气排钉制钉机的优化设计
钢排钉自动成排装置中气动系统的设计
2 钢排钉 自动成排装置 的总体设计及工作原理
2 1 总体Байду номын сангаас计 .
钢排钉 自动成排 装 置 是钢 排 钉 自动 化 生 产中最
图 l钢 排钉
重要 的设备 , 主要 作用是把 方 向混乱 的钢钉 排列成 其
整齐的一排 , 为钢排钉的涂胶做好 准备 , 样机总体结 1 单个钢 钉 的生产 , 生 产过 程如 下 : 盘 圆线 构如图 3所示 。 ) 其 以 材( 、 高 中或低碳钢 ) 为原材料 , 经拉丝机 数次拨拉 ( 冷
钢 排 钉 自动 成 排 装 置 中气 动 系统 的设 计
王文堂, 李泉
( 河南机 电高等专科学校, 河南 新 乡4 30 ) 5 02 摘要 : 根据钢排钉的生产特点, 设计出了一种钢排钉 自动成排装置 , 并对其 中的气动系统进行 了设计。根据工作 要求设计出了气动回路 图, 并通过试验分析计算出相关元件的参数, 主要包括汽缸和空气压缩机 。
第 l 第6 6卷 期
20 08年 1 1月
河南机电高等专科学校学报
Ju nl f n n M c a i l n le a E gne n o ee o r a o a e h nc d E emel n i r gC l g He aa ei l
Vo . 6№ . 11 6 N V20 O.0 8
来 实现 ; 而钢钉 的 自动定 向 、 排列是 不容 易实现 的 , 也
就是 说只要克服 了钢钉 的 自动成排 技术 , 钢排钉 的 自 钢排钉是众 多 排钉 系列 中 的一 种 , 因其 强 度 高、 动化生产也就实现 了。 硬度大 , 能够钉 入 到 比较 坚硬 的材料 中, 故称 其 为 钢
射钉枪自动排钉机构结构设计

摘要本文首先综述了国内外在制作钉排、自动挂胶方而的研究成果,对于现阶段各类钉排制作方法的利弊进行了分析。
为了降低成本,对自动装配技术的现状和发展进行了分析后,决定利用现有技术设计一种简单的自动排钉机构。
在现有的各类研究成果的基础上,提出了自动平铺式排钉的方法,因为在实际生产钉排过程中,平铺式挂胶方法是一种行之有效的方法, 可有效弥补其它方法存在的不足。
这种钢钉平铺式排列的方法为后续平铺式挂胶工作提供了方便。
在此,对此方法的原理、制作过程进行了详细的说明。
针对自动排钉机构设计了传动系统。
钢钉种类繁多,针对各类钢钉钉排的制作方法也不同,通过对钢排的生产特点的分析,运用相对运动原理及钢钉自身的重力特性针对某种具有代表性的钢钉(3×50mm),提出了一种在生产过程中钢钉自动排列的新技术。
这种新的排钉方式是利用机械动力和钢钉自身重力,使钢钉在滑道上自动平铺排列,以便在后续工序中,完成挂胶质量良好的平铺式挂胶,实现高质量钉排的制作。
本文提出了两种设计方案,两个方案各有特点,最后从中选取一个最优方案。
关键词:钢钉;自动装配技术;排列AbstractThis paper firstly summarize the research achievements on making a nail row and hanging plastic. And compare different manufacture process. Due to promote productivity and reduce cost,I decide to design a simple automatic rowing nails machine system.base on the research ,achievem ents.I propose the concept of the tiled row of nails which can