840D安装、设置步骤和方法
840D操作调试指南

840D操作指南1.激活软驱起动PCU→当出现提示“Press <F2>to Enter setup时”按“F2”键(水平第2个软键,不包括“↑”)→用上下方向键选择disktte A→按“→” 键(方向键右键) →用上下方向键找到“Floppy disk controller”选项→按“input”键,用上下方向键选择Enable→按“input”键。
→按“F10” 键(Menu select键)→按“→”(方向键右键)→选择YES→按“input”键。
2.中文安装1.起动PCU→当出现白色SINUMERIK时按“↓” 键→按“1” 键→按“input” 键→选择“1” →输入口令sunrise→按“input”键→选择“1” →按系统提示依次插入1~4号盘。
2.按“MENU SELECT”键→按“start up”键→按“MMC”键→按“Lange selset” 键→将第二语言选成中文→OK。
3.3.安装完HMI后出现IP地址报警的处理方法1.起动PCU当出现SINUMRIK时按“↓”键→按“input”键。
2.按系统提示选择“4”(Start windows)→按系统提示选择“1”(Standardwindows)。
C.输入口令“SUNRISE” →按“input”键近入windows。
D.用“TAB”键选中图标,用方向键选择图标。
用“TAB”键选择“Start”→按“input”键→用“↑”键选择“Settings” →按“input”键→选择“Control panel” →按“input”键→选择“Network” →按“input”键→用“TAB”键选择“Protocols” →按“input”键→选择“specify an IP address”→修改IP地址为192、168、0、30225、225、225、01、0、0、0→按“MENU”键关闭对话框→用“TAB”键选择“Start” 用“↓”键选择“shut pown” →选择重新起动计算机。
840D系统零点设置
840D系统零点设置A轴从新建立零点,必须将差值补偿到A轴的参考点绝对偏置值 -修改参数即可,即34090[1]。
具体方法视A轴的编码器的类型而定,增量编码器时,如下所示:注意机床参数MD34090 REFP_MOVE_DIST_CORR :参考点偏移量,即人为设定的机床原点的偏移值,当机床实际的坐标位置与你所想要的坐标位置有所偏差时,可以在此参数的基础上进行修改,设置MD34090(新)=MD34090(旧)+实际的坐标位置与理想的坐标位置的偏差注意:系统断电,再上电,机床A轴回零,参数更改生效,对于绝对值型编码器,调整坐标电机的参考位置时严格遵循以下步骤:1. 设置机床参数:30240 ENC_TYPE -设置为4,表示编码器反馈类型(注意激活条件为PO,即上电生效)34200 ENC_REFP_MODE - 设置为 0,表示绝对值编码器位置设定(注意激活条件为PO,即上电生效)34210 ENC_REFP_STATE - 设置为 0 ,表示绝对值编码器状态:初始2. 进入“手动”方式,将坐标移动到一个已知位置,3. 输入已知位置值在如下参数34100 REFP_SET_POS :机床坐标的位置4.激活绝对值编码器的调整功能34210 ENC_REFP_STATE :1 绝对值编码器状态:调整状态5. 激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数6.通过机床控制面板进入返回参考点方式7. 按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列值:34090 REFP_MOVE_DIST_CORR :参考点偏移量34210 ENC_REFP_STATE - 2 :绝对值编码器状态,表示设定完毕屏幕上的显示位置为 MD34100 设定的位置。
至此,机床A轴参考点设定完成。
840D_NCU的接口说明与安装

©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-13 结构和安装3.1 SINUMERIK 840D 结构SINUMERIK 840DSINUMERIK 840D 由以下两部分组成:1. NCU 盒(板材箱体,带组合的电池/风扇插件盒,用于安放NCU 模块)2. NCU 模块(数控单元)图3-1 SINUMERIK 840D 部件3.1 SINUMERIK 840D 结构NCU CPUNCU 盒©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-23.2 SINUMERIK 840D 安装准备安装SINUMERIK 840D 控制系统时,需要以下工具:• 0号和1号开槽螺钉的螺丝刀 • M4和M5Torx 螺钉的螺丝刀NCU 盒的安装在SIMODRIVE 电源模块和第一个SIMODRIVE 驱动模块之间放置NCU 盒。
紧固NCU 盒时,建议使用两个M5螺钉。
图3-2 NCU 在系统中的位置警告在关断所有电源电压后,设备中仍然会有危险电压,并持续约4分钟。
DC 总线排的安装1. 用螺丝刀在顶部松开DC 总线排上方的塑料盖板,向下并向前推开。
2. 在NCU 盒右侧取下DC 总线排。
3. 现在可以从NCU 盒包装中取出DC 总线排,安装在电源模块和第一个驱动模块之间。
使用位于模块上的螺钉(注意扭矩,M4:1.8Nm ,M5:3Nm )。
4.通过两个塑料搭子把盖板放置于相应开口处,合上盖板直至上部插销到位,结束安装。
3.2 SINUMERIK 840D 安装©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-3插入NCU把NCU CPU 插入NCU 盒,直至合上到位。
两个开槽螺钉(1)必须紧固(参见图3-3),确保符合EMC 要求,并具有必要的抗震性。
840D调试参数调整
840D调试参数调整840D调试参数调整一、轴配置MD10000 AXCONF_MACHAX_NAME_TAB 机床级轴配置MD20070 AXCONF_MACHAX_USED 通道级轴配置驱动号MD20080 AXCONF_CHANAX_NAME_TAB 通道级轴配置编程名MD20060 AXCONF_GEOAX_NAME_TAB 使用的几何轴名MD20050 AXCONF_GEOAX_ASSIGN_TAB 激活使用的几何轴驱动号二、驱动配置S tart_up/machine data首先配置功率模块,配置完成后SAVE OK 此时做一个NCK复位;再配置电机,配置完成后保存Boot File / Save BootFile / Save All 此时再做一次NCK 复位。
三、轴参数设置1、轴数据设定MD 30130 CTRLOUT_TYPE 给定值类型1为给定输出0为模拟MD 30240 ENC_TYPE 编码器类型实际为1MD 30110 CTRLOUT_MODULE_NR 给定值分配到逻辑驱动号MD 30200 NUM_ENCS 1为一个测量系统2为两个测量系统MD 30220 ENC_MODULE_NR 实际值分配到逻辑驱动号MD 30230 ENC_INPUT_NR 实际值输入到驱动模块(上部位1 下部为2)MD 32110 ENC_FEEDBACK_POL 实际值极性0/1为默认值-1变极性MD 32100 AX_MOTION_DIR 运动方向0/1为默认值-1变方向2、轴测量数据MD 31000 ENC_IS_LINEAR 测量系统是线性的0为旋转式的1为MD 31040 ENC_IS_DIRECT 0编码器在电机上1编码器在机床上MD 31020 ENC_IS_RESOL 编码器每转线数MD 31030 LEADSCREW_PITCH 丝杠螺距MD 31060 / MD31050 =电机转数/丝杠转数MD 31080 / MD31070 =电机转数/编码器转数3、轴测量监控和软限位MD 36210 CTRLOUT_LIMITMD 36200 AX_VELO_LIMITMD 32000 MAX_AX_VELO 最大速度和G00速度MD 32010 JOG_VELO_RAPIDMD 32020 JOG_VELOMD 36100 POS_LIMIT_MINUS 第一软限位负MD 36110 POS_LIMIT_PLUS 第一软限位正MD 32450 BACKLASH 背隙补偿4、轴回参考点参数MD 34110 REFP_CYCLE_NR 通道特定的回参考点0 本机床不能由通道回参考点-1 本通道可不必回参考点MD 34200 ENC_REFP_MODE 参考点模式0 绝对值编码器1 带零脉冲的增量编码器3 带距离编码的长度测量尺5 接近开关取代撞块MD34000 REFP_CAM_IS_ACTIVE 0 无参考撞块(零脉冲) 1 有参考撞块MD 11300 JOG_INC_MODE_LEVELTRIGGRD 0 连续回参考点1电动回参考点 MD 34050 REFP_SEARCH_MARKER_REVERSE0 同步脉冲在挡块之前1 同步脉冲在挡块之后。
840dsl-starter-online-setting
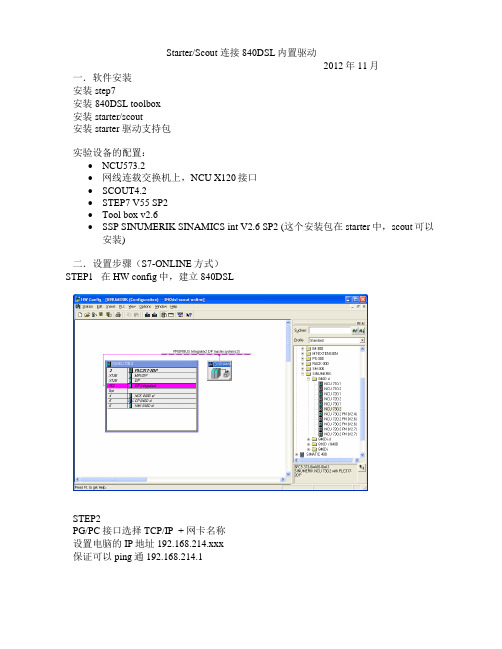
Starter/Scout 连接840DSL内置驱动2012年11月一.软件安装安装step7安装840DSL toolbox安装starter/scout安装 starter 驱动支持包实验设备的配置:∙NCU573.2∙网线连载交换机上,NCU X120接口∙SCOUT4.2∙STEP7 V55 SP2∙Tool box v2.6∙SSP SINUMERIK SINAMICS int V2.6 SP2 (这个安装包在starter中,scout可以安装)二.设置步骤(S7-ONLINE方式)STEP1 在HW config中,建立840DSLSTEP2PG/PC接口选择 TCP/IP + 网卡名称设置电脑的IP地址192.168.214.xxx保证可以ping通192.168.214.1STEP3 升级驱动打开starter/scout ,将驱动的版本从2.3升级到2.6 (升级到你当前的驱动版本)检查S7 online的地址设置,此时的路由信息是空的。
