检测仪表、进水压力检测装置、回水温度检测装置等、各种阀门和管线、管件等组成。
冷却水系统为开路循环,主要供水部分有:主要给水冷炉盖、横臂、导电体、夹紧带、水冷电缆、液压系统及变压器油水冷却器提供冷却水。
变压器油水冷却器最好单独水路供水。
进水设有进水压力检测装置,当进水压力低于设定值(一般设定)时,主控室内发出声光报警。
炉盖回水设有温度检测装置,回水温度高于设定值(一般设定55℃)时,主控室内温控箱发出声光报警,以便及时调节处理,保证设备正常运行。
(2)设备冷却水参数:压力:~流量:160m3/h温度:进水温度≤35℃回水温度≤55℃冷却水水质要求:PH值:悬浮性固体:<20mg/L碱度:<60mg/L氯离子:平均<60 mm/L最大<220 mg/L硫酸离子:<100mg/L生铁:<2 mg/L可溶性固体:<300 mg/L可溶性SiO2:<6 mg/L电导率:500μs/cm总硬度:<10德国度(每度为1开水含10 mgCaO).短网系统:(1)短网系统主要由二次出线铜排、柔性补偿器、水冷电缆、非磁性钢支架吊架、耐高温绝缘件、不锈钢连接件等组成。
采用空间三角形布置,最大限度减小三相阻抗不平衡系数,减小冶炼过程中的无功损耗。
短网的布置形式对提高包衬寿命和设备性能有重要影响。
短网采用优化的三角形布置型式,使得三相功率处在最佳工作状态,三相阻抗不平衡系数≤ 4% 。
(2)主要技术参数:水冷电缆截面积: 2000mm2(每相两根)水冷电缆电流密度:3.7A/ mm2 (最大4.44A/ mm2)水冷电缆长度:~5000mm.电极接长装置:电极接长装置用于接长、存放已经连接的石墨电极。
此装置的底座为型钢焊接而成,其上有锥筒及直筒组成,直筒内壁焊有板牙条,经机加工成圆弧面。
在夹紧体的圆弧面上有齿形。
扳动夹紧体上的把手,使偏心机构夹紧石墨电极。
设备主要组成及数量:底座1件电极存放筒3件夹紧体3套.钢包吊具:用于吊运钢水包,由横梁、吊钩环(锻件)、吊钩板(铆接件)、轴、卡板、螺栓等组成。
.双线喂丝机:可进行远程自动或本地手动控制,采用双侧分控喂线;可预置喂线长度,实现到数自动停车。
喂丝机采用变频调速、PLC计算机自动控制。
喂线速度:20-600m/Min 无级可调喂线规格:圆线最大直径6mm-18mm外形尺寸:1280mmX800mmX1270mm质量:900kg.液压系统:本液压系统包括进口恒压变量泵(PARKER、一工一备)、(PARKER)比例阀三台、不锈钢油箱、蓄能器组、控制阀组、循环冷却装置、温度压力液位监测控制仪表、高低压滤油装置、高低压球阀、高压胶管等。
液压系统主要为电极升降装置、电极松开装置、包盖提升机构提供液压源。
为了减少故障率,不但采用了可靠的滤油器,而且油箱和管路都采用不锈钢制作。
并且安装有温度计和液位计,检测油箱的温度和液位。
比例阀采用美国派克公司(PARKER)高频响应比例阀,以满足电极调节系统的灵敏度,以及氩气翻动对弧流的影响。
恒压变量泵采用美国派克(PARKER)公司产品,排量q=100 ml/r,系统过滤采用10u 过滤精度的过滤器,保证系统的过滤精度达到NAS7~9级,满足液压泵和比例阀的清洁度要求。
电极升降采用PARKER公司比例阀,其频率响应能达到以保证对调节器信号的快速应答。
另外其它油缸控制阀均采用液控单向阀锁定(除电极松开油缸),并且具有节流调节功能。
压力油、回油过滤、循环过滤器均采用10u过滤精度的过滤器。
冷却器采用阿法拉法板式冷却器。