effectively solve the drawbacks of traditional processes. This paper introduced the details of theory and manufacture process, and specially design the transmission system to satisfied the demand of power and strength.The type of steel nails is various.Different nail row has different manufacture process.Through analyzing the characteristics of manufacture process using relative motion theory and the gravity of steel nail, focus a common size steel nail (3*50 mm), I propose new technology which steel nail can automatically arrange in manufacture process,this technology can ensure the subsequent processes run well and keep the quality of products .In this paper, there are two design schemes, each of them has their own features。
气动圆钉枪的设计
气动圆钉枪的设计作者:张夫刚左玉虎孙成通来源:《科技创新与应用》2014年第09期摘要:设计了一种可以打普通圆钉的新型自动送钉气动圆钉发射枪,能够把普通散钉排序并逐个自动送到圆钉发射枪,通过发射枪把圆钉打入木材中。
其关键部件是分钉装置和发射枪,试验证明,送钉准确可靠,打钉有力,是提高经济效率最理想的气动工具。
关键词:圆钉;震动盘;圆钉发射枪圆钉与卷钉、钢排钉相比有连接牢固、经久耐用的优点,广泛应用于建筑、家装、包装等行业,但缺点同样显著,由于圆钉都是散钉,必须人工单个使用,效率低下,为此,参照卷钉和钢排钉钉枪,专门设计了一种能够打普通圆钉的气动圆钉发射枪,为了提高自动化程度和生产效率,配套设计了自动送钉装置。
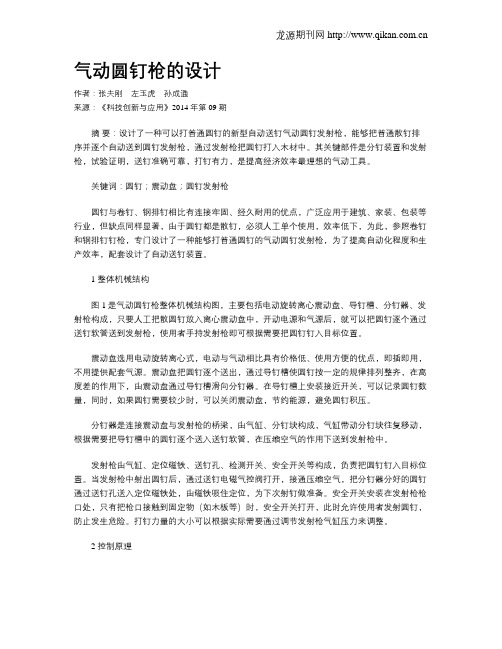
1 整体机械结构图1是气动圆钉枪整体机械结构图,主要包括电动旋转离心震动盘、导钉槽、分钉器、发射枪构成,只要人工把散圆钉放入离心震动盘中,开动电源和气源后,就可以把圆钉逐个通过送钉软管送到发射枪,使用者手持发射枪即可根据需要把圆钉钉入目标位置。
震动盘选用电动旋转离心式,电动与气动相比具有价格低、使用方便的优点,即插即用,不用提供配套气源。
震动盘把圆钉逐个送出,通过导钉槽使圆钉按一定的规律排列整齐,在高度差的作用下,由震动盘通过导钉槽滑向分钉器。
在导钉槽上安装接近开关,可以记录圆钉数量,同时,如果圆钉需要较少时,可以关闭震动盘,节约能源,避免圆钉积压。
分钉器是连接震动盘与发射枪的桥梁,由气缸、分钉块构成,气缸带动分钉块往复移动,根据需要把导钉槽中的圆钉逐个送入送钉软管,在压缩空气的作用下送到发射枪中。
发射枪由气缸、定位磁铁、送钉孔、检测开关、安全开关等构成,负责把圆钉钉入目标位置。
当发射枪中射出圆钉后,通过送钉电磁气控阀打开,接通压缩空气,把分钉器分好的圆钉通过送钉孔送入定位磁铁处,由磁铁吸住定位,为下次射钉做准备。