STEP4 以太网设置在HW config中,修改集成CP的地址 192.168.214.1建立Ethernet网络STEP5:集成PROFIBUS设置修改集成的profibus子网的网络地址,将地址改为0046 0010编译保存硬件配置,下载硬件此时的S7ONLINE连接参数已经如下图所示:修改完以上设置,集成的S120就可以在线了。
三.DEVICE方式下图是一种用DEVICE方式连接驱动的方法∙设置via router∙Router选择IP方式,地址192.168.214.1 ∙S7 subnet ID 0046-0010∙PROFIBUS网络地址 3,SLOT2。
840D轻型龙门铣床电气调机步骤
轻型龙门铣床电气调机步骤基本参数设置“SUNRISE”。
设置完毕后在“Startup(调试)”软键上将显示“制造商字样”。
在制造商环境中按“Startup (启动)”—“Machine Data(机床数据)”)后进行参数设置。
A.机床轴定义“General(通用MD)”MD10000[0]=X1MD10000[1]=Y1MD10000[2]=Z1MD10000[3]=SP1*MD10000[4]=X2注:此配置为数控定梁龙门为例,下同。
若机床有其他轴,则[5]、[6]等相应不再为零,改为其他轴名。
B.几何轴定义“Channel specific(通道MD)”MD20050[0]=1MD20060[0]=XMD20050[1]=2MD20060[1]=YMD20050[2]=3MD20060[2]=ZMD20070[0]=1MD20080[0]=XMD20070[1]=2MD20080[1]=YMD20070[2]=3MD20080[2]=ZMD20070[3]=4MD20080[3]=SPMD20070[4]=5MD20080[5]=X2C.NCK Reset操作(右垂直键NCK Reset按下并确认);D.轴状态及编码器状态设定“Axis specific(轴MD)”MD30130[0]=1MD30240[0]=1MD30130[1]=1MD30240[1]=1MD30130[2]=1MD30240[2]=1MD30130[3]=1MD30240[3]=1MD30130[4]=1MD30240[4]=1MD30130[5]=1MD30240[5]=1注:设定为零时为模拟轴,绝对值编码器时30240设4E.伺服驱动配置a)“Drive config(驱动配置)”,“Insert module”根据实物选择模块类型(单轴或双轴),“selectpower sec.”选择模块型号。
配置画面如下:位置驱动号有效驱动(类型)功率模块.电流14Yes MSD21Yes FDD35Yes FDD42Yes FDD53Yes FDD66Yes FDD说明:位置:1,2,3…代表伺服驱动模块实际排列顺序,一般模块按电流大小顺序排列,仅NCU靠模块为1。
840D调试简明步骤(DYS)

840D调试简明步骤(DYS)Sinumerik 840D 简明调试步骤⼀般840D系统的调试都是按照下列步骤来进⾏的:⼀、确认系统信息1、NC卡的版本2、NCU版本3、确认与之兼容的HMI软件版本(如果是PCU20,可以忽略该软件版本),toolbox版本⼆、安装系统软件开机(PCU50),直接进⼊windows系统,将HMI软件(例如HMI ADV V6.4.28)拷⾄D盘,直接安装,等待完成,重启,即可进⼊HMI标准界⾯。
三、电⽓检查按照电⽓图纸,仔细检查硬件接线,特别注意下⾯⼏个⽅⾯:1、各个电⽓部件的供电电压是否对应2、伺服电机的动⼒线的U/V/W是否与插座⼀⼀对应3、如果有抱闸的,注意其供电电压,⼀般西门⼦标准为24V,其中⿊⾊电缆为正,⽩⾊电缆为负。
4、如果同时配备滤波器和电抗器,注意接线顺序:先滤波器,再进电抗器,最后接⼊电源模块,同时注意模块的进出线顺序。
四、通电检查⽤万⽤表仔细检查下线路是否供电正常。
五、NC/PLC调试对于新到的系统,必须进⾏NC/PLC总清,步骤如下:NC 总清操作步骤如下:(1)将NC 启动开关 S3 ⾄“1”;(2)启动NC,如NC 已启动,可按⼀下复位按钮S1;(3)待NC 启动成功,七段显⽰器显⽰“6”,将S3 ⾄“0”;NC 总清执⾏完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了⼜再亮。
(3)在3 秒之内,快速地执⾏下述操作S4:“2” “3” “2”;=> PS 灯先闪,后⼜亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”; => PS 和PF 灯灭,⽽PR 灯亮。
PLC 总清执⾏完成。
840D调试步骤及部分注意点

调试步骤及说明:1.将PCU硬盘旋钮旋至OPERATING位置,激活硬盘.2.如系统未装HMI界面,通过USB将HMI界面安装软件传入系统,并安装. 3.进入HMI界面后,进入菜单—调试———HMI-—-选择中文.4.如驱动启动后,NCU状态灯显示为3(或者无法总清,有可能PC卡中未写入软件), PC卡为空卡,通过CardWare写入软件(电脑必须标配PC卡插槽,否则软件无法使用),然后安装对应版本的工具盘(PLC库文件)。
5.插入PC卡后,进行NCK和PLC总清,最上面两个绿灯亮后,总清完成。
6.接下来可以通过适配器将电脑连接NCU进行PLC编辑调试了.7.参数14504、14506、14508(分别对应14510、14512、14514的个数)可先设好以备PLC使用。
8.PLC初步调试后,开始配置驱动器,进入菜单—调试—--驱动配置-——选择功率模块(主轴为ARM,进给轴为SRM)。
激活轴参数30130和30200、30240、38000(螺距补偿最大点数,此参数一定要先设好,如果后设此参数的话,内存要重新分配,驱动数据和加工程序等会丢失)后NCK重启即可配置驱动数据,进入菜单—调试--—驱动数据—--电机控制器-—-电机选择…9.各个轴动作后,如配的是西门子的迷你手轮,手轮摇时,界面轴+-交替变换,脉冲不正常时,可将手轮盒内前四个短接片断开试试(参见DoconCD)。
VB27000012可监控手轮脉冲。
10.轴自动优化,在调试---最佳化测试—-—自动控制设置,不带PLC,监控:激活,上限:200,下限:—200,上限和下限的数值在绝对位置两边,设置方式:速度控制器:标准设置,Z轴优化时抱闸要打开11.如何进入Windows 界面,开机后当画面出现840D POWERLINE右下角有V08—06-00—02这样的版本号时,马上按数字3,选择DESKTOP在对话框内输入NAME:AUDUSER、PASSWORD: SUNRISE 切换到OK 12.报警文本:系统F:\dh\mb。
840D调试简明步骤(DYS)
Sinumerik 840D 简明调试步骤一般840D系统的调试都是按照下列步骤来进行的:一、确认系统信息1、NC卡的版本2、NCU版本3、确认与之兼容的HMI软件版本(如果是PCU20,可以忽略该软件版本),toolbox版本二、安装系统软件开机(PCU50),直接进入windows系统,将HMI软件(例如HMI ADV V6.4.28)拷至D盘,直接安装,等待完成,重启,即可进入HMI标准界面。
三、电气检查按照电气图纸,仔细检查硬件接线,特别注意下面几个方面:1、各个电气部件的供电电压是否对应2、伺服电机的动力线的U/V/W是否与插座一一对应3、如果有抱闸的,注意其供电电压,一般西门子标准为24V,其中黑色电缆为正,白色电缆为负。
4、如果同时配备滤波器和电抗器,注意接线顺序:先滤波器,再进电抗器,最后接入电源模块,同时注意模块的进出线顺序。
四、通电检查用万用表仔细检查下线路是否供电正常。
五、NC/PLC调试对于新到的系统,必须进行NC/PLC总清,步骤如下:NC 总清操作步骤如下:(1)将NC 启动开关 S3 至“1”;(2)启动NC,如NC 已启动,可按一下复位按钮S1;(3)待NC 启动成功,七段显示器显示“6”,将S3 至“0”;NC 总清执行完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了又再亮。
(3)在3 秒之内,快速地执行下述操作S4:“2” “3” “2”;=> PS 灯先闪,后又亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”; => PS 和PF 灯灭,而PR 灯亮。
PLC 总清执行完成。
PLC 总清后,PLC 程序可通过STEP 7 软件下传至系统。
840D操作

一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
西门子840D数控系统的参数设定

西门子840D数控系统的参数设定(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除西门子840D数控系统的参数设定摘要本文主要针对以西门子840D为控制乐境的数控机床,对算机床数据的调整进行了分析,同时对机床限住的设定与驱神的配王进行了论述。
关键词保护级别有效方式设定配置l 概述随着电站经济的飞跃发展,对电站产品的加工设备的要求越来越高,对机械加工的要求也越来越高,如高低压加热器的管板,冷凝器的隔板等加工,这些都必须用数控机床来完成。
我国在80年代初进口了许多数控机床,其采用的数控系统十分多样化,其中西门子840D数控系统由于其强大的功能,优越的性能,已越来越被广大厂商的各种数控机床所采用,但西门子公司所提供的标准数据并不一定完全适合机床,因些很有必要进行参数的设定与调整。
2 相关问题在对机床参数进行调整前,有两个与数据调整有关的问题需要特别注意的:西门子数据的保护级别和数据写入有效的方式。
2.1 数据的保护级别西门子共设有7个等级的数据保护级别(见表1),级别0是最高的而级别7是最低的,高级别向下兼容低级别。