安全开关安装在发射枪枪口处,只有把枪口接触到固定物(如木板等)时,安全开关打开,此时允许使用者发射圆钉,防止发生危险。
气动直排钉成型过程

气动直排钉成型过程气动直排钉是一种应用广泛的工业固定件,它的非结构性固定用在一些固件上,如汽车、家用电器和一些消费品上。
通常,用于气动钉上的原材料包括钢,不锈钢和铝合金等金属材料,以及一些塑料材料。
气动直排钉的成型过程是由一系列复杂的步骤组成的,其中包括模具设计、初加工、表面处理、冲压成型和其它表面处理等步骤。
本文旨在讨论各种气动直排钉成型过程的横向与纵向分析过程,以便深入了解气动直排钉的成型过程。
1.具设计模具设计是气动直排钉成型过程中的第一步,它是整个气动直排钉成型过程的基础。
模具设计是一种利用有限空间,为了生产普遍形状、尺寸相同的零件,制定合理的设计方案的工程技术活动。
在模具设计过程中,首先确定气动直排钉钉头、杆身和尾端装件的形状、尺寸和结构尺寸,即模具设计的开始。
模具设计的过程如下:①据气动直排钉的形状、尺寸和结构尺寸设计成型模具的结构图。
②定气动直排钉成型过程中的特殊部件,如冲头、冲盘和分离件等。
③据冲压成型的要求,确定模具的运动轨迹,如滑块行程、滑块速度等。
④造模具及其主要零部件。
2.加工初加工是指在成型前,将原材料通过一系列加工、切削、切边等工艺加工成合格零件前的一次性处理过程。
在气动直排钉成型过程中,初加工是指将原材料分为单个零件,然后经过切边、磨削、拉伸、折弯等加工工序加工成为外观具有一定尺寸的零件。
3.面处理表面处理是指在零件预处理后,在成型前为零件完成表面处理工作。
表面处理有利于提高零件的外观和性能,也是提高零件质量的重要步骤。
在气动直排钉成型过程中,常见的表面处理施工工艺包括:研磨、镀锌、镀铜、氟碳喷涂和绝缘层保护等。
4.压成型冲压成型是气动直排钉制造的主要工艺之一,是在模具内将薄材料塑性变形,以及液压机的力塑性转换,将原材料塑性变形成所需图形的工艺程序。
在气动直排钉成型过程中,冲压成型是在初加工后,将原材料通过模具加工而成钉头、钉杆和尾端装置,最终成型气动直排钉的关键步骤。
一种气动排钉生产线[发明专利]
![一种气动排钉生产线[发明专利]](https://img.taocdn.com/s3/m/b23d3a49dd3383c4ba4cd242.png)
专利名称:一种气动排钉生产线
专利类型:发明专利
发明人:阎金波,崔大鸣,黄涛,连紫燕,阎峥嵘申请号:CN01120972.0
申请日:20010622
公开号:CN1393301A
公开日:
20030129
专利内容由知识产权出版社提供
摘要:本发明涉及一种气动排钉生产线,主要是由放线架(1)、校直机(2)、轧扁机(4)、涂胶机(5)、驱动机(6)和制钉机(7)所组成。
其特征是:涂胶机(5)采用热熔胶粘接线束(3),无味无毒,不易燃,生产率高。
制钉机(7)中设有一个与夹子切刀滑块(78)同步纵向移动的冲头纵向滑块(711),在其里面装有一个可以横向移动并与侧油缸(74)活塞杆断开的冲头横向滑块(710),从而集现有技术中的下落式出料和侧打式出料的优点于一体。
申请人:崔大鸣
地址:450001 河南省郑州高新开发区合欢街10号郑州龙海专利开发有限公司
国籍:CN
更多信息请下载全文后查看。
自动制钉机机械原理课程设计

自动制钉机机械原理课程设计一、引言自动制钉机是一种用于自动化创造钉子的机械设备。
它能够将金属线材切割、成型、定位和固定,最平生产出高质量的钉子产品。
本文将详细介绍自动制钉机的机械原理,包括其组成部份、工作原理、设计要求和关键技术。
二、机械原理1. 组成部份自动制钉机主要由以下组成部份构成:- 送料系统:用于将金属线材送入机器进行加工。
- 切割系统:将金属线材切割为适当长度的钉子。