在修改数据的时候,若设定的Password级别不够高,将无法修改某些特定的机床参数。
具体修改密码的方法是在操作面板(OP)上依次按如下的软2.2 数据有效的方式数据修改后并不全是简单的就能有效,840D数控系统提供了多种数据有效的方式,而具体采用哪种方式又取决于所修改数据的参数类型。
数据的类型及其生效的方式共有如下几种:(1)POWER ON(of)生效方式是按操作(2)NEW-CONF(cf)生效方式是按操作面板的或者按机床控制面(3)RESET(re)按机床控制面板上的l 键生效(4)II~ F_,DLt,TE(s0)数据输人后即可生效3 参数的设定与调整西门子840D数控的控制系统参数是由机床数据(MD)与设定数据(sD)组成,机床数据与设定数据的数据范围及其定义见表2所示。
西门子840D数控系统调试--双清--并配置参数
上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接(1) 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z轴对应A2口,2-AXIS)(2) 设备总线,直流母线等是否正确可靠连接。
(3) 3相电源进线连接是否可靠,U,V,W是否对应。
(4) SIMATIC线的连接(IM361接OUT口,NCK接X111口)(5) MPI线的连接(两头ON中间OFF)(6) MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8) 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF)(7) 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电(1) 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
(2) 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
(3) 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:(1)将NC启动开关S3→“1”:(2)启动NC,如NC已启动,按复位按钮S1:(3)待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列)显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
2、 PLC总清步骤:(1)将PLC启动开关S4→“2”;=>PS灯会亮。
840d SL ET200M-PN配置方法
进入下面画面
把调试网线从 X127 口拔出,插入到 NCU—X150 P2 PN 口,即不用的那个网口 点击 mac address 后面的 browse 进入如下画面
自动搜索出地址 选择 IM153‐4 PN 的网址与硬件上的一致 选择后,点击 OK 自动出现如下画面
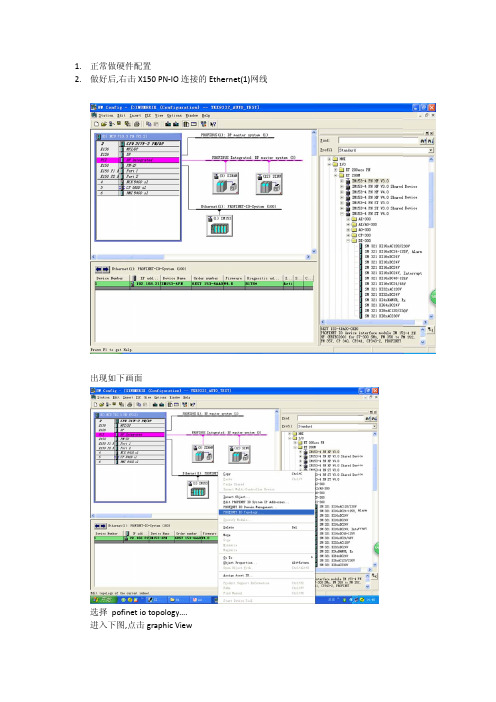
1. 正常做硬件配置 2. 做好后,右击 X150 PN‐IO 连接的 Ethernet(1)网线
出现如下画面
选择 pofinet io topology…. 进入下图,点击 graphic View
ห้องสมุดไป่ตู้
看下图,将以太网的硬件连接用软件连接起来(即从 NCU‐X150 的 PN1 连接到 ET200 M 的 P1 口),连接方法,鼠标拖拽.
点击一下 ASSIGN NAME , 点击 close ET200M 上面无红灯,NCU 上面 ready 闪绿 RUN 常绿 即硬件配置完成
【精品】西门子840D的安装与调试

西门子840D的安装与调试西门子840D的安装与调试摘要数控技术是现代装备制造业的基础,关系到国家战略地位和体现一个国家综合科技水平,也是国家中长期科技计划十六个重大专项中的关键技术。
具有高速高精度控制、五轴联动插补、多通道控制和车铣复合技术的高档数控系统更是上升到战略物资的高度,成为发达国家限制中国进口的产品,在国内还没有相应的产品。
对高档数控系统的功能进行完整的规划,并研究其各种功能的工艺方法和计算机软件的规划成为开发高档数控系统的重要工作。
本文选用了最具代表性的三轴数控铣床作为典型案例,选用了西门子840D机床本体,按照数控机床装调过程构建一台真实可加工的小型数控铣床,将数控机床装调的核心知识和技能穿插其中,按照实践、归纳、推理和再实践的模式完成数控机床装调维修工的教学和实训。
按照数控机床装调概述、进给传动子系统装调、主传动子系统装调、刀辅传动子系统装调和整机装调的顺序循序渐进,能够完整而清晰地亲历整个数控机床的装配和调试过程,并在构建每个装配和调试步骤所涉及的技巧进行了总结。
关键词:西门子840d 安装与调试技巧【Abstract】CNC technology is the basis for modern equipment manufacturing related to the status of national strategies and reflect a country's overall technological level, the national long-term projects Sixteen major projects in the key technologies. High-speed precision control, five-axis interpolation, multi-channel control and high-grade milling CNC composite technology is of strategic materials to rise to the height of the developed countries to limit Chinese imports in the country has not the appropriate product. On the high-end full function numerical control system ofplanning and study its various features methods and computer software technology planning as an important development of high-grade digital systems work. This selection of the most representative of the three-axis CNC milling machine as a typical case, the choice of the Siemens 840D machine body, in accordance with the process of CNC machine tool alignment can process build a real small CNC milling machine, CNC machine tool alignment of the core knowledge and skills interludes which, in accordance with the practice, and induction, reasoning and re-practice model CNC machine tools complete the alignment of teaching and training maintenance workers. Alignment in accordance with an overview of CNC machine tools, the feed drive subsystem alignment, alignment of the main drive subsystem, knife mounted auxiliary transmission subsystem in order to reconcile the progressive alignment machine, complete and clear to experience the whole assembly and commissioning of CNC machine tools process and in building and commissioning of each step involved in the assembly techniques are summarized.Keywords:Siemens 840d installation and debugging skill摘要 (1)1、引言……………………………………………………2、西门子840D装配内容及注意事项…………………………2.1 装配内容…………………………………………………2.2 装配原则…………………………………………………3、西门子840D装配工艺规程的设计步骤……………………3.1 产品分析……………………………………………………3.2 步骤设计…………………………………………………4、数控及驱动单元……………………………………………4.1 840D与NCU …………………………………………………4.2 驱动模块…………………………………………………5、OP单元和PCU…………………………………………………5.1 OP单元和MPI………………………………………………5.2 PCU …………………………………………………………5.3 MCP …………………………………………………………5.4 PLC模块…………………………………………………5.5 硬件连接…………………………………………………5.6 接地………………………………………………………6、数控系统的通电调试………………………………………6.1 开机和启动………………………………………………6.2 NC和PLC总清……………………………………………6.3 PLC 调试…………………………………………………6.4 NC 调试…………………………………………………6.5 数据备份…………………………………………………7、设计总结……………………………………………………8、结束语…………………………………………………………9,致谢………………………………………………………10、参考文献…………………………………………………1引言数控机床是现代制造技术的基础装备,随着数控机床的广泛应用与普及,机床的验收工作越来越受到重视,但很多用户对数控机床的验收还存在着偏差.