- 成型系统:将切割后的金属线材进行弯曲和成型。
- 定位系统:确保钉子的位置准确无误。
- 固定系统:将钉子固定在特定位置。
2. 工作原理自动制钉机的工作原理如下:- 步骤1:送料系统将金属线材送入机器。
- 步骤2:切割系统根据预设的长度将金属线材切割为钉子。
- 步骤3:成型系统将切割后的金属线材进行弯曲和成型,形成钉子的头部和身体。
- 步骤4:定位系统确保钉子的位置准确无误。
- 步骤5:固定系统将钉子固定在特定位置,完成制钉过程。
3. 设计要求在设计自动制钉机时,需要考虑以下要求:- 高效性:能够快速、准确地创造大量钉子。
- 稳定性:机器运行稳定,不易浮现故障。
- 精度:钉子的尺寸和位置应准确无误。
- 安全性:机器应具备安全装置,避免操作人员受伤。
- 易操作性:机器应简单易懂,易于操作和维护。
4. 关键技术为了满足以上设计要求,自动制钉机需要应用以下关键技术:- 送料系统:采用精密的送料装置,确保金属线材的准确供给。
- 切割系统:使用高速切割刀具,确保切割速度和切割质量。
- 成型系统:采用弯曲和成型模具,确保钉子的形状和尺寸准确。
- 定位系统:利用高精度传感器和定位装置,确保钉子的位置准确无误。
- 固定系统:采用高效的固定装置,确保钉子坚固固定在特定位置。
三、结论自动制钉机是一种具有高效性、稳定性和精度的机械设备。
通过合理的机械原理设计和关键技术应用,可以实现自动化创造高质量的钉子产品。
在今后的发展中,可以进一步提高自动制钉机的生产效率、精度和稳定性,以满足不断增长的市场需求。
自动制钉机【原创】机械原理课程设计讲解

目录1 设计题目 (22 机械系统运动方案的拟定与选择2.1 方案的拟定 (32.2 方案的选择 (63 运动循环图 (74 原动机的选择 (75 各执行机构的设计5.1 基础机构设计5.1.1 xxx同学冷墩钉帽机构的设计 (8 5.1.2 xxx同学剪断及冷挤机构的设计 (8 5.1.3 xxx同学送丝校直机构的设计 (9 5.2 机构尺度综合 (105.3 机构运动的分析 (106 设计方案布置图及机械运动简图 (137 心得体会 (148 参考资料 (16一、设计题目——自动制钉机1,工作原理及工艺过程制造木工用大大小小的铁钉是将一卷直径与钢丝直径相等的低碳钢丝通过下列工艺动作来完成的。
(1校直钢丝。
并按节拍要求间歇地输送到装夹工位。
(2冷镦钉帽,在此前需夹紧钢丝。
(3冷挤钉尖。
(4剪断钢丝。
2,原始数据及设计要求(1铁钉直径φ1.6~φ3.4mm(2铁钉长度25~80mm(3生产率360枚/min(4最大冷镦力3000N,最大剪断力2500N。
(5冷镦滑块质量8kg,其他构件质量和转动惯量不记。
(6要求结构紧凑、传动性能优良、噪声尽量减小。
二、机械系统运动方案的拟定与选择2.1 方案的拟定方案一(xxx的方案送丝校直机构——不完全齿轮机构剪断机构——凸轮连杆机构冷挤机构——偏心轮机构冷镦钉帽机构——凸轮连杆机构简单介绍:不完全齿轮机构为送丝校直机构,实现间歇送丝。
改进意见:该方案冷镦钉帽的力不足,改成六杆机构比较好。
夹紧机构要有一定的夹紧时间,应使用凸轮机构。
送丝校直机构——棘轮机构剪断机构——凸轮连杆机构冷挤机构——凸轮连杆机构冷镦钉帽机构——摇杆滑块机构通过棘轮机构实现间歇运动,但在之后的剪断操作过程中,由于剪断部分失去再运动性,导致后面的操作无法进行。
改进意见:后面的冷挤与剪断的操作同步进行,为了使制钉循环进行,应处理制造好的铁钉出料问题。
送丝校直机构——槽轮机构剪断机构——偏心轮机构冷挤机构——凸轮连杆机构冷镦钉帽机构——曲柄滑块机构缺点:剪断机构位置错误,不能获得要求的铁钉。
全自动制钉机的设计书(课程设计)

机械原理课程设计题目全自动制钉机的设计学院机电工程学院专业年级10级机械设计制造及自动化学号姓名2010011070 靳飞指导教师二○○九年六月机械原理课程设计任务书专业机械工程及自动化学号 20070141 姓名侯捷全自动制钉机的设计一、工作原理及工艺动作过程:制造木工用大大小小的铁钉是将一卷直径与铁钉直径相等的低碳钢丝通过下列工艺动作来完成的。
1)校直钢丝。
并按节拍要求间歇地输送到装夹工位。
2)冷镦钉帽,在此前夹紧钢丝。
3)冷挤钉尖。
4)剪断钢丝。
二、原始数据及设计要求:1)铁钉直径Φ1.6—Φ3.4mm。
2)铁钉长度25—80mm。
3)生产率360枚/min。
4)最大冷镦力3000N,最大剪断力2500N。
5)冷镦滑块质量8kg,其他构件质量和转动惯量不计。
三、设计方案提示:1)送丝校直机构,要求使送丝与校直动作合一来考虑机构型式。
同时应附夹紧机构,在送丝时放松,其余时间夹紧。
送丝校直机构可采用间歇运动机构带动摆动爪,摆动爪压紧钢丝并送丝校直。
夹紧季候利用联动关系开合。
2)冷镦钉帽机构,可以采用移动或摆动式冲压机构,一般可用平面六杆机构或四杆机构,其移动、摆动的行程可在25mm左右为宜。
为了减少电动机容量和机械速度波动可加飞轮。
3)冷挤和剪断机构在性能要求上与冷镦机构相同,因而采用机构也十分类似。
4)由于机构较多,相互动作协调十分重要,尽量考虑将各执行机构的原动件固连在一个主轴上。
四、设计的主要任务1)按工艺动作要求拟定运动循环图。
2)进行送丝校直机构、冷镦钉帽机构、剪断钢丝机构的选型。
3)机械运动方案的评价和选择。
4)按选定的电动机和执行机构的运动参数拟定机械传动方案。
5)设计飞轮和确定电动机型号。
6)画出机械运动方案简图。
7)对传动机构和执行机构进行运动尺寸计算。
五、撰写设计说明书:(课程设计说明书是技术说明书的一种,是对课程设计的总结。
主要内容包括:(1)课程设计题目简介; (2) 功能分解;(3) 原始数据及计算;(4)机械传动系统的设计计算(简述方案设计思路及讨论、改进); (5) 执行机构的选型及评价以及设计步骤或分析计算过程;(6) 机械运动方案简图的绘制、机械运动系统尺度计算、机构运动分析等(7) 对所设计的结果分析讨论; (8) 感想与建议。
自动制钉机课程设计论文
自动制钉机课程设计论文一、课程目标知识目标:1. 学生理解自动制钉机的基本工作原理,掌握其结构组成,如钉线供给系统、钉头形成系统、钉身形成系统等关键部件。
2. 学生能够运用所学的物理和机械知识,分析自动制钉机在生产过程中能量转换和力学作用。
3. 学生掌握自动制钉机操作流程和安全规范,了解制钉工艺对材料性能的要求。
技能目标:1. 学生能够运用图示和模型展示自动制钉机的工作过程,提升空间想象和模型构建能力。
2. 学生通过小组合作,设计简单的制钉机模型,培养动手操作和问题解决能力。
3. 学生能够对自动制钉机的故障进行初步的诊断和分析,提出合理的解决方案。
情感态度价值观目标:1. 培养学生对现代制造业的兴趣,激发创新意识和探索精神。
2. 增强学生的团队合作意识,学会在小组合作中尊重他人意见,有效沟通。
3. 培养学生的安全生产意识,理解遵守操作规程的重要性,形成良好的职业素养。
课程性质分析:本课程为技术类课程,结合物理、工程技术和实际操作,旨在通过自动制钉机的学习,使学生将理论知识与实践相结合。
学生特点分析:考虑到学生所在年级的特点,他们具备一定的物理知识和动手能力,但需进一步引导他们将知识应用于实际问题的解决。
教学要求:课程设计需具备实用性,确保学生能够通过具体的学习活动,达到上述设定的知识、技能和情感态度价值观目标,并能够通过成果展示和评价体系进行有效评估。