西门子840D检验的主要目的是为了判别机床是否符台其技术指标, 判别机床能否按照预定的目标精密地加工零件.在许多时候,西门子840D验收都是通过加工一个有代表性的典型零件决定机床能否通过验收.当该机床是用于专门加工某一种零件时,这种验收方法是可以接受的.但是对于更具有通用性的数控机床,这种切削零件的检验方法显然得不能提供足够信息来精确地判断机床的整体精度指标. 只有通过对机床的几何精度和位置精度进行检验,才能反映出机床本身的制造精度.在这两项精度检验合格的基础上, 然后再进行零件加工检验, 以此来考核机床的加工性能. 对于安置在生产线上的西门子840D, 还需通过对工序能力和生产节拍的考核来评判机床的工作能力.但是,在实际检验工作中,往往有很多的用户在西门子840D验收时都忽视了对机床精度的检验,他们以为西门子840D在出厂时已做过检验,在使用现场安装只需调一下机床的水平,只要试加工零件经检验合格就认为机床通过验收.这些用户往往忽视了以下几方面的问题: 1,西门子840D通过运输环节到达现场,由于运输过程中产生的振动和变形,其水平基准与出厂检验时的状态已完全两样, 此时机床的几何精度与其在出厂检验时的精度产生偏差. 2,即使不计运输环节的影响,机床水平的调整也会对相关的几何精度项目产生影响. 3,由于位置精度的检测元件如编码器,光栅等是直接安装在机床的丝杠和床身上,几何精度的调整会对其产生一定的影响. 4,由检验所得到的位置精度偏差,还可直接通过数控机床的误差补偿软件及时进行调整,从而改善机床的位置精度. 5,气压,温度,湿度等外部条件发生改变,也会对位置精度产生影响. 6,由检验所得到的位置精度偏差,还可直接通过数控机床的误差补偿软件及时进行调整,从而改善机床的位置精度. 检验西门子840D床时仅采用考核试加工零件精度的方法来判别机床的整体质量, 并以此作为验收的唯一标准是远远不够的,必须对机床的几何精度,位置精度及工作精度作全面的检验,只有这样才能保证机床的工作性能,否则就会影响设备的安装和使用,造成较大的经济损失. 在数控机床到达用户方,完成初次的调试验收工作后,也并不意味着调试工作的彻底结束.在实际的生产企业中,常常采用这样的设备管理方法:安装调试完成后,设备投入生产加工中,只有等到设备加工精度达不到最初的要求时,才停工进行相应的调试.这样很多企业无法接受这样的停工的损失,所以在日常的工作中也可以按照"六自由度测量的快速机床误差评估"方法解决这个问题, 大量减少测试时间,这样小车间也可以提前控制加工过程,最终通向零故障以及更少对事后检查的依赖. 六自由度测量的快速机床误差评估方法是测量系统一次安装调试后, 可同时测量六个数控机床精度项目的误差值,与传统的单一精度项目测量方法相比,可大大缩短仪器的装调,检测时间下面将介绍数控机床的安装与调试的过程.2西门子840D装配内容及注意事项2.1装配内容清洗为了保证产品的装配质量和延长产品的使用寿命,特别是对于像轴承,密封件,精密偶件以及有特殊清洗要求的零件,装配前要进行清洗。
毕业设计-840d系统龙门机床电气安装调试指导书
威海华东数控龙门镗铣床电气调机步骤目录一.通电前检查 (1)二.电源调试 (3)1.总供电电源 (3)2.交流控制电源 (3)3.空调电源 (3)4.维修照明电源 (3)5.NC供电电源 (3)6.直流24V电源 (3)三.辅助设备调试 (5)1.电柜照明灯 (5)2.机床照明灯 (5)3.维修电源 (5)4.电柜空调 (5)四.NC系统调试 (6)1.NC供电前检查 (6)2.NC系统供电 (6)3.NC系统启动 (6)4.NCK总复位操作 (8)5.PLC总复位操作 (8)6.常用机床参数设定 (8)7.机床时间设定 (11)五.系统汉化,报警文本及数据备份 (12)1.系统汉化 (12)2.报警文本 (13)3.机床数据备份 (17)六.PLC程序装入NCK中 (18)1.编程器(PG)的联接 (18)2.PLC程序装入NCK中 (20)七.机床保护调试 (21)1.急停链控制 (21)2.坐标急停链控制 (21)3.总急停开关控制 (21)4.坐标限位及回参考点 (21)5.机床锁 (21)八.进给轴和主轴的动作 (28)1.进给轴的动作 (28)2.主轴的动作 (30)九.机床全闭环的设置和螺补 (33)1.关于机床全闭环和半闭环 (33)2.机床坐标轴软限位的设置 (35)3.螺补 (35)十.附件铣头的调试 (38)1.元器件的调试 (38)2.手动附件铣头操作 (39)3.自动附件铣头操作 (41)十一.机床刀库的调试 (43)1.EASYMASK软件的使用 (43)2.马氏机构刀库的调试 (47)3.链氏刀库的调试 (53)一通电前检查检查前要求:①电柜不可与外部任何电源相连接。
②电柜中所有空气开关及断路器全部断开。
1.装置连接检查1.1.根据机床要求检查系统模块的联接,图如下。
主轴功率模块(MSD)排在电源模块(NE)和控制模块(NCU)之后,进给轴功率模块(FDD)的排列由功率大小依次由左向右排列。
840D安装、设置步骤和方法

840D安装、设置步骤和方法1. 要求通道1直线轴: X、Y、Z, 工作台: B, 摆头: A, 五轴联动, 主轴: CX1通道2刀库轴: MX1测量系统:X、Y、Z、CX1、MX1用2048线的电机编码器, B A用ROD280 18000线圆编码器611D伺服驱动器:电源模块: 6SN1145-1BA02-0CA1主轴驱动器: 6SN1123-1AA00-0LA1 6SN1118-0DG23-0AA1X、Y、Z、刀库轴驱动器: 6SN1123-1AB00-0BA1 6SN1118-0DM21-0AA0A、B轴驱动器: 6SN1123-1AB00-0CA1 6SN1118-0DM23-0AA0伺服电机:主轴电机: 1PH7137-2ND00-0CA0X、Y、Z 轴伺服电机: 1FT6102-1AC71-4AG1B、A 轴伺服电机: 1FT6084-8AC71-4AA0刀库轴伺服电机: 1FK6063-6AF71-1AA0ND行程:X=0-1220mm, Y=0-915mm, Z=0-915mm,B=0-359.999deg, A=0-105deg, 刀库轴=0-359.999deg最大速度:X=1200mm/min, Y=1200mm/min, Z=1200mm/min, B=4rpm(1440deg/min),A=2rpm(720deg/min), MX1=1rpm(360deg/min), S=1000rpm2. 基本设置2.1 准备硬件接线PLC总清NCU S3拨到1, 按Reset按钮, 完成后将NCU S3拨回0NCK总清NCU S4拨到3, 等PS灯亮后将S4拨到2, 立即再拨到3, 等PS灯闪后将S4拨到0 标志: NCU的NC状态指示灯+5V和PLC状态指示灯PR亮(绿色)报警2001 PLC has not started up 和120202、4060显示器显示X1 Y1 Z1 A1四个轴数据机床操作面板MCP和手持单元HHU所有的灯闪亮。
840D数控的轴配置过程

840D数控的轴配置过程新机床开机后,有可能需要重新输入密码。
设定口令(默认口令为SUNRISE)。
设定后,机床权限转为制造商权限,可以进行以下操作。
下面的参数说明是从简明调试手册中调用的,有可能和机床实际显示的不完全一致。
配轴依次按菜单,启动,机床数据,设定数据,进入模块配置画面。
模块配置画面定义如下:位置号,模块在电柜中的实际排列位置(如,主轴紧挨NCU模块,其位置号为1)。
驱动号:模块在系统中的排列位置(如,主轴的驱动号为5,表示为第5个轴)。
是否有效:模块是否有输出。
电机模式:电机类型(主轴为异步,其他都为同步)。
在模块配置画面下,依次按粘贴模块键(注意单双轴模块),修改电机类型,按粘贴功率模块键(模块型号在电柜中模块右下角的位置可以找到),再修改模块驱动号并设定模块是否有输出。
之后,NCK复位。
复位后,对机床坐标轴名进行配置。
依次按菜单,启动,机床数据,通用MD。
将10000号参数(机床坐标轴名)依次改为X1,Y1,Z1,W1,C1(或SP1)等(其他类似10000号参数,参数号后带有[0],[1]……等很多标号的参数,都是从[0]开始修改)。
10002号参数依次修改AX1,AX2,AX3,AX4,AX5等。
之后按通道MD,将20070号参数(通道中有效的机床轴号)依次改为1,2,3,4,5 。
20080号参数(通道中有效的机床轴名)依次改为X,Y,Z,W,C(或SP) 。
之后,NCK复位。
复位后,对各轴参数进行配置。
依次按菜单,启动,机床数据,轴MD(轴MD中,所有参数号后面有[0][1][2][3][4][5]的参数,分别为对应不同的档位,[0]为没有档位的轴,[1][2][3][4][5]则分别对应5个档位。
而参数号后面只有[0][1]的参数,则分别对应半闭环和全闭环,[0]对应半闭环,[1]对应全闭环。
).之后对各轴以下参数进行设定。
30130:设定输出值的类型,1为有输出,0为没有,正常设为1。
840D刀库管理设定步骤

刀库管理设定步骤本文叙述了使用Siemens 840D HMI ADVANCE的刀库管理功能时,初始设定刀库的具体信息,产生PLC数据文件的方法。
以凸轮24把刀的刀库为例。