二、教学内容1. 自动制钉机概述- 了解自动制钉机的发展历史、分类及在工业中的应用。
- 教材章节:第二章第一节。
2. 自动制钉机的工作原理与结构- 学习自动制钉机的工作原理,重点掌握钉线供给、钉头形成、钉身形成等关键过程。
- 分析自动制钉机的结构组成,了解各部件的功能和相互关系。
- 教材章节:第二章第二节。
3. 自动制钉机的操作与安全- 掌握自动制钉机的操作流程、维护保养及安全规范。
- 教材章节:第二章第三节。
4. 制钉工艺及材料性能- 学习制钉工艺流程,了解不同材料对钉子质量的影响。
自动制钉机运动方案设计课程设计
自动制钉机运动方案设计课程设计机械原理课程设计说明书自动制钉机运动方案设计目录一. 课程设计任务书及工作要求 (3)二.机构工作原理 (3)三.功能分解图,执行机构动作分解图 (4)四.工作循环图 (9)五.运动方案的选择与比较 (10)六.机构运动简图 (13)七.执行机构设计过程 (13)八.机构运动分析计算机辅助设计流程框图 (16)九.程序清单 (17)十.运动线图 (21)十一.凸轮设计分段图,轮廓图,设计结果 (21)十二.设计总结与心得 (28)十三.主要参考资料及其编号 (30)一. 课程设计任务书及工作要求图1.1所示为一铁钉的外观图。
自动制钉机的功能是将钢筋等金属材料自动加工成铁钉。
设计要求和参数为:(1) 铁钉直径为1.6~3.4mm ;(2) 铁钉帽直径是铁钉直径的2 倍;(3) 铁钉长度为 25~80mm ;(4) 生产率为 360枚/min ;(5) 要求结构紧凑,传动性能优良,噪声尽量小;(6) 连续自动生产;(7) 加工质量要达到规定的技术要求;(8) 成品铁钉的形状如图1.1。
二.机构工作原理制造木工用大大小小的铁钉是将一卷直径与铁钉直径相等的低碳钢丝通过下列工艺动作来完成的。
1)校直钢丝。
并按节拍要求间歇地输 送到装夹工位。
2)冷镦钉帽,在此前夹紧钢丝。
3)冷挤钉尖。
4)剪断钢丝。
图图1.2(a)和1.2(b)分别为冷镦钉帽和冷挤钉尖的工作原理图:图1.2(a)图1.2(b)三.功能分解图 执行机构分解图为了实现将金属卷料加工成铁钉的总功能,可将总功能分解为如下分功能:(1) 金属卷料校直功能;(2) 金属卷料送料功能;(3) 工件夹紧功能;(4) 工件镦帽功能;(5) 工件冷挤钉尖和切断功能其功能逻辑图如图1.3所示: 工件切断功能工件冷挤功能工件冷镦功能工件夹紧功能钢丝送料功能钢丝校直功能自动制钉机 图1.3功能原理的工艺过程分解(1)金属卷料校直,送料功能 采用槽轮机构进行送料。
全自动制钉机的设计书 精品

题目自动制钉机设计方案与分析全自动制钉机的设计书(课程设计)一、机构运动的说明制造木工用大大小小的铁钉是将一卷直径与铁钉直径相等的低碳钢丝通过下列工艺动作来完成的。
1、送丝校直同时完成,并按要求用间歇的机构实现送丝和夹紧在时间上的配合。
2、夹紧机构要实现送丝时放松,其余时间夹紧。
3、冷镦钉帽、冷挤钉尖,两项运动同时完成。
4、挤压完成后剪断钢丝。
5、夹紧机构松开,成品钢钉落下,进入下一个工艺循环二、原始数据及设计要求原始数据:1、铁钉直径Φ1.6~Φ3.4 mm。
2、铁钉长度25~80 mm。
3、生产率360枚/min。
4、最大冷墩力3000N,最大剪断力2500N。
5、冷墩滑块质量8kg,其它构件质量和转动惯量不计。
6、要求结构紧凑、传动性能优良、噪声尽量减小。
设计要求及尺寸计算1、假设钢钉的直径为2mm,钢钉的长度为60mm。
2、生产率为360枚/min,即生产周期T为1/6秒。
要求原动件所固连轴的转速为12 rad/s。
3、剩余部分尺寸计算在下面各部件设计中都有提到。
三、各机构的设计步骤及运动简图1、校直钢丝和间歇输送校直钢丝时,只需要多个成对称位置排列的摩擦轮即可实现(如右图)。