1.建立新刀库选择[New],输入Name:CAM_24 选择Type:Chain magazine输入Locations:24 输入Number of lines:1选择[OK]2.建立Buffer选择[New],输入Name:SPDL选择Type:Spindle 选择[OK]选择[New],输入Name:GP_1选择Type:Gripper选择[OK]选择[New],输入Name:GP_2选择Type:Gripper选择[OK]3.分配Buffer分别选择GP_1/Gp_2选择Assign to spindle:SPDL,然后选择竖直软键[Assign spindle]分别选择SPDL/GP_1/Gp_2选择Magazine:CAM_244.选择竖直软键[Assign magazine] 建立Loc.Type.选择[New],输入Name:POT选择Form type:Rectangle选择Hight:2 Wight:2 选择[OK]选择< Name:POT选择竖直软键[Generate hierarchy]5.建立刀库配置选择[New],输入Name:POT_24选择Tool search:Shortest path选择Location search:Current location forward,然后选择[OK]选择Real magazine Name:CAM_24 选择竖直软键[Assign]选择Loc. type:POT选择From loc.:1To loc.:24 选择竖直软键[Assign]6.产生配置文件选择竖直软键[Generate conf. file]选择竖直软键[load conf. file]在Auto方式下,按[Cycle Start] 选择[OK]选择竖直软键[Create PLC data]刀库配置完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
840D安装、设置步骤和方法1. 要求通道1直线轴: X、Y、Z, 工作台: B, 摆头: A, 五轴联动, 主轴: CX1通道2刀库轴: MX1测量系统:X、Y、Z、CX1、MX1用2048线的电机编码器, B A用ROD280 18000线圆编码器611D伺服驱动器:电源模块: 6SN1145-1BA02-0CA1主轴驱动器: 6SN1123-1AA00-0LA1 6SN1118-0DG23-0AA1X、Y、Z、刀库轴驱动器: 6SN1123-1AB00-0BA1 6SN1118-0DM21-0AA0A、B轴驱动器: 6SN1123-1AB00-0CA1 6SN1118-0DM23-0AA0伺服电机:主轴电机: 1PH7137-2ND00-0CA0X、Y、Z 轴伺服电机: 1FT6102-1AC71-4AG1B、A 轴伺服电机: 1FT6084-8AC71-4AA0刀库轴伺服电机: 1FK6063-6AF71-1AA0ND行程:X=0-1220mm, Y=0-915mm, Z=0-915mm,B=0-359.999deg, A=0-105deg, 刀库轴=0-359.999deg最大速度:X=1200mm/min, Y=1200mm/min, Z=1200mm/min, B=4rpm(1440deg/min),A=2rpm(720deg/min), MX1=1rpm(360deg/min), S=1000rpm2. 基本设置2.1 准备硬件接线PLC总清NCU S3拨到1, 按Reset按钮, 完成后将NCU S3拨回0NCK总清NCU S4拨到3, 等PS灯亮后将S4拨到2, 立即再拨到3, 等PS灯闪后将S4拨到0 标志: NCU的NC状态指示灯+5V和PLC状态指示灯PR亮(绿色)报警2001 PLC has not started up 和120202、4060显示器显示X1 Y1 Z1 A1四个轴数据机床操作面板MCP和手持单元HHU所有的灯闪亮。
所有S7 PLC电源模块DC 5V绿灯亮611D电源模块绿灯、黄灯亮所有611D驱动器红灯亮NC默认设置:最大方式组 1最大通道数 1最大轴数 5最大插补轴 4无螺距补偿全部轴为直线轴2.2装载PLC基本程序(主要用STEP7 V5.1操作)建立一个新的工程OM3选择CPU为CPU315-2 DP, MPI Addrees为2, 不自动建立OB1, 工程名为OM3删除OM3的SIMA TIC 300 Station目录调入840D PLC组态: PLC→Upload Station选择: Rack = 0, Slot = 0, MPI Address = 2, 完成后删除FB15 DB1安装ToolBox V6.3, 必须选择PLC-Basic Program for 8x0D V6.3将标准库中gp8x0d63中的所有块拷贝到OM3将OM3的所有块下载到PLC右击Blocks→PLC→Download→OK, 不用装载系统数据NCU Reset标志: MCP灯灭, MCP I/O被定义到IB0—IB7, QB0—QB5, QB8—QB15被MCP占用调用MCP机床控制面板控制程序在OB1里增加一组指令:L DB19.DBB 22 // 取面板显示的通道号T MB 20 // 送给MMC控制程序FC19:ChanNoCALL FC 19BAGNo :=B#16#1 // 方式组1ChanNo :=MB20 // 通道号SpindleIFNo:=B#16#6 // 定义主轴号为7FeedHold :=Q41.0 // 0-Feed Star, 1-Feed StopSpindleHold :=Q41.1 // 0-Spindle Start, 1-Spindle Stop标志: MCP方式键、复位键、X Y Z 4 轴选择键和+ -方向键有效2.3 基本设置(机床参数)输入维修密码: Start-up→Password→Set password, 输入SUNRISE设置日期和时间: Start-up→PLC→Set date/clock, 输入日期时间后按Accept, 立即生效* PLC日期时间可以在STEP7里设, 而且不影响MMC的日期时间机床参数显示设置: Start-up→Machine data→Display options, 将所有项打勾和Index from 0 to 6 (显示7个轴数据)方式组数: N19220 $ON_NUM_MODE_GROUPS = 1 (默认值)最大通道数: N19200 $ON_NUM_CHANNELS = 2通道1分配给方式组1: N10010 $MN_ASSIGN_CHAN_TO_MODE_GROUP[0]=1 (默认值)通道2分配给方式组1: N10010 $MN_ASSIGN_CHAN_TO_MODE_GROUP[1]=1最大轴数: N19100 $ON_NUM_AXES_IN_SYSTEM = 7插补轴数: N19120 $ON_NUM_IPO_AXES = 5在同一程序行上运行的轴数多于MD19120设定的值(如设为4)时,报警8030 Channel 1 block option ‘interporation of more then 4 axis’ not setNCK Reset标志: 按MCP的[1…n]键可以转换通道显示螺距补偿点数: N38000 $MA_MM_ENC_COMP_MAX_POINTS[0,X1] = 25N38000 $MA_MM_ENC_COMP_MAX_POINTS[0,Y1] = 25N38000 $MA_MM_ENC_COMP_MAX_POINTS[0,Z1] = 25N38000 $MA_MM_ENC_COMP_MAX_POINTS[0,A1] = 25N38000 $MA_MM_ENC_COMP_MAX_POINTS[0,B1] = 25NCK Reset标志: 在Services Data out的NC.active-data/mers.-system-error-comp.目录里有了mers.-system-error-comp-axis1~5螺距补偿文件报警: 4400 Machine data alteration will cause reorganisation of buffered memory (loss of data!) (将重新分配Memory, NC程序、R参数等将丢失)报警6020 Machine data have been altered – new memory is reorganized (已重新分配Memory) 2.4 轴名定义定义机床轴(Machine axes)名称: (在面板上显示的轴名)N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="X"N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="Y"N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="Z"N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="B"N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="A"N10000 $MN_AXCONF_MACHAX_NAME_TAB[5]="MX1"N10000 $MN_AXCONF_MACHAX_NAME_TAB[6]="CX1"* TAB[0] 对应Drive 1, TAB[1] 对应Drive 2 …通道1几何轴(Geometry axes)名: (用默认值)N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[0]=1N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=2N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=3N20060 $MC_AXCONF_GEOAX_NAME_TAB[0]="X"N20060 $MC_AXCONF_GEOAX_NAME_TAB[1]="Y"N20060 $MC_AXCONF_GEOAX_NAME_TAB[2]="Z"* MD20050 指定几何轴对应的驱动器* MD20060 指定NC程序用的几何轴名(NC程序用)特定轴(Special axes)名N20070 $MC_AXCONF_MACHAX_USED[0]=1N20070 $MC_AXCONF_MACHAX_USED[1]=2N20070 $MC_AXCONF_MACHAX_USED[2]=3N20070 $MC_AXCONF_MACHAX_USED[3]=4N20070 $MC_AXCONF_MACHAX_USED[4]=5N20070 $MC_AXCONF_MACHAX_USED[5]=7N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X"N20080 $MC_AXCONF_CHANAX_NAME_TAB[1]="Y"N20080 $MC_AXCONF_CHANAX_NAME_TAB[2]="Z"N20080 $MC_AXCONF_CHANAX_NAME_TAB[3]="B"N20080 $MC_AXCONF_CHANAX_NAME_TAB[4]="A"N20080 $MC_AXCONF_CHANAX_NAME_TAB[5]="C"* MD20070 必须连续设定,不能中断* MD20070 指定特定轴对应的驱动器, X Y Z轴与几何轴重合* MD20080 指定NC程序用的特定轴名(NC程序用)通道2特定轴(Special axes)名N20070 $MC_AXCONF_MACHAX_USED[0]=6N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X"NCK Reset标志: 在通道1里看到了X、Y、Z、B、A、CX1轴, 在通道2里看到了MX1轴2.5 PLC 轴控制程序OB1CALL FC 40 // 轴/主轴控制程序FC40SET= DB21.DBX 25.3 // 通道1: G0用MCP的速率开关= DB21.DBX 6.7 // 通道1: 激活进给轴速率开关= DB21.DBX 6.6 // 通道1: 激活Rapid速率开关= DB22.DBX 25.3 // 通道2: 使G0用MCP的速率开关= DB22.DBX 6.7 // 通道2: 激活进给轴速率开关= DB22.DBX 6.6 // 通道2: 激活Rapid速率开关= DB31.DBX 1.5 // X轴选第1测量系统= DB31.DBX 2.1 // X轴controller enable= DB31.DBX 21.7 // X轴pules enable= DB31.DBX 1.7 // X轴激活速率开关= DB32.DBX 1.5 // Y轴选第1测量系统= DB32.DBX 2.1 // Y轴controller enable= DB32.DBX 21.7 // Y轴pules enable= DB32.DBX 1.7 // Y轴激活速率开关= DB33.DBX 1.5 // Z轴选第1测量系统= DB33.DBX 2.1 // Z轴controller enable= DB33.DBX 21.7 // Z轴pules enable= DB33.DBX 1.7 // Z轴激活速率开关= DB34.DBX 1.5 // B轴选第1测量系统= DB34.DBX 2.1 // B轴controller enable= DB34.DBX 21.7 // B轴pules enable= DB34.DBX 1.7 // B轴激活速率开关= DB35.DBX 1.5 // A轴选第1测量系统= DB35.DBX 2.1 // A轴controller enable= DB35.DBX 21.7 // A轴pules enable= DB35.DBX 1.7 // A轴激活速率开关= DB36.DBX 1.5 // MX1轴选第1测量系统= DB36.DBX 2.1 // MX1轴controller enable= DB36.DBX 21.7 // MX1轴pules enable= DB36.DBX 1.7 // MX1轴激活速率开关= DB37.DBX 1.5 // CX1轴选第1测量系统= DB37.DBX 2.1 // CX1轴controller enable= DB37.DBX 21.7 // CX1轴pules enable= DB37.DBX 1.7 // CX1轴激活速率开关标志: 1. 手动空转各轴2. 如果设MD20700为0(不必回参考点), 即可进行自动和MDA的空运行2.6 驱动器、电机、实际值输出类型和编码器接口机床参数设置驱动器参数设置Solt Drive Active Drive Module PowerSect Current1 7 Yes ARM(SMD) 1 axis 0D H 45/60/76A2 1 Yes SRM(FDD) 2axis-1 16 H 18/36A3 2 Yes SRM(FDD) 2axis-2 16 H 18/36A4 3 Yes SRM(FDD) 2axis-1 16 H 18/36A5 4 Yes SRM(FDD) 2axis-2 16 H 18/36A6 5 Yes SRM(FDD) 2axis-1 14 H 9/18A7 6 Yes SRM(FDD) 2axis-1 14 H 9/18A按Save保存设置实际值输出类型(用611D时为1)N30130 $MA_CTRLOUT_TYPE[0,X]=1N30130 $MA_CTRLOUT_TYPE[0,Y]=1N30130 $MA_CTRLOUT_TYPE[0,Z]=1N30130 $MA_CTRLOUT_TYPE[0,B]=1N30130 $MA_CTRLOUT_TYPE[0,A]=1N30130 $MA_CTRLOUT_TYPE[0,MX1]=1N30130 $MA_CTRLOUT_TYPE[0,CX1]=1* 必须设置了MD30130后, 才能设置电机参数驱动器号(模块号)(用默认值)N30220 $MA_ENC_MODULE_NR[0,X]=1N30220 $MA_ENC_MODULE_NR[0,Y]=2N30220 $MA_ENC_MODULE_NR[0,Z]=3N30220 $MA_ENC_MODULE_NR[0,B]=4N30220 $MA_ENC_MODULE_NR[0,A]=5N30220 $MA_ENC_MODULE_NR[0,MX1]=6N30220 $MA_ENC_MODULE_NR[0,CX1]=7编码器接口, 1-用电机编码器, 2-用第二接口N30230 $MA_ENC_INPUT_NR[0,X]=1N30230 $MA_ENC_INPUT_NR[0,Y]=1N30230 $MA_ENC_INPUT_NR[0,Z]=1N30230 $MA_ENC_INPUT_NR[0,B]=1N30230 $MA_ENC_INPUT_NR[0,A]=1N30230 $MA_ENC_INPUT_NR[0,MX1]=1N30230 $MA_ENC_INPUT_NR[0,CX1]=1设置测量系统类型(正旋波信号为1)N30240 $MA_ENC_TYPE[0,X]=1N30240 $MA_ENC_TYPE[0,Y]=1N30240 $MA_ENC_TYPE[0,Z]=1N30240 $MA_ENC_TYPE[0,B]=1N30240 $MA_ENC_TYPE[0,A]=1N30240 $MA_ENC_TYPE[0,MX1]=1N30240 $MA_ENC_TYPE[0,CX1]=1NCK Reset标志: 在机床参数Drive MD的Axis: 栏里看到了轴名报警:300701 Axis CX1 drive needs setup设置伺服电机参数CX1主轴电机订货号: 1PH7137-2ND00-0CA0X、Y、Z轴伺服电机订货号: 1FT6105-1AC71-4AH0B 、A轴伺服电机订货号: 1FT6102-1AC71-4AA0MX1刀库伺服电机订货号: 1FK6063-6AF7-1AA0各电机都用默认值NCK Reset标志: 所有驱动器灯灭2.7 启动611D电源激活电源模块端口63-Pulse enable, 64-Drive enable(48已常接9)FC100标志: 611D电源模块绿色灯灭可以手动转动电机2.8 PLC回参考点程序(仅列出X轴, 输入点以后再确定)FC42 // 由OB1调用A I 33.6= DB31.DBX 12.7 // X轴参考点开关A I 6.3 // MCP T13键= DB21.DBX 1.0 // 所以轴自动回参考点标志: 可选择单轴按”+”键不松手回参考点, 或按一下”T13”键所有轴自动回参考点2.9 PLC手持单元HHU控制程序从HHU-Lib里装入HHU控制程序OB100、FC68、DB68、DB69, 将FC68注释里的程序拷贝到OB1 NCK Reset标志: 手持单元正常可用(包括脉冲发生器)HHU I/O被定义到输入: DB68.DBB140-DBB145, 输出: DB68.DBB120-DBB139* HHU显示有些问题2.10 轴类型设置旋转轴或直线轴设置N30300 $MA_IS_ROT_AX[X]=0 直线轴N30300 $MA_IS_ROT_AX[Y]=0 直线轴N30300 $MA_IS_ROT_AX[Z]=0 直线轴N30300 $MA_IS_ROT_AX[B]=1 旋转轴N30300 $MA_IS_ROT_AX[A]=1 旋转轴N30300 $MA_IS_ROT_AX[MX1]=1 旋转轴N30300 $MA_IS_ROT_AX[CX1]=1 旋转轴4070 Normalizing machine data has been alteredN30310 $MA_ROT_IS_MODULO[X]=0 直线轴N30310 $MA_ROT_IS_MODULO[Y]=0 直线轴N30310 $MA_ROT_IS_MODULO[Z]=0 直线轴N30310 $MA_ROT_IS_MODULO[B]=1N30310 $MA_ROT_IS_MODULO[A]=1N30310 $MA_ROT_IS_MODULO[CX1]=1N30310 $MA_ROT_IS_MODULO[MX1]=1N30320 $MA_DISPLAY_IS_MODULO[X]=0 