对于间歇送丝机构,有两种方案:方案一:可采用基圆半径相同的两齿轮,一齿轮为不完全齿轮,不完全齿轮的有齿部分占1/3,啮合时,带动与其同轴滚子转动送丝,不啮合时,停止送丝,达到间歇性送丝的目的。
方案二:摩擦轮机构(如图):结构简单,为了可靠的输送需要加轴向的压紧力。
摩擦轮转动时,两轮挤压钢丝摩擦钢丝产生摩擦力带动钢丝前进,两摩擦轮不接触时则停止传送,机构简单实用。
由于我们处理的钉子长度为60mm ,0-60°为送料阶段,3r=60,r=57.32,由于摩擦轮间要夹着钢丝,去除长丝的厚度,取半径为57mm ,与摩擦轮固连齿轮齿数z=30。
校直钢丝结构图送丝夹紧装置图2、夹紧装置使用凸轮来实现机构的往复运动夹紧装置图3、冷镦装置可以采用移动或摆动式冲压机构,一般可用平面六杆机构或四杆机构,其移动、摆动的行程可在25mm左右为宜。
一种适合气动射钉枪使用的气排钉[实用新型专利]
![一种适合气动射钉枪使用的气排钉[实用新型专利]](https://img.taocdn.com/s3/m/42964806aeaad1f347933f28.png)
专利名称:一种适合气动射钉枪使用的气排钉专利类型:实用新型专利
发明人:吴宪亮
申请号:CN01261697.4
申请日:20010918
公开号:CN2573744Y
公开日:
20030917
专利内容由知识产权出版社提供
摘要:一种适合气动射钉枪使用的气排钉,钉尖在下,钉杆居中,钉帽在上,每一个气钉排涉及有50根或者100根形状和质量相同的钉子组成。
钉杆是气排钉的主体部分,为方便钉杆的加工成型,一般是将钉杆做成方柱体的。
钉杆的一端设置锋利钉尖,钉杆的另一端设置扁形钉帽,使得本实用新型所述的一种适合气动射钉枪使用的气排钉形成T字形的结构。
扁形钉帽的宽度,与钉杆宽度尺寸相同。
扁形钉帽的长度,约等于钉杆宽度尺寸的二倍。
配合气动射钉枪使用,可以实现钉入钉子的半自动化连续作业,既可以降低钉入钉子的劳动强度,又可以明显地提高工作的效率。
申请人:吴宪亮
地址:272025 山东省济宁市海关路西首山东樱花五金制品有限公司
国籍:CN
更多信息请下载全文后查看。
用30气排钉钉木模板

用30气排钉钉木模板摘要:1.引言2.准备工具和材料3.确定模板尺寸和形状4.选择合适的气排钉5.安装气排钉6.钉制木模板7.完成模板制作8.检查模板质量正文:在木工制作过程中,木模板是不可或缺的工具。
今天我们将用30 气排钉来钉制一个木模板。
下面是详细的操作步骤。
首先,我们需要准备一些工具和材料,包括30 气排钉、木板、尺子、铅笔、锤子和钳子。
在开始制作之前,我们还需要确保气排钉已经安装在气枪上,并检查气枪是否正常工作。
接下来,我们需要确定模板的尺寸和形状。
这可以根据实际需要进行设计,例如制作一个长方形盒子模板或者一个圆形木板。
在确定尺寸后,我们可以用尺子和铅笔在木板上画出模板的形状和尺寸。
选择合适的气排钉非常重要。
气排钉的尺寸和长度应与木板厚度相匹配。
在本例中,我们将使用30 气排钉,这种钉子长度适中,适用于大多数木板。
安装气排钉到气枪上,确保气排钉能够顺利地穿过木板。
操作时,可以将气枪的扳机扣到底,使气排钉完全进入木板。
在木板上画好模板轮廓后,我们就可以开始钉制木模板了。
首先,从木板的一侧开始,将气排钉钉入木板,距离边缘约1-2 厘米。
然后,将气枪对准木板上的气排钉孔,轻轻扣动扳机,使气排钉穿过木板并钉入另一侧。
重复此步骤,直到完成模板的制作。
在完成模板制作后,我们需要检查模板的质量。
首先,确保模板的尺寸和形状与预期一致。
其次,检查模板边缘是否平滑,气排钉是否牢固。
如果发现问题,可以及时进行修正。
最后,我们可以使用制作好的木模板进行木工制作。