直线轴N30320 $MA_DISPLAY_IS_MODULO[Y]=0 直线轴N30320 $MA_DISPLAY_IS_MODULO[Z]=0 直线轴N30320 $MA_DISPLAY_IS_MODULO[B]=1N30320 $MA_DISPLAY_IS_MODULO[A]=1N30320 $MA_DISPLAY_IS_MODULO[MX1]=1N30320 $MA_DISPLAY_IS_MODULO[CX1]=1* 当MD30310和MD30320同时为0时, 以+ - deg角度显示* 当MD30310和MD30320同时为1或其中之1为1时, 以0-360 deg(行程)显示N30330 $MA_MODULO_RANGE[X]=360 直线轴无意义N30330 $MA_MODULO_RANGE[Y]=360 直线轴无意义N30330 $MA_MODULO_RANGE[Z]=360 直线轴无意义N30330 $MA_MODULO_RANGE[B]=360 deg 有效行程N30330 $MA_MODULO_RANGE[A]=105 deg 有效行程N30330 $MA_MODULO_RANGE[MX1]=360 deg 有效行程N30330 $MA_MODULO_RANGE[CX1]=360 deg 有效行程N30340 $MA_MODULO_RANGE_START[X]=0 直线轴无意义N30340 $MA_MODULO_RANGE_START[Y]=0 直线轴无意义N30340 $MA_MODULO_RANGE_START[Z]=0 直线轴无意义N30340 $MA_MODULO_RANGE_START[B]=0 deg 开始角度N30340 $MA_MODULO_RANGE_START[A]=0 deg 开始角度N30340 $MA_MODULO_RANGE_START[MX1]=0 deg 开始角度N30340 $MA_MODULO_RANGE_START[CX1]=0 deg 开始角度NCK Reset标志: B、A、MX1、CX1显示单位为deg、B、A、MX1显示的值在其行程允许的范围内* B、A、MX1、CX1轴NC程序单位: 距离: deg 速度: deg/min报警:4070 Normalizing machine data has been altered(改MD30300时)主轴设置N35000 $MA_SPIND_ASSIGN_TO_MACHAX[CX1]=1NCK Reset标志: CX1在Override显示为==>Spindle可以M3 S60执行指令, 但速率开关是Feed Override有效3. 轴参数调整3.1 各轴公用的参数N11300 $MN_JOG_INC_MODE_LEVELTRIGGRD=0执行回参考点或增量移动时: 0-点一下键即可, 1-压下键直到回参考点或增量移动完成* 自动回参考点功能不受此参数影响通道1N20700 $MC_REFP_NC_START_LOCK=1 0-不必回参考点, 1-必需回参考点才能自动运行通道2N20700 $MC_REFP_NC_START_LOCK=13.2 X、Y、Z 直线轴参数调整X、Y、Z 轴电机都是直接装在丝杆上, 用电机编码器3.2.1 测量系统N31030 $MA_LEADSCREW_PITCH[X]=12.7 mm(1/2英吋) 丝杆的螺距N31030 $MA_LEADSCREW_PITCH[Y]=12.7N31030 $MA_LEADSCREW_PITCH[Z]=12.73.2.2 轴移动方向N32100 $MA_AX_MOTION_DIR[X]=1 (1 , -1)电机旋转方向(1 顺时针转)N32100 $MA_AX_MOTION_DIR[Y]=1N32100 $MA_AX_MOTION_DIR[Z]=13.2.3 回参考点N34000 $MA_REFP_CAM_IS_ACTIVE[X]=1 0-不用回参考点开关, 1-要用回参考点开关N34000 $MA_REFP_CAM_IS_ACTIVE[Y]=1N34000 $MA_REFP_CAM_IS_ACTIVE[Z]=1N34010 $MA_REFP_CAM_DIR_IS_MINUS[X]=1 回参考点方向, 0-正向, 1-反向N34010 $MA_REFP_CAM_DIR_IS_MINUS[Y]=0N34010 $MA_REFP_CAM_DIR_IS_MINUS[Z]=0N34020 $MA_REFP_VELO_SEARCH_CAM[X]=2000 mm/min搜索参考点开关速度, Feed Overrid 有效N34020 $MA_REFP_VELO_SEARCH_CAM[Y]=2000N34020 $MA_REFP_VELO_SEARCH_CAM[Z]=2000N34030 $MA_REFP_MAX_CAM_DIST[X]=1220 mm 搜索参考点开关的最大距离N34030 $MA_REFP_MAX_CAM_DIST[Y]=920N34030 $MA_REFP_MAX_CAM_DIST[Z]=920N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,X]=0 搜索零脉冲的方向N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,Y]=0N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,Z]=0N34040 $MA_REFP_VELO_SEARCH_MARKER[0,X]=300 mm/min 搜索零脉冲的爬行速度N34040 $MA_REFP_VELO_SEARCH_MARKER[0,Y]=300N34040 $MA_REFP_VELO_SEARCH_MARKER[0,Z]=300N34060 $MA_REFP_MAX_MARKER_DIST[0,X]=12.5 mm 搜索零脉冲的最大距离N34060 $MA_REFP_MAX_MARKER_DIST[0,Y]=12.5N34060 $MA_REFP_MAX_MARKER_DIST[0,Z]=12.5N34080 $MA_REFP_MOVE_DIST[0,X]=-2 mm 参考点偏移量1N34080 $MA_REFP_MOVE_DIST[0,Y]=2N34080 $MA_REFP_MOVE_DIST[0,Z]=2N34090 $MA_REFP_MOVE_DIST_CORR[0,X]=0 mm 参考点偏移量2N34090 $MA_REFP_MOVE_DIST_CORR[0,Y]=0N34090 $MA_REFP_MOVE_DIST_CORR[0,Z]=0参考点偏移量, 即零脉冲到参考点的距离=MD34080+MD34090N34070 $MA_REFP_VELO_POS[X]=2000 mm/min 从零脉冲点(停止点)走到参考点的速度N34070 $MA_REFP_VELO_POS[Y]=2000N34070 $MA_REFP_VELO_POS[Z]=20003.2.4 速度参数N32000 $MA_MAX_AX_VELO[X]=12000 mm/min 最大速度N32000 $MA_MAX_AX_VELO[Y]=12000 mm/minN32000 $MA_MAX_AX_VELO[Z]=12000 mm/min* 当设定的速度超过此值时, 即被限制在此速度, 不报警N32010 $MA_JOG_VELO_RAPID[X]=12000 mm/min Rapid 速度N32010 $MA_JOG_VELO_RAPID[Y]=12000 mm/minN32010 $MA_JOG_VELO_RAPID[Z]=12000 mm/minN32020 $MA_JOG_VELO[X]=6000 mm/min Jog速度N32020 $MA_JOG_VELO[Y]=6000 mm/minN32020 $MA_JOG_VELO[Z]=6000 mm/minN32300 $MA_MAX_AX_ACCEL[X]=1m/s²加减速N32300 $MA_MAX_AX_ACCEL[Y]=1m/s²N32300 $MA_MAX_AX_ACCEL[Z]=1m/s²N35230 $MA_ACCEL_REDUCTION_FACTOR[X]=0 加减速系数N35230 $MA_ACCEL_REDUCTION_FACTOR[Y]=0N35230 $MA_ACCEL_REDUCTION_FACTOR[Z]=0N36200 $MA_AX_VELO_LIMIT[0,X]=14000 mm/min 最大速度极限N36200 $MA_AX_VELO_LIMIT[0,Y]=14000 mm/minN36200 $MA_AX_VELO_LIMIT[0,Z]=14000 mm/min最大速度极限当速度超过此值时, 报警: 25030 Axis x actual velocity alarmN32200 $MA_POSCTRL_GAIN[0,X]=1 速度增益(KV系数)N32200 $MA_POSCTRL_GAIN[0,Y]=1N32200 $MA_POSCTRL_GAIN[0,Z]=13.2.5 位置监控参数(仅列出X轴)N36000 $MA_STOP_LIMIT_COARSE[X]=0.04 mm 粗定位公差N36010 $MA_STOP_LIMIT_FINE[X]=0.01 mm 精定位公差25080 Axis X Positioning monitoringN36012 $MA_STOP_LIMIT_FACTOR[0,X]=1 MD36000、MD36010、MD36030这三个值的系数N36020 $MA_POSITIONING_TIME[X]=1 s定位时间N36030 $MA_STANDSTILL_POS_TOL[X]=0.2 mm 零速公差N36040 $MA_STANDSTILL_DELAY_TIME[X]=0.4 s 零速公差延迟时间N36050 $MA_CLAMP_POS_TOL[X]=0.5 mm 夹紧公差N36400 $MA_CONTOUR_TOL[X]=1 mm 轮廓公差N36310 $MA_ENC_ZERO_MONITORING[0,X]=0 零脉冲监视, 0-硬件检测, 100-关闭检测N36100 $MA_POS_LIMIT_MINUS[X]=-1 第一软件极限位置(-)N36110 $MA_POS_LIMIT_PLUS[X]=12001 第一软件极限位置(+)**** 轴监视(监控)功能****轮廓误差: Contour monitoring当执行一个移动命令(手动或自动)时, 在加速、恒速、减速三个阶段NC对其进行轮廓监控(实际上是监视其跟随误差), 在其轴向的误差Contour deviation (axially)超过MD36400mm时, 报警25050 Contour monitoring零速误差: Zero speed monitoring当移动命令结束后过MD36040秒时(轴还没有停止), NC监视其跟随误差, 超过MD36030mm时报警25040 Asix x standstill monitoring在轴被允许但无移动命令或移动命令结束而且轴已停在MD36010后, NC监控其位移状态, 超过MD36030mm MD36040s后报警25040 Asix x standstill monitoring定位误差:Positioning monitoring当移动命令结束时, NC对其进行定位监控, 在MD36020s内轴不停在MD36010范围内时报警25080 Axis X Positioning monitoring夹紧误差:在轴被允许但无移动命令或移动命令结束而且轴已停在MD36010后, 如果DB31…DBX2.3=1, NC监控其位移状态, 超过MD36050mm时, 报警26000 Clamping monitoring一般夹紧公差MD36050的值比零速公差MD36030的值大注意: 在轴被允许但无移动命令时, 如果轴受外力引起位移, NC将发出相反的移动命令将其拉回原位, 这时也可能报警25050 Contour monitoring、25040 Asix x standstill monitoring、26000 Clamping monitoring3.3 B、A、MX1旋转轴参数调整B轴电转速通过蜗轮蜗杆传递到转台, 速度比=100 , 编码起直接装在转台的轴心上A轴电转速通过齿轮变速传递到摆头, 速度比=50 , 编码起直接装在的摆头轴心上MX1轴电转速通过齿轮变速传递到刀库, 速度比=50 , 用电机编码器3.3.1 测量系统N31050 $MA_DRIVE_AX_RA TIO_DENOM[0,B]=1 转台的转数N31050 $MA_DRIVE_AX_RA TIO_DENOM[0,A]=1 摆头的转数N31050 $MA_DRIVE_AX_RA TIO_DENOM[0,MX1]=1 刀库的转数N31060 $MA_DRIVE_AX_RA TIO_NUMERA[0,B]=100 B轴电机转数N31060 $MA_DRIVE_AX_RA TIO_NUMERA[0,A]=50 A轴电机转数N31060 $MA_DRIVE_AX_RA TIO_NUMERA[0,MX1]=50 MX1轴电机转数3.3.2 轴移动方向N32100 $MA_AX_MOTION_DIR[B]=1 (1 , -1)电机旋转方向N32100 $MA_AX_MOTION_DIR[A]=1N32100 $MA_AX_MOTION_DIR[MX1]=1N32110 $MA_ENC_FEEDBACK_POL[0,B]=1 (1 , -1)移动(实际值输出)方向N32110 $MA_ENC_FEEDBACK_POL[0,A]=1N32110 $MA_ENC_FEEDBACK_POL[0,MX1]=13.3.3 回参考点N34000 $MA_REFP_CAM_IS_ACTIVE[B]=0 0-不用回参考点开关, 1-要用回参考点开关N34000 $MA_REFP_CAM_IS_ACTIVE[A]=0N34000 $MA_REFP_CAM_IS_ACTIVE[MX1]=1* 由于B、A轴用18000线编码器直接装在旋转轴心上, 所以不需要用回参考点开关N34010 $MA_REFP_CAM_DIR_IS_MINUS[B]=1 回参考点方向, 0-正向, 1-反向N34010 $MA_REFP_CAM_DIR_IS_MINUS[A]=1N34010 $MA_REFP_CAM_DIR_IS_MINUS[MX1]=1N34020 $MA_REFP_VELO_SEARCH_CAM[B]=1 rpm 搜索参考点开关速度, Feed Overrid 有效N34020 $MA_REFP_VELO_SEARCH_CAM[A]=1 rpmN34020 $MA_REFP_VELO_SEARCH_CAM[MX1]=1 rpmN34030 $MA_REFP_MAX_CAM_DIST[B]=360 deg 搜索参考点开关的最大距离N34030 $MA_REFP_MAX_CAM_DIST[A]=105N34030 $MA_REFP_MAX_CAM_DIST[MX1]=360N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,B]=0 搜索零脉冲的方向N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,A]=0N34050 $MA_REFP_SEARCH_MARKER_REVERSE[0,MX1]=0N34040 $MA_REFP_VELO_SEARCH_MARKER[0,B]=0.5 rpm 搜索零脉冲的爬行速度N34040 $MA_REFP_VELO_SEARCH_MARKER[0,A]=0.5N34040 $MA_REFP_VELO_SEARCH_MARKER[0,MX1]=0.5N34060 $MA_REFP_MAX_MARKER_DIST[0,B]=360 deg 搜索零脉冲的最大距离N34060 $MA_REFP_MAX_MARKER_DIST[0,A]=105N34060 $MA_REFP_MAX_MARKER_DIST[0,MX1]=360N34080 $MA_REFP_MOVE_DIST[0,B]=-5 deg 参考点偏移量1N34080 $MA_REFP_MOVE_DIST[0,A]=5N34080 $MA_REFP_MOVE_DIST[0,MX1]=5N34090 $MA_REFP_MOVE_DIST_CORR[0,B]=0 deg 参考点偏移量2N34090 $MA_REFP_MOVE_DIST_CORR[0,A]=0N34090 $MA_REFP_MOVE_DIST_CORR[0,MX1]=0参考点偏移量, 即零脉冲到参考点的距离=MD34080+MD34090N34070 $MA_REFP_VELO_POS[B]=2 rpm 从零脉冲点(停止点)走到参考点的速度N34070 $MA_REFP_VELO_POS[A]=2N34070 $MA_REFP_VELO_POS[MX1]=23.3.4 速度参数N32000 $MA_MAX_AX_VELO[B]=4 rpm 最大速度N32000 $MA_MAX_AX_VELO[A]=2N32000 $MA_MAX_AX_VELO[MX1]=1N32010 $MA_JOG_VELO_RAPID[B]=4 rpm Rapid 速度N32010 $MA_JOG_VELO_RAPID[A]=2N32010 $MA_JOG_VELO_RAPID[MX1]=1N32020 $MA_JOG_VELO[B]=2 rpm Jog速度N32020 $MA_JOG_VELO[A]=1N32020 $MA_JOG_VELO[MX1]=0.5N32300 $MA_MAX_AX_ACCEL[B]=1m/s²加减速N32300 $MA_MAX_AX_ACCEL[A]=1m/s²N32300 $MA_MAX_AX_ACCEL[MX1]=1m/s²N35230 $MA_ACCEL_REDUCTION_FACTOR[B]=0 加减速系数N35230 $MA_ACCEL_REDUCTION_FACTOR[A]=0N35230 $MA_ACCEL_REDUCTION_FACTOR[MX1]=0N36200 $MA_AX_VELO_LIMIT[0,B]=5 rpm 最大速度极限N36200 $MA_AX_VELO_LIMIT[0,A]=3N36200 $MA_AX_VELO_LIMIT[0,MX1]=1.5最大速度极限当速度超过此值时, 报警: 25030 Axis x actual velocity alarm N32200 $MA_POSCTRL_GAIN[0,B]=1 速度增益(KV系数)N32200 $MA_POSCTRL_GAIN[0,A]=1N32200 $MA_POSCTRL_GAIN[0,MX1]=13.3.5 位置监控参数(仅列出B轴)N36000 $MA_STOP_LIMIT_COARSE[B]=0.04 deg 粗定位公差N36010 $MA_STOP_LIMIT_FINE[B]=0.01 deg 精定位公差N36012 $MA_STOP_LIMIT_FACTOR[0,B]=1 MD36000、MD36010、MD36030这三个值的系数N36020 $MA_POSITIONING_TIME[B]=1 s 定位时间N36030 $MA_STANDSTILL_POS_TOL[B]=0.2 deg 零速公差N36040 $MA_STANDSTILL_DELAY_TIME[B]=0.4 s 零速公差延迟时间N36050 $MA_CLAMP_POS_TOL[B]=0.5 deg 夹紧公差N36400 $MA_CONTOUR_TOL[B]=1 deg 轮廓公差N36310 $MA_ENC_ZERO_MONITORING[0,B]=0 零脉冲监视, 0-硬件检测, 100-关闭检测N36100 $MA_POS_LIMIT_MINUS[B]=-1 deg 第一软件极限位置(-)N36110 $MA_POS_LIMIT_PLUS[B]=15001 deg 第一软件极限位置(+)。