在实际操作中,根据需要可以对模板进行加固,例如使用螺丝或胶水将模板的边缘固定在一起。
总之,用30 气排钉钉制木模板的过程相对简单,只需按照一定的顺序和方法进行操作。
用30气排钉钉木模板
用30气排钉钉木模板(实用版)目录1.气排钉的概述2.30 气排钉的特点3.钉木模板的施工流程4.30 气排钉在钉木模板中的应用5.30 气排钉钉木模板的注意事项正文一、气排钉的概述气排钉,又称为气动排钉,是一种利用压缩空气为动力,将钉子打入材料的五金工具。
它在家具制造、建筑装修等领域具有广泛的应用。
二、30 气排钉的特点30 气排钉是指钉子长度为 30mm 的气排钉,具有以下特点:1.动力强大:30 气排钉利用压缩空气为动力,具有较强的冲击力,能轻松将钉子打入硬质材料。
2.效率高:30 气排钉的操作简单,速度快,可以大大提高施工效率。
3.钉子质量好:30 气排钉所使用的钉子质量优良,能够满足各种施工需求。
三、钉木模板的施工流程钉木模板是建筑施工中常用的一种模板,主要用于混凝土浇筑时的隔离和支撑。
钉木模板的施工流程如下:1.准备材料:根据施工需求,选择合适的木板和钉子。
2.切割木板:根据模板的尺寸,使用锯子将木板切割成所需大小。
3.钉木模板:将切割好的木板拼接在一起,用钉子将其固定。
4.安装模板:将钉好的木模板安装到施工现场,进行混凝土浇筑。
四、30 气排钉在钉木模板中的应用30 气排钉在钉木模板中的应用非常广泛,主要体现在以下几个方面:1.提高施工效率:30 气排钉的动力强大,能够快速将钉子打入木板,提高施工效率。
2.保证模板质量:30 气排钉所使用的钉子质量好,能够保证钉木模板的稳定性和耐用性。
3.提高模板稳定性:30 气排钉能够将木板牢固地固定在一起,提高钉木模板的稳定性。
五、30 气排钉钉木模板的注意事项在使用 30 气排钉钉木模板时,应注意以下几点:1.选择合适的钉子和木板:根据施工需求,选择合适的钉子和质量好的木板。
2.确保气排钉操作安全:使用 30 气排钉时,应确保操作安全,避免发生意外伤害。
用30气排钉钉木模板
用30气排钉钉木模板
【实用版】
目录
1.气排钉的概述
2.30 气排钉的特点
3.钉木模板的方法
4.使用 30 气排钉钉木模板的注意事项
正文
一、气排钉的概述
气排钉,又称气动排钉,是一种应用于建筑、家具制造等领域的连接件。
它通过压缩空气为动力,将钉子打入材料表面,因其操作简便、效率高、连接牢固等特点,深受广大用户喜爱。
二、30 气排钉的特点
30 气排钉是气排钉中较为常见的一种规格,它的钉长为 30mm。
相较于其他规格的气排钉,30 气排钉具有以下特点:
1.钉子长度适中,适用于多种连接需求;
2.钉头设计合理,易于打入材料;
3.压缩空气动力充足,确保钉子能牢固地打入材料。
三、钉木模板的方法
在使用 30 气排钉钉木模板时,可以遵循以下步骤:
1.准备工具:准备好 30 气排钉、气动工具、木模板等所需材料;
2.确定连接部位:根据木模板的形状和需要连接的部位,确定需要钉入的气排钉的数量和位置;
3.安装气动工具:将气动工具与 30 气排钉连接,确保连接牢固;
4.打入气排钉:开启气动工具,将 30 气排钉依次打入木模板的连接部位;
5.检查连接效果:确认所有气排钉均已牢固打入,木模板连接处无松动现象。
四、使用 30 气排钉钉木模板的注意事项
在使用 30 气排钉钉木模板时,应注意以下几点:
1.确保气动工具和气排钉连接牢固,避免在操作过程中出现松动现象;
2.选择合适的气排钉长度,避免钉子过长或过短,影响连接效果;
3.在打入气排钉时,注意控制力度,避免因用力过猛导致木模板损坏;
4.钉入完毕后,检查连接部位是否牢固,如有松动现象,及时进